
Methodology and Tools to Integrate Industry 4.0 CPS into Process Design and Management: ISA-88 Use Case

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Literature Review
2.1. CPS
2.2. ISA-88 Introduction
2.3. Software Tools for ISA-88 Process Design and Process CPS
3. Design Methodology
4. ISA-88 Use Case
4.1. Design Step
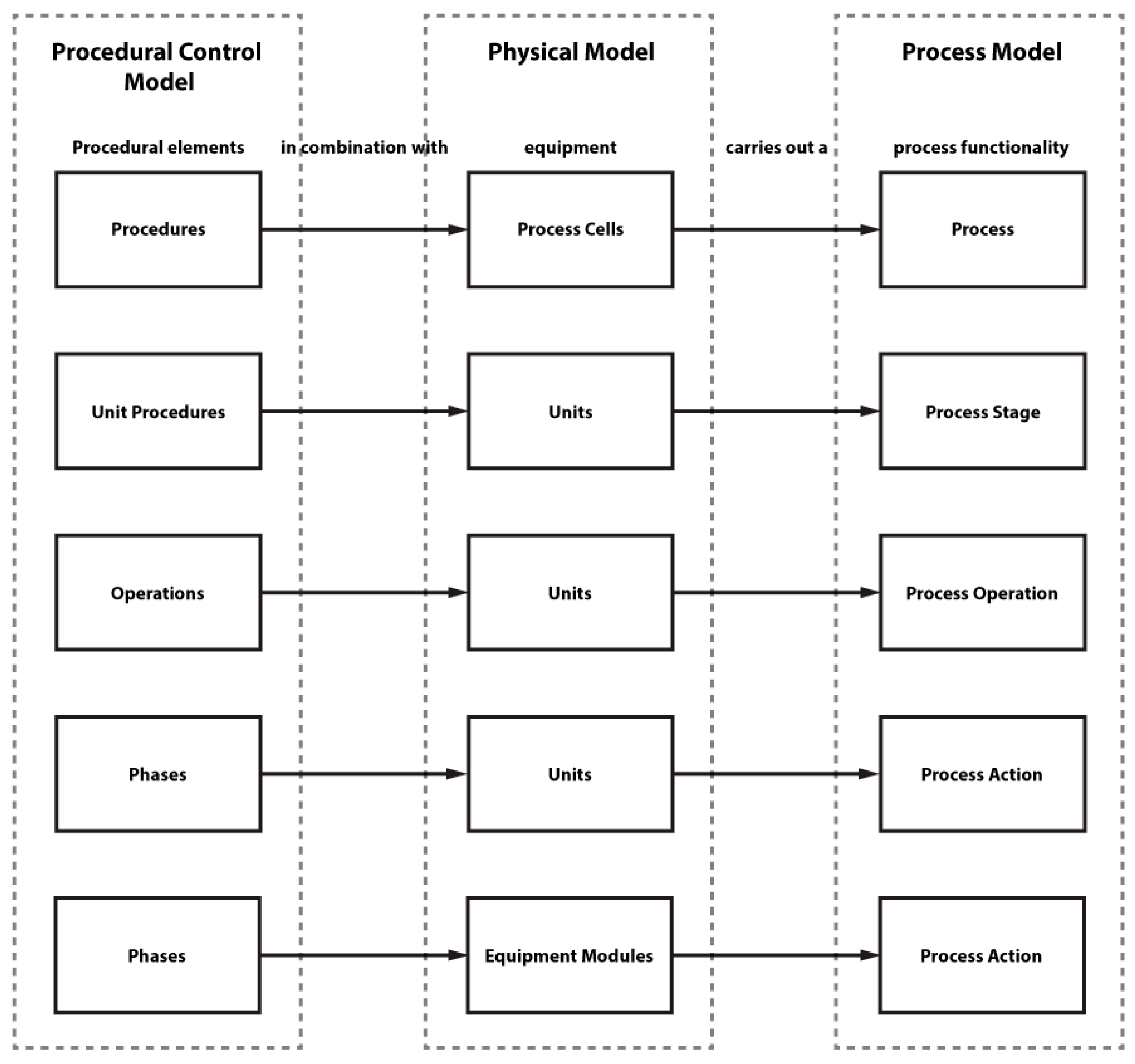
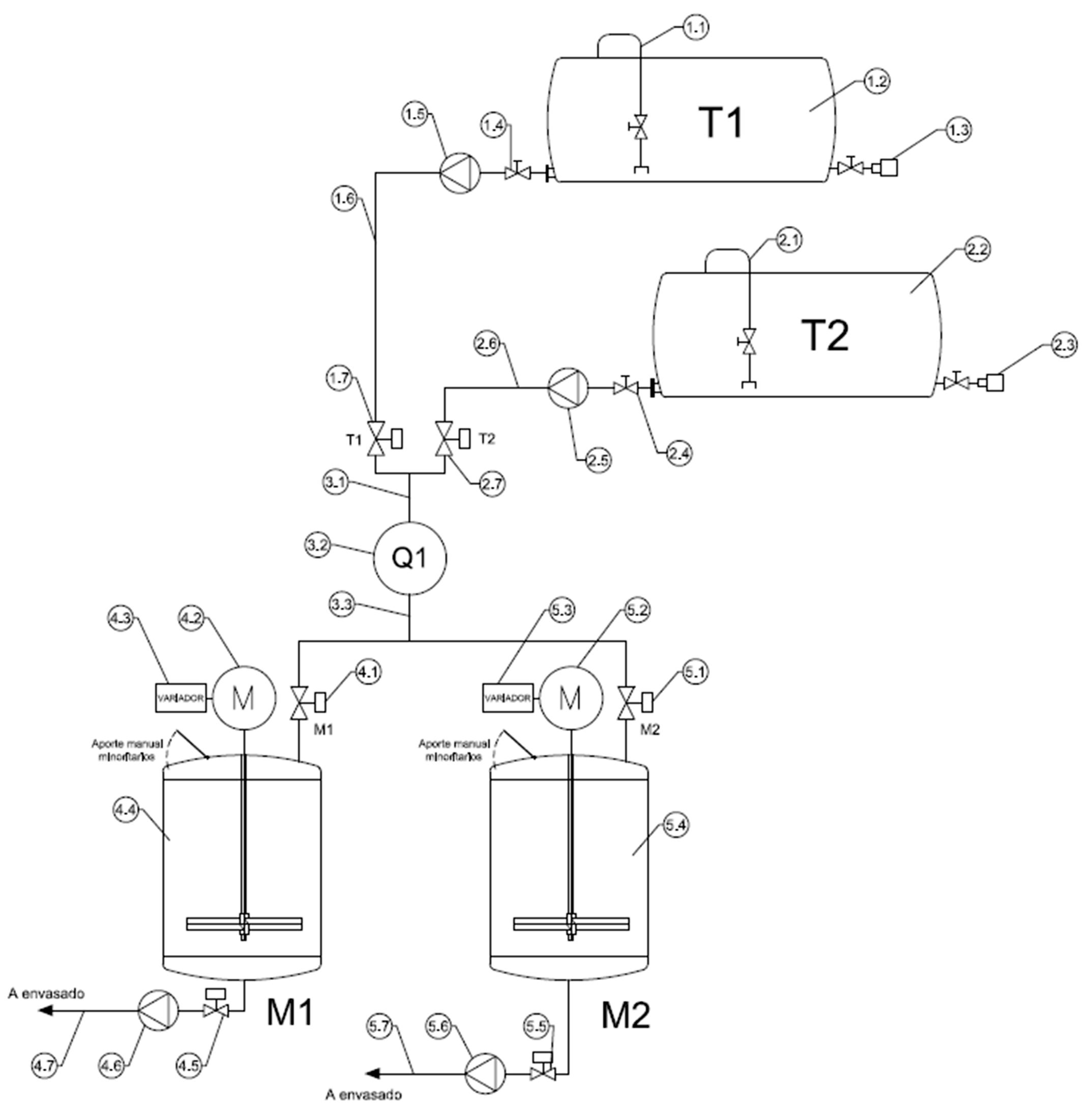
- Physical models define the real mechanical elements that take part in the process (tanks, valves, temperature controllers...). These elements are called control modules and have some equipment and phase variables associated that define their state, for example, a valve can be defined by a Boolean variable that is True if it is open or False otherwise. The control modules are classified using a tree structure: a control module is part of a bigger machine that performs a function (equipment module). At the same time, several machines work together to make a partial product of the process (unit). Finally, units combined create the final product (cell).
- Area models define the actions (phases) conducted by the equipment modules. First, phase variables that represent the action that is going to take place in that phase are described. For example, in a mixer, the actions of adding liquids by “the current amount of liquid” and “the amount of liquid objective” in the mixer are represented. The value of these variables is not yet assigned, it is only stated that they are needed (Figure 6).
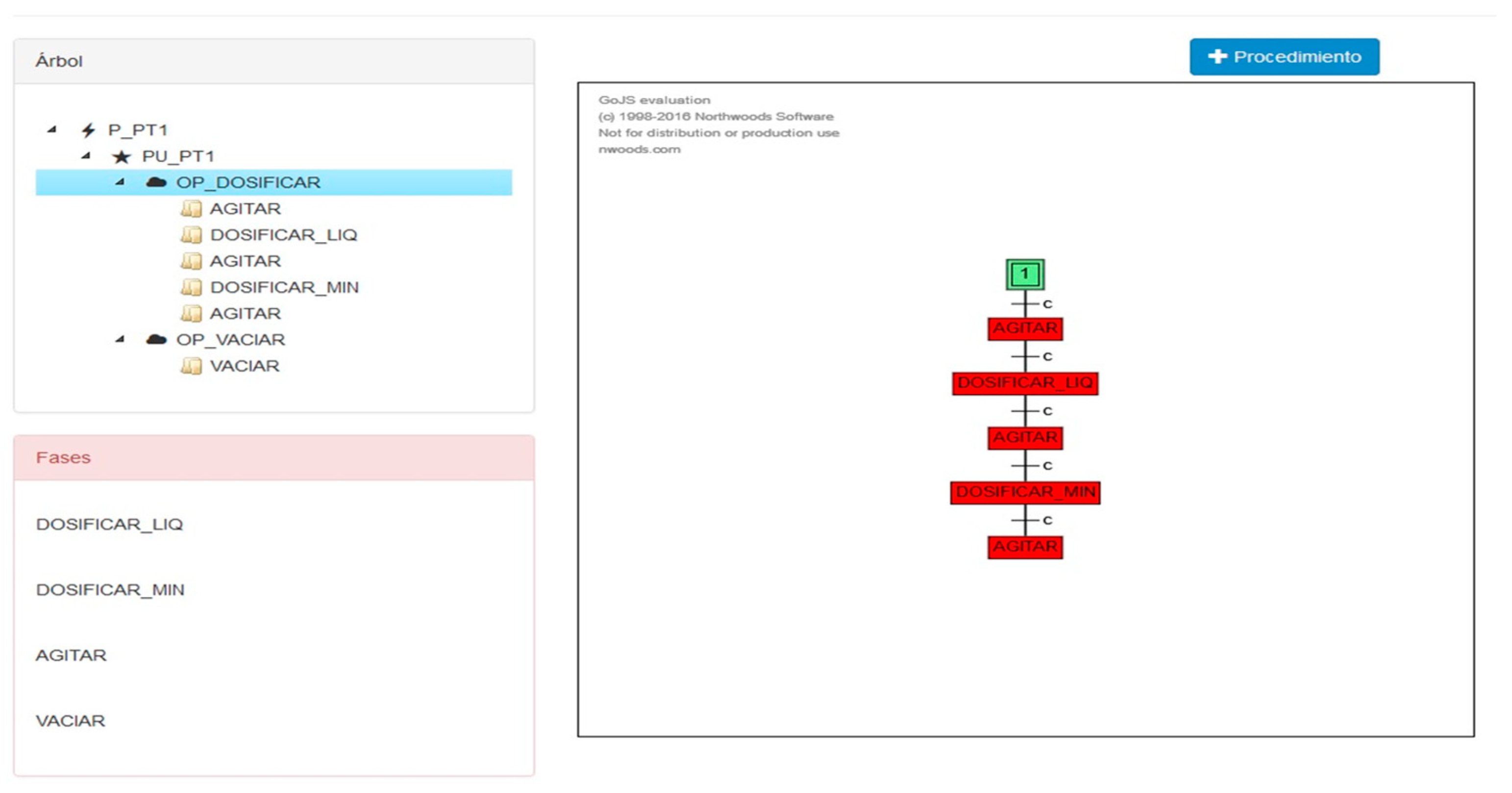
- Procedures, once the physical and area models are defined, must be arranged to create a certain final product by setting their execution order. The arrangement and order information are described inside a procedure.
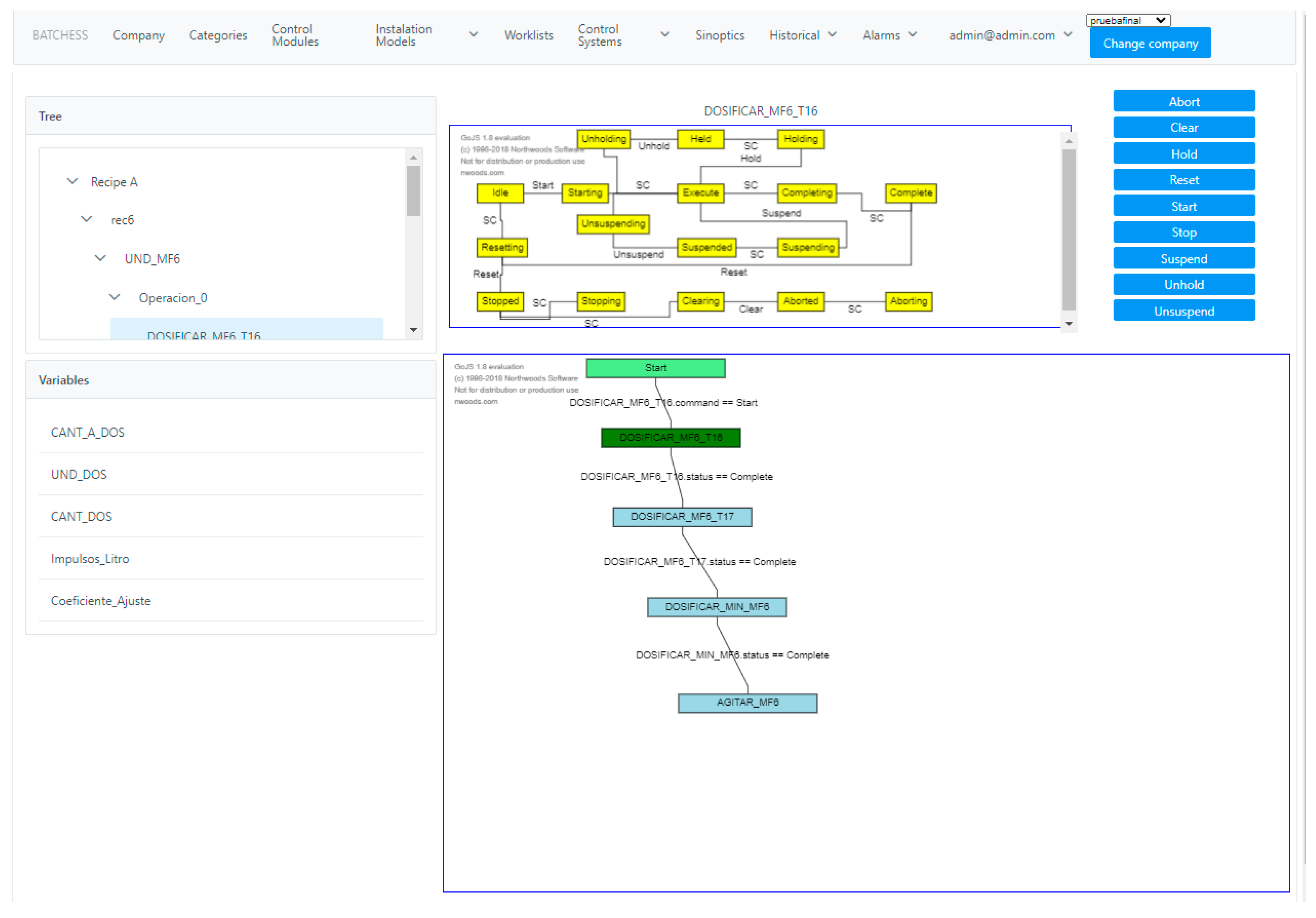
- Recipes represent the final step of the process where all the phases inside an area model are arranged and the variables are given certain values to obtain a specific output from the final product. For example, given some equipment and some actions, by changing the amount of “Element A” added or the amount of time an action is repeated, a different outcome could be achieved in batch production (Figure 7).
4.2. Program Step
- A description of the versions of TIA Portal and Openness that are going to be used to import this XML file.
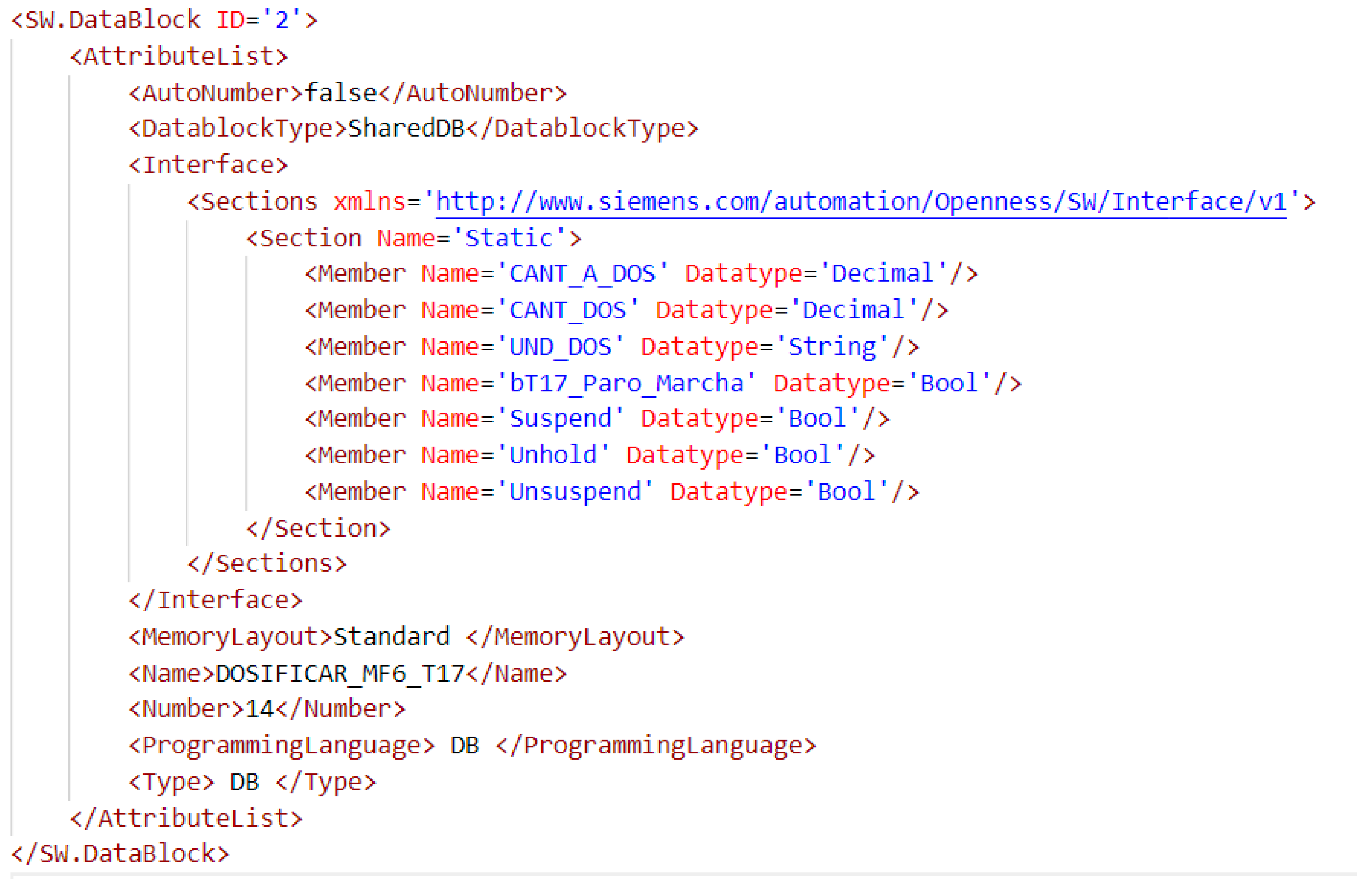
- One section (“SW.Datablock”) per phase described on the area model. The main subsections for each phase are as follows:
- o
- One subsection contains the name and type of the variables of that phase. Since the memory position is not a parameter, TIA Portal assigns the value on its own. The memory position is calculated considering how TIA Portal makes this assignment according to the memory required for each variable type and their order in this XML document;
- o
- The name of the phase;
- o
- The number of the data block.
4.3. Capture Step
4.4. Manage Step
4.5. Visualization Step
5. Validation
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cruz Salazar, L.A.; Ryashentseva, D.; Lüder, A.; Vogel-Heuser, B. Cyber-physical production systems architecture based on multi-agent’s design pattern—Comparison of selected approaches mapping four agent patterns. Int. J. Adv. Manuf. Technol. 2019, 105, 4035. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, L. Cyber-physical production systems’ design challenges. In Proceedings of the 2017 IEEE 26th International Symposium on Industrial Electronics (ISIE), Edinburgh, UK, 19–21 June 2017; pp. 1189–1194. [Google Scholar] [CrossRef]
- Chicaiza, F.; García, C.A.; Castellanos, E.X.; Sánchez, C.; Rosero, C.; Sanchez, M.G. Agile Architecture Based on ISA-88 for the Design of Execution Control Chart in Distributed Applications using IEC-61499. Enfoque UTE 2018, 9, 149–165. [Google Scholar] [CrossRef]
- Alcácer, V.; Cruz-Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufacturing Systems. Eng. Sci. Technol. Int. J. 2019, 22, 899–919. [Google Scholar] [CrossRef]
- Fei, X.; Shah, N.; Verba, N.; Chao, K.-M.; Sanchez-Anguix, V.; Lewandowski, J.; James, A.; Usman, Z. CPS data streams analytics based on machine learning for Cloud and Fog Computing: A survey. Future Gener. Comput. Syst. 2019, 90, 435–450. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Bagheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Dafflon, B.; Moalla, N.; Ouzrout, Y. The challenges, approaches, and used techniques of CPS for manufacturing in Industry 4.0: A literature review. Int. J. Adv. Manuf. Technol. 2021, 113, 2395–2412. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Qiu, T.; Chi, J.; Zhou, X.; Ning, Z.; Atiquzzaman, M.; Wu, D.O. Edge Computing in Industrial Internet of Things: Architecture, Advances and Challenges. IEEE Commun. Surv. Tutor. 2020, 22, 2462–2488. [Google Scholar] [CrossRef]
- Szántó, N.; Pedone, G.; Monek, G.; Háy, B.; Jósvai, J. Transformation of traditional assembly lines into interoperable CPPS for MES: An OPC UA enabled scenario. Procedia Manuf. 2020, 54, 118–123. [Google Scholar] [CrossRef]
- Azarmipour, M.; Elfaham, H.; Gries, C.; Kleinert, T.; Epple, U. A Service-based Architecture for the Interaction of Control and MES Systems in Industry 4.0 Environment. IEEE Int. Conf. Ind. Inform. 2020, 1, 217–222. [Google Scholar] [CrossRef]
- Omar, A.; Imen, B.; M’Hammed, S.; Bouziane, B.; David, B. Deployment of Fog Computing Platform for Cyber Physical Production System Based on Docker Technology. In Proceedings of the 2019 International Conference on Applied Automation and Industrial Diagnostics (ICAAID), Elazig, Turkey, 25–27 September 2019; pp. 1–6. [Google Scholar] [CrossRef]
- Yang, C.; Lan, S.; Shen, W.; Wang, L.; Huang, G.Q. Software-defined Cloud Manufacturing with Edge Computing for Industry 4.0. In Proceedings of the 2020 International Wireless Communications and Mobile Computing (IWCMC), Limassol, Cyprus, 15–19 June 2020; pp. 1618–1623. [Google Scholar] [CrossRef]
- Peltola, J.; Christensen, J.; Sierla, S.; Koskinen, K. A migration path to IEC 61499 for the batch process industry. IEEE Int. Conf. Ind. Inform. 2007, 2, 811–816. [Google Scholar] [CrossRef]
- Vyatkin, V. Software engineering in industrial automation: State-of-the-art review. IEEE Trans. Ind. Inform. 2013, 9, 1234–1249. [Google Scholar] [CrossRef]
- Dubey, A. Evaluating software engineering methods in the context of automation applications. In Proceedings of the 2011 9th IEEE International Conference on Industrial Informatics, Lisbon, Portugal, 26–29 July 2011; pp. 585–590. [Google Scholar] [CrossRef]
- Alvarez, M.L.; Sarachaga, I.; Burgos, A.; Estévez, E.; Marcos, M. A Methodological Approach to Model-Driven Design and Development of Automation Systems. IEEE Trans. Autom. Sci. Eng. 2018, 15, 67–79. [Google Scholar] [CrossRef]
- Barbieri, G.; Gutierrez, D.A. A GEMMA-GRAFCET Methodology to enable Digital Twin based on Real-Time Coupling. Procedia Comput. Sci. 2021, 180, 13–23. [Google Scholar] [CrossRef]
- Garcia, M.V.; Irisarri, E.; Perez, F.; Marcos, M.; Estevez, E. From ISA 88/95 meta-models to an OPC UA-based development tool for CPPS under IEC 61499. In Proceedings of the 2018 14th IEEE International Workshop on Factory Communication Systems (WFCS), Imperia, Italy, 13–15 June 2018; pp. 1–9. [Google Scholar] [CrossRef]
- Kaczmarczyk, V.; Benešl, T.; Bradáč, Z.; Fiedler, P.; Kaczmarczyková, Z. SkuBATCH—System for control of technological processes. IFAC-PapersOnLine 2019, 52, 477–483. [Google Scholar] [CrossRef]
- Vogel-Heuser, B.; Diedrich, C.; Fay, A.; Jeschke, S.; Kowalewski, S.; Wollschlaeger, M.; Göhner, P. Challenges for Software Engineering in Automation. J. Softw. Eng. Appl. 2014, 7, 440–451. [Google Scholar] [CrossRef] [Green Version]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garcia, A.; Oregui, X.; Arrieta, U.; Valverde, I. Methodology and Tools to Integrate Industry 4.0 CPS into Process Design and Management: ISA-88 Use Case. Information 2022, 13, 226. https://doi.org/10.3390/info13050226
Garcia A, Oregui X, Arrieta U, Valverde I. Methodology and Tools to Integrate Industry 4.0 CPS into Process Design and Management: ISA-88 Use Case. Information. 2022; 13(5):226. https://doi.org/10.3390/info13050226
Chicago/Turabian StyleGarcia, Ander, Xabier Oregui, Unai Arrieta, and Iñigo Valverde. 2022. "Methodology and Tools to Integrate Industry 4.0 CPS into Process Design and Management: ISA-88 Use Case" Information 13, no. 5: 226. https://doi.org/10.3390/info13050226
APA StyleGarcia, A., Oregui, X., Arrieta, U., & Valverde, I. (2022). Methodology and Tools to Integrate Industry 4.0 CPS into Process Design and Management: ISA-88 Use Case. Information, 13(5), 226. https://doi.org/10.3390/info13050226