Characterization and Wear Response of Magnetron Sputtered W–B and W–Ti–B Coatings on WC–Co Tools



Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
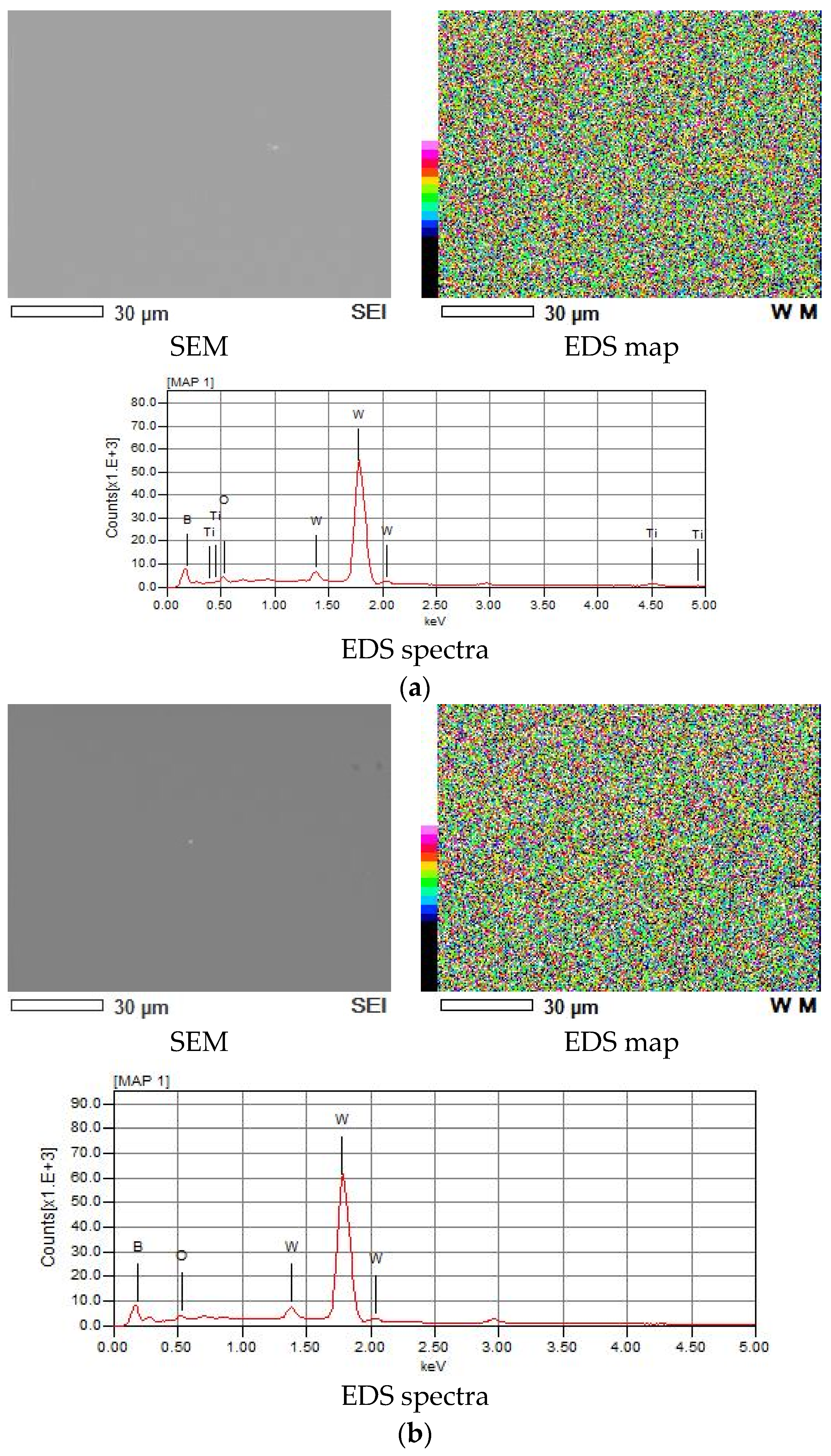
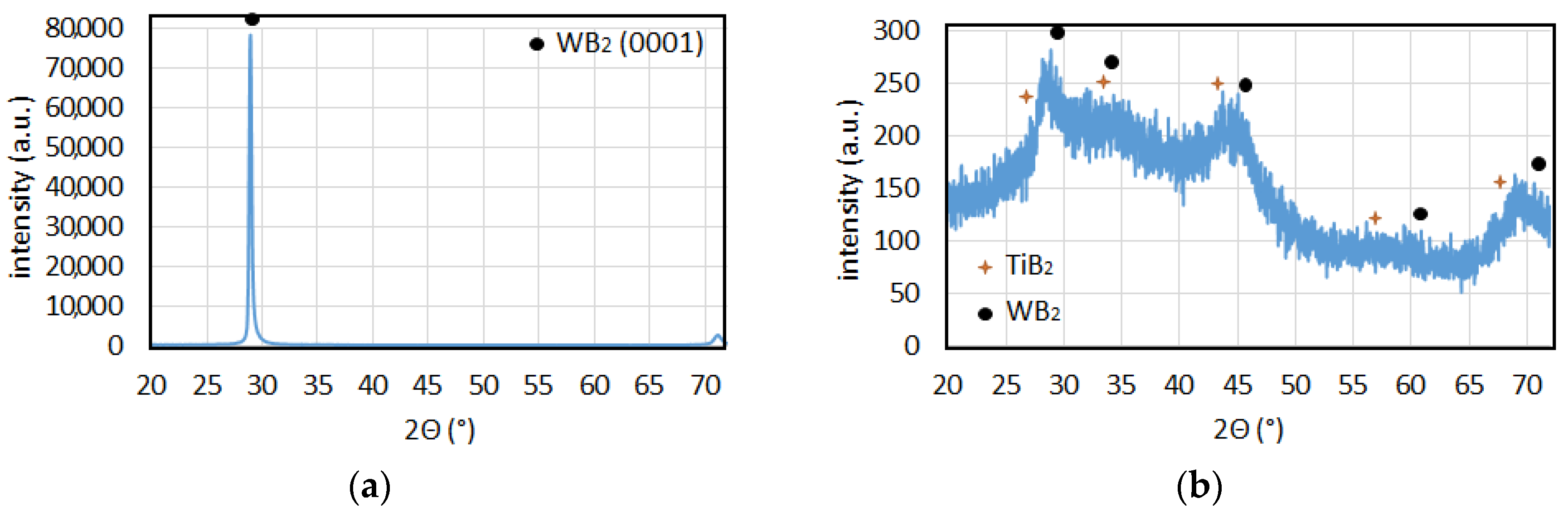
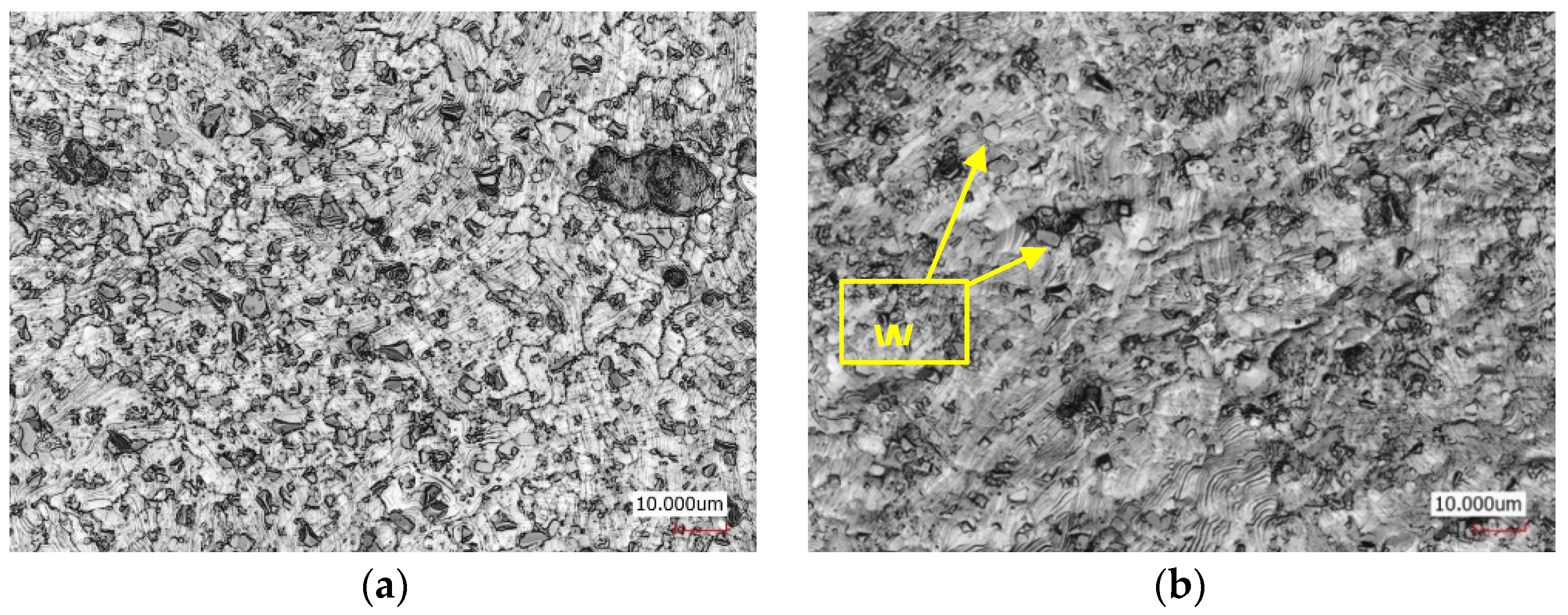
3.1. Microstructure
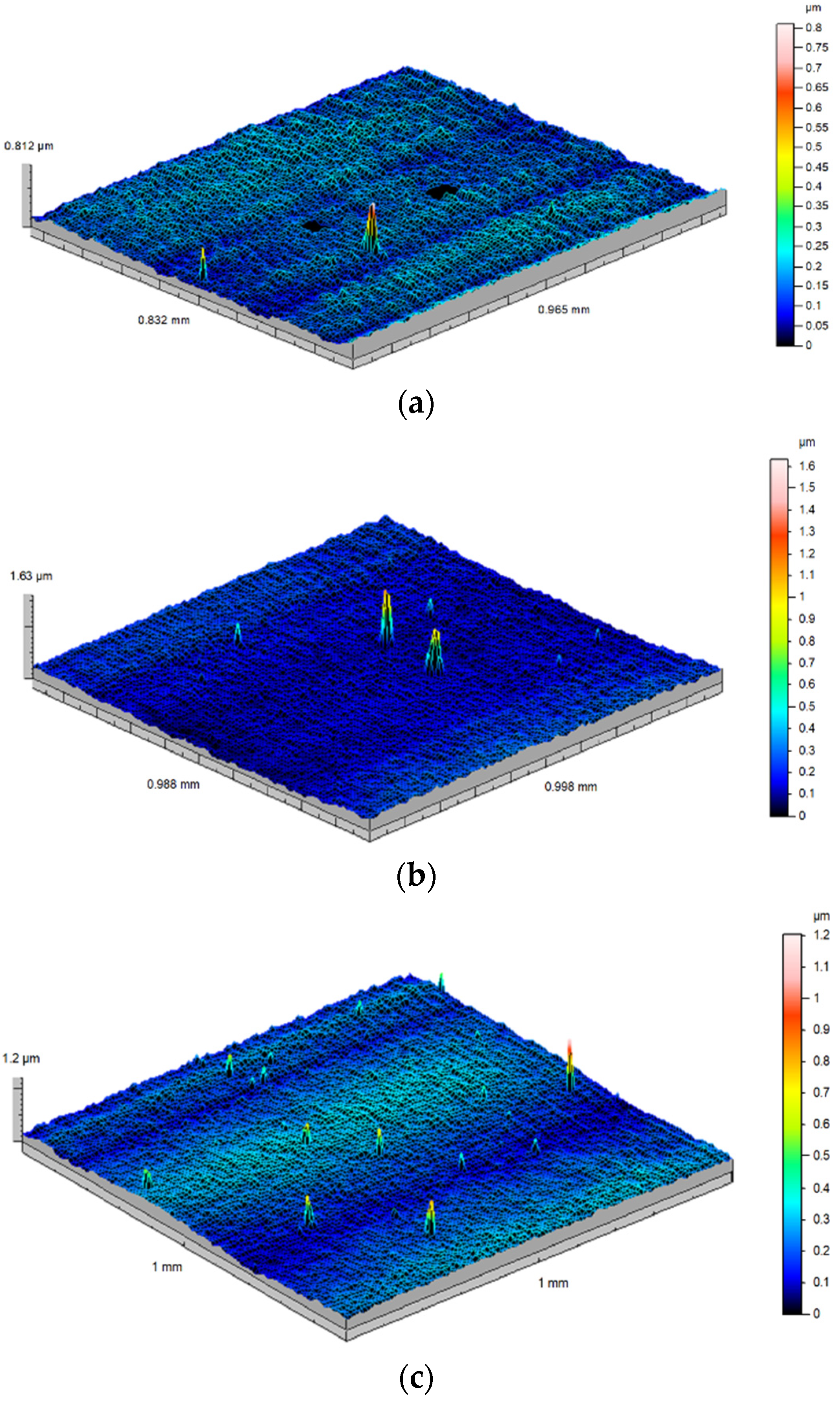
3.2. Surface Topography
3.3. Microhardness
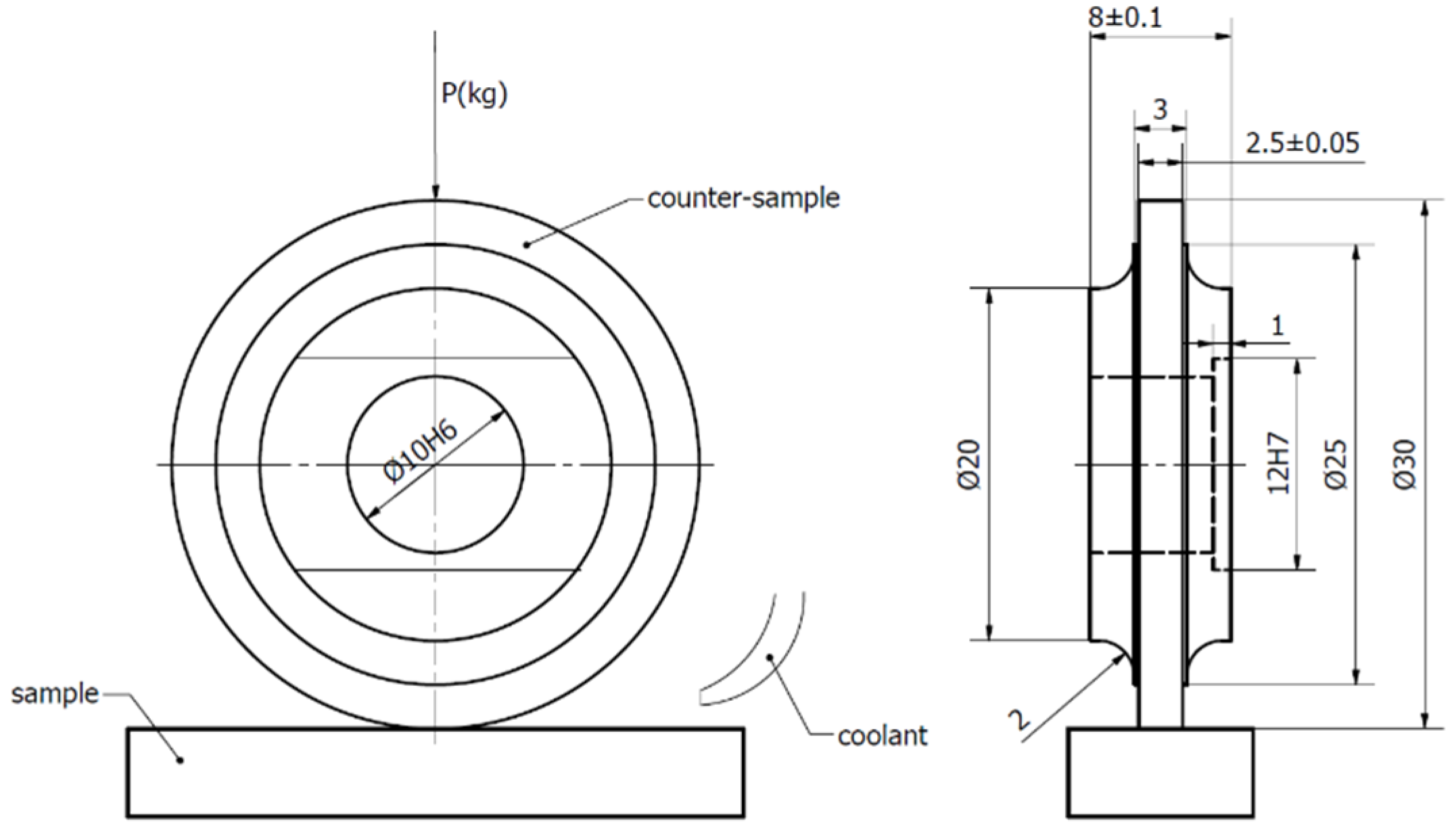
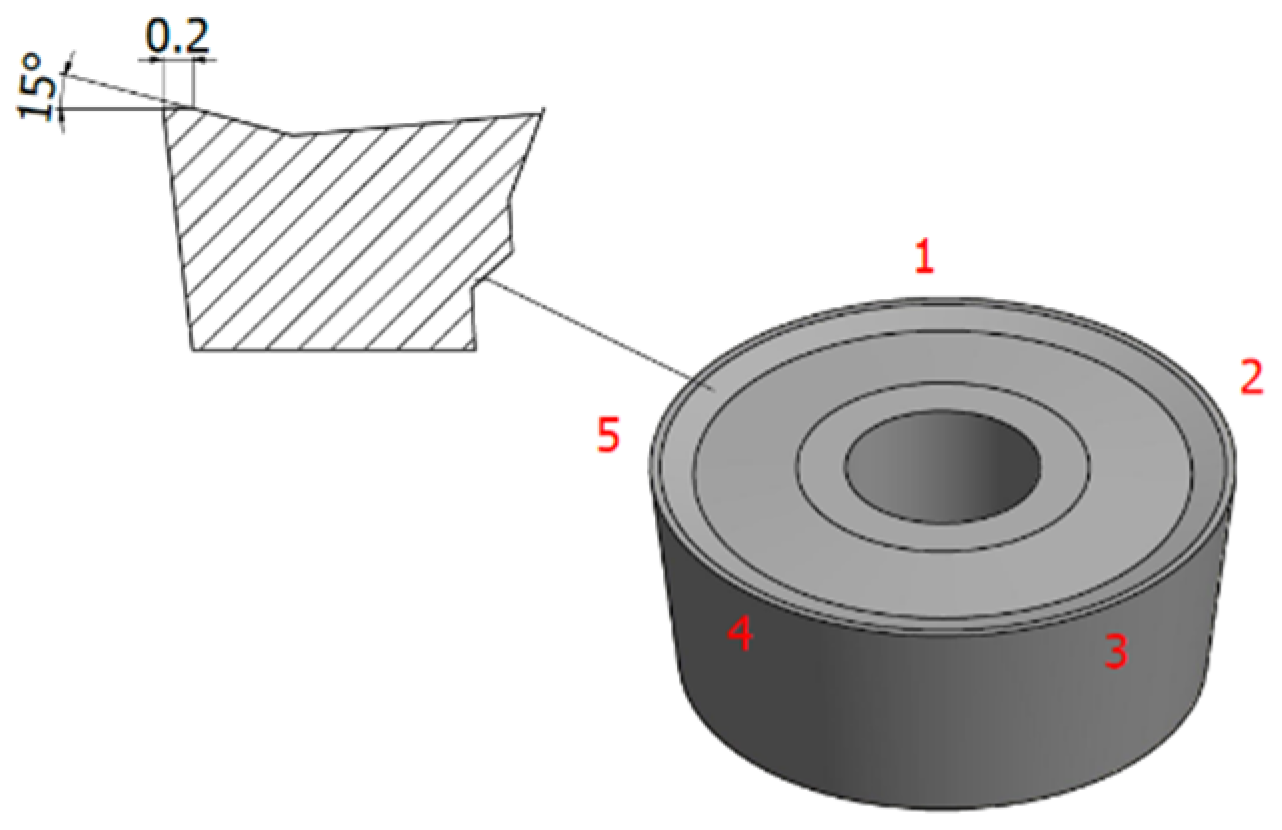
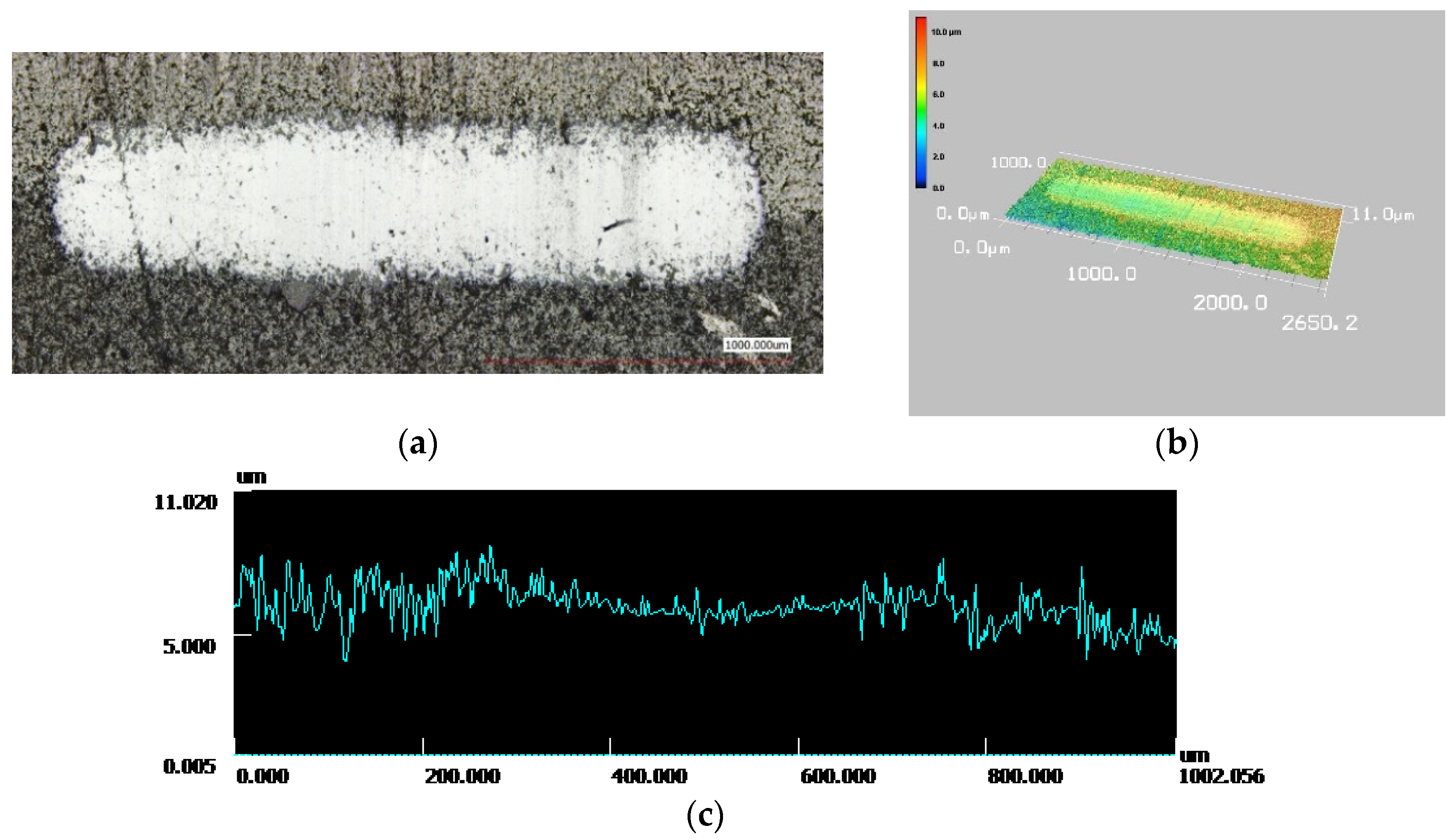
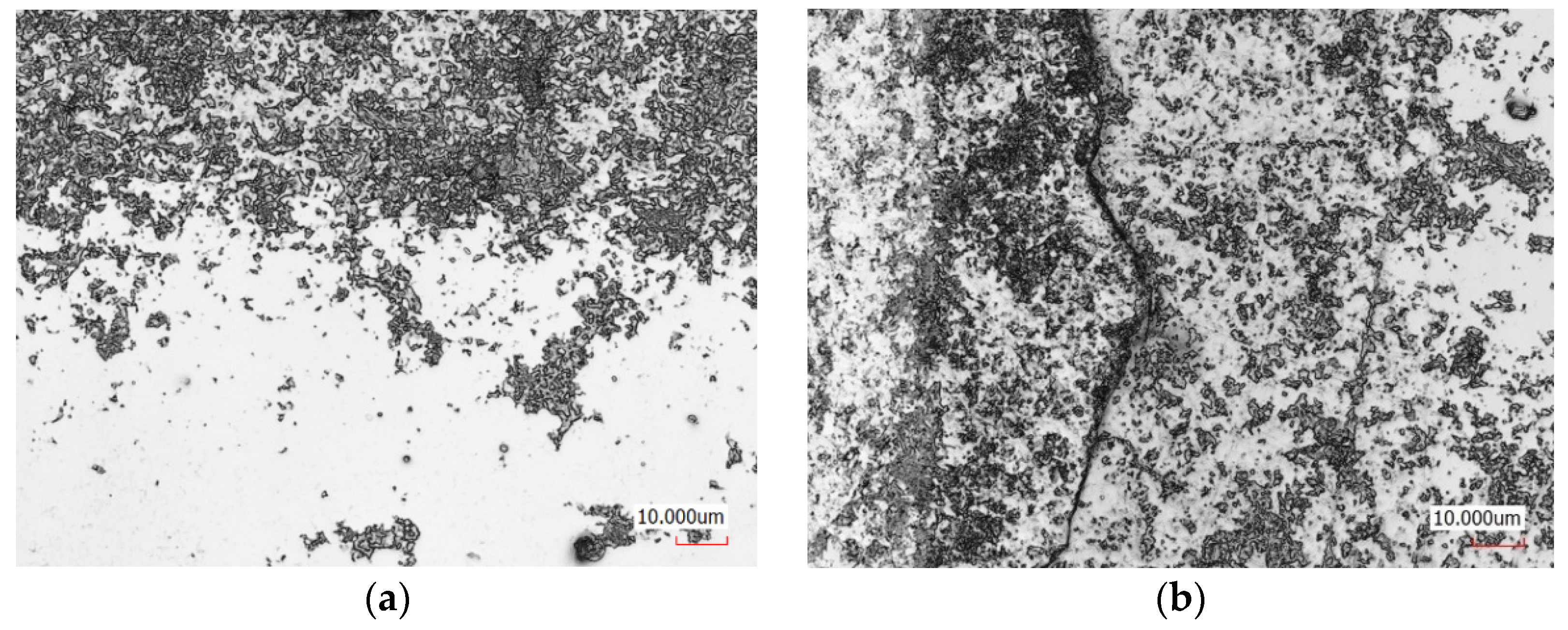
3.4. Wear Test
3.5. Turning Test
4. Conclusions
- W–B and W–Ti–B coatings deposited on WC–Co substrate are smooth and very hard. However, titanium alloy films with hardness of 3630 ± 260 HV0.02 are characterized by lower adhesion to the substrate, which influences the wear mechanism.
- The wear test at semi-dry sliding friction revealed 40% better wear resistance for W–B coating compared to WC–Co and W–Ti–B coating. In case of the W–Ti–B film, delamination and cracking were noted.
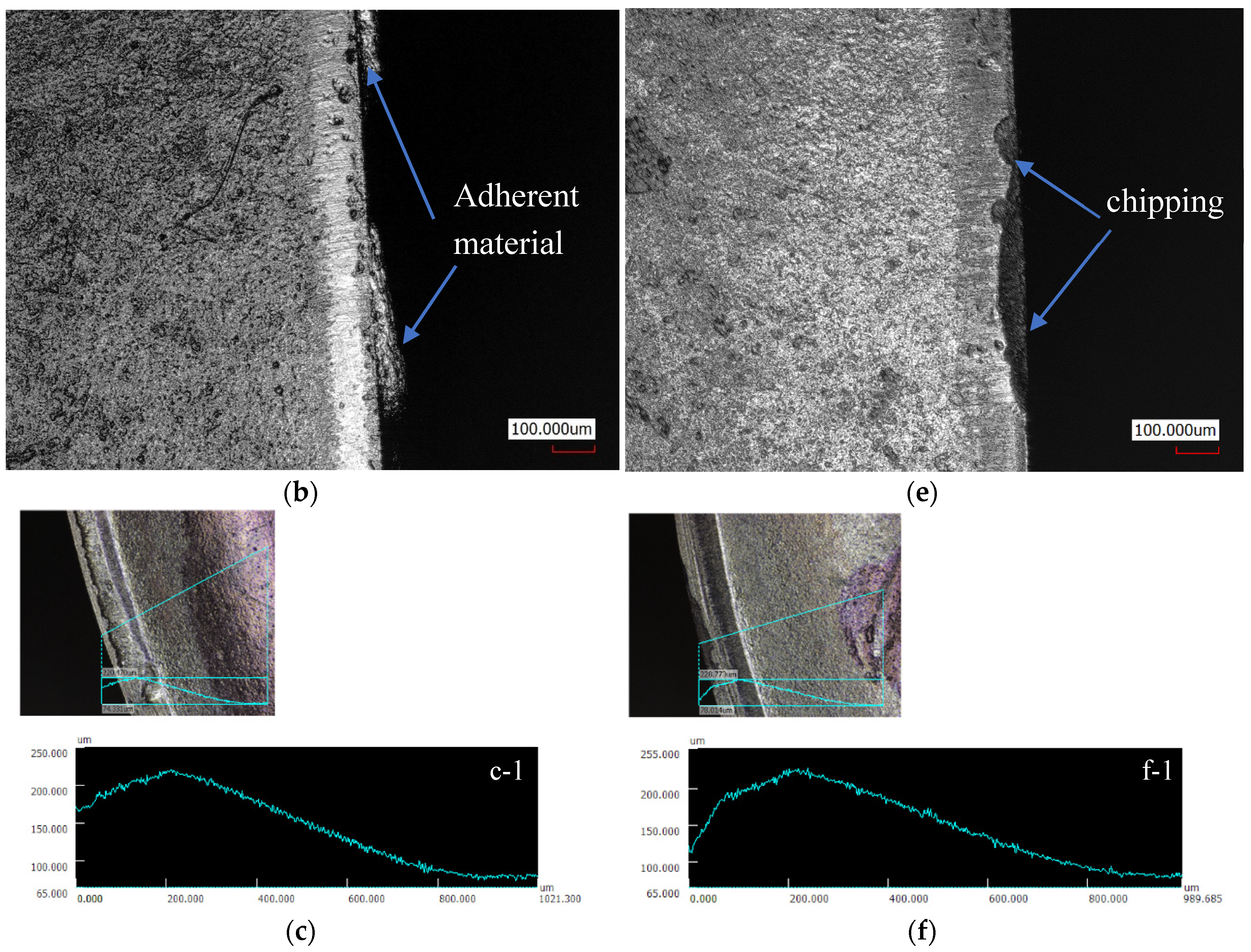
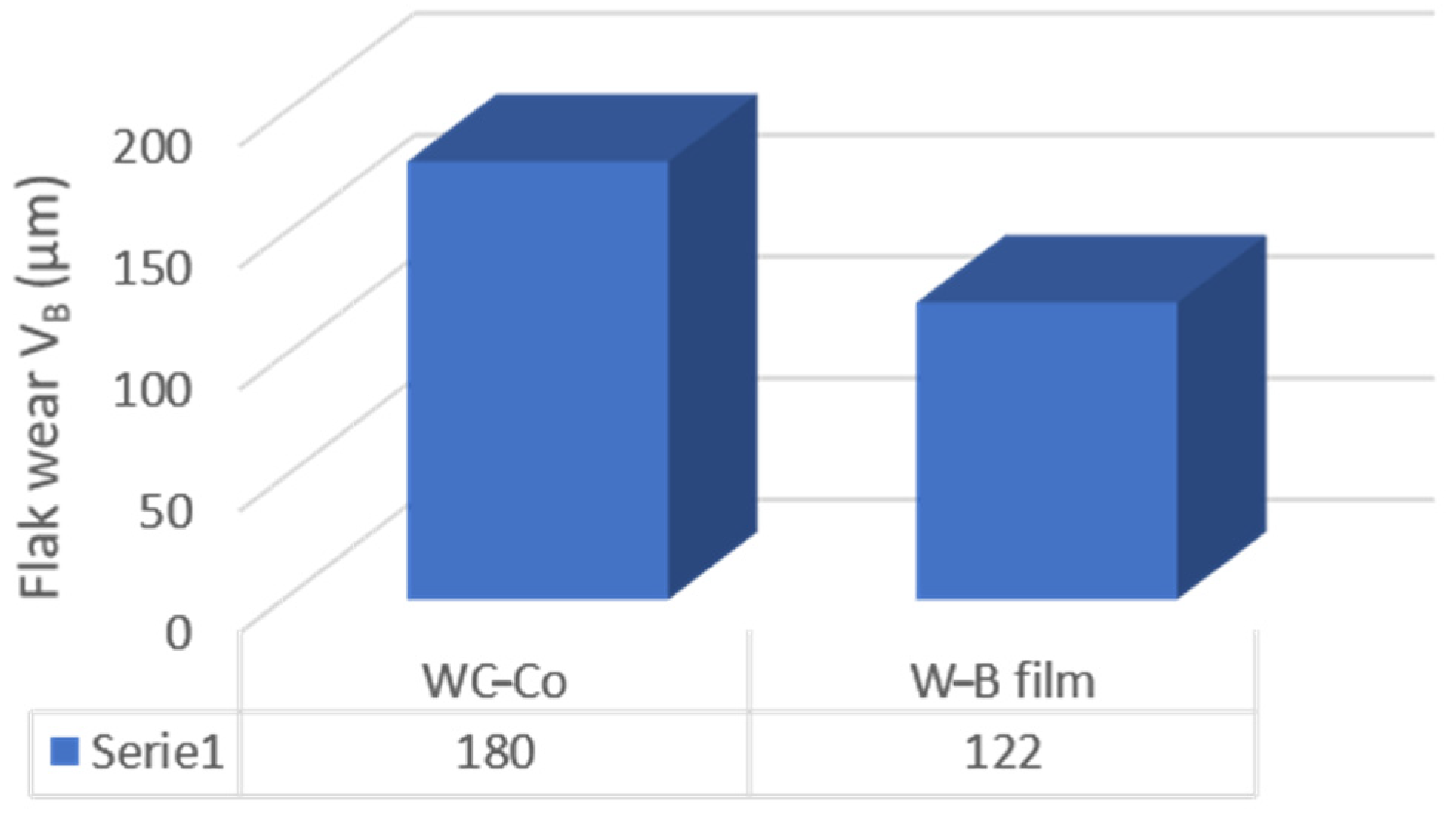
- In the turning test of difficult-to-cut 304 stainless steel, the W–B coated tool showed better wear resistance than the uncoated tool.
- Flank wear was smaller by 30% when W–B film was applied, compared to uncoated WC–Co insert. Additionally, coating prevented chipping of the edge during cutting in tested conditions.
- W–B film deposited by magnetron sputtering has great potential as a coating for cutting tools for difficult-to-cut materials, but it is necessary to carry out more tests under various cutting conditions.
Author Contributions
Funding
Conflicts of Interest
References
- Yumashev, A. Mikhaylov Development of polymer film coatings with high adhesion to steel alloys and high wear resistance. Polym. Compos. 2020, 41, 2875–2880. [Google Scholar] [CrossRef]
- Fuger, C.; Moraes, V.; Hahn, R.; Bolvardi, H.; Polcik, P.; Riedl, H.; Mayrhofer, P.H. Influence of Tantalum on phase stability and mechanical properties of WB2. MRS Commun. 2019, 9, 375–380. [Google Scholar] [CrossRef]
- Alishahi, M.; Mirzaei, S.; Souček, P.; Zábranský, L.; Buršíková, V.; Stupavská, M.; Peřina, V.; Balázsi, K.; Czigány, Z.; Vašina, P. Evolution of structure and mechanical properties of hard yet fracture W–B–C coatings with varying C/W ratio. Surf. Coat. Technol. 2018, 340, 103–111. [Google Scholar] [CrossRef] [Green Version]
- Moscicki, T.; Psiuk, R.; Slominska, H.; Levintant-Zayonts, N.; Garbiec, D.; Pisarek, M.; Bazarnik, P.; Nosewicz, S.; Chrzanowska-Giżyńska, J. Influence of overstoichiometric boron and titanium addition on the properties of RF magnetron sputtered tungsten borides. Surf. Coat. Technol. 2020, 390, 125689. [Google Scholar] [CrossRef]
- Chrzanowska, J.; Hoffman, J.; Denis, P.; Giżyński, M.; Mościcki, T. The effect of process parameters on rhenium diboride films deposited by PLD. Surf. Coat. Technol. 2015, 277, 15–22. [Google Scholar] [CrossRef]
- Wicher, B.; Chodun, R.; Trzciński, M.; Lachowski, A.; Kubiś, M.; Nowakowska-Langier, K.; Zdunek, K. Design of pulsed neon injection in the synthesis of W–B–C films using magnetron sputtering from a surface-sintered single powder cathode. Thin Solid Film. 2020, 716, 138426. [Google Scholar] [CrossRef]
- Berger, M.; Coronel, E.; Olsson, E. Microstructure of d.c. magnetron sputtered TiB2 coatings. Surf. Coat. Technol. 2004, 185, 240–244. [Google Scholar] [CrossRef]
- Pierson, J.; Belmonte, T.; Michel, H. Low temperature growth mechanisms of zirconium diboride films synthesised in flowing microwave Ar–BCl3 post discharges. Surf. Coat. Technol. 1999, 116–119, 1049–1054. [Google Scholar] [CrossRef]
- Dearnley, P.; Schellewald, M.; Dahma, K. Characterisation and wear response of metal-boride coated WC–Co. Wear 2005, 259, 861–869. [Google Scholar] [CrossRef]
- Chrzanowska-Giżyńska, J.; Denis, P.; Woźniacka, S.; Kurpaska, Ł. Mechanical properties and thermal stability of tungsten boride films deposited by radio frequency magnetron sputtering. Ceram. Int. 2018, 44, 19603–19611. [Google Scholar] [CrossRef]
- Chrzanowska, J.; Kurpaska, Ł.; Giżyński, M.; Hoffman, J.; Szymański, Z.; Mościcki, T. Fabrication and characterization of superhard tungsten boride layers. Ceram. Int. 2016, 42, 12221–12230. [Google Scholar] [CrossRef]
- Jiang, C.; Pei, Z.; Liu, Y.; Xiao, J.; Gong, J.; Sun, C. Preparation and characterizationof superhard AlB2-type WB2 nanocomposite coatings. Phys. Status Solidi A 2013, 210, 1221–1227. [Google Scholar] [CrossRef]
- Paiva, J.; Shalaby, M.; Chowdhury, M.; Shuster, L.; Chertovskikh, S.; Covelli, D.; Junior, E.L.; Stolf, P.; Elfizy, A.; Brok, C.S.; et al. Tribological and wear performance of carbide tools with TiB2 PVD coating under varying machining conditions of TiAl6V4 aerospace alloy. Coatings 2017, 7, 187. [Google Scholar] [CrossRef] [Green Version]
- Euchner, H.; Mayrhofer, P.; Riedl, H.; Klimashin, F.; Limbeck, A.; Polcik, P.; Kolozsvari, S. Solid solution hardening of vacancy stabilized TixW1−xB2. Acta Mater. 2015, 101, 55–61. [Google Scholar] [CrossRef] [Green Version]
- Sobol, O.; Dub, S.; Pogrebnjak, A.; Mygushchenko, R.; Postelnyk, A.; Zvyagolsky, A.; Tolmachova, G. The effect of low titanium content on the phase composition, structure, and mechanical properties of magnetron sputtered WB2–TiB2 films. Thin Solid Film. 2018, 662, 137–144. [Google Scholar] [CrossRef]
- Chrzanowska-Giżyńska, J.; Denis, P.; Giżyński, M.; Kurpaska, Ł.; Mihailescu, I.; Ristoscu, C.; Szymański, Z.; Mościcki, T. Thin WBx and WyTi1−yBx films deposited by combined magnetron sputtering and pulsed laser deposition technique. Appl. Surf. Sci. 2019, 478, 505–513. [Google Scholar] [CrossRef]
- Wang, H.; Wang, B.; Li, S.; Xue, Q.; Huang, F. Toughening magnetron sputtered TiB2 coatings by Ni addition. Surf. Coat. Technol. 2013, 232, 767–774. [Google Scholar] [CrossRef]
- Newirkowez, A.; Cappi, B.; Telle, R.; Schmidt, H. (Ti,W,Cr)B2 coatings produced by dc magnetron sputtering. Thin Solid Film. 2012, 520, 1775–1778. [Google Scholar] [CrossRef]
- Sobol, O.; Grigoryev, O.; Kunitsky, Y.; Dub, S.; Podtelezhnikov, A.; Stetsenko, A. Peculiarities of structure state and mechanical characteristics in ion-plasma condensates of quasibinary system borides W2B5–TiB2. Sci. Sinter. 2006, 38, 63–72. [Google Scholar] [CrossRef]
- Smolik, J.; Kacprzńska-Gołacka, J.; Sowa, S.; Piasek, A. The analysis of resistance to brittle cracking of tungsten doped TiB2 coatings obtained by magnetron sputtering. Coatings 2020, 10, 807. [Google Scholar] [CrossRef]
- Smolik, J.; Mazurkiewicz, A.; Garbacz, H.; Kopia, A. Tungsten doped TiB2 coatings obtained by magnetron sputtering. J. Mach. Constr. Maint. 2018, 4, 27–32. [Google Scholar]
- Musil, J. Flexible hard nanocomposite coatings. RSC Adv. 2015, 5, 60482–60495. [Google Scholar] [CrossRef]
- Moscicki, T.; Radziejewska, J.; Hoffman, J.; Chrzanowska, J.; Levintant-Zayonts, N.; Garbiec, D.; Szymanski, Z. WB2 to WB3 phase change during reactive spark plasma sintering and pulsed laser ablation/deposition processes. Ceram. Int. 2015, 41, 8273–8281. [Google Scholar] [CrossRef]
- ISO 4288 Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; International Organization for Standardization (ISO): Geneva, Switzerland, 1 August 1996.
- ISO 11562 Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Metrological Characteristics of Phase Correct Filters; International Organization for Standardization (ISO): Geneva, Switzerland, 1 December 1996.
- T-MaxⓇ P Insert for Turning RCMX 12 04 00 H13A (SANDVIK Coromant ). Available online: https://www.sandvik.coromant.com/en-gb/products/pages/productdetails.aspx?c=rcmx%2012%2004%2000%20h13a (accessed on 15 December 2020).
- Humphrey, G.L. The heats of formation of TiO, Ti2O3, Ti3O5 and TiO2 from combustion calorimetry. J. Am. Chem. Soc. 1951, 73, 1587–1590. [Google Scholar] [CrossRef]
- Shovkoplyas, O.A.; Sobol, O.V. Influence of thermal and radiation effects on the phase composition, structure and stress-strain state of Ti–W–B system coatings deposited from ion-atomic fluxes. J. Nano-Electron. Phys. 2014, 6, 02024. [Google Scholar]
- Moraes, V.; Riedl, H.; Fuger, C.; Polcik, P.; Bolvardi, H.; Holec, D.; Mayrhofer, P. Ab initio inspired design of ternary boride thin films. Sci. Rep. 2018, 8, 9288. [Google Scholar] [CrossRef]
- Jonsson, B.; Hogmark, S. Hardness measurement of thin films. Thin Solid Film. 1984, 114, 257–269. [Google Scholar] [CrossRef]
- Zhao, F.; Tao, Q.; You, C.; Ye, M.; Li, L.; Han, Y.; Dong, S.; Wang, X.; Cui, T.; Zhu, P. Enhanced hardness in tungsten–substituted molybdenum diboride solid solutions by local symmetry reduction. Mater. Chem. Phys. 2020, 251, 123188. [Google Scholar] [CrossRef]
- Bakhit, B.; Palisatis, J.; Wu, Z.; Sortica, M.; Primetzhofer, D.; Persson, P.; Rosen, J.; Hultman, L.; Petrov, I.; Greene, J.; et al. Age hardening in superhard ZrB2-rich Zr1−xTaxBy thin films. Scr. Mater. 2021, 191, 120–125. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | WBy | W1−xTixBy | ||
|---|---|---|---|---|
| Mass % | Atom % | Mass % | Atom % | |
| B | 12.0 | 67.2 | 14.1 | 68.3 |
| W | 86.9 | 28.7 | 81.1 | 23.1 |
| Ti | 0 | 0 | 3.2 | 3.5 |
| O | 1.1 | 4.1 | 1.6 | 5.1 |
| y = B/(W + Ti) | – | 2.3 | – | 2.6 |
| x = Ti/(W + Ti) | – | 0 | – | 0.1 |
| Roughness Parameters (μm) | WC | W–B | W–Ti–B |
|---|---|---|---|
| Ra | 0.022 | 0.029 | 0.038 |
| Rq | 0.026 | 0.036 | 0.043 |
| Rp | 0.069 | 0.119 | 0.096 |
| Rv | 0.066 | 0.089 | 0.090 |
| Rz | 0.134 | 0.208 | 0.145 |
| Sm | 5.4 | 6.3 | 4.5 |
| Roughness Parameters (μm) | WC | W–B | W–Ti–B |
|---|---|---|---|
| Sa | 0.026 | 0.045 | 0.043 |
| Sp | 0.667 | 1.470 | 1.010 |
| Sv | 0.144 | 0.166 | 0.208 |
| Sz | 0.809 | 0.906 | 0.925 |
| Insert | Roughness Parameters (μm) | |||
|---|---|---|---|---|
| Ra (µm) | Rz (µm) | Rq (µm) | Rv (µm) | |
| WC–Co | 0.43 | 3.00 | 0.55 | 1.46 |
| W–B | 0.32 | 2.30 | 0.41 | 1.14 |
| Sample Material | Volume of Loss Material (106 μm3) | Mean Value | ||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||
| WC–Co | 1.06 | 0.941 | 1.217 | 1.089 | 0.978 | 1.057 |
| W–B film on WC–Co | 0.598 | 0.466 | 0.496 | 1.011 | 0.620 | 0.638 |
| W–Ti–B film on WC–Co | 1.106 | 0.897 | 1.276 | 1.197 | 1.820 | 1.259 |
| No Test | VB (μm) | |
|---|---|---|
| WC–Co | W–B Film | |
| 1 | 160 | 104 |
| 2 | 184 | 103 |
| 3 | 172 | 145 |
| 4 | 218 | 115 |
| 5 | 167 | 141 |
| Mean value | 180 | 122 |
| Std. dev. | 22.9 | 20.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Radziejewska, J.; Psiuk, R.; Mościcki, T. Characterization and Wear Response of Magnetron Sputtered W–B and W–Ti–B Coatings on WC–Co Tools. Coatings 2020, 10, 1231. https://doi.org/10.3390/coatings10121231
Radziejewska J, Psiuk R, Mościcki T. Characterization and Wear Response of Magnetron Sputtered W–B and W–Ti–B Coatings on WC–Co Tools. Coatings. 2020; 10(12):1231. https://doi.org/10.3390/coatings10121231
Chicago/Turabian StyleRadziejewska, Joanna, Rafał Psiuk, and Tomasz Mościcki. 2020. "Characterization and Wear Response of Magnetron Sputtered W–B and W–Ti–B Coatings on WC–Co Tools" Coatings 10, no. 12: 1231. https://doi.org/10.3390/coatings10121231
APA StyleRadziejewska, J., Psiuk, R., & Mościcki, T. (2020). Characterization and Wear Response of Magnetron Sputtered W–B and W–Ti–B Coatings on WC–Co Tools. Coatings, 10(12), 1231. https://doi.org/10.3390/coatings10121231