Improving Product Quality with Entrapped Stable Emulsions: From Theory to Industrial Application

Abstract
:1. Introduction
2. Current Achievements and Objectives
2.1. Materials of Interest

2.2. Processing Methods
2.3. Objectives of This Work
3. Evaluation of Technology and Process Changes

| Emulsion Preparation | Emulsion Entrapment | |
|---|---|---|
| Processing Parameters |
| |
| Formulation parameters |
|
|
3.1. Emulsification
3.1.1. Advantages of Nano-Emulsions
- (a) Nano-emulsions can persist as kinetically stable systems: Although they are thermodynamically unstable, emulsions containing nano-scale droplets appear to be kinetically stable systems able to resist several instability phenomena (Appendix) [14]; that is, (i) the small droplet sizes significantly reduce gravitational effect; (ii) collision frequency is lower (Brownian diffusion) helping to prevent creaming and sedimentation; (iii) steric limitations associated with smaller droplet sizes reduces the probability for coalescence; and (iv) narrow droplet size distributions lead to a reduction in Ostwald ripening.
- (b) Stable nano-emulsions are a prerequisite for an efficient entrapment process: Characteristics such as stability and droplet size play a key role in optimizing the entrapment efficiency [28,29,30,31,32]. Smaller droplet sizes lead to higher dispersability in downstream processing and contribute to less deformation under shear forces encountered during the entrapment process (see Section 3.2). An increase in droplet size has been reported to correlate with a decrease in microentrapment efficiency [33]. A stable nano-emulsion can also increase the retention of volatiles via vapor-pressure suppression and improve shelf-life of entrapped oil products through reduction of the amount of free oil present from leakage and/or being initially unbound [18,34,35,36]
- (c) Nano-emulsions contribute to enhanced product performance: Release rates can be controlled more effectively using small droplet sizes and associated barrier properties of the surface film formed by the emulsifying agent. Timely release of controlled amounts of the active agent can prevent undesired systemic clearance rates and improve bioefficacy. Further, small droplet sizes facilitate translocation of nutrients across bio-barriers for better absorption (uptake)rates [17]. The transport parameters of the barrier can also help protect the cargo from degradation mechanisms such as oxidation. Nano-emulsions are also found to increase the synergetic influence of introduced antioxidants [17].
3.1.2. Preparation of Nano-Emulsions-Theoretical Considerations
- (a) Surface active agent: The type and concentration of emulsifiers must be carefully selected based on their transport properties, their adsorption interactions with both coated and uncoated droplets (i.e., collision frequency, effectiveness, and energetics), and stabilization requirements [14].
- (b) Time scales: The above mentioned interaction considerations help establish critical time scales. Droplet size will be minimized by ensuring that the following ratio of characteristic times is much less than one [37].
![Challenges 03 00084 i001]()
- (Where τadsorption denotes emulsifier adsorption time on the surface of emulsion droplets and τcollisiondenotes collision time between droplets; φ is the dispersed phase volume fraction; Γ denotes excess surface concentration of the emulsifier; d is droplet diameter; and Cs is the concentration of emulsifier in the system. Thus, the faster the diffusion and interfacial adsorption processes, the smaller the droplet size that can be maintained. The concept is that once the smallest droplets obtained through the turbulent energy dissipation mechanism are formed, they need to be coated with emulsifier molecules to stabilize their size before they grow (via Ostwald ripening and/or collisions with coalescence and re-aggregation).
- (c) Physicochemical properties: In addition to the transport properties of the fluids, the interfacial tension and the physicochemical properties contribute significantly to the critical mixing process and associated time scales involved. For example, turbulent intensity is governed by the system’s Reynolds numbers and thus the Kolmogorov parameters associated with diffusion length and time scales.
- (d) Process design: Fewer processing units, lower energy input, and amount of emulsifier can contribute to cost saving. Under specific processing conditions the pre-emulsion step can be eliminated, cycle times reduced (by minimizing the number of passes through the emulsification device) and the amount of emulsifier required can be minimized. Both up- and down-stream processing techniques must be efficient; avoiding detrimental over-processing. PI concepts employed here can prove highly effective on product quality and reduction of costs.
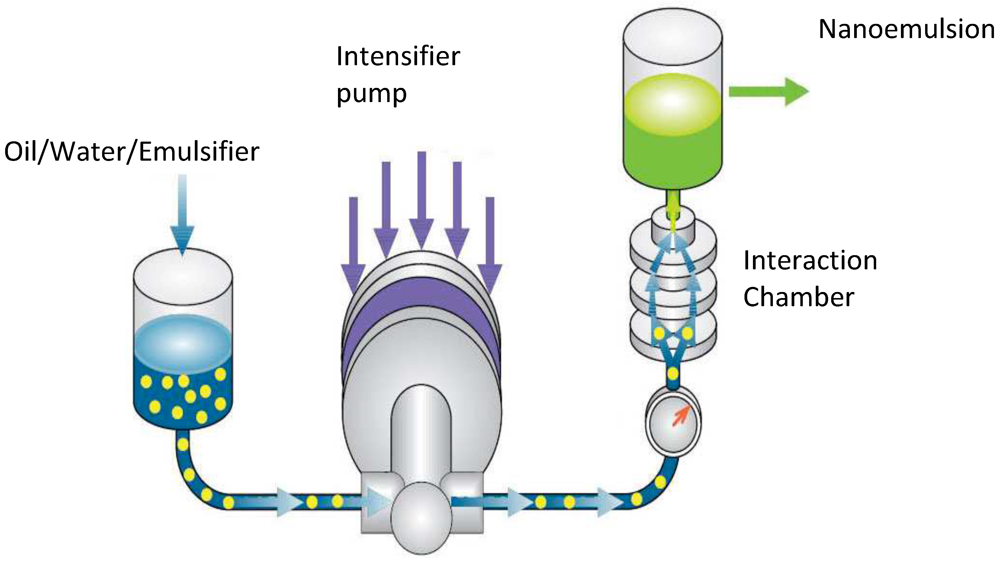
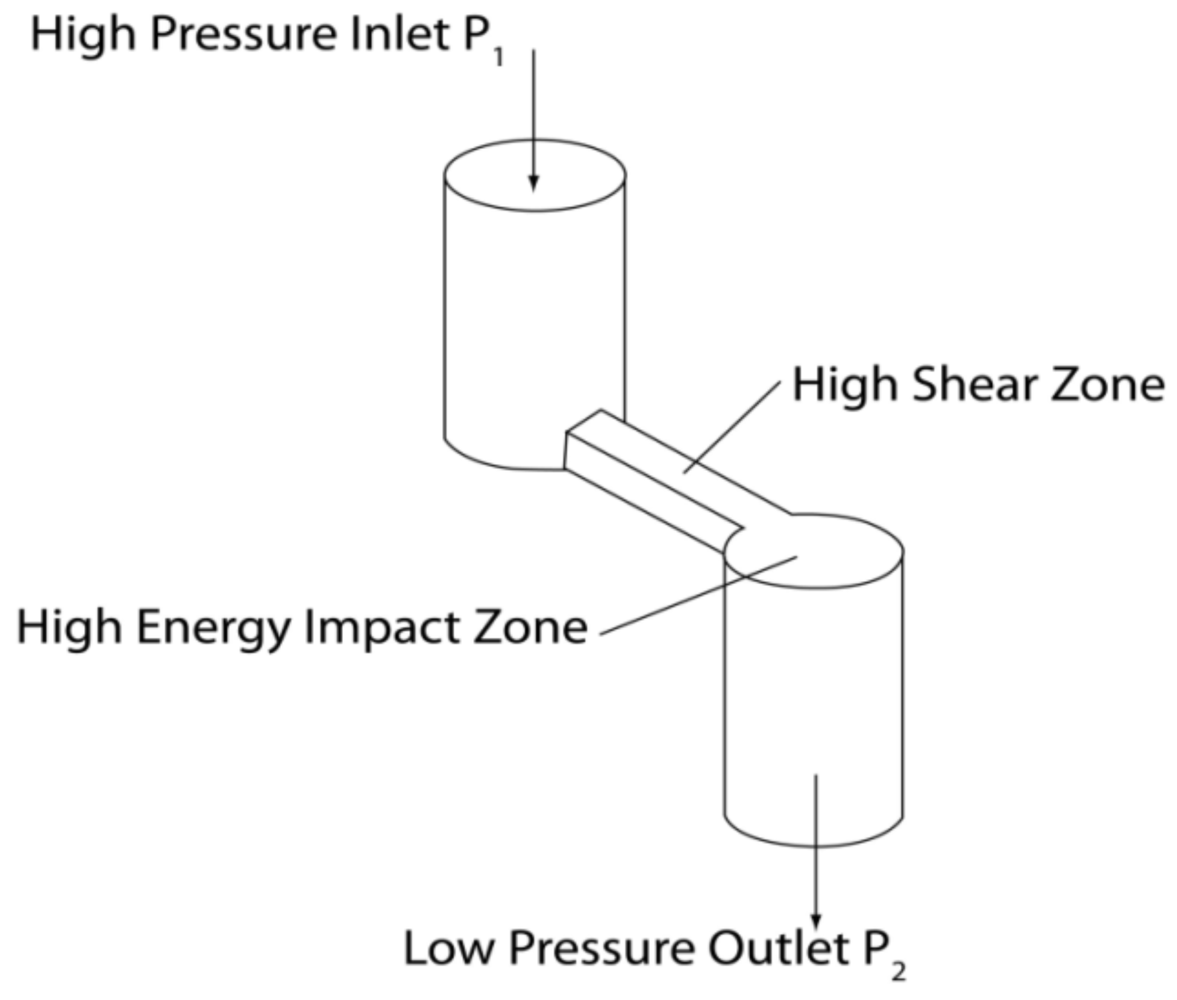
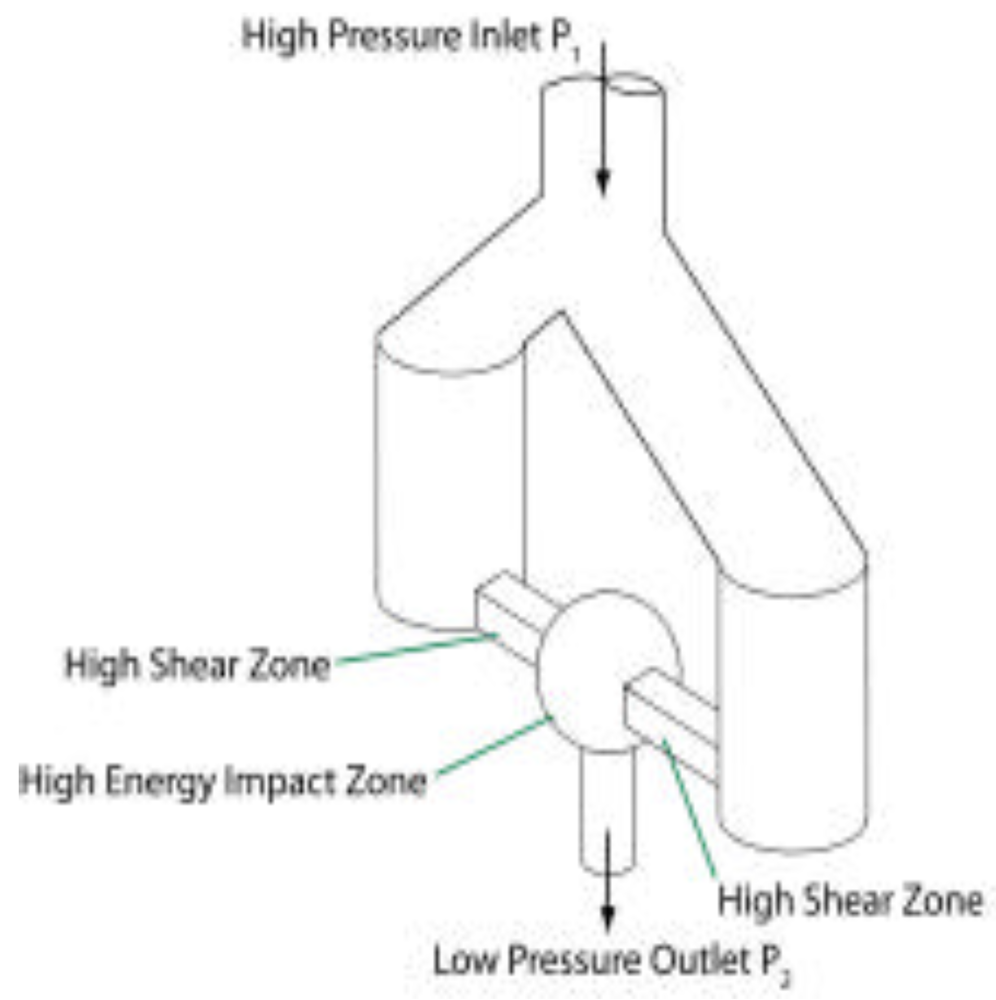
- (e) Selection of the emulsification device: The method and equipment used to create the emulsion is crucial to its quality. It is essential to provide a high energy density transfer rate, ensuring that a large fraction of the energy is being used to create oil-water interfaces rather than viscous dissipation and other loss mechanisms.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3.1.3. Energy Intensity
3.1.3.1. Creating Nano-Emulsions



3.1.3.2. Bottom Up vs. Top Down Processing Protocols

3.1.3.3. Time Scale Considerations
3.1.3.4. Input Energy Density and Transfer Rate Requirements
3.1.4. Selection of Surface Active Agent
3.1.4.1. Emulsifier Concentration

3.1.5. Temperature
3.1.6. Oil Content in the Emulsion
3.1.6.1. Physicochemical Properties of the Emulsion System

3.1.7. Other Components
3.1.8. Emulsion Characterization
- (a) Droplet size and distribution measurement: The droplet size measurement is typically done using light scattering techniques. These give the mean and distribution, along with percentile reports. Bi-modal distributions are often observed and recorded using imbedded instrument software.
- (b) Emulsion stability index: An indication of the emulsion’s short and long term stability can be obtained through centrifugation studies. A stability index can be measured by accelerating the evolution of unstable behavior of freshly produced emulsions in a centrifuge. Low speed operation can be used for predicting creaming by measuring the volume of that layer when present. High speed centrifugation can be used for predicting coalescence by monitoring the droplet size over time.
- (c) Emulsion viscosity: The viscosity can be measured, for example, by a Brookfield viscometer. A correlation between emulsion viscosity and droplet size or final product quality can be obtained such as that given earlier.
- (d) Oil stability index against oxidation: The standard oil stability index (OSI) is applicable for determining the relative resistance of fat or oil samples to oxidation. This is accomplished using an oxygen uptake technique. However, it may have some limitations when dealing with an emulsion. Further discussions with respect to the entrapment process are given in later sections.
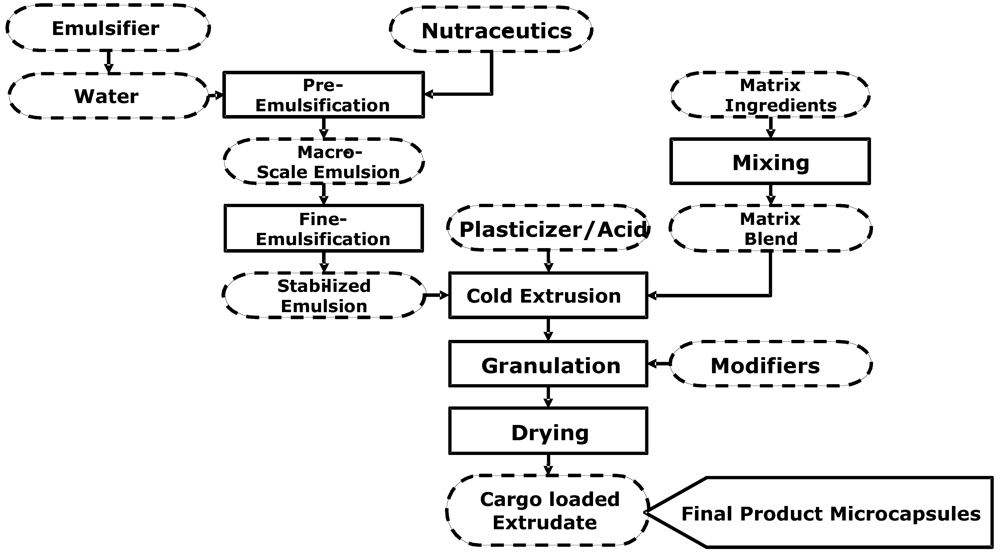
3.2. Entrapment
3.2.1. Formulation Optimization
3.2.1.1. Matrix Type
- (a) Porosity and oxygen permeability: The desired pellet structure can be obtained by design through careful selection of matrix components. This structure with its distinguishing bulk and pore characteristics will exhibit distinctive degrees of oxygen permeation in the matrix as well as pore diffusion capabilities. Porosity and surface area measurements, along with imaging techniques, are useful tools to characterize pellets, providing valuable input for matrix selection [32,60].
- (b) Viscosity of the matrix mixture during processing: The emulsion being entrapped in the cold extrusion process is subjected to significant shear and temperature impact. The physical stability of oil droplets in a viscoelastic solid (for example, dough) is governed by surface tension, viscosity differences, body forces and shear rate [88]. A complicated analysis includes magnitude of deformation, spacing, and dimensionless parameters such as the Capillary, Weber, Bond (or Eatvos), and Deborah numbers. Of the physical properties involved, viscosity seems to be the most readily manipulative. Consequently, reduction and prevention of droplet deformation and coalescence during the cold extrusion process is possible by means of a decrease of matrix viscosity, either by adding plasticizer or by altering matrix type. The experimental results reported in the literature [60] are consistent with this postulate; that is, adopting matrix materials with lower viscosities tends to enhance stability. It was observed that the use of high viscosity starch leads to coalescence during the entrapment process.
- (c) Water content and storage humidity: It is well established that water plays a critical role when dealing with oxidation of unsaturated oil, either in terms of water content in the original pellets or via humidity inducing water uptake under storage conditions. Generally, low water content contributes to higher oxidative stability. However, numerous contradictory results have been reported. The rate of lipid oxidation is claimed to be at a minimum under moderate storage humidity. A possible explanation for the low rate at intermediate humidity is that water forms a hydration sphere around metal catalysts, thus reducing their catalytic activity and slowing down the oxidation rate [84]. At both very low and high water activities, lipid oxidation rates are suggested to be appreciably higher than at intermediate water activities [89,90,91,92]. In all cases, complicated mechanisms related to metal catalyst activity, mobility to the oil-water interface and availability of active sites that suggest how water plays a critical role in oxidative stability are discussed [85]. Since there appears to be an optimum water content there must exist both anti-oxidative and pro-oxidative effects of water that are dependent on matrix structure, trace components such as metal ions, and interfacial properties [93,94,95,96]
- (d) Different antioxidants: Autoxidation is the primary origin of oxidative rancidity derived from lipids. The production of unpalatable odors and flavors results from secondary decomposition products such as aldehydes and ketones. Autoxidation can be inhibited or retarded by the addition of an appropriate antioxidant. Their use in combination with suitable emulsification and entrapment systems are regarded as important protective factors against oxidation of unsaturated lipids. The underlying mechanism might be that antioxidants interact more rapidly with lipid peroxy radicals and compete with unsaturated oils by donating a hydrogen atom to impede the propagation of free radicals.
- Both natural and synthetic antioxidants have been broadly used to control oxidation in foods. However, levels of synthetics are limited by the U.S. Food and Drug Administration (FDA) to 0.02% based on lipid content (FDA 1993). Fortunately, the natural antioxidants generally result in greater antioxidation efficacy. For example, treatments at >200 ppm alpha-Tocopherol effectively prolonged the shelf-life of fish oil products. Hydrophobicity can also be a major factor in oxidative stability. In a comparative study, alpha-Tocopherol, a lipophilic antioxidant, showed an enhanced antioxidative effect in both surface and entrapped oil relative to ascorbyl palmitate, an amphiphilic antioxidant [93].
- It is worthy of noting that deterioration of omega-3 fatty acids in a pure algal oil system might differ greatly from that in an emulsion or complex encapsulating system due to the barrier properties and/or the presence of trace compounds, as mentioned earlier. The relative efficacy of different antioxidants can vary significantly within a particular matrix system. Thus, the interactions that antioxidants may have with emulsifier or matrix material can lead to either pro- or antioxidant effects on lipids. Various antioxidants need to be tested because no theoretical selection criteria are without limitations.
- (e) pH: In a confidential study conducted by MIT students (as part of a course requirement), it was reported that entrapment efficiency was higher when 15% erythorbic acid (based on matrix weight) was added to a proprietary food matrix/algal oil system as compared to 10%. These preliminary results suggest that pH is a potentially significant factor determining entrapment efficiency and/or oxidative stability. This is consistent with literature results [21] suggesting that a decrease in pH will lead to a reduction of electrophoretic mobility due to the protonated carboxylic group, driving net surface charge close to zero. Enhanced stability should occur since the surfactant molecules at the interface are closely packed, forming a stable film with high visco-elasticity.
3.2.2. Characterization of the Entrapment Product
3.2.2.1. Microencapsualtion Efficiency (ME)
3.2.2.2. Extent of Oxidation
3.2.2.3. Oxidation Parameters
3.2.2.4. Oil Droplet Size in a Reconstituted Emulsion
3.2.2.5. Water Content and Water Activity Tests
3.2.2.6. Accelerated Shelf-Life Test
4. Experimental Program Development
4.1. Bench-scale Screening for the Production of Quality Nano-Emulsions
4.2. Pilot-Plant Scale for the Production of Pellets
5. Summary and Recommendations
- (1) Verifing whether the bottom-up process leads to a higher quality of emulsion with fewer passes through the system. The emulsion produced is to be compared to that obtained after the pre-mixing step in the top-down protocol.
- (2) Identifing the most suitable emulsifier and its concentration for specific entrapping matrix materials. In addition to the effects that emulsifier types have on emulsion qualities during creation they have differing interactions with the matrix material resulting in modified stability characteristics. Furthermore, by drastically increasing the emulsifier amount, the potentially detrimental impact caused by micelles can be established. If the emulsifier usage can be minimized, while maintaining a stable entrapped emulsion, then Process Intensification concepts are obtained.
- (3) Identifing the optimal operating pressure and processing passes for the various system configurations. Over-processing, which can lead to re-coalescence (excessive energy consumption), must be avoided. The operating parameter selection criteria (considerations) must include: (i) identifying ingredient types that can be processed without detrimental physical property changes within acceptable operational modes; (ii) developing input strategies for the dispersed phase and surface active agents during emulsion formation when multiple passes are required (i.e., bolus or fed batch); and (iii) efficiency of energy dissipation utilization.
- (4) Verifing the benefits of nano-emulsions for the subsequent matrix entrapment process. By correlating the emulsion quality with entrapment efficiency and stability of final product, the benefits of incorporating a nano-emulsion can be demonstrated. Surface oil, oxidative stability, and shelf-life testing of final pellets can be used as responses to evaluate the efficacy of a nano-emulsion.
- (5) Identifing operational map changes from the emulsion free matrix production process. Select ingredient additives that are effective in controlling/modifying physical properties of the materials being processed in the entrapment stage.
References
- Berdanier, C. Advanced Nutrition Micronutrients; CRC Press: Boca Raton, FL, USA, 1997; pp. 27–29. [Google Scholar]
- Chow, C.K. Fatty Acids in Food and their Health Implications; Routledge Publ.: New York, NY, USA, 2001. [Google Scholar]
- Subar, A.F.; Harlan, L.C.; Mattson, M.E. Food and nutrient intake differences between smokers and Non-smokers in the US. Am. J. Public Health 1990, 80, 1323–1329. [Google Scholar] [CrossRef]
- Panagiotou, T.; Fisher, R.J. Enhanced transport capabilities via nanotechnologies: Impacting bio-efficacy, controlled release strategies and novel chaperones. J. Drug Deliv. 2011, ID 902403, 1–14. [Google Scholar] [CrossRef]
- Rabinow, B.E. Pharmacokinetics of Nanosuspensions. In Proceedings of the Nanotechnology for Drug Delivery Conference, Philadelphia, PA, USA, 2005.
- Rabinow, B.E. Nanosuspensions in drug delivery. Nat. Rev. Drug Discov. 2004, 3, 785–796. [Google Scholar] [CrossRef]
- Panagiotou, T.; Chomistek, K.J.; Fisher, R.J. Microfluidics Reaction Technology (MRT) for Continuous Production for Nano-Formulations of Drug Entities and Advanced Materials. In Royal Science of Chemistry: Conference Proceedings of Nanoformulation, Singapore, 26 June 2011; pp. 135–149.
- Merisko-Liversidge, E.; Liversidge, G.G.; Cooper, E.R. Nanosizing: A formulation approach for poorly water-soluble compounds. Eur. J. Pharm. Sci. 2003, 18, 113–120. [Google Scholar] [CrossRef]
- Liversidge, G.G. Controlled release and nanotechnologies: Recent advances and future opportunities. Drug Dev. Deliv. 2011, 11, 1. [Google Scholar]
- Panagiotou, T.; Mesite, S.; Fisher, R.J. Production of norfloxacin nanosuspensions using microfluidics reaction technology (MRT) through solvent/anti-solvent crystallization. Ind. Eng. Chem. Res. 2009, 48, 4. [Google Scholar] [CrossRef]
- Panagiotou, T.; Fisher, R. Form nano-particles via controlled crystallization: A “bottom-up” approach. Chem. Eng. Prog. October 2008, pp. 33–39. Available online: http://www.aiche.org/cep (accessed on 6 July 2012).
- Panagiotou, T.; Fisher, R.J. Bottom up nano-particle formation via controlled crystallization and chemical reactions. MRS Proc. 2011. Available online: http://dx.doi.org/10.1557/opl.2011.1343.
- Johnson, B.; Prud’homme, R. Chemical processing and micromixing in confined impinging jets. AIChE J. 2003, 49, 2264–2282. [Google Scholar] [CrossRef]
- McClements, D.J. Food Emulsions: Principles, Practices, and Techniques, 2nd ed; CRC Press (Series in contemporary food science): Boca Raton, FL, USA, 2005; p. 609. [Google Scholar]
- Drusch, S.; Berg, S. Stabilization of Omega-3 fatty Acids by Microencapsulation. Agro FOOD 2008, 19, 31–32. [Google Scholar]
- Mozaffarain, D.; Rimm, E.B. Fish intake, contaminates, and human health: Evaluating the risks and benefit. JAMA 2000, 296, 1885–1899. [Google Scholar]
- Huang, Q.; Given, P.; Qian, M. Micro/Nanoencapsulation of active food ingredients. In American Chemical Society, 8 ed; ACS Symposium Series XIV: Washington, DC, USA, 2009; Volume 314. [Google Scholar]
- Soottitantawat, A. Microencapsulation by spray drying: Influence of emulsion size on the retention of volatile compounds. J. Food Sci. 2003, 68, 2256–2262. [Google Scholar] [CrossRef]
- Hogan, S.A. Microencapsulating properties of sodium caseinate. J. Agric. Food Chem. 2001, 49, 1934–1938. [Google Scholar] [CrossRef]
- Ma, Y.; Reineccius, G.A. The Stability of Spray-Dried Microcapsules as a Function of Glass Transition Temperature. In Proceedings of the Institute of Food Technologists Annual Meeting, New Orleans, LA, USA, 20-24 June 1992; pp. 17–18.
- Kjaergaard, O.G. Multiple-core encapsulation. In Microencapsulation of Food Ingredients; Vilstrup, P., Ed.; Leatherhead,Surrey: London, UK, 2001; pp. 133–144. [Google Scholar]
- Keogh, M.K. Stability to oxidation of spray-dried fish oil powder microencapsulated using milk ingredients. J. Food Sci. 2001, 66, 217–224. [Google Scholar] [CrossRef]
- Drusch, S.; Serfert, Y.; Schwarz, K. Microencapsulation of fish oil with N-octenylsuccinate-derivatised starch: Flow properties and oxidative stability. Eur. J. Lipid Sci. Technol. 2006, 108, 501–512. [Google Scholar] [CrossRef]
- Black, R.E.; Allen, L.H.; Bhutta, Z.A.; Caulfield, L.E.; DeOnie, M.; Ezbat, M’; Mather, C.; Rivera, J. Maternal and child undernutrition: Global and regional exposures, and health consequences. Lancet 2008, 371, 243–260. [Google Scholar]
- Mahajan, A.; Kirwan, D. Micromixing effects in a two-impinging-jets precipitator. AIChE J. 1996, 42, 1801–1814. [Google Scholar] [CrossRef]
- Microfluidics, Microfluidizer Processor User Guide, 2008; Microfluidics International: Newton, MA, USA, 2008.
- Douglas, K.L.; Carrigan, S.D.; Tabrizian, M. Nanomaterials: Perspectives and possibilities. In Nano-Medicine BME Handbook, Tissue Engineering and Artificial Organs; Taylor and Francis Group: Boca Raton, FA, USA, 2006; Chapter 26. [Google Scholar]
- Barbosa, M.I.M.J.; Borsarelli, C.D.; Mercadante, A.Z. Light stability of spray-dried bixin encapsulated with different edible polysaccharide preparations. Food Res. Int. 2005, 38, 989–994. [Google Scholar] [CrossRef]
- Danviriyakul, S. Physical stability of spray-dried milk fat emulsion as affected by emulsifiers and processing conditions. J. Food Sci. 2002, 67, 2183–2189. [Google Scholar] [CrossRef]
- Liu, X.-D. Microencapsulation of emulsified hydrophobic flavors by spray drying. Dry. Technol. 2001, 19, 1361–1374. [Google Scholar] [CrossRef]
- Liu, X.-D. Retention of emulsified flavor in a single droplet during drying. Food Sci. Technol. Res. 2000, 6, 335–339. [Google Scholar] [CrossRef]
- Risch, S.J.; Reineccius, G.A. Spray-dried orange oil-effect of emulsion size on flavor retention and shelf stability. ACS Symp. Ser. 1988, 370, 67–77. [Google Scholar]
- Drusch, S. Impact of physicochemical characteristics on the oxidative stability of fish oil microencapsulated by spray-drying. J. Agric. Food Chem. 2007, 55, 11044–11051. [Google Scholar] [CrossRef]
- Ishido, E.; Hakamata, K.; Minemoto, Y.; Adachi, S.; Matsuno, R. Oxidation process of linoleic acid encapsulated with a polysaccharide by spray-drying. Food Sci. Technol. Res. 2002, 8, 85–88. [Google Scholar] [CrossRef]
- Minemoto, Y. Oxidation of linoleic acid encapsulated with gum arabic or maltodextrin by spray-drying. J. Microencapsul. 2002, 19, 181–189. [Google Scholar] [CrossRef]
- Soottitantawat, A. Influence of emulsion and powder size on the stability of encapsulated d-limonene by spray drying. Innov. Food Sci. Emerg. Technol. 2005, 6, 107–114. [Google Scholar] [CrossRef]
- Walstra, P. Food science and technology. In Physical Chemistry of Foods; Marcel Dekker: New York, NY, USA, 2003; p. 807, xiii. [Google Scholar]
- Ciron, C.I.E. Comparison of the effects of high-pressure microfluidization and conventional homogenization of milk on particle size, water retention and texture of non-fat and low-fat yoghurts. Int. Dairy J. 2010, 20, 314–320. [Google Scholar] [CrossRef]
- Stang, M.; Schuchmann, H.; Schubert, H. Emulsification in high-pressure homogenizers. Eng. Life Sci. 2001, 1, 151–157. [Google Scholar] [CrossRef]
- Hakansson, A.; Fuchs, L.; Innings, F.; Revstedt, J.; Tragardh, C.; Bergenstahl, B. High resolution experimental measurement of turbulent flow field in high pressure homogenizer model and its implications on turbulent drop fragmentation. Chem. Eng. Sci. 2011, 66, 1790–1801. [Google Scholar] [CrossRef]
- Hakansson, A.; Tragardh, C.; Bergenstahl, B. Dynamic simulation of emulsion formation in a high pressure homogenizer. Chem. Eng. Sci. 2009, 64, 2915–2925. [Google Scholar] [CrossRef]
- Hakansson, A.; Tragardh, C.; Bergenstahl, B. Studying the effects of adsorption, recoalescence and fragmentation in a high pressure homogenizer using a dynamic simulation model. Food Hydrocoll. 2009, 23, 1177–1183. [Google Scholar] [CrossRef]
- Donsi, F.; Sessa, M.; Ferrari, G. Effect of emulsifier type and disruption chamber geometry on the fabrication of food nano-emulsions by high pressure homogenization. Ind. Eng. Chem. Res. 2012, 51, 7606–7618. [Google Scholar] [CrossRef]
- Apparatus and Methods for Nano-particle Generation and Process Intensification of Transport and Reaction Systems. US Patent 8187554, May 2012.
- Desrumaux, A.; Marcand, J. Formation of sunflower oil emulsions stabilized by whey proteins with high-pressure homogenization (up to 350 mpa): Effect of pressure on emulsion characteristics. Int. J. Food Sci. Technol. 2002, 37, 263–269. [Google Scholar] [CrossRef]
- Kolb, G. Evaluation of a new high-pressure dispersion unit (hpn) for emulsification. Chem. Eng. Technol. 2001, 24, 293–296. [Google Scholar] [CrossRef]
- Marie, P.; Perrier-Cornet, J.M.; Gervais, P. Influence of major parameters in emulsification mechanisms using a high-pressure jet. J. Food Eng. 2002, 53, 43–51. [Google Scholar] [CrossRef]
- Brösel, S.; Schubert, H. Investigations on the role of surfactants in mechanical emulsification using a high-pressure homogenizer with an orifice valve. Chem. Eng. Process. Process Intensif. 1999, 38, 533–540. [Google Scholar] [CrossRef]
- Floury, J. Effect of high pressure homogenisation on methylcellulose as food emulsifier. J. Food Eng. 2003, 58, 227–238. [Google Scholar] [CrossRef]
- Karbstein, H.; Schubert, H. Developments in the continuous mechanical production of oil-in-water macro-emulsions. Chem. Eng. Process. Process Intensif. 1995, 34, 205–211. [Google Scholar] [CrossRef]
- Stang, M.; Karbstein, H.; Schubert, H. Adsorption kinetics of emulsifiers at oil-water interfaces and their effect on mechanical emulsification. Chem. Eng. Process. Process Intensif. 1994, 33, 307–311. [Google Scholar] [CrossRef]
- Olson, D.W.; White, C.H.; Richter, R.L. Effect of pressure and fat content on particle sizes in microfluidized milk. J. Dairy Sci. 2004, 87, 3217–3223. [Google Scholar] [CrossRef]
- Jafari, S.; He, Y.; Bhandari, B. Optimization of nano-emulsions production by microfluidization. Eur. Food Res. Technol. 2007, 225, 733–741. [Google Scholar] [CrossRef]
- Jafari, S.M.; He, Y.; Bhandari, B. Production of sub-micron emulsions by ultrasound and microfluidization techniques. J. Food Eng. 2007, 82, 478–488. [Google Scholar] [CrossRef]
- Jafari, S.M.; He, Y.; Bhandari, B. Effectiveness of encapsulating biopolymers to produce sub-micron emulsions by high energy emulsification techniques. Food Res. Int. 2007, 40, 862–873. [Google Scholar] [CrossRef]
- Jafari, S.M. Re-Coalescence of emulsion droplets during high-energy emulsification. Food Hydrocoll. 2008, 22, 1191–1202. [Google Scholar] [CrossRef]
- Mohan, S.N.; Narsimhan, G. Coalescence of protein-stabilized emulsions in a high-pressure homogenizer. J. Colloid Interface Sci. 1997, 192, 1–15. [Google Scholar] [CrossRef]
- Narsimhan, G.; Goel, P. Drop coalescence during emulsion formation in a high-pressure homogenizer for tetradecane-in-water emulsion stabilized by sodium dodecyl sulfate. J. Colloid Interface Sci. 2001, 238, 420–432. [Google Scholar] [CrossRef]
- Tesch, S.; Schubert, H. Influence of increasing viscosity of the aqueous phase on the short-term stability of protein stabilized emulsions. J. Food Eng. 2002, 52, 305–312. [Google Scholar] [CrossRef]
- Drusch, S.; Schwarz, K. Microencapsulation properties of two different types of n-octenylsuccinate-derivatised starch. Eur. Food Res. Technol. 2006, 222, 155–164. [Google Scholar] [CrossRef]
- Tang, C. Physicochemical and structural characteristics of sodium caseinate biopolymers induced by microbial transglutaminase. J. Food Biochem. 2005, 29, 402–421. [Google Scholar] [CrossRef]
- Bancroft, W.D. Theory of emulsification. J. Phys. Chem. 1913, 17, 501–519. [Google Scholar] [CrossRef]
- Davies, J.T. A Quantitative Kinetic Theory of Emulsion Type. In Proceeding of 2nd International Congress-Surface Activity, Butterworth, London, UK, 1957.
- Rosen, M. Surfactants and Interfacial Phenomena, 3rd ed; John Wiley and Sons, Inc.: Hoboken, NJ, USA, 2004. [Google Scholar]
- Neugebauer, J.M. Detergents: An overview. Method Enzy. 1990, 182, 239–253. [Google Scholar] [CrossRef]
- Arboleya, J.C.; Wilde, P.J. Competitive adsorption of proteins with methylcellulose and hydroxypropyl methylcellulose. Food Hydrocoll. 2005, 19, 485–491. [Google Scholar] [CrossRef]
- Dickinson, E. Hydrocolloids at interfaces and the influence on the properties of dispersed systems. Food Hydrocoll. 2003, 17, 25–39. [Google Scholar] [CrossRef]
- Klinkesorn, U. Stability and rheology of corn oil-in-water emulsions containing maltodextrin. Food Res. Int. 2004, 37, 851–859. [Google Scholar] [CrossRef]
- Kerstens, S.; Murray, B.S.; Dickinson, E. Microstructure of β-lactoglobulin-stabilized emulsions containing non-ionic surfactant and excess free protein: influence of heating. J. Colloid Interface Sci. 2006, 296, 332–341. [Google Scholar] [CrossRef]
- Mackie, A.R. Orogenic displacement of protein from the oil/water interface. Langmuir 1999, 16, 2242–2247. [Google Scholar] [CrossRef]
- Luis, P. Competitive adsorption of proteins and low-molecular-weight surfactants: Computer simulation and microscopic imaging. Adv. Colloid Interface Sci. 2004, 107, 27–49. [Google Scholar] [CrossRef]
- Alexander, M.; Liu, J.; Corredig, M. Real time monitoring of interactions in oil-in-water emulsions: Diffusing wave and ultrasonic spectroscopy. In Micro/Nanoencapsulation of Active Food Ingredients; American Chemical Society, ACS Symposium Series: Washington, DC, USA, 2009; Volume 1007, pp. 157–168. [Google Scholar]
- Sorensen, A.D. Homogenization conditions affect the oxidative stability of fish oil enriched milk emulsions: oxidation linked to changes in protein composition at the oil-water interface. J. Agric. Food Chem. 2007, 55, 1781–1789. [Google Scholar] [CrossRef]
- Kolmogorov, A.N. The local structure of turbulence in incompressible viscous fluid for very large reynolds numbers. Proc. USSR Acad. Sci. 1941, 30, 299–303. [Google Scholar]
- Balyga, J.; Bourne, J.R. Turbulent Mixing and Chemical Reactions; John Wiley & Sons Ltd.: Chichester, UK, 1999. [Google Scholar]
- Deen, W.M. Analysis of Transport Phenomena; Oxford University Press: New York, NY, USA, 1998. [Google Scholar]
- Dukhin, S.S.; Kretzschmar, G.; Miller, R. Theory, experiment, application. In Dynamics of Adsorption at Liquid Interfaces: Studies in Interface Science; Mobius, D., Miller, R., Eds.; Elsevier: Amsterdam, The Netherlands, 1995; p. 581, Chapter XVIII. [Google Scholar]
- Mulder, H.; Walstra, P. The milk fat globule: Emulsion science as applied to milk products and comparable foods. In Technical Communication of the Commonwealth Bureau of Dairy Science and Technology; Commonwealth Agricultural Bureaux: Wageningen, The Netherlands, 1974; p. 296. [Google Scholar]
- Kabalnov, A.; Wennerström, H. Macroemulsion stability:The oriented wedge theory revisited. Langmuir 1996, 12, 276–292. [Google Scholar] [CrossRef]
- Canselier, J.P. Ultrasound emulsification—An overview. J. Dispers. Sci. Technol. 2002, 23, 333–349. [Google Scholar] [CrossRef]
- Schultz, S. High-pressure homogenization as a process for emulsion formation. Chem. Eng. Technol. 2004, 27, 361–368. [Google Scholar] [CrossRef]
- Urban, K. Rotor-stator and disc systems for emulsification processes. Chem. Eng. Technol. 2006, 29, 24–31. [Google Scholar] [CrossRef]
- O’Regan, J.; Mulvihill, D.M. Sodium caseinate-maltodextrin conjugate stabilized double emulsions: encapsulation and stability. Food Res. Int. 2010, 43, 224–231. [Google Scholar] [CrossRef]
- Nelson, K.A.; Labuza, T.P. Relationship between water and lipid oxidation rates. In Lipid Oxidation in Food; American Chemical Society, ACS Symposium Series: Washington, DC, USA, 1992. [Google Scholar]
- Partanen, R. Effect of relative humidity on the oxidative stability of microencapsulated sea buckthorn seed oil. J. Food Sci. 2005, 70, E37–E43. [Google Scholar] [CrossRef]
- Slade, L.; Levine, H.; Ievolella, J.; Wang, M. The glassy state phenomenon in food molecules. In The Glassy State in Foods; Lillford, P., Blanshard, J.M.V., Eds.; Nottingham University Press: Loughborough, UK, 1993. [Google Scholar]
- Gunning, Y.M.; Parker, R.; Ring, S.G. Diffusion of short chain alcohols from amorphous maltose-water mixtures above and below their glass transition temperature. Carbohydr. Res. 2000, 329, 377–385. [Google Scholar] [CrossRef]
- Mulligan, M.K.; Rothstein, J.P. Deformation and breakup of micro- and nanoparticle stabilized droplets in microfluidic extensional flows. Langmuir 2011, 27, 9760–9768. [Google Scholar]
- Heidelbaugh, N.; Karel, M. Effect of water-binding agents on the catalyzed oxidation of methyl linoleate. J. Am. Oil Chem. Soc. 1970, 47, 539–544. [Google Scholar] [CrossRef]
- Labuza, T.; Tsuyuki, H.; Karel, M. Kinetics of linoleate oxidation in model systems. J. Am. Oil Chem. Soc. 1969, 46, 409–416. [Google Scholar] [CrossRef]
- Smith, D.M. Effect of lipid oxidation on the functional and nutritional properties of washed chicken myofibrils stored at different water activities. J. Agric. Food Chem. 1990, 38, 1307–1312. [Google Scholar] [CrossRef]
- Quaglia, G.B. Effect of water activity on oxidative deterioration of freeze-dried beef. Int. J. Food Sci. Technol. 1988, 23, 241–246. [Google Scholar]
- Baik, M. Effects of antioxidants and humidity on the oxidative stability of microencapsulated fish oil. J. Am. Oil Chem. Soc. 2004, 81, 355–360. [Google Scholar] [CrossRef]
- Hardas, N.; Danvirivakul, S.; Foley, J.L.; Nawar, W.W.; Chinachoti, P. Effect of relative humidity on the oxidative and physical stability of encapsulated milk fat. J. Am. Oil Chem. Soc. 2002, 79, 151–158. [Google Scholar] [CrossRef]
- Buffo, R.A.; Reineccius, G. Optimization of gum acacia/modified starch/maltodextrin blends for the spray drying of flavors. Perfum. Flavorist 2000, 25, 45–54. [Google Scholar]
- Anker, M.H.; Reineccius, G. Influence of spray-dryer air temperature on retention and shelf life. In Flavor Encapsulation; Reineccius, G., Risch, S.J., Eds.; American Chemistry Society: Washington, DC, USA, 1988; pp. 78–86. [Google Scholar]
- Satue-Gracia, M.T. Lactoferrin in infant formulas: Effect on oxidation. J. Agric. Food Chem. 2000, 48, 4984–4990. [Google Scholar] [CrossRef]
- Brennen, C.E. Cavitation and Bubble Dynamics; Oxford University Press: London, UK, 1995. [Google Scholar]
Appendix
Physical instability phenomena: emulsions

© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Panagiotou, T.; Fisher, R. Improving Product Quality with Entrapped Stable Emulsions: From Theory to Industrial Application. Challenges 2012, 3, 84-113. https://doi.org/10.3390/challe3020084
Panagiotou T, Fisher R. Improving Product Quality with Entrapped Stable Emulsions: From Theory to Industrial Application. Challenges. 2012; 3(2):84-113. https://doi.org/10.3390/challe3020084
Chicago/Turabian StylePanagiotou, Thomai, and Robert Fisher. 2012. "Improving Product Quality with Entrapped Stable Emulsions: From Theory to Industrial Application" Challenges 3, no. 2: 84-113. https://doi.org/10.3390/challe3020084
APA StylePanagiotou, T., & Fisher, R. (2012). Improving Product Quality with Entrapped Stable Emulsions: From Theory to Industrial Application. Challenges, 3(2), 84-113. https://doi.org/10.3390/challe3020084