Influence of Electrolyte Temperature on Morphology and Properties of Composite Anodic Film on Titanium Alloy Ti-10V-2Fe-3Al


 ,
, 
Abstract
:1. Introduction
2. Experimental
2.1. Materials and Preparation
2.2. Characterization
3. Results and Discussion
3.1. Characterization of Composite Anodic Films
3.1.1. Morphology, Composition and Contact Angle Analysis
3.1.2. Voltage–Time Plots Analysis
3.1.3. Structure Analysis
3.2. Corrosion Resistance
3.3. Tribological Properties
3.4. Lubrication Mechanism
4. Conclusions
- (1)
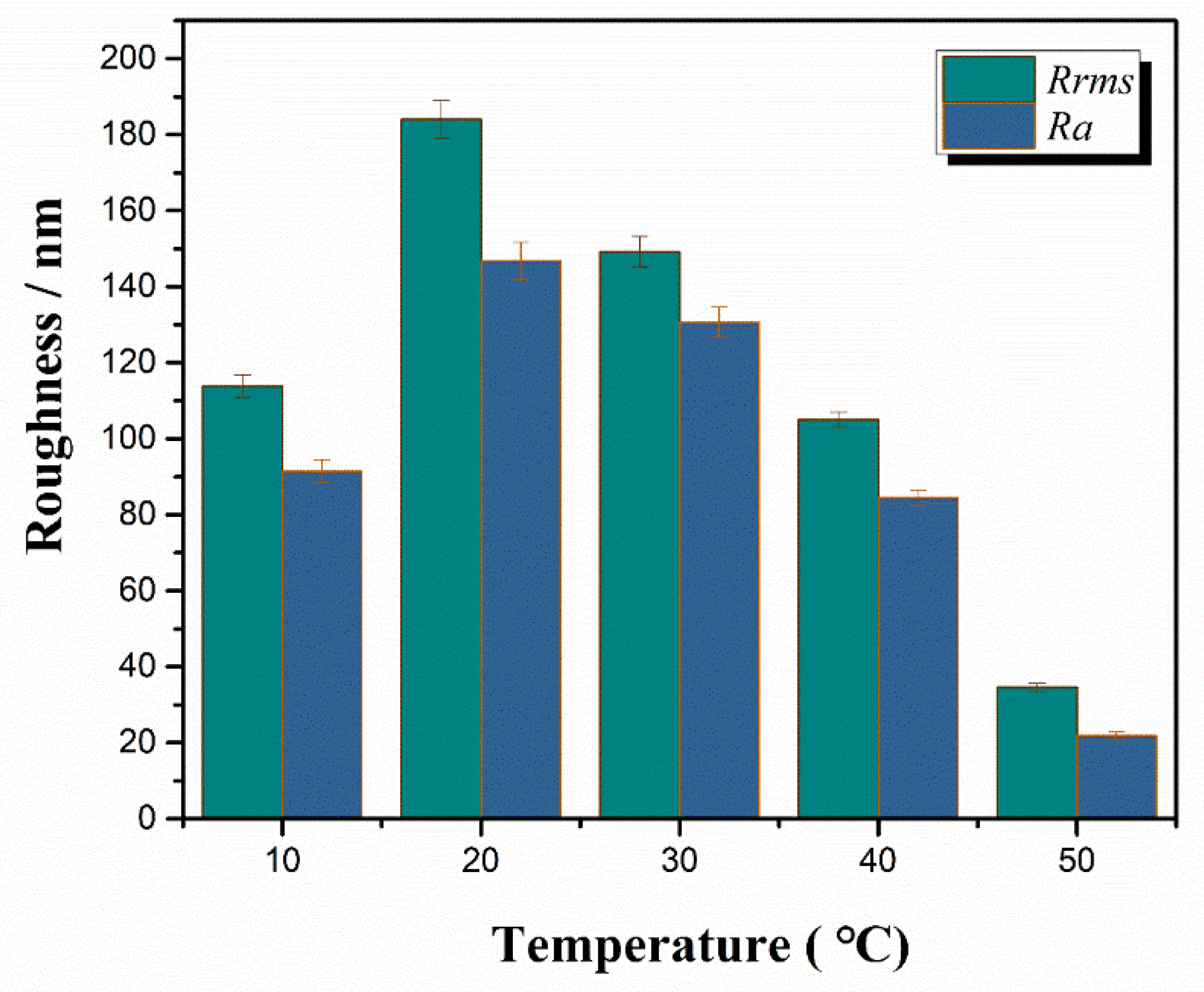
- Electrolyte temperature, as a thermodynamic factor, affects the growth of the composite anodic films, resulting in its different surface roughness. As a result, PTFE nanoparticles are more easily adsorbed on rough surfaces of films, which causes a strong hydrophobicity (CA = 131.95) at 20 °C.
- (2)
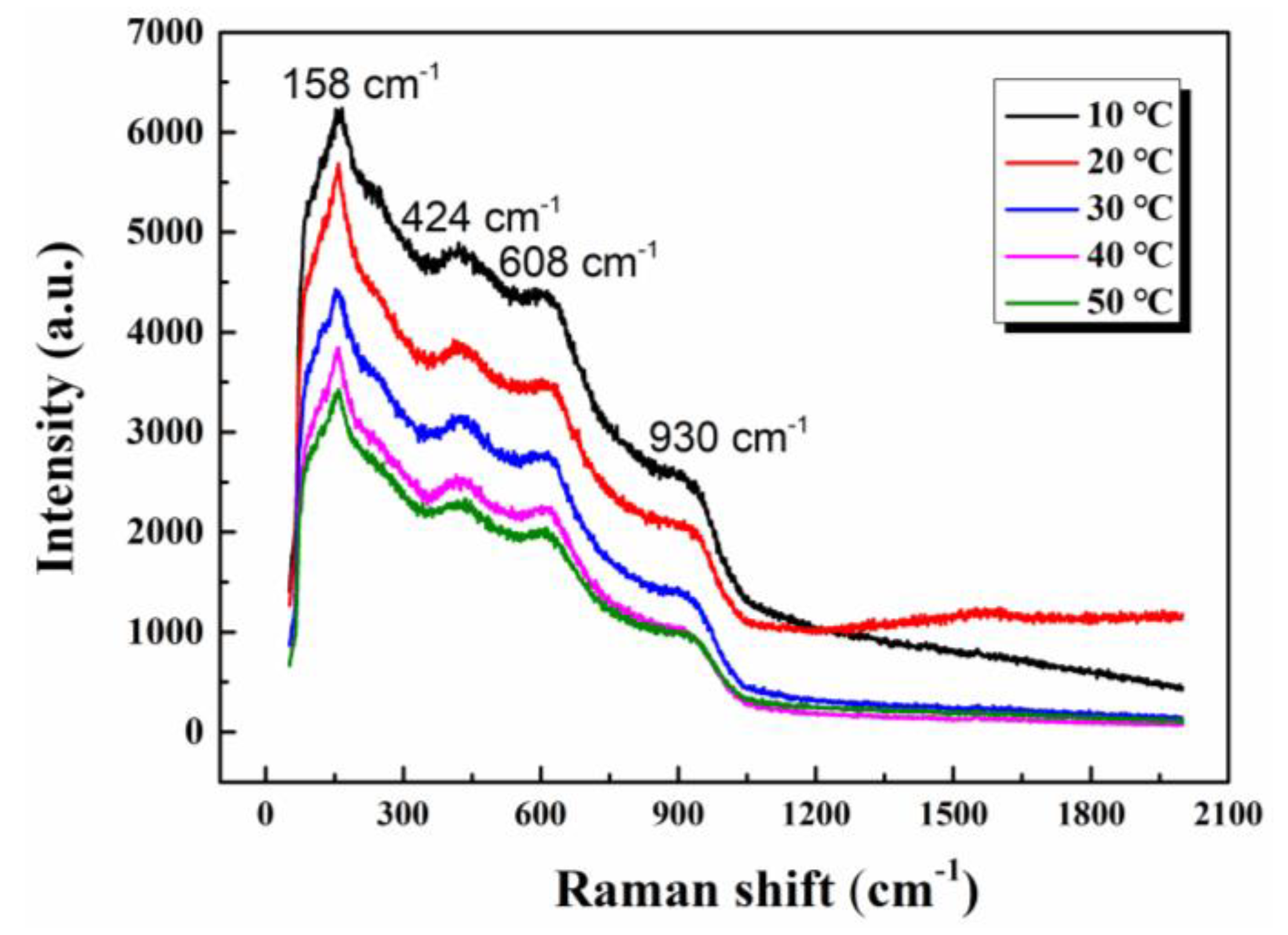
- To a certain extent, the lower electrolyte temperature, the more crystalline oxides (anatase and rutile) can be obtained in the films. Under the constant current, the final voltage decreases with the electrolyte temperature. Higher final voltages do not always result in a thicker oxide film and the electrolyte temperature also has an obvious effect on the film thickness.
- (3)
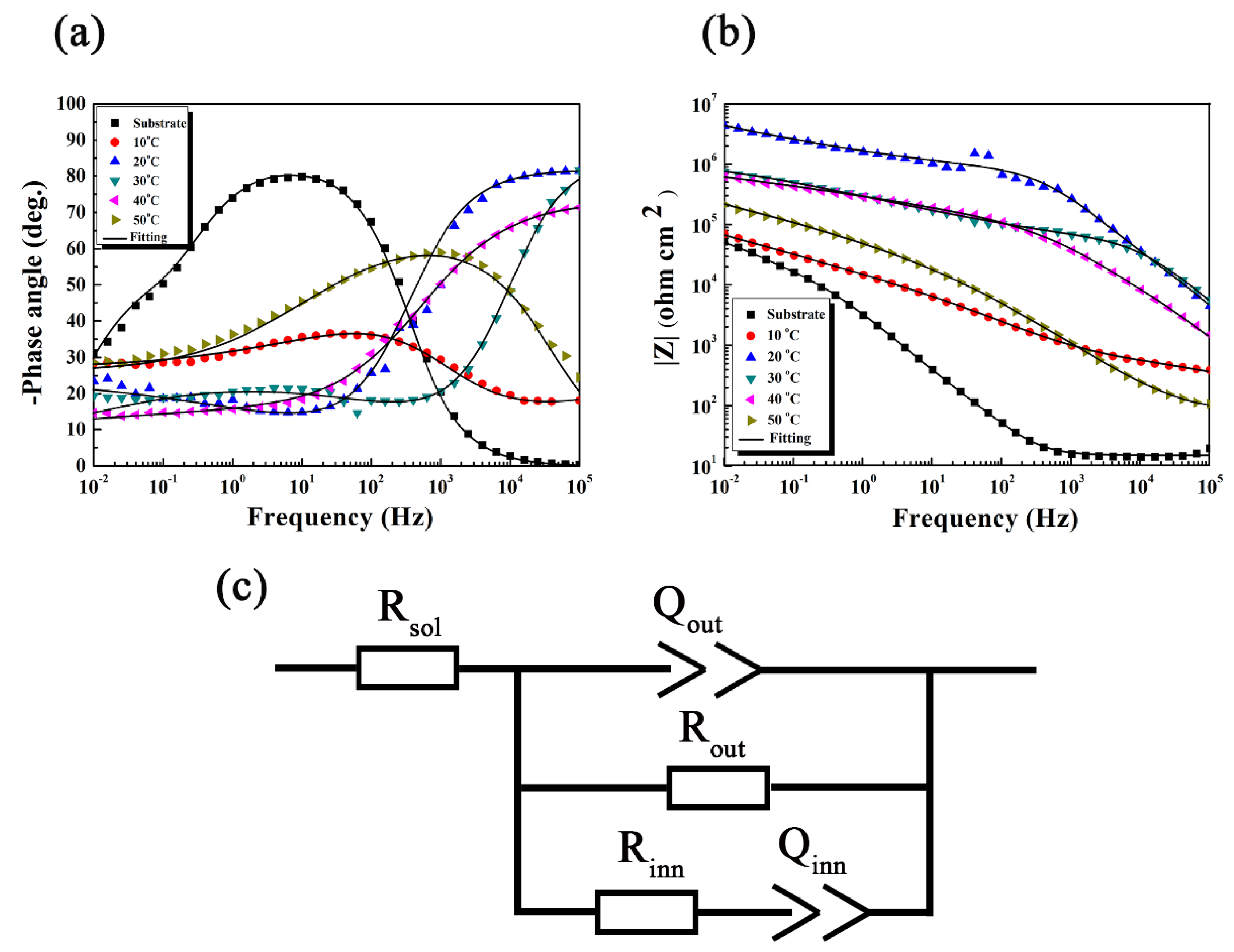
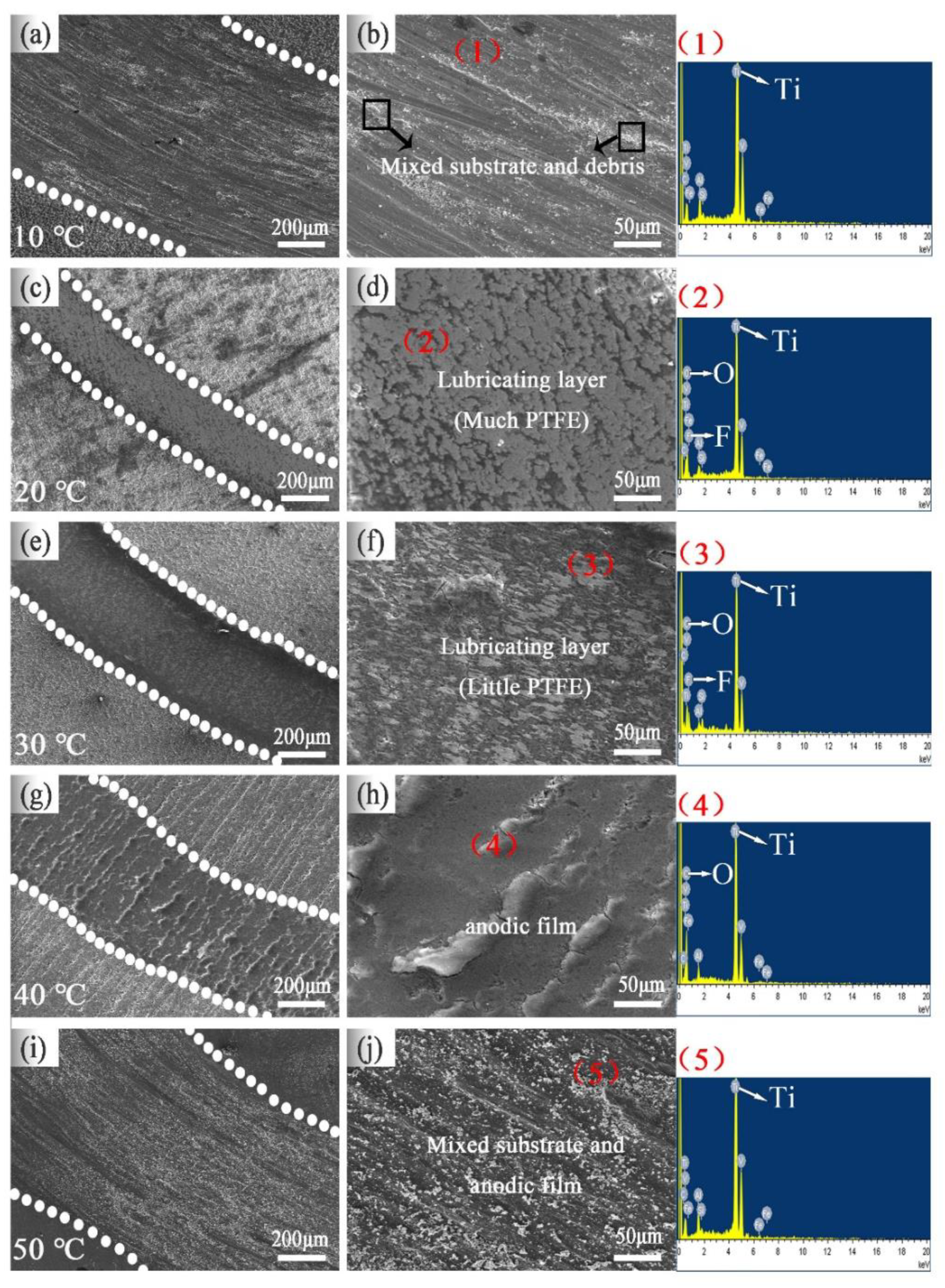
- The corrosion and wear resistance of the film increased with electrolyte temperature until it reached the maximum at 20 °C. It was attributed to the PTFE particles with hydrophobicity in pores providing a physical barrier against the immersion of Cl−, with the rest down to the formation of the PTFE lubricating layer.
Author Contributions
Funding
Conflicts of Interest
References
- Pal, S.; Peršin, Z.; Vuherer, T.; Drstvenšek, I. The Effect of Ti-6Al-4V Alloy Surface Structure on the Adhesion and Morphology of Unidirectional Freeze-Coated Gelatin. Coatings 2020, 10, 434. [Google Scholar] [CrossRef]
- Ossowska, A.; Zieliński, A.; Olive, J.-M.; Wojtowicz, A. Influence of Two-Stage Anodization on Properties of the Oxide Coatings on the Ti–13Nb–13Zr Alloy. Coatings 2020, 10, 707. [Google Scholar] [CrossRef]
- Gao, K.; Wang, Z.; Jia, Q.; Zhang, B.; Mou, Z. The Utilization of Carbon Dioxide to Prepare TiCxOy Films with Low Friction and High Anti-Corrosion Properties. Coatings 2020, 10, 533. [Google Scholar] [CrossRef]
- Zimowski, F.; Moskalewicz, K. The Influence of Electrophoretic Deposition Parameters and Heat Treatment on the Microstructure and Tribological Properties of Nanocomposite Si3N4/PEEK 708 Coatings on Titanium Alloy. Coatings 2019, 9, 530. [Google Scholar]
- Ma, K.; Yu, M.; Liu, J.; Li, S.; Wu, L.; Yao, W. Effect of sodium tartrate concentrations on morphology and characteristics of anodic oxide film on titanium alloy Ti–10V–2Fe–3Al. Chin. J. Aeronaut 2016, 29, 1151–1158. [Google Scholar] [CrossRef] [Green Version]
- Luz, A.R.; de Souza, G.B.; Lepienski, C.M.; Siqueira, C.J.M. Tribological properties of nanotubes grown on Ti-35Nb alloy by anodization. Thin Solid Film. 2018, 660, 529–537. [Google Scholar] [CrossRef]
- Mehdi, M.; Farokhzadeh, K.; Edrisy, A. Dry sliding wear behavior of superelastic Ti–10V–2Fe–3Al β-titanium alloy. Wear 2016, 350–351, 10–20. [Google Scholar] [CrossRef]
- Ge, Y.; Xu, J.; Huan, H. Tool wear during high speed turning in situ TiCp/TiBw hybrid reinforced Ti-6Al-4V matrix composite. Chin. J. Aeronaut 2016, 29, 1425–1435. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Li, H.; Yang, H.; Ma, J.; Li, G. Tribological evaluation of surface modified H13 tool steel in warm forming of Ti–6Al–4V titanium alloy sheet. Chin. J. Aeronaut 2014, 27, 1002–1009. [Google Scholar] [CrossRef] [Green Version]
- Wu, L.; Wen, C.; Zhang, G.; Liu, J. Influence of anodizing time on morphology, structure and tribological properties of compositeanodic films on titanium alloy. Vacuum 2017, 140, 176–184. [Google Scholar] [CrossRef]
- Wang, S.; Liao, Z.; Liu, Y.; Liu, W. Different tribological behaviors of titanium alloys modified by thermal oxidation and spraying diamond like carbon. Sur. Coat. Technol. 2014, 252, 64–73. [Google Scholar] [CrossRef]
- Koshuro, V.; Fomin, A.; Rodionov, I. Composition, structure and mechanical properties of metal oxide coatings produced on titanium using plasma spraying and modified by micro-arc oxidation. Ceram. Int. 2018, 44, 12593–12599. [Google Scholar] [CrossRef]
- Zubillaga, O.; Cano, F.J.; Azkarate, I.; Molchan, I.S.; Thompson, G.E.; Skeldon, P. Anodic films containing polyaniline and nanoparticles for corrosion protection of AA2024T3 aluminium alloy. Sur. Coat. Technol. 2009, 203, 1494–1501. [Google Scholar] [CrossRef]
- Escobar, J.; Arurault, L.; Turq, V. Improvement of the tribological behavior of PTFE-anodic film composites prepared on 1050 aluminum substrate. Appl. Surf. Sci. 2012, 258, 8199–8208. [Google Scholar] [CrossRef] [Green Version]
- Mei, S.; Wang, H.; Wang, W.; Tong, L.; Pan, H.; Ruan, C.; Ma, Q.; Liu, M.; Yang, H.; Zhang, L.; et al. Antibacterial effects and biocompatibility of titanium surfaces with graded silver incorporation in titania nanotubes. Biomaterials 2014, 35, 4255–4265. [Google Scholar] [CrossRef] [PubMed]
- Baszkiewicz, J.; Krupa, D.; Mizera, J. Corrosion resistance of the surface layers formed on titanium by plasma electrolytic oxidation and hydrothermal treatment. Vacuum 2005, 78, 143–147. [Google Scholar] [CrossRef]
- Wang, X.; Li, L.; Xie, Z.-H.; Yu, G. Duplex coating combining layered double hydroxide and 8-quinolinol layers on Mg alloy for corrosion protection. Electrochim. Acta 2018, 283, 1845–1857. [Google Scholar] [CrossRef]
- Wu, L.; Ding, X.; Zheng, Z.; Ma, Y.; Atrens, A.; Chen, X.; Xie, Z.; Sun, D.; Pan, F. Fabrication and characterization of an actively protective Mg-Al LDHs/Al2O3 composite coating on magnesium alloy AZ31. Appl. Surf. Sci. 2019, 487, 558–568. [Google Scholar] [CrossRef]
- Li, S.-M.; Yu, X.-M. Microstructure and abrasive wear behaviour of anodizing composite films containing SiC nanoparticles on Ti6Al4V alloy. J. Cent South Univ. 2014, 21, 4415–4423. [Google Scholar] [CrossRef]
- Li, S.; Zhu, M.; Liu, J.; Yu, M.; Wu, L.; Zhang, J.; Liang, H. Enhanced tribological behavior of anodic films containing SiC and PTFE nanoparticles on Ti6Al4V alloy. Appl. Surf. Sci. 2014, 316, 28–35. [Google Scholar] [CrossRef]
- Aliofkhazraei, M.; Rouhaghdam, A.S.; Shahrabi, T. Abrasive wear behaviour of Si3N4/TiO2 nanocomposite coatings fabricated by plasma electrolytic oxidation. Sur. Coat. Technol. 2010, 205, S41–S46. [Google Scholar] [CrossRef]
- Wu, H.; Zhu, L.-N.; Yue, W.; Fu, Z.-Q.; Kang, J.-J. Wear-resistant and hydrophobic characteristics of PTFE/CF composite coatings. Prog. Org. Coat 2019, 128, 90–98. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, N.; Wang, Y.; Yao, Y.; Xiao, H. Preparation and tribological properties of hybrid PTFE/Kevlar fabric self-lubricating composites. Sur. Coat. Technol. 2019, 361, 196–205. [Google Scholar] [CrossRef]
- Arrabal, R.; Matykina, E.; Viejo, F.; Skeldon, P.; Thompson, G.E. AC plasma electrolytic oxidation of magnesium with zirconia nanoparticles. Appl. Surf. Sci. 2008, 254, 6937–6942. [Google Scholar] [CrossRef]
- Oh, S.H.; Finones, R.R.; Daraio, C.; Chen, L.H.; Jin, S. Growth of nano-scale hydroxyapatite using chemically treated titanium oxide nanotubes. Biomaterials 2005, 26, 4938–4943. [Google Scholar] [CrossRef] [PubMed]
- Yin, X.; Mu, P.; Wang, Q.; Li, J. Superhydrophobic ZIF-8 based dual-layer coating for enhanced corrosion protection of Mg alloy. ACS Appl. Mater. Interfaces 2020, 12, 35453–35463. [Google Scholar] [CrossRef]
- Blawert, C.; Dietzel, W.; Ghali, E.; Song, G. Anodizing Treatments for Magnesium Alloys and Their Effect on Corrosion Resistance in Various Environments. Adv. Eng. Mater. 2006, 8, 511–533. [Google Scholar] [CrossRef]
- Krasicka-Cydzik, E. Gel-like layer development during formation of thin anodic films on titanium in phosphoric acid solutions. Corros. Sci. 2004, 46, 2487–2502. [Google Scholar] [CrossRef]
- Bharathiraja, B.; Selvakumari, I.A.E.; Jayamuthunagai, J.; Kumar, R.P.; Varjani, S.; Pandey, A.; Gnansounou, E. Biochemical conversion of biodiesel by-product into malic acid: A way towards sustainability. Sci. Total Environ. 2020, 709, 136206. [Google Scholar] [CrossRef]
- Wu, C.; Liu, Q.; Chen, R.; Liu, J.; Zhang, H. Fabrication of ZIF-8@SiO2 Micro/Nano Hierarchical Superhydrophobic Surface on AZ31 Magnesium Alloy with Impressive Corrosion Resistance and Abrasion Resistance. ACS Appl. Mater. Interfaces 2017, 9, 11106–11115. [Google Scholar] [CrossRef]
- Li, S.; Yao, W.; Liu, J. Study on anodic oxidation process and property of composite film formed on Ti–10V–2Fe–3Al alloy in SiC nanoparticle suspension. Sur. Coat. Technol. 2015, 277, 234–241. [Google Scholar] [CrossRef]
- Zheludkevich, M.L.; Tedim, J.; Ferreira, M.G.S. “Smart” coatings for active corrosion protection based on multi-functional micro and nanocontainers. Electrochim. Acta 2012, 82, 314–323. [Google Scholar] [CrossRef]
- de Miera, M.S.; Curioni, M.; Skeldon, P.; Thompson, G.E. The behaviour of second phase particles during anodizing of aluminium alloys. Corros. Sci. 2010, 52, 2489–2497. [Google Scholar] [CrossRef]
- Byeon, A.; Zhao, M.Q.; Ren, C.E.; Halim, J.; Kota, S.; Urbankowski, P.; Anasori, B.; Barsoum, M.W.; Gogotsi, Y. Two-Dimensional Titanium Carbide MXene as a Cathode Material for Hybrid Magnesium/Lithium-Ion Batteries. ACS Appl. Mater. Interfaces 2017, 9, 4296–4300. [Google Scholar] [CrossRef] [PubMed]
- Xia, X.; Zhitomirsky, I.; McDermid, J.R. Electrodeposition of zinc and composite zinc–yttria stabilized zirconia coatings. J. Mater. Process. Technol. 2009, 209, 2632–2640. [Google Scholar] [CrossRef]
- Liu, J.H.; Wu, G.L.; Yu, M.; Wu, L. Influence of incremental rate of anodising current on roughness and electrochemical corrosion of oxide film on titanium alloy Ti–10V–2Fe–3Al. Surf. Eng. 2013, 28, 406–411. [Google Scholar] [CrossRef]
- Miyakita, N.; Tanigaki, N.; Morishige, T.; Takenaka, T. Effect of Voltage on Mg-Li-Al Alloy Anodic Oxide Film. Mater. Sci. Forum 2018, 941, 1194–1197. [Google Scholar] [CrossRef]
- Li, C.; Wu, L.; Zhao, S.; Jiang, L.; Yang, Y.; Zhang, K.; Zhu, X. Essential influence of electrode and electrolyte temperatures on the anodizing process of Ti. Chem. Phys. Lett. 2019, 722, 6–11. [Google Scholar] [CrossRef]
- Yan, H.; Li, W.; Li, H.; Fan, X.; Zhu, M. Ti3C2 MXene nanosheets toward high-performance corrosion inhibitor for epoxy coating. Prog. Org. Coat. 2019, 135, 156–167. [Google Scholar] [CrossRef]
- Dong, G.Z.; Fan, H.Q.; Zhu, Y.N.; Pan, X.B.; Jiang, X.B. Effects of hyperthermia induced crystalline aggregation on properties of TiO2thin films. Surf. Eng. 2014, 30, 600–605. [Google Scholar] [CrossRef]
- Wang, Y.; Dou, H.; Wang, J. Three-dimensional porous MXene/layered double hydroxide composite for high performance super capacitors. J. Power Sources 2016, 327, 221–228. [Google Scholar] [CrossRef]
- Zhang, G.; Wu, L.; Tang, A. Growth behavior of MgAl-layered double hydroxide films by conversion of anodic films on magnesium alloy AZ31 and their corrosion protection. Appl. Surf. Sci. 2018, 456, 419–429. [Google Scholar] [CrossRef]
- Zhang, G.; Wu, L.; Tang, A.; Ma, Y.; Song, G.-L.; Zheng, D.; Jiang, B.; Atrens, A.; Pan, F. Active corrosion protection by a smart coating based on a MgAl-layered double hydroxide on a cerium-modified plasma electrolytic oxidation coating on Mg alloy AZ31. Corros. Sci. 2018, 139, 370–382. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| V | Fe | Al | C | O | Ti |
|---|---|---|---|---|---|
| 10.000 | 2.100 | 3.100 | <0.050 | <0.010 | balance |
| Elements | 10 °C (At.%) (1) | 20 °C (At.%) (2) | 30 °C (At.%) (3) | 40 °C (At.%) (4) | 50 °C (At.%) (5) |
|---|---|---|---|---|---|
| O K | 47.59 | 19.29 | 9.98 | 40.67 | 10.83 |
| F K | 4.27 | 48.54 | 35.88 | 23.37 | 10.26 |
| Al K | 1.27 | 0.42 | 0.49 | 0.72 | 0.91 |
| Ti K | 21.39 | 12.32 | 18.12 | 18.17 | 38.64 |
| V K | 2.16 | 1.64 | 1.81 | 2.20 | 4.13 |
| Fe K | 0.34 | 0.24 | 0.33 | 0.15 | 0.94 |
| Samples | Ecorr (V/SCE) | icorr (A·cm−2) |
|---|---|---|
| Substrate | −0.53 | 3.26 × 10−6 |
| 10 °C | 0.27 | 5.98 × 10−7 |
| 20 °C | 0.14 | 6.75 × 10−8 |
| 30 °C | −0.09 | 1.01 × 10−7 |
| 40 °C | −0.12 | 1.53 × 10−7 |
| 50 °C | 0.07 | 2.51 × 10−7 |
| Parameter | Rsol(Ω·cm2) | Qout (S sn·cm−2) | nout | Rout (Ω·cm2) | Qinn (S sn·cm−2) | ninn | Rinn (Ω·cm2) | Χ2 |
|---|---|---|---|---|---|---|---|---|
| Substrate | 14.64 | 5.44 × 10−5 | 0.972 | 7.45 × 104 | 6.03 × 10−5 | 0.754 | 2.51 × 103 | 4.51 × 10−3 |
| 10 °C | 12.23 | 3.32 × 10−5 | 0.300 | 1.72 × 107 | 3.75 × 10−6 | 0.628 | 9.55 × 102 | 7.53 × 10−4 |
| 20 °C | 10.06 | 1.64 × 10−9 | 0.911 | 1.54 × 1012 | 5.71 × 10−7 | 0.274 | 6.15 × 105 | 9.21 × 10−3 |
| 30 °C | 15.65 | 5.75 × 10−9 | 0.908 | 1.53 × 108 | 1.81 × 10−6 | 0.317 | 4.29 × 104 | 2.78 × 10−3 |
| 40 °C | 11.07 | 1.47 × 10−8 | 0.814 | 2.37 × 106 | 2.15 × 10−6 | 0.191 | 8.77 × 103 | 4.20 × 10−3 |
| 50 °C | 15.36 | 1.73 × 10−6 | 0.719 | 1.76 × 106 | 1.04 × 10−5 | 0.293 | 1.73 × 103 | 1.04× 10−3 |
| Elements | 10 °C (At.%) (1) | 20 °C (At.%) (2) | 30 °C (At.%) (3) | 40 °C (At.%) (4) | 50 °C (At.%) (5) |
|---|---|---|---|---|---|
| O K | 7.93 | 36.11 | 54.14 | 65.73 | 10.05 |
| F K | 0.04 | 18.34 | 12.26 | 0.21 | 0.09 |
| Al K | 3.62 | 0.38 | 1.20 | 1.34 | 5.30 |
| Si K | 0.73 | 0.65 | 0.09 | 0.03 | 0.90 |
| Ti K | 61.02 | 10.83 | 21.65 | 19.26 | 59.07 |
| V K | 6.11 | 1.25 | 3.32 | 2.35 | 7.42 |
| Fe K | 1.46 | 0.05 | 0.47 | 0.28 | 0.88 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Wu, H.; Wu, L.; Xie, Z.-H.; Liu, L.; Dai, X.; Zhang, G.; Yao, W.; Li, Y.; Pan, F. Influence of Electrolyte Temperature on Morphology and Properties of Composite Anodic Film on Titanium Alloy Ti-10V-2Fe-3Al. Coatings 2020, 10, 1109. https://doi.org/10.3390/coatings10111109
Wu Y, Wu H, Wu L, Xie Z-H, Liu L, Dai X, Zhang G, Yao W, Li Y, Pan F. Influence of Electrolyte Temperature on Morphology and Properties of Composite Anodic Film on Titanium Alloy Ti-10V-2Fe-3Al. Coatings. 2020; 10(11):1109. https://doi.org/10.3390/coatings10111109
Chicago/Turabian StyleWu, Yulong, Haisheng Wu, Liang Wu, Zhi-Hui Xie, Lei Liu, Xu Dai, Gen Zhang, Wenhui Yao, Yu Li, and Fusheng Pan. 2020. "Influence of Electrolyte Temperature on Morphology and Properties of Composite Anodic Film on Titanium Alloy Ti-10V-2Fe-3Al" Coatings 10, no. 11: 1109. https://doi.org/10.3390/coatings10111109
APA StyleWu, Y., Wu, H., Wu, L., Xie, Z. -H., Liu, L., Dai, X., Zhang, G., Yao, W., Li, Y., & Pan, F. (2020). Influence of Electrolyte Temperature on Morphology and Properties of Composite Anodic Film on Titanium Alloy Ti-10V-2Fe-3Al. Coatings, 10(11), 1109. https://doi.org/10.3390/coatings10111109