
Machinability of Titanium Grade 5 Alloy for Wire Electrical Discharge Machining Using a Hybrid Learning Algorithm

 , , , ,
, , , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
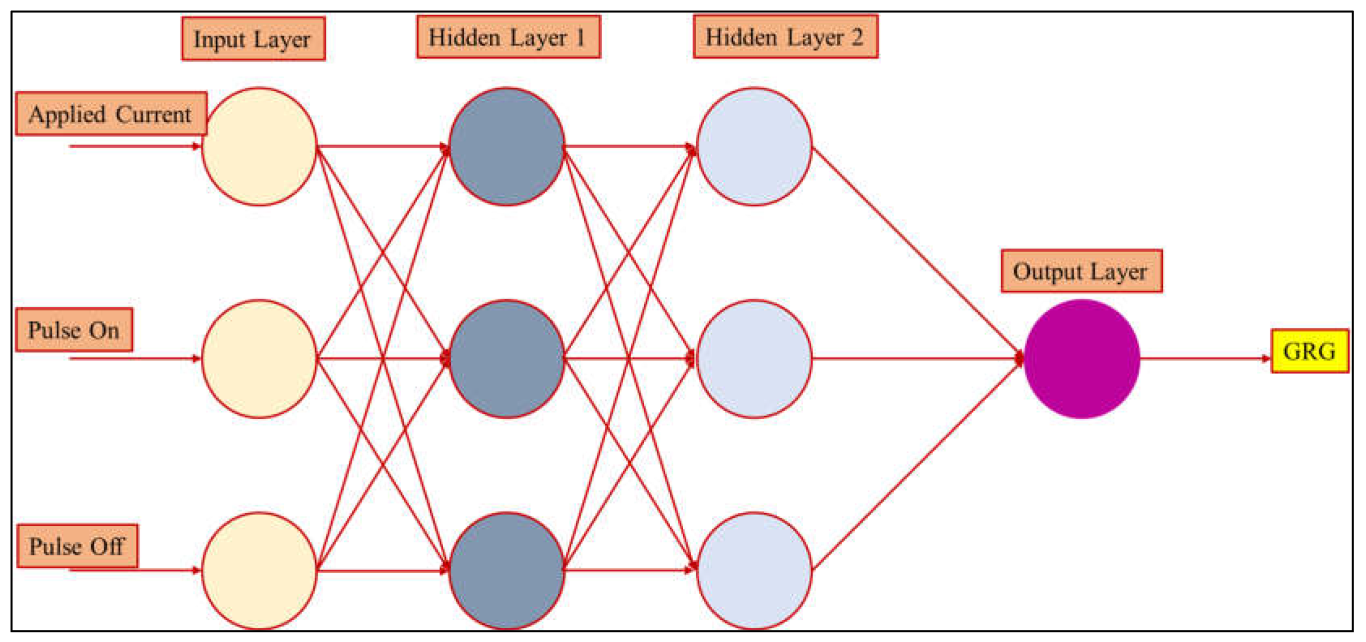
2.1. Development of Anticipated Neural Network Tools
2.2. Evolution of Proposed ANFIS Tools
3. Results and Discussion
3.1. Determining the Optimal Variables for MRR
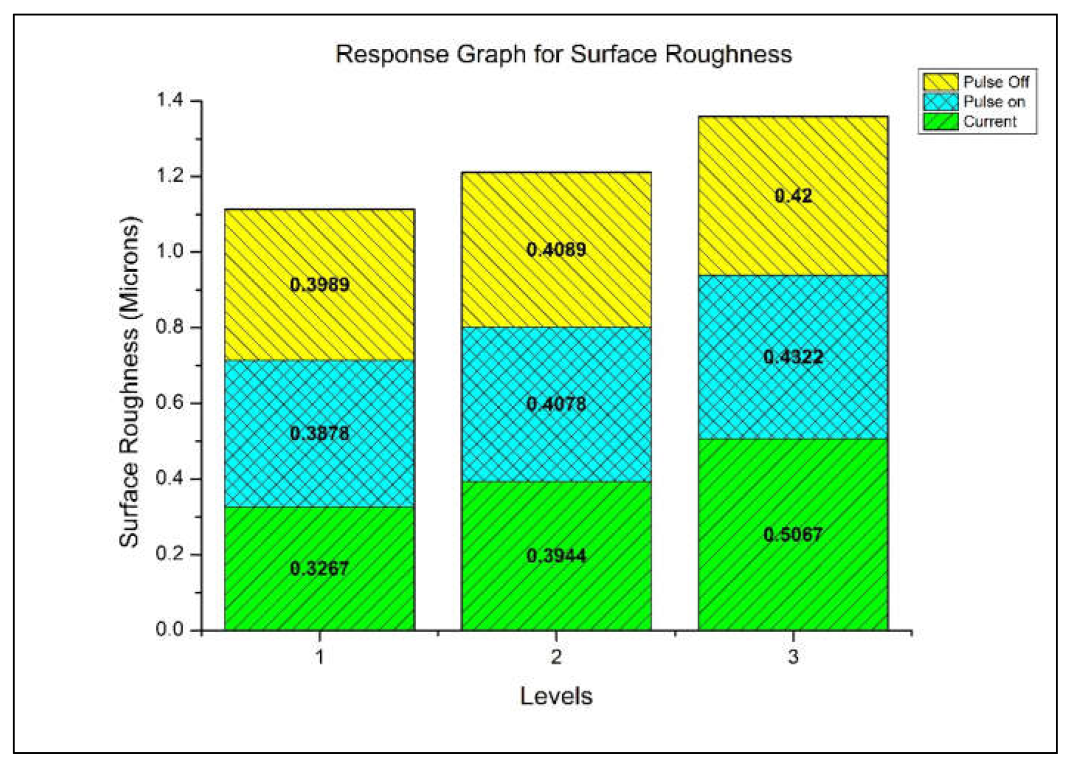
3.2. Determining the Optimal Conditions for Surface Roughness (SR)
3.3. Determining the Optimal Factors for Dimensional Deviation
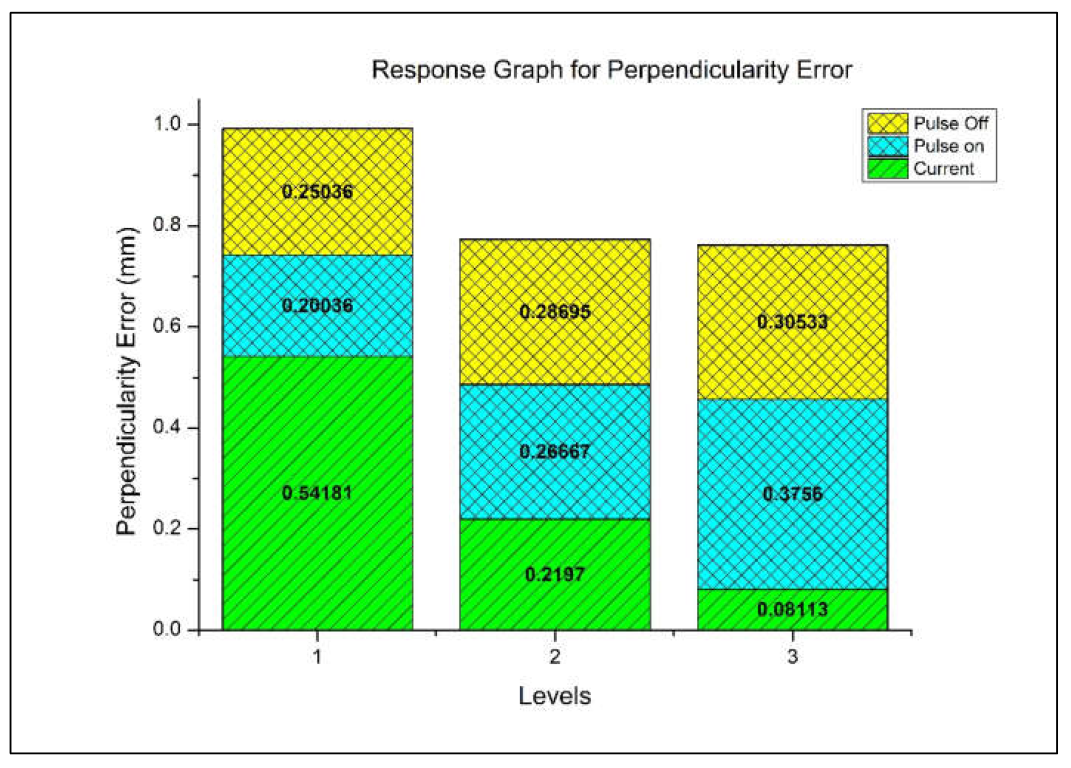
3.4. Determining the Optimal Factors for GD&T Errors
3.5. ANOVA for Preferred Output Measures
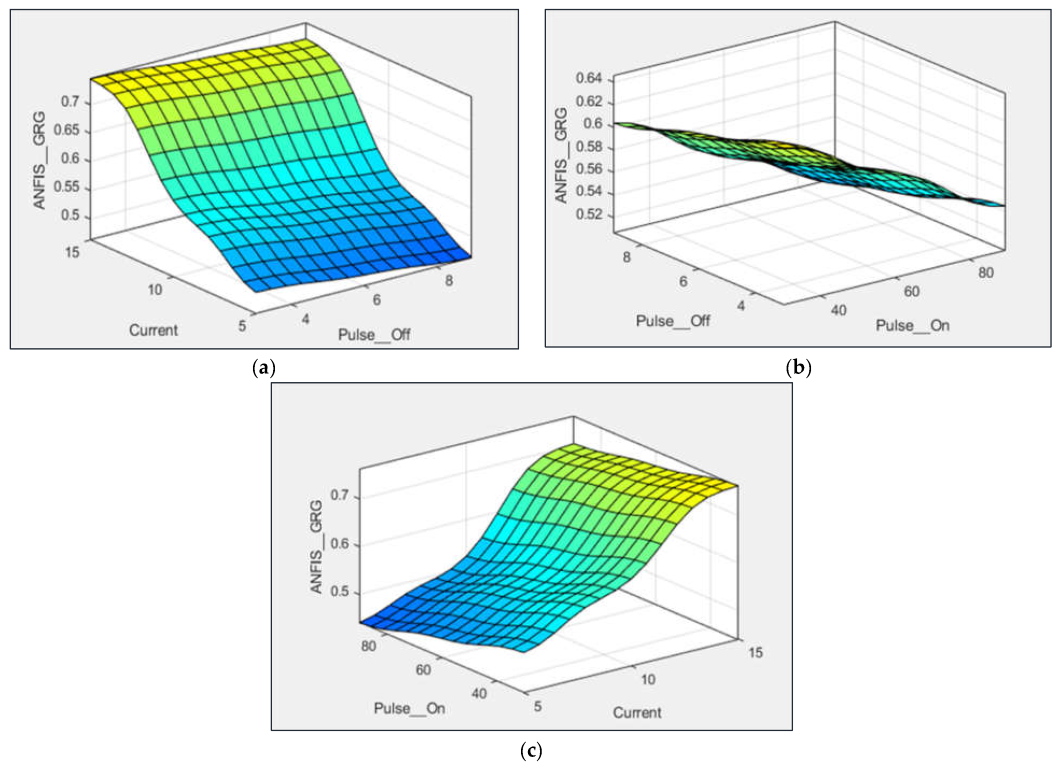
3.6. Interpretations on Evolution of ANFIS Models
3.7. Investigation on the Performance of Evolved Artificial Models
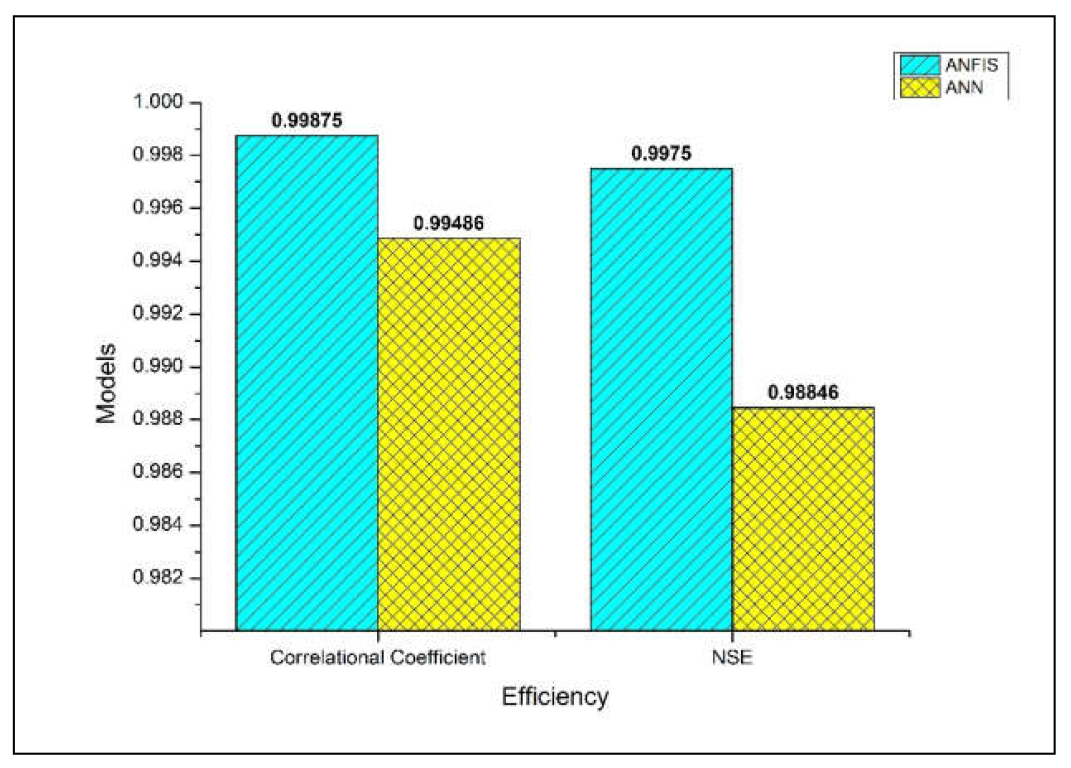
3.8. Efficiency of Developed Predictive Models
3.9. Comparative Analysis on Actual and Foretold GRG
4. Conclusions
- The WEDM process was engaged to accomplish the performance attributes with the assistance of Taguchi L27 OA.
- The performance parameters of a material were selected according to the approach of the Taguchi method. An investigation was then performed to ascertain the various input variables that impact the output of a Ti6Al4V. It was revealed that the effect of current on the performance is the most critical factor.
- The output parameters were analyzed using the ANOVA method, and the main influence was the electric current that was used in the WEDM approach. The outcomes of the exploration unveiled that the different methods used in the investigation have closer connection with the Taguchi approach.
- The input factor values were exploited to input the model that was engaged in the evolution of hybrid learning models. The ANFIS-GRG and ANN-GRG were created from the evolved predictive structures. The findings of the analysis unveiled that the ANFIS structure is proficient for precisely predicting the performance measures of the alloy.
- The ANFIS proposed structure was also found to enhance the accurateness of the forecast by reducing the vagueness in the results.
- The performance index was then analyzed by the grey theory. The outcomes designated that the prophesied value of the ANFIS-GRG was at 0.7777. The recommended model can assist in improving the proficiency of various manufacturing processes.
- The anticipated accurateness of the ANFIS model and efficiency were established by the competent results of the analysis. The NSE and correlation coefficient values also evidenced the efficacy of the ANFIS model.
- The summary of this study specified that the projected structure can be adopted for various uses in manufacturing. It can be predominantly beneficial for attaining multi-performance in various manufacturing processes.
- Similar work could be extended to other contemporary machining processes such as EDM, abrasive jet machining, etc. The suggested approach could be used for online quality control techniques in machining. Various random search techniques such as Tabu Search, the Memetic Algorithm, Simulated Annealing, and Ant Colony Optimization could be attempted as training algorithms for hybrid intelligent decision-making tools.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Veiga, C.; Davim, J.P.; Loureiro AJ, R. Properties and applications of titanium alloys: A brief review. Rev. Adv. Mater. Sci. 2012, 32, 133–148. [Google Scholar]
- Gorynin, I.V. Titanium alloys for marine application. Mater. Sci. Eng. A 1999, 263, 112–116. [Google Scholar] [CrossRef]
- Pasupuleti, T.; Natarajan, M.; Silambarasan, R.; Ramesh, R. Development of Regression Models for Laser Beam Welding of Inconel 718 Alloy Thin Sheets (No. 2022-28-0340); SAE Technical Paper: Pittsburgh, PE, USA, 2022. [Google Scholar]
- Thejasree, P.; Narasimhamu, K.L.; Natarajan, M.; Raju, R. Generative modelling of laser beam welded Inconel 718 thin weldments using ANFIS based hybrid algorithm. Int. J. Interact. Des. Manuf. 2022, 1–9. [Google Scholar] [CrossRef]
- Koizumi, H.; Takeuchi, Y.; Imai, H.; Kawai, T.; Yoneyama, T. Application of titanium and titanium alloys to fixed dental prostheses. J. Prosthodont. Res. 2019, 63, 266–270. [Google Scholar] [CrossRef]
- Singh, A.; Ghadai, R.K.; Kalita, K.; Chatterjee, P.; Pamučar, D. Edm Process Parameter Optimization for Efficient Machining of Inconel-718. Facta Univ. Ser. Mech. Eng. 2020, 18, 473. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the Art Electrical Discharge Machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Nguyen, H.-P.; Ngo, N.-V.; Nguyen, Q.-T. Optimizing Process Parameters in EDM Using Low Frequency Vibration for Material Removal Rate and Surface Roughness. J. King Saud Univ.-Eng. Sci. 2021, 33, 284–291. [Google Scholar] [CrossRef]
- Kliuev, M.; Florio, K.; Akbari, M.; Wegener, K. Influence of Energy Fraction in EDM Drilling of Inconel 718 by Statistical Analysis and Finite Element Crater-Modelling. J. Manuf. Process. 2019, 40, 84–93. [Google Scholar] [CrossRef]
- El-Hofy, H.A. Advanced Machining Processes; McGraw-Hill Education: New York, NY, USA, 2005. [Google Scholar]
- Khan, M.A.; Thejasree, P.; Natarajan, M.; Narasimhamu, K.L. Application of a hybrid Taguchi grey approach for determining the optimal parameters on wire electrical discharge machining of Ti6Al4V. Int. J. Interact. Des. Manuf. 2023. [Google Scholar] [CrossRef]
- Li, X.K.; Yan, F.H.; Ma, J.; Chen, Z.Z.; Wen, X.Y.; Cao, Y. RBF and NSGA-II Based EDM Process Parameters Optimization with Multiple Constraints. Math. Biosci. Eng. 2019, 16, 5788–5803. [Google Scholar] [CrossRef]
- Palanisamy, D.; Devaraju, A.; Manikandan, N.; Balasubramanian, K.; Arulkirubakaran, D. Experimental Investigation and Optimization of Process Parameters in EDM of Aluminium Metal Matrix Composites. Mater. Today 2020, 22, 525–530. [Google Scholar] [CrossRef]
- Caiazzo, F.; Cuccaro, L.; Fierro, I.; Petrone, G.; Alfieri, V. Electrical Discharge Machining of René 108 DS Nickel Superalloy for Aerospace Turbine Blades. Procedia CIRP 2015, 33, 382–387. [Google Scholar] [CrossRef] [Green Version]
- Manikandan, N.; Thejasree, P.; Raju, R.; Palanisamy, D.; Varaprasad, K.C.; Sagai Francis Britto, A.; Deeraj Chengalva Sai, A. Investigations on Wire Electrical Discharge Machining of Titanium Alloys by Taguchi—Grey Approach. In Lecture Notes in Mechanical Engineering; Springer Nature: Singapore, 2022; pp. 359–368. [Google Scholar]
- Lostado, R.; Martinez, R.F.; Mac Donald, B.; Villanueva, P. Combining soft computing techniques and the finite element method to design and optimize complex welded products. Integr. Comput. Aided Eng. 2015, 22, 153–170. [Google Scholar] [CrossRef]
- Martínez-de-Pisón, F.J.; Lostado, R.; Pernía, A.; Fernández, R. Optimising tension levelling process by means of genetic algorithms and finite element method. Ironmak. Steelmak. 2011, 38, 45–52. [Google Scholar] [CrossRef]
- Lostado, R.; Martínez-De-Pisón, F.J.; Pernía, A.; Alba, F.; Blanco, J. Combining regression trees and the finite element method to define stress models of highly non-linear mechanical systems. J. Strain Anal. Eng. Des. 2009, 44, 491–502. [Google Scholar] [CrossRef]
- Lostado, R.; Martínez-de-Pisón, F.J.; Fernández, R.; Fernández, J. Using Genetic Algorithms to Optimize the Material Behaviour Model in Finite Element Models of Processes with Cyclic Loads. J. Strain Anal. Eng. Des. 2010, 46, 143–159. [Google Scholar] [CrossRef]
- Lostado Lorza, R.; Escribano García, R.; Martínez Calvo, M.; Múgica Vidal, R. Improvement in the Design of Welded Joints of EN 235JR Low Carbon Steel by Multiple Response Surface Methodology. Metals 2016, 6, 205. [Google Scholar] [CrossRef] [Green Version]
- Sabando-Fraile, C.; Corral-Bobadilla, M.; Lostado-Lorza, R.; Somovilla-Gomez, F. Multiresponse Performance Evaluation and Life Cycle Assessment for the Optimal Elimination of Pb (II) from Industrial Wastewater by Adsorption Using Vine Shoot Activated Carbon. Sustainability 2023, 15, 11007. [Google Scholar] [CrossRef]
- Liu, S.; Liu, Y. An Introduction to Grey Systems: Foundations, Methodology, and Applications; Iigss Academic Publisher: Cambridge, MA, USA, 1998. [Google Scholar]
- Manikandan, N.; Varaprasad, K.C.; Thejasree, P.; Palanisamy, D.; Arulkirubakaran, D.; Raju, R.; Badrinath, K. Prediction of Performance Measures Using Multiple Regression Analysis for Wire Electrical Discharge Machining of Titanium Alloy. In Lecture Notes in Mechanical Engineering; Springer Nature: Singapore, 2022; pp. 601–612. [Google Scholar]
- Palanisamy, D.; Senthil, P. Optimization on Turning Parameters of 15-5PH Stainless Steel Using Taguchi Based Grey Approach and Topsis. Arch. Mech. Eng. 2016, 63, 397–412. [Google Scholar] [CrossRef] [Green Version]
- Hourmand, M.; Sarhan, A.A.D.; Farahany, S.; Sayuti, M. Microstructure Characterization and Maximization of the Material Removal Rate in Nano-Powder Mixed EDM of Al-Mg2Si Metal Matrix Composite—ANFIS and RSM Approaches. Int. J. Adv. Manuf. Technol. 2019, 101, 2723–2737. [Google Scholar] [CrossRef]
- Patel Gowdru Chandrashekarappa, M.; Kumar, S.; Jagadish, J.; Pimenov, D.Y.; Giasin, K. Experimental Analysis and Optimization of EDM Parameters on HcHcr Steel in Context with Different Electrodes and Dielectric Fluids Using Hybrid Taguchi-Based PCA-Utility and CRITIC-Utility Approaches. Metals 2021, 11, 419. [Google Scholar] [CrossRef]
- Pandey, R.K.; Panda, S.S. Optimization of Bone Drilling Parameters Using Grey-Based Fuzzy Algorithm. Measurement 2014, 47, 386–392. [Google Scholar] [CrossRef]
- Suresh, P.; Marimuthu, K.; Ranganathan, S.; Rajmohan, T. Optimization of Machining Parameters in Turning of Al-SiC-Gr Hybrid Metal Matrix Composites Using Grey-Fuzzy Algorithm. Trans. Nonferrous Met. Soc. China 2014, 24, 2805–2814. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, L.; Zhang, G.; Hou, P. Multi-Response Optimization of the Electrical Discharge Machining of Insulating Zirconia. Mater. Manuf. Process. 2017, 32, 294–301. [Google Scholar] [CrossRef]
- Pradhan, M.K.; Biswas, C.K. Neuro-Fuzzy and Neural Network-Based Prediction of Various Responses in Electrical Discharge Machining of AISI D2 Steel: NF and NN Based Prediction of Responses in EDM of D2 Steel. Int. J. Adv. Manuf. Technol. 2010, 50, 591–610. [Google Scholar] [CrossRef]
- Dimla, D.E., Jr.; Lister, P.M.; Leighton, N.J. Neural Network Solutions to the Tool Condition Monitoring Problem in Metal Cutting—A Critical Review of Methods. Int. J. Mach. Tools Manuf. 1997, 37, 1219–1241. [Google Scholar] [CrossRef]
- Barua, R.; Datta, S.; Datta, P.; Roychowdhury, A. Study and Application of Machine Learning Methods in Modern Additive Manufacturing Processes. In Applications of Artificial Intelligence in Additive Manufacturing; IGI Global: Pittsburgh, PE, USA, 2022; pp. 75–95. [Google Scholar]
- Arunadevi, M.; Prakash, C.P.S. Predictive analysis and multi objective optimization of wire-EDM process using ANN. Mater. Today Proc. 2021, 46, 6012–6016. [Google Scholar]
- Kao, J.Y.; Tarng, Y.S. A Neutral-Network Approach for the on-Line Monitoring of the Electrical Discharge Machining Process. J. Mater. Process. Technol. 1997, 69, 112–119. [Google Scholar] [CrossRef]
- Quarto, M.; D’Urso, G.; Giardini, C. Micro-EDM Optimization through Particle Swarm Algorithm and Artificial Neural Network. Precis. Eng. 2022, 73, 63–70. [Google Scholar] [CrossRef]
- Saffaran, A.; Azadi Moghaddam, M.; Kolahan, F. Optimization of Backpropagation Neural Network-Based Models in EDM Process Using Particle Swarm Optimization and Simulated Annealing Algorithms. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 73. [Google Scholar] [CrossRef]
- Mandal, D.; Pal, S.K.; Saha, P. Back Propagation Neural Network Based Modeling of Multi-Response of an Electrical Discharge Machining Process. Int. J. Knowl. Based Intell. Eng. Syst. 2007, 11, 105–113. [Google Scholar] [CrossRef]
- Singh, T.; Kumar, P.; Misra, J.P. Modelling of MRR during wire-EDM of ballistic grade alloy using artificial neural network technique. J. Phys. Conf. Ser. 2019, 1240, 012114. [Google Scholar]
- Alduroobi, A.A.; Ubaid, A.M.; Tawfiq, M.A.; Elias, R.R. Wire EDM process optimization for machining AISI 1045 steel by use of Taguchi method, artificial neural network and analysis of variances. Int. J. Syst. Assur. Eng. Manag. 2020, 11, 1314–1338. [Google Scholar] [CrossRef]
- Surya, V.R.; Kumar, K.V.; Keshavamurthy, R.; Ugrasen, G.; Ravindra, H.V. Prediction of machining characteristics using artificial neural network in wire EDM of Al7075 based in-situ composite. Mater. Today Proc. 2017, 4, 203–212. [Google Scholar] [CrossRef]
- Reddy, C.B.; Reddy, C.E.; Reddy, D.R. Experimental investigation of surface finish and material removal rate of P20 die-tool steel in wire-EDM using multiple regression analysis. GSTF J. Eng. Technol. 2014, 1. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbols | Variables | Levels | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| A | Current (A) | 5 | 10 | 15 |
| Ton | Pon (µs) | 30 | 60 | 90 |
| Toff | Poff (µs) | 3 | 6 | 9 |
| ANOVA for MRR (g/min) | ||||||
| Source | DF | SS (Seq) | SS (Adj) | MS (Adj) | F | p |
| A | 2 | 0.002149 | 0.0021488 | 0.001074 | 1080.81 | 0 |
| Ton | 2 | 0.000451 | 0.0004508 | 0.000225 | 226.74 | 0 |
| Toff | 2 | 2.27 × 10−5 | 0.0000227 | 1.13 × 10−5 | 11.41 | 0 |
| Error | 20 | 1.99 × 10−5 | 0.0000199 | 0.000001 | ||
| Total | 26 | 0.002642 | ||||
| ANOVA for SR (microns) | ||||||
| A | 2 | 0.148763 | 0.148763 | 0.074382 | 1257.15 | 0 |
| Ton | 2 | 0.008919 | 0.008919 | 0.004459 | 75.37 | 0 |
| Toff | 2 | 0.002007 | 0.002007 | 0.001004 | 16.96 | 0 |
| Error | 20 | 0.001183 | 0.001183 | 0.000059 | ||
| Total | 26 | 0.160872 | ||||
| ANOVA for Dimensional Deviation (mm) | ||||||
| A | 2 | 1.95065 | 1.95065 | 0.97533 | 79,116.47 | 0 |
| Ton | 2 | 0.34025 | 0.34025 | 0.17012 | 13,800.09 | 0 |
| Toff | 2 | 0.03783 | 0.03783 | 0.01892 | 1534.4 | 0 |
| Error | 20 | 0.00025 | 0.00025 | 0.00001 | ||
| Total | 26 | 2.32898 | ||||
| ANOVA for form Error (mm) | ||||||
| A | 2 | 1.14342 | 1.14342 | 0.57171 | 325.36 | 0 |
| Ton | 2 | 0.08424 | 0.08424 | 0.04212 | 23.97 | 0 |
| Toff | 2 | 0.02011 | 0.02011 | 0.01006 | 5.72 | 0.011 |
| Error | 20 | 0.03514 | 0.03514 | 0.00176 | ||
| Total | 26 | 1.28291 | ||||
| ANOVA for Orientation Error (mm) | ||||||
| A | 2 | 1.00558 | 1.00558 | 0.50279 | 247.38 | 0 |
| Ton | 2 | 0.1409 | 0.1409 | 0.07045 | 34.66 | 0 |
| Toff | 2 | 0.01409 | 0.01409 | 0.00705 | 3.47 | 0.051 |
| Error | 20 | 0.04065 | 0.04065 | 0.00203 | ||
| Total | 26 | 1.20122 | ||||
| Error | Model | |
|---|---|---|
| ANFIS | ANN | |
| MAE | 0.004426 | 0.005056 |
| MSE | 0.00003 | 0.000138 |
| RMSE | 0.005461 | 0.011737 |
| MARE | 0.007856 | 0.009623 |
| MSRE | 0.000098 | 0.000496 |
| RMSRE | 0.00989 | 0.022261 |
| MAPE | 0.785648 | 0.962349 |
| MSPE | 0.978174 | 4.955395 |
| RMSPE | 0.989027 | 2.226072 |
| Efficiency of models | ||
| Correlational Coefficient Value | 0.99875 | 0.99486 |
| NSE | 0.99750 | 0.98846 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Natarajan, M.; Pasupuleti, T.; Giri, J.; Sunheriya, N.; Katta, L.N.; Chadge, R.; Mahatme, C.; Giri, P.; Mallik, S.; Ray, K. Machinability of Titanium Grade 5 Alloy for Wire Electrical Discharge Machining Using a Hybrid Learning Algorithm. Information 2023, 14, 439. https://doi.org/10.3390/info14080439
Natarajan M, Pasupuleti T, Giri J, Sunheriya N, Katta LN, Chadge R, Mahatme C, Giri P, Mallik S, Ray K. Machinability of Titanium Grade 5 Alloy for Wire Electrical Discharge Machining Using a Hybrid Learning Algorithm. Information. 2023; 14(8):439. https://doi.org/10.3390/info14080439
Chicago/Turabian StyleNatarajan, Manikandan, Thejasree Pasupuleti, Jayant Giri, Neeraj Sunheriya, Lakshmi Narasimhamu Katta, Rajkumar Chadge, Chetan Mahatme, Pallavi Giri, Saurav Mallik, and Kanad Ray. 2023. "Machinability of Titanium Grade 5 Alloy for Wire Electrical Discharge Machining Using a Hybrid Learning Algorithm" Information 14, no. 8: 439. https://doi.org/10.3390/info14080439
APA StyleNatarajan, M., Pasupuleti, T., Giri, J., Sunheriya, N., Katta, L. N., Chadge, R., Mahatme, C., Giri, P., Mallik, S., & Ray, K. (2023). Machinability of Titanium Grade 5 Alloy for Wire Electrical Discharge Machining Using a Hybrid Learning Algorithm. Information, 14(8), 439. https://doi.org/10.3390/info14080439