Oxidation and Wear Mechanisms of FeCoCrNiMnAlx Cladding Layers at High-Temperature Condition


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials and Fabrication of Laser Cladding Coating
2.2. Microstructure Characterization
2.3. High-Temperature Oxidation Test
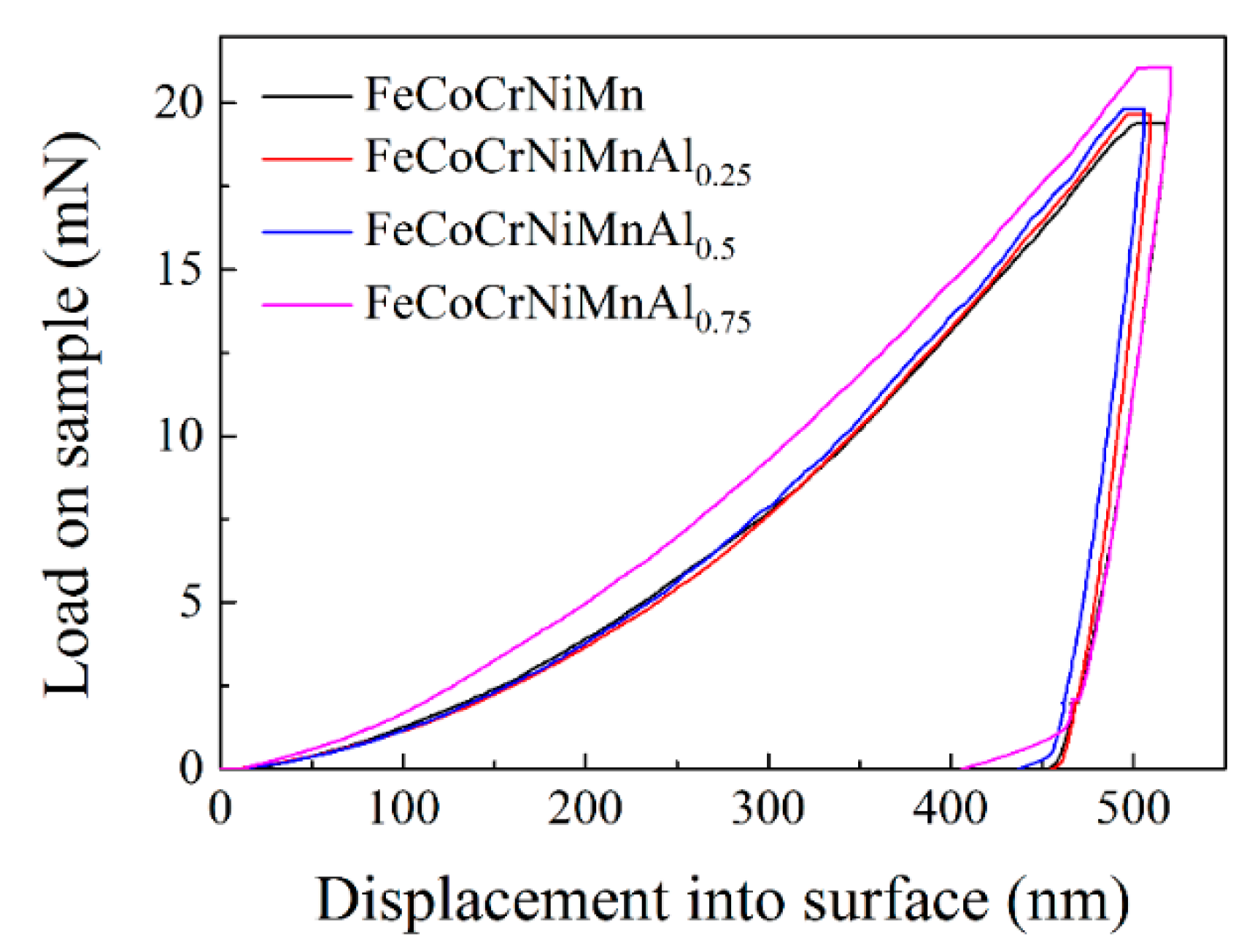
2.4. Mechanical Properties
3. Results and Discussions
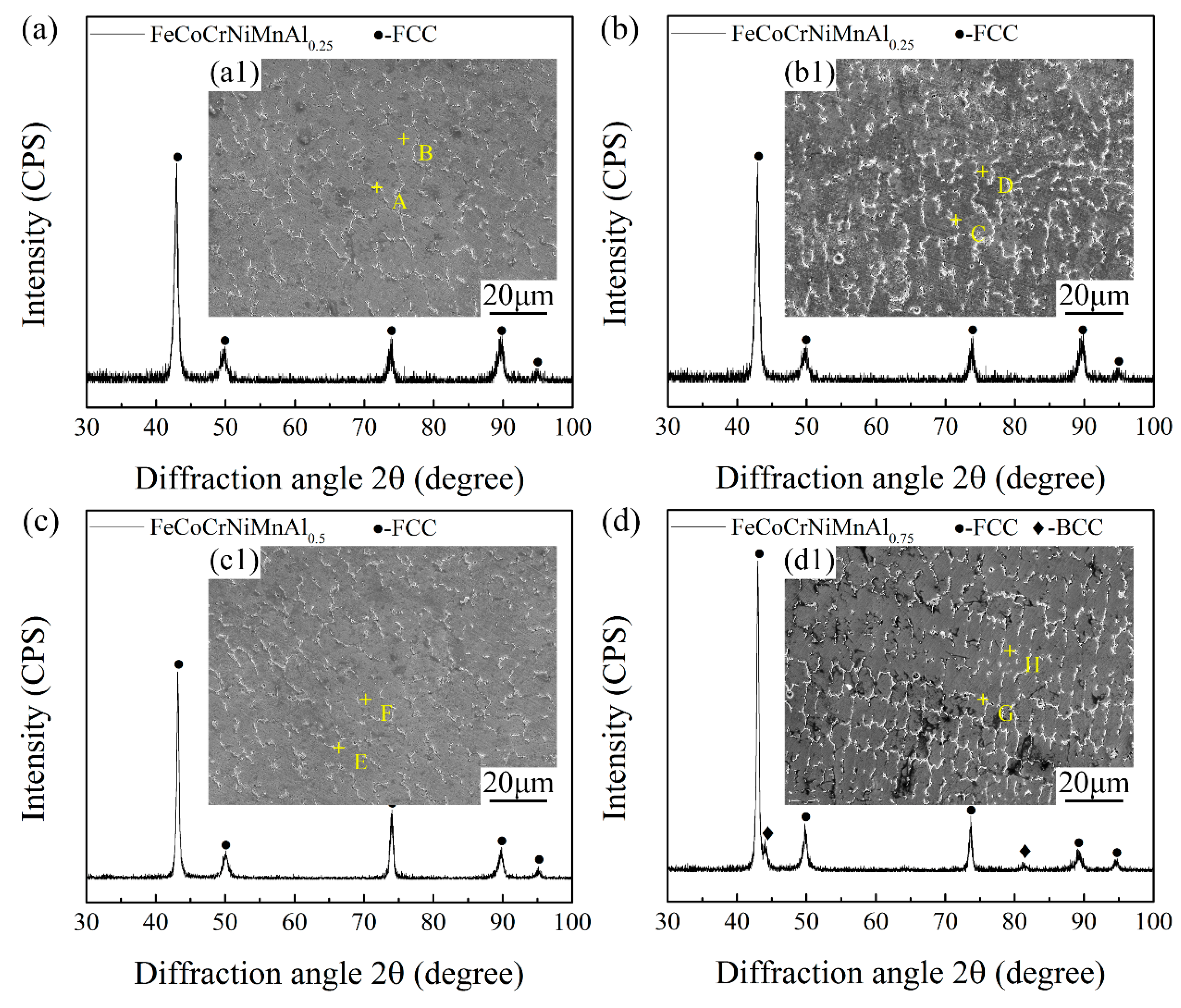
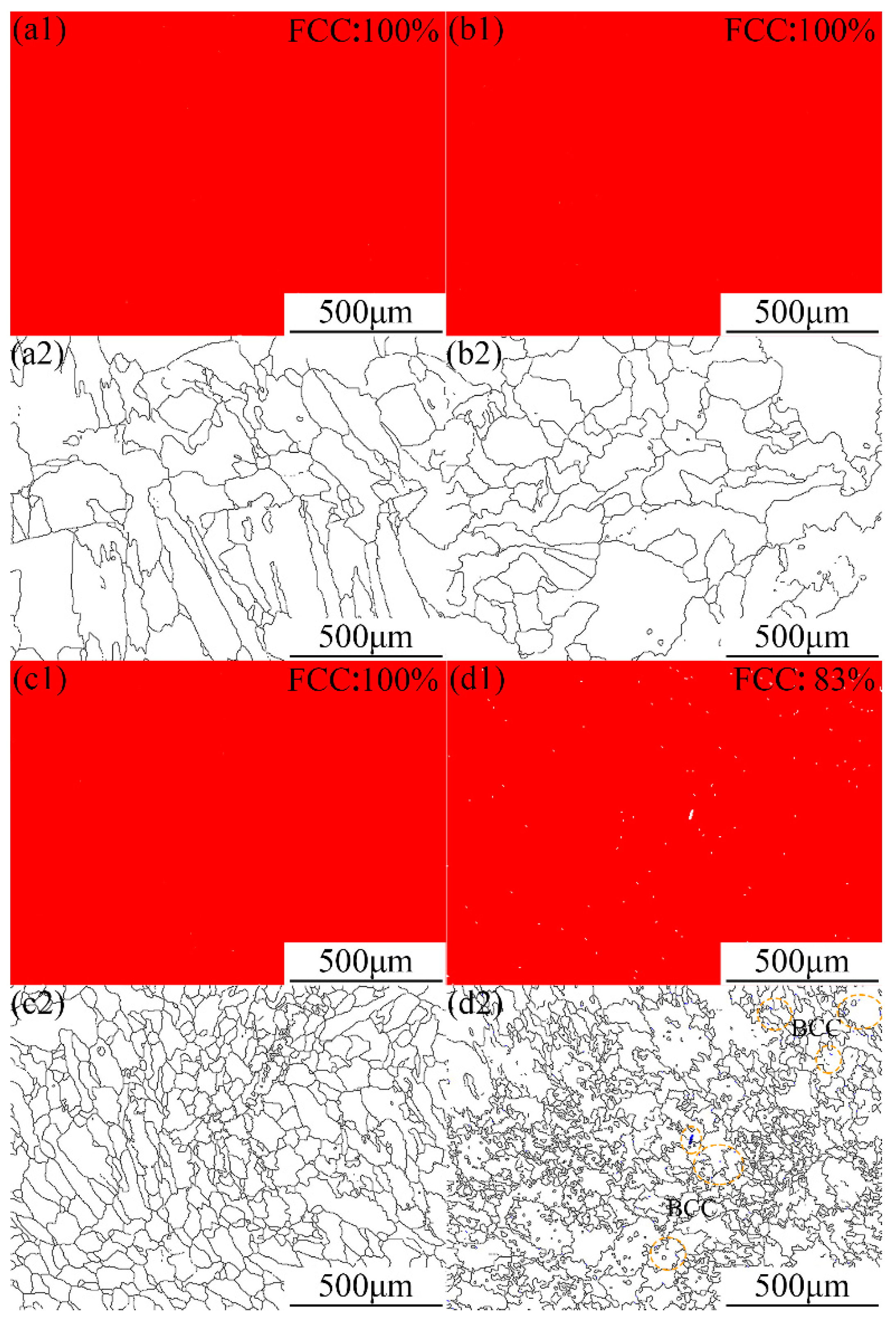
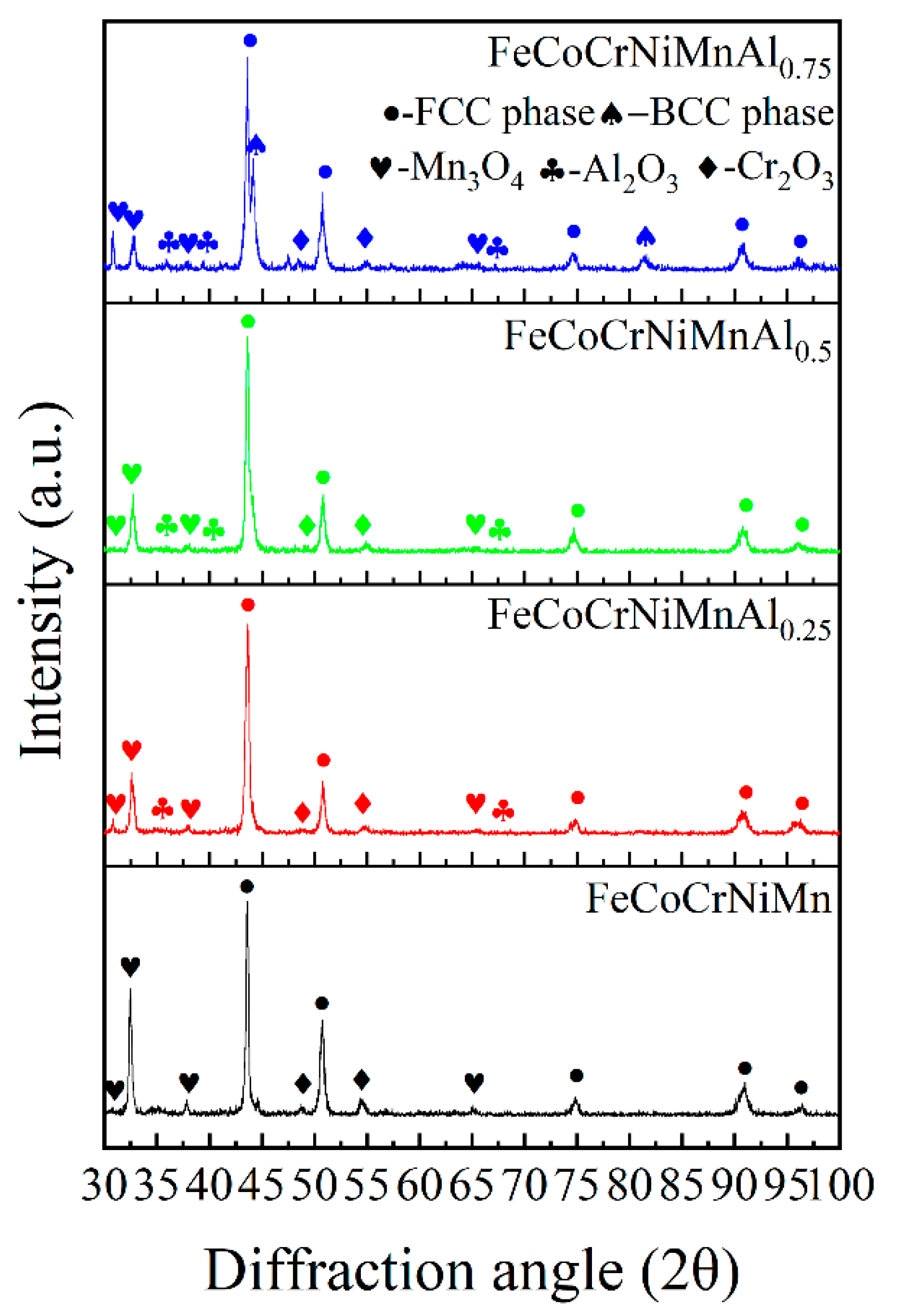
3.1. Phase and Microstructure of the FeCoCrNiMnAlx Coatings
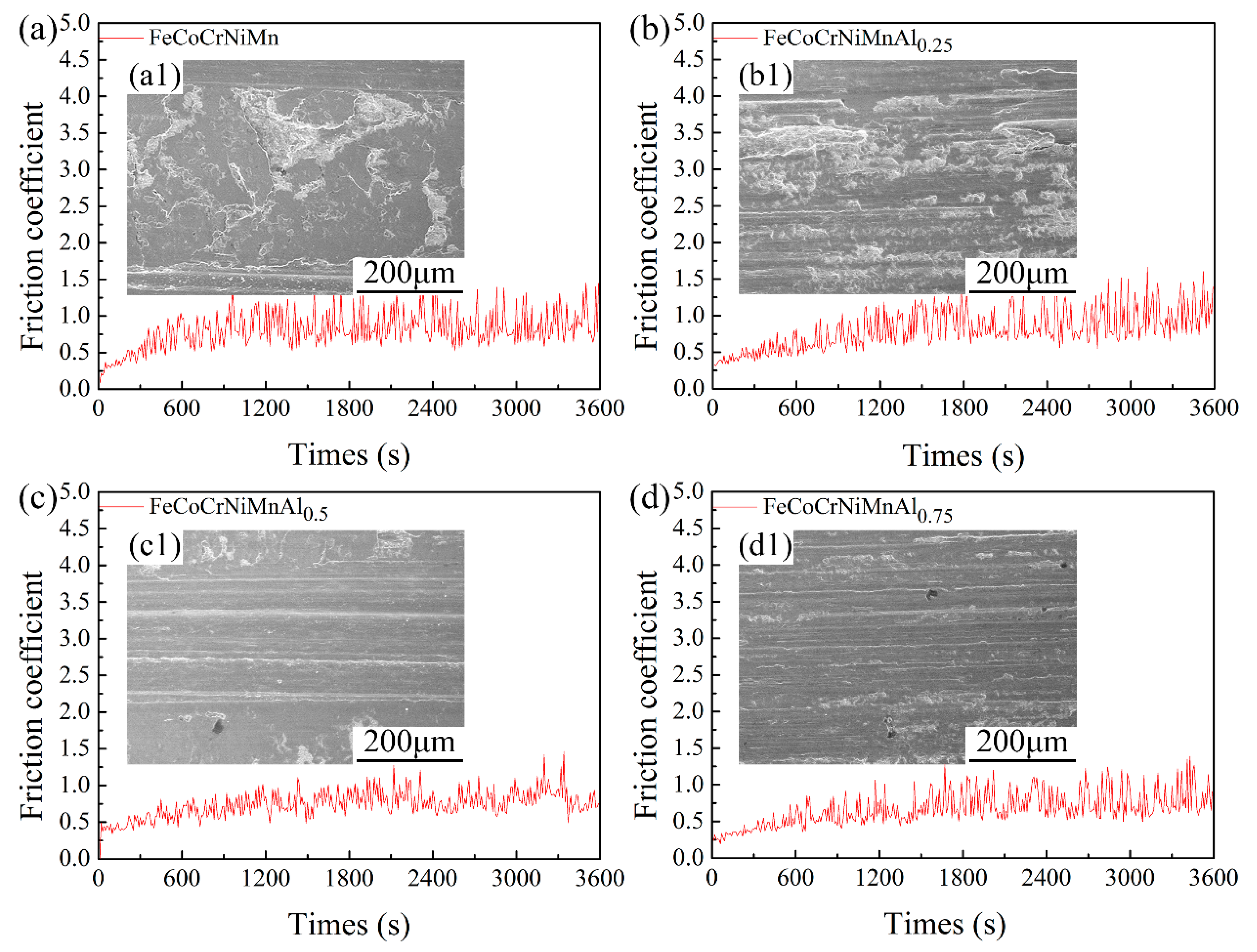
3.2. High-Temperature Wear Test Results of the FeCoCrNiMnAlx Coatings
3.3. High-Temperature Wear Mechanism of the FeCoCrNiMnAlx Coatings
3.3.1. Anti-plastic Deformation Mechanism of the FeCoCrNiMnAlx Coatings
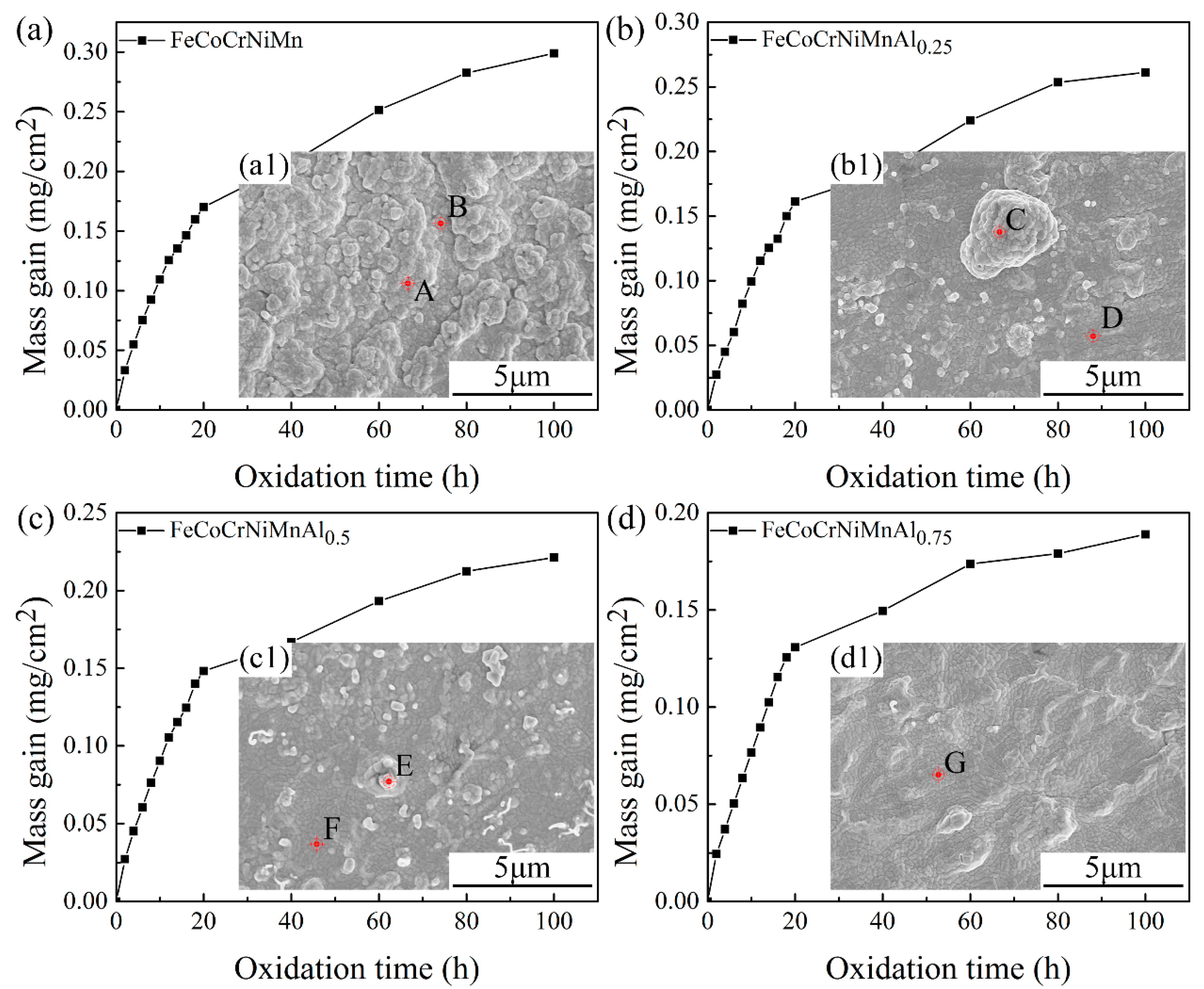
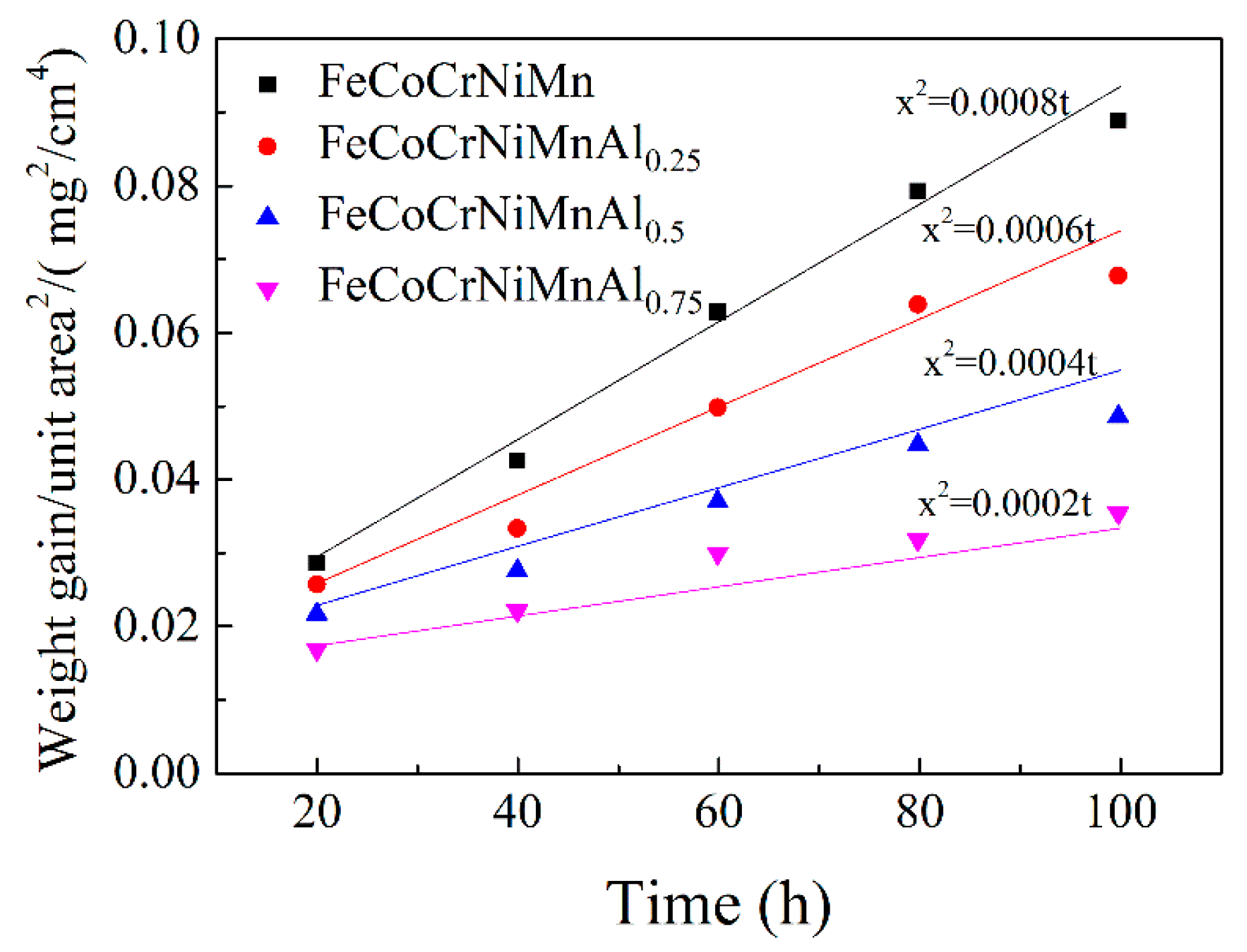
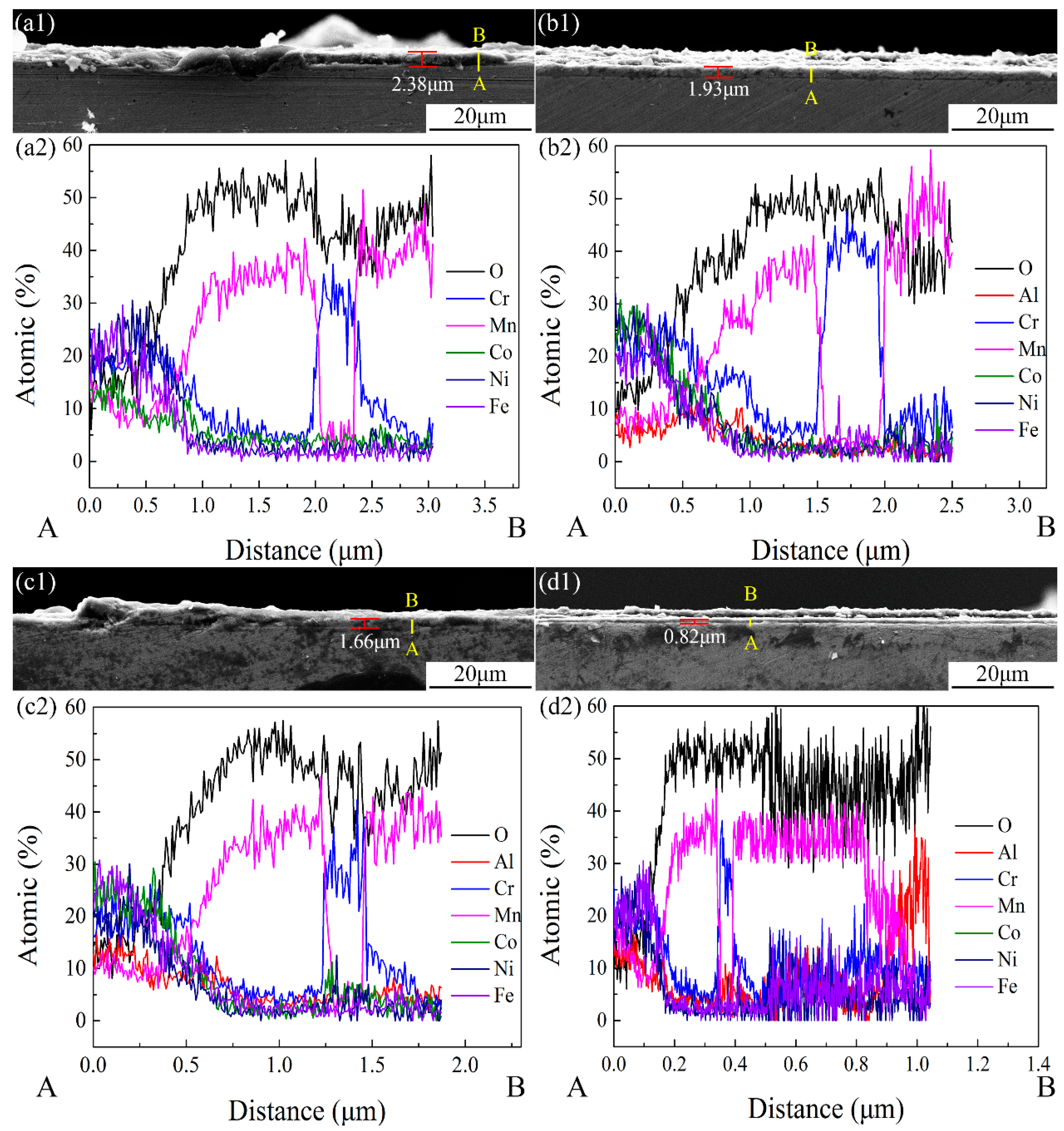
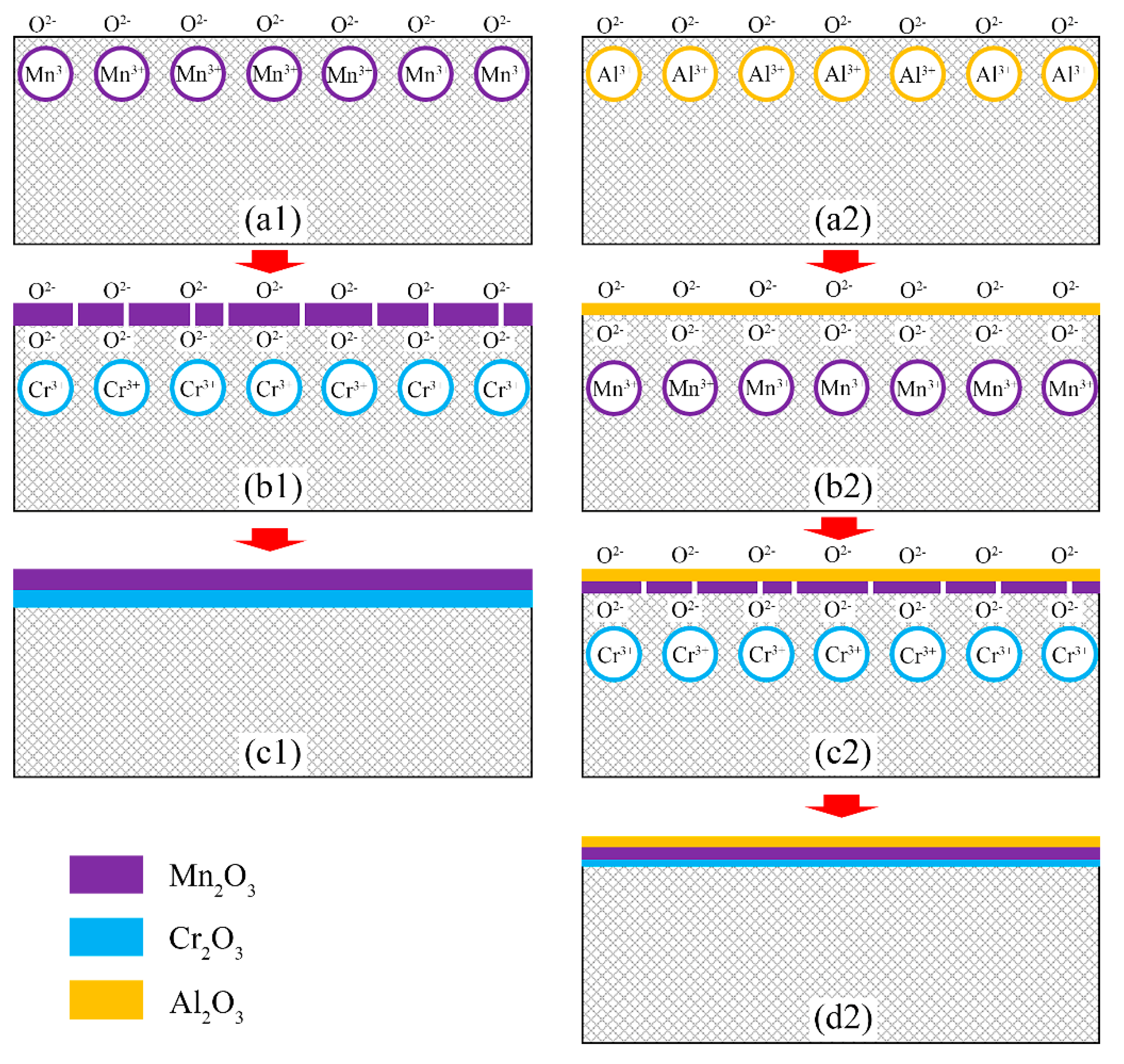
3.3.2. High-Temperature Oxidation Mechanism of the FeCoCrNiMnAlx Coatings
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yeh, J.W.; Chang, S.Y.; Hong, Y.D.; Chen, S.K.; Lin, S.J. Anomalous decrease in X-ray diffraction intensities of Cu-Ni-Al-Co-Cr-Fe-Si alloy systems with multi-principal elements. Mater. Chem. Phys. 2007, 103, 41–46. [Google Scholar]
- Cai, Y.C.; Zhu, L.S.; Cui, Y.; Geng, K.P.; Manladan, S.M.; Luo, Z.; Han, J. Strengthening mechanisms in multi-phase FeCoCrNiAl1.0 high-entropy alloy cladding layer. Mater. Charact. 2020, 159, 110037. [Google Scholar]
- Tsai, K.Y.; Tsai, M.H.; Yeh, J.W. Sluggish diffusion in Co-Cr-Fe-Mn-Ni high-entropy alloys. Acta Mater. 2013, 61, 4887–4897. [Google Scholar]
- Kao, Y.F.; Chen, T.J.; Chen, S.K.; Yeh, J.W. Microstructure and mechanical property of as-cast, -homogenized, and -deformed AlxCoCrFeNi (0 ≤ x ≤ 2) high-entropy alloys. J. Alloys Compd. 2009, 486, 427–435. [Google Scholar]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar]
- Dong, Y.; Jiang, L.; Jiang, H.; Lu, Y.P.; Wang, T.M.; Li, T.J. Effects of annealing treatment on microstructure and hardness of bulk AlCrFeNiMo0.2 eutectic high-entropy alloy. Mater. Des. 2015, 82, 91–97. [Google Scholar]
- Senkov, O.N.; Senkova, S.V.; Dimiduk, D.M.; Woodward, C.; Miracle, D.B. Oxidation behavior of a refractory NbCrMo0.5Ta0.5TiZr alloy. J. Mater. Sci. 2012, 47, 6522–6534. [Google Scholar]
- Chuang, M.H.; Tsai, M.H.; Wang, W.R.; Lin, S.J.; Yeh, J.W. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar]
- Liu, Y.X.; Cheng, C.Q.; Shang, J.L.; Wang, R.; Li, P.; Zhao, J. Oxidation behavior of high-entropy alloys AlxCoCrFeNi (x = 0.15, 0.4) in supercritical water and comparison with HR3C steel. Trans. Nonferrous Met. Soc. China 2015, 25, 1341–1351. [Google Scholar]
- Butler, T.M.; Weaver, M.L. Oxidation behavior of arc melted AlCoCrFeNi multi-component high-entropy alloys. J. Alloys Compd. 2016, 674, 229–244. [Google Scholar]
- Kai, W.; Li, C.C.; Cheng, F.P.; Chu, K.P.; Huang, R.T.; Tsay, L.W.; Kai, J.J. Air-oxidation of FeCoNiCr-based quinary high-entropy alloys at 700–900 °C. Corros. Sci. 2017, 121, 116–125. [Google Scholar]
- Chen, M.; Lan, L.W.; Shi, X.H.; Yang, H.J.; Zhang, M.; Qiao, J.W. The tribological properties of Al0.6CoCrFeNi high-entropy alloy with the σ phase precipitation at elevated temperature. J. Alloys Compd. 2019, 777, 180–189. [Google Scholar]
- Joseph, J.; Haghdadi, N.; Shamlaye, K.; Hodgson, P.; Barnett, M.; Fabijanic, D. The sliding wear behaviour of CoCrFeMnNi and AlxCoCrFeNi high entropy alloys at elevated temperatures. Wear 2019, 428–429, 32–44. [Google Scholar]
- Farotade, G.A.; Adesina, O.S.; Kolesnikov, A.; Popoola, A.P.I. Computational analysis of heat transfer within a Ti-6Al-4V alloy substrate during laser cladding process. J. Mater. Res. Express 2019, 6, 046516. [Google Scholar]
- Farotade, G.A.; Popoola, P.A.; Popoola, O.M. Compositional effect of Zr-containing ceramic on phase and microstructural evolution of Ti-SiC laser clad coatings. Surf. Eng. 2019, 35, 266–272. [Google Scholar]
- Zhang, Y.Z.; Xu, P.Q.; Liu, C.G.; Ren, J.W.; Gong, H.Y. The influence of carbides on the microstructure, grain growth, and oxidation resistance of nanostructured carbides-strengthened cobalt-based multi-track laser-cladding layers. Appl. Surf. Sci. 2019, 469, 495–504. [Google Scholar]
- Liang, J.J.; Liu, Y.S.; Li, J.G.; Zhou, Y.Z.; Sun, X.F. Epitaxial growth and oxidation behavior of an overlay coating on a Ni-base single-crystal superalloy by laser cladding. J. Mater. Sci. Technol. 2019, 35, 344–350. [Google Scholar]
- Gaskell, D.R. Introduction to the Thermodynamics of Materials, 3rd ed.; CRC Press: Washington, DC, USA, 1995. [Google Scholar]
- Tang, R.Z. Physical Metallurgical Foundation, 1st ed.; Metallurgical Industry Press: Beijing, China, 1997. [Google Scholar]
- Sun, Y.; Chen, M.Z.; Hu, Z.P.; Li, C.S. Screw-dislocation-driven t-Ba2V2O7 helical meso/nanosquares: SDBS-assisted microwave irradiation fabrication and their unique magnetic properties. J. Mater. Chem. C 2017, 5, 6336–6342. [Google Scholar]
- Trukhanov, E.M.; Fritzler, K.B.; Vasilenko, A.P.; Kolesnikov, A.V.; Kasimkin, P.V.; Moskovskih, V.A. Dislocation structure of Ge crystals grown by low thermal gradient Czochralski technique. J. Cryst. Growth 2017, 468, 457–461. [Google Scholar]
- Liu, F.X.; Liu, Z.L.; Lin, P.; Zhuang, Z. Numerical investigations of helical dislocations based on coupled glide-climb model. Int. J. Plast. 2017, 92, 2–18. [Google Scholar]
- Sobie, C.; Capolungo, L.; McDowell, D.L.; Martinez, E. Scale transition using dislocation dynamics and the nudged elastic band method. J. Mech. Phys. Solids 2017, 105, 161–178. [Google Scholar]
- Chen, X.; Xiong, L.M.; McDowell, D.L.; Chen, Y.P. Effects of phonons on mobility of dislocations and dislocation arrays. Scripta Mater. 2017, 137, 22–26. [Google Scholar]
- Barin, I.; Knacke, O.; Kubaschewski, O. Thermochemical Properties of Inorganic Substances, 1st ed.; Springer: Berlin/Heidelberg, Germany, 1977. [Google Scholar]
- Laplanche, G.; Volkert, U.F.; Eggeler, G.; George, E.P. Oxidation behavior of the CrMnFeCoNi high-entropy alloy. Oxid. Met. 2016, 85, 629–645. [Google Scholar]
- Pilling, N.B.; Bedworth, R.E. The oxidation of metals at high temperature. J. Inst. Met. 1923, 29, 529–591. [Google Scholar]
- Li, M.S. High Temperature Corrosion of Metal, 1st ed.; Metallurgical Industry Press: Beijing, China, 2001. [Google Scholar]
- Li, T.F. High Temperature Oxidation and Thermal Corrosion of Metals, 1st ed.; Chemical Industry Press: Beijing, China, 2003. [Google Scholar]
- Brumm, M.W.; Grabke, H.J. The oxidation behavior of NiAl-I. Phase transformation in the alumina scale during oxidation of NiAl and NiAl-Cr alloys. Corros. Sci. 1992, 33, 1677–1690. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | V | Fe |
|---|---|---|---|---|---|---|
| 0.37 | 1.0 | 0.36 | 5.02 | 1.26 | 0.91 | Bal. |
| Regions | Fe | Co | Cr | Ni | Mn | Al |
|---|---|---|---|---|---|---|
| A | 23.4 | 22.9 | 10.1 | 23.5 | 20.1 | 0 |
| B | 20.2 | 19.8 | 21.7 | 18.7 | 19.6 | 0 |
| C | 23.6 | 21.9 | 9.7 | 22.1 | 19.0 | 3.7 |
| D | 21.9 | 17.6 | 19.1 | 17.9 | 18.0 | 5.5 |
| E | 25.4 | 21.5 | 10.2 | 18.5 | 19.9 | 4.5 |
| F | 20.3 | 21.6 | 17.3 | 16.8 | 17.0 | 7.0 |
| G | 25.2 | 20.0 | 9.5 | 17.6 | 18.4 | 8.8 |
| H | 17.7 | 15.7 | 18.3 | 17.2 | 17.1 | 13.6 |
| Cladding Layers | Al | Cr | Mn | Fe | Co | Ni |
|---|---|---|---|---|---|---|
| FeCoCrNiMn | - | 20.06 | 19.96 | 20.03 | 19.93 | 19.48 |
| FeCoCrNiMnAl0.25 | 3.76 | 18.64 | 18.54 | 19.4 | 19.91 | 19.75 |
| FeCoCrNiMnAl0.5 | 7.01 | 18.74 | 18.76 | 19.95 | 17.93 | 17.91 |
| FeCoCrNiMnAl0.75 | 10.01 | 18.34 | 17.92 | 19.59 | 17.03 | 17.11 |
| Elements | O | Al | Cr | Mn | Fe | Co | Ni |
|---|---|---|---|---|---|---|---|
| A | 48.19 | 0 | 8.16 | 26.80 | 6.95 | 4.07 | 5.83 |
| B | 50.90 | 0 | 33.21 | 5.39 | 4.34 | 2.69 | 3.47 |
| C | 51.55 | 0.31 | 1.52 | 38.23 | 5.09 | 1.53 | 1.77 |
| D | 53.56 | 35.71 | 2.33 | 2.72 | 2.79 | 1.51 | 1.40 |
| E | 51.14 | 2.03 | 2.45 | 38.35 | 2.69 | 1.90 | 1.44 |
| F | 53.56 | 35.70 | 2.41 | 2.69 | 1.71 | 1.96 | 1.97 |
| G | 54.35 | 36.24 | 2.37 | 2.58 | 1.44 | 1.63 | 1.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, Y.; Shen, J.; Hu, S.; Geng, K. Oxidation and Wear Mechanisms of FeCoCrNiMnAlx Cladding Layers at High-Temperature Condition. Coatings 2020, 10, 1136. https://doi.org/10.3390/coatings10111136
Cui Y, Shen J, Hu S, Geng K. Oxidation and Wear Mechanisms of FeCoCrNiMnAlx Cladding Layers at High-Temperature Condition. Coatings. 2020; 10(11):1136. https://doi.org/10.3390/coatings10111136
Chicago/Turabian StyleCui, Yan, Junqi Shen, Shengsun Hu, and Keping Geng. 2020. "Oxidation and Wear Mechanisms of FeCoCrNiMnAlx Cladding Layers at High-Temperature Condition" Coatings 10, no. 11: 1136. https://doi.org/10.3390/coatings10111136
APA StyleCui, Y., Shen, J., Hu, S., & Geng, K. (2020). Oxidation and Wear Mechanisms of FeCoCrNiMnAlx Cladding Layers at High-Temperature Condition. Coatings, 10(11), 1136. https://doi.org/10.3390/coatings10111136