Thermal Stability of CrWN Glass Molding Coatings after Vacuum Annealing


Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Conclusions
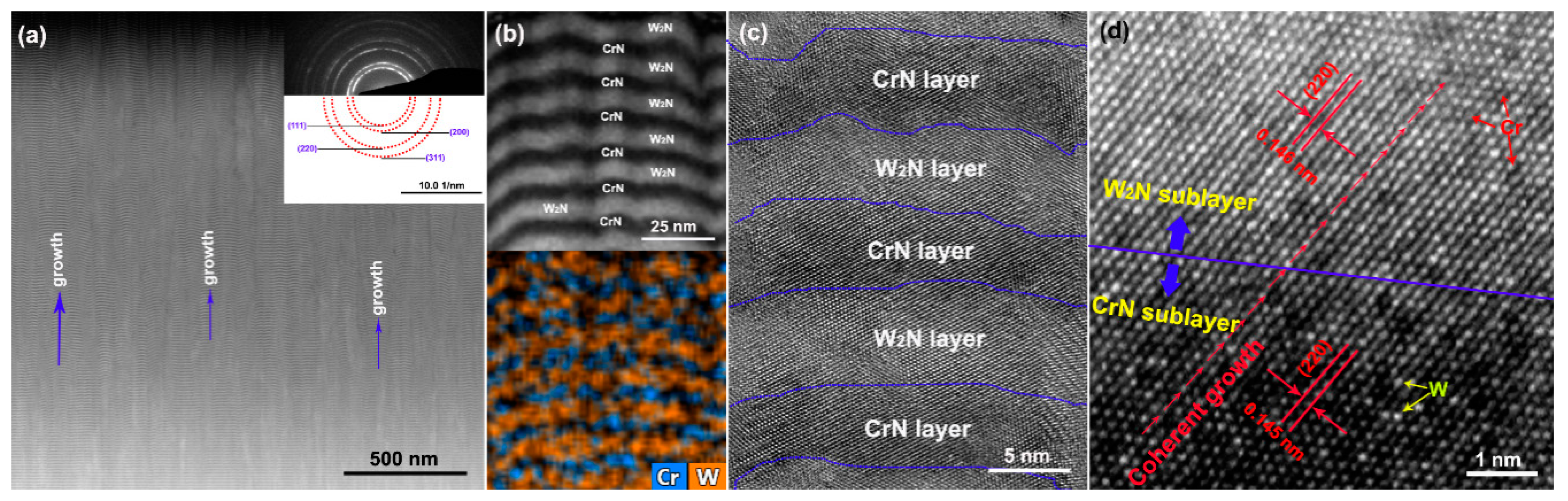
- The as-deposited coatings showed columnar structures consisting of multilayer c-CrN and c-W2N phases. The preferential orientation of these structures varied from (111) to (200), and the surfaces became smoother under increasing W content.
- The as-deposited coatings suffered from aggravated lattice expansion. The grain size and cluster particle sizes showed an obvious decrease under increasing W content. These changes led to a constant hardness enhancement.
- The annealed coatings underwent minor oxidation and varying degrees of surface coarsening. The roughness value gradually increased due to an increasing volume fraction of W oxides.
- The annealed coatings experienced spinodal decomposition while forming nm-sized c-CrN, c-W2N, and h-WN domains. The volume fraction of the h-WN phase increased significantly with the increase of W content.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, S.; Zhou, L.; Xue, C.; Wang, L. Design and simulation of a superposition compound eye system based on hybrid diffractive-refractive lenses. J. Appl. Opt. 2017, 56, 7442–7449. [Google Scholar] [CrossRef] [PubMed]
- Jiang, C.; Lim, B.; Zhang, S. Three-dimensional shape measurement using a structured light system with dual projectors. Appl. Opt. 2018, 57, 3983–3990. [Google Scholar] [CrossRef] [PubMed]
- Yin, S.; Jia, H.; Zhang, G.; Chen, F.; Zhu, K. Review of small aspheric glass lens molding technologies. Front. Mech. Eng. 2017, 12, 66–76. [Google Scholar] [CrossRef]
- Tang, L.; Zhou, T.; Zhou, J.; Liang, Z.; Wang, X. Research on single point diamond turning of chalcogenide glass aspheric lens. Procedia CIRP 2018, 71, 293–298. [Google Scholar] [CrossRef]
- Tao, B.; He, P.; Shen, L.; Yi, A. Quantitatively measurement and analysis of residual stresses in molded aspherical glass lenses. Int. J. Adv. Manuf. Tech. 2014, 74, 1167–1174. [Google Scholar] [CrossRef]
- Firestone, G.C.; Yi, A.Y. Precision compression molding of glass microlenses and microlens arrays—An experimental study. Appl. Opt. 2005, 44, 6115–6122. [Google Scholar] [CrossRef]
- Yi, A.Y.; Chen, Y.; Klocke, F.; Pongs, G.; Demmer, A.; Grewell, D.; Benatar, A. A high volume precision compression molding process of glass diffractive optics by use of a micromachined fused silica wafer mold and low Tg optical glass. J. Micromech. Microeng. 2006, 16, 2000–2005. [Google Scholar] [CrossRef]
- Rieser, D.; Spieß, G.; Manns, P. Investigations on glass-to-mold sticking in the hot forming process. J. Non-Crystal. Solids 2008, 354, 1393–1397. [Google Scholar] [CrossRef]
- Fischbach, K.D.; Georgiadis, K.; Wang, F.; Dambon, O.; Klocke, F.; Chen, Y.; Allen, Y.Y. Investigation of the effects of process parameters on the glass-to-mold sticking force during precision glass molding. Surf. Coat. Technol. 2010, 205, 312–319. [Google Scholar] [CrossRef]
- Klocke, F.; Bouzakis, K.-D.; Georgiadis, K.; Gerardis, S.; Skordaris, G.; Pappa, M. Adhesive interlayers’ effect on the entire structure strength of glass molding tools’ Pt-Ir coatings by nano-tests determined. Surf. Coat. Technol. 2011, 206, 1867–1872. [Google Scholar] [CrossRef]
- Zhu, X.-Y.; Wei, J.-J.; Chen, L.-X.; Liu, J.-L.; Hei, L.-F.; Li, C.-M.; Zhang, Y. Anti-sticking Re-Ir coating for glass molding process. Thin Solid Films 2015, 584, 305–309. [Google Scholar] [CrossRef] [Green Version]
- Tseng, S.F.; Lee, C.T.; Huang, K.C.; Chiang, D.; Huang, C.Y.; Chou, C.P. Mechanical properties of Pt-Ir and Ni-Ir binary alloys for glass-molding dies coating. J. Nanosci. Nanotechnol. 2011, 11, 8682–8688. [Google Scholar] [CrossRef] [PubMed]
- Bernhardt, F.; Georgiadis, K.; Dolle, L.; Dambon, O.; Klocke, F. Development of a ta-C diamond-like carbon (DLC) coating by magnetron sputtering for use in precision glass molding. Materialwissenschaft und Werkstofftechnik 2013, 44, 661–666. [Google Scholar] [CrossRef]
- Xie, Z.W.; Wang, L.P.; Wang, X.F.; Huang, L.; Lu, Y.; Yan, J.C. Influence of high temperature annealing on the structure, hardness and tribological properties of diamond-like carbon and TiAlSiCN nanocomposite coatings. Appl. Surf. Sci. 2011, 258, 1206–1211. [Google Scholar] [CrossRef]
- Chen, Y.-I.; Lin, Y.-T.; Chang, L.-C.; Lee, J.-W. Preparation and annealing study of CrTaN coatings on WC-Co. Surf. Coat. Technol. 2011, 206, 1640–1647. [Google Scholar] [CrossRef]
- Chen, Y.-I.; Lin, K.-Y.; Wang, H.-H.; Cheng, Y.-R. Characterization of Ta-Si-N coatings prepared using direct current magnetron co-sputtering. Appl. Surf. Sci. 2014, 305, 805–816. [Google Scholar] [CrossRef]
- Chang, L.-C.; Chang, C.-Y.; Chen, Y.-I. Mechanical properties and oxidation resistance of reactively sputtered Ta1-xZrxNy thin films. Surf. Coat. Technol. 2015, 280, 27–36. [Google Scholar] [CrossRef]
- Chen, Y.-I.; Wang, H.-H. Oxidation resistance and mechanical properties of Cr-Ta-Si-N coatings in glass molding processes. Surf. Coat. Technol. 2014, 260, 118–125. [Google Scholar] [CrossRef]
- Lin, T.-N.; Han, S.; Weng, K.-W.; Lee, C.-T. Investigation on the structural and mechanical properties of anti-sticking sputtered tungsten chromium nitride films. Thin Solid Films 2013, 529, 333–337. [Google Scholar] [CrossRef]
- Chen, Y.-I.; Cheng, Y.-R.; Chang, L.-C.; Lee, J.-W. Chemical inertness of Cr-W-N coatings in glass molding. Thin Solid Films 2015, 593, 102–109. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, Y.-W.; Gao, J.-B.; Zhao, Z.-W.; Guo, Y.-Y.; Xie, Z.-W.; Kelly, P. Effect of the filament discharge current on the microstructure and performance of plasma-enhanced magnetron sputtered TiN coatings. J. Alloys Compd. 2017, 725, 877–883. [Google Scholar] [CrossRef] [Green Version]
- Gu, B.; Tu, J.P.; Zheng, X.H.; Yang, Y.Z.; Penga, S.M. Comparison in mechanical and tribological properties of Cr-W-N and Cr-Mo-N multilayer films deposited by DC reactive magnetron sputtering. Surf. Coat. Technol. 2008, 202, 2189–2193. [Google Scholar] [CrossRef]
- Lin, C.-H.; Duh, J.-G.; Yau, B.-S. Processing of chromium tungsten nitride hard coatings for glass molding. Surf. Coat. Technol. 2006, 201, 1316–1322. [Google Scholar] [CrossRef]
- Hones, P.; Sanjinés, R.; Lévy, F. Sputter deposited chromium nitride based ternary compounds for hard coatings. Thin Solid Films 1998, 332, 240–246. [Google Scholar] [CrossRef]
- Wu, Z.; Tian, X.; Gong, C.; Yang, S.; Chu, P.K. Micrograph and structure of CrN films prepared by plasma immersion ion implantation and deposition using HPPMS plasma source. Surf. Coat. Technol. 2013, 229, 210–216. [Google Scholar] [CrossRef]
- Lippitz, A.; Hübert, T.H. XPS investigations of chromium nitride thin films. Surf. Coat. Technol. 2005, 200, 250–253. [Google Scholar] [CrossRef]
- Chang, J.H.; Jung, M.N.; Park, J.S.; Park, S.H.; Im, I.H.; Lee, H.J.; Ha, J.S.; Fujii, K.; Hanada, T.; Yao, T.; et al. X-ray photoelectron spectroscopy study on the CrN surface grown on sapphire substrate to control the polarity of ZnO by plasma-assisted molecular beam epitaxy. Appl. Surf. Sci. 2009, 255, 8582–8586. [Google Scholar] [CrossRef]
- Zhang, X.X.; Wu, Y.Z.; Mu, B.; Qiao, L.; Li, W.X.; Li, J.J.; Wang, P. Thermal stability of tungsten sub-nitride thin film prepared by reactive magnetron sputtering. J. Nucl. Mater. 2017, 485, 1–7. [Google Scholar] [CrossRef]
- Baker, C.C.; Shah, S.I. Reactive sputter deposition of tungsten nitride thin films. J. Vac. Sci. Technol. A 2002, 20, 1699–1703. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, Z.; Yang, Z.; Shingubara, S. Characterization of sputtered tungsten nitride flm and its application to Cu electroless plating. Microelectr. Eng. 2008, 85, 395–400. [Google Scholar] [CrossRef]
- Agouram, S.; Bodart, F.; Terwagne, G. LEEIXS and XPS studies of reactive unbalanced magnetron sputtered chromium oxynitride thin films with air. J. Electron Spectrosc. Relat. Phenom. 2004, 134, 173–181. [Google Scholar] [CrossRef]
- Song, H.Y.; Jiang, H.F.; Liu, X.Q.; Jiang, Y.Z.; Meng, G.Y. Preparation of WOx-TiO2 and the Photocatalytic Activity under Visible Irradiation. Key. Eng. Mater. 2007, 336–338, 1979–1982. [Google Scholar] [CrossRef]
- Lu, F.H.; Chen, H.Y.; Hung, C.H. Degradation of CrN films at high temperature under controlled atmosphere. JVSTA 2003, 21, 671. [Google Scholar] [CrossRef]
- Asgary, S.; Hantehzadeh, M.R.; Ghoranneviss, M. Temperature dependence of copper diffusion in different thickness amorphous tungsten/tungsten nitride layer. Phys. Met. Metall. 2017, 118, 1127–1135. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Hsiao, C.Y. High temperature oxidation resistance of multicomponent Cr-Ti-Al-Si-N coatings. Surf. Coat. Technol. 2009, 204, 992–996. [Google Scholar] [CrossRef]
- Zou, H.K.; Chen, L.; Chang, K.K.; Pei, F.; Du, Y. Enhanced hardness and age-hardening of TiAlN coatings through Ru-addition. Scr. Mater. 2019, 162, 382–386. [Google Scholar] [CrossRef]
- Ha, C.; Xu, Y.X.; Chen, L.; Pei, F.; Du, Y. Mechanical properties, thermal stability and oxidation resistance of Ta-doped CrAlN coatings. Surf. Coat. Technol. 2019, 368, 25–32. [Google Scholar]
- Chen, L.; Du, Y.; Mayrhofer, P.H.; Wang, S.Q.; Li, J. The influence of age-hardening on turning and milling performance of Ti-Al-N coated inserts. Surf. Coat. Technol. 2008, 202, 5158–5161. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Hörling, A.; Karlsson, L.; Sjoelen, J. Self-organized nanostructures in the Ti-Al-N system. Appl. Phys. Lett. 2003, 83, 2049–2051. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Power of Cr Target (W) | Power of W Target (W) | Time (min) |
|---|---|---|---|
| C1 | 5000 | 4000 | 65 |
| C2 | 2700 | 4000 | 100 |
| C3 | 1600 | 5100 | 100 |
| Sample | Cr at % | W at % | N at % | O at % |
|---|---|---|---|---|
| C1 | 35.9 ± 2.3 | 21.8 ± 5.0 | 40.2 ± 4.8 | 2.1 ± 0.6 |
| C2 | 26.4 ± 1.4 | 31.9 ± 6.1 | 40.3 ± 4.5 | 1.4 ± 0.5 |
| C3 | 13.9 ± 0.7 | 42.1 ± 6.9 | 43.1 ± 4.4 | 0.9 ± 0.4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, X.; Xie, Z.; Li, K.; Chen, Q.; Chen, Y.; Gong, F. Thermal Stability of CrWN Glass Molding Coatings after Vacuum Annealing. Coatings 2020, 10, 198. https://doi.org/10.3390/coatings10030198
Huang X, Xie Z, Li K, Chen Q, Chen Y, Gong F. Thermal Stability of CrWN Glass Molding Coatings after Vacuum Annealing. Coatings. 2020; 10(3):198. https://doi.org/10.3390/coatings10030198
Chicago/Turabian StyleHuang, Xinfang, Zhiwen Xie, Kangsen Li, Qiang Chen, Yongjun Chen, and Feng Gong. 2020. "Thermal Stability of CrWN Glass Molding Coatings after Vacuum Annealing" Coatings 10, no. 3: 198. https://doi.org/10.3390/coatings10030198
APA StyleHuang, X., Xie, Z., Li, K., Chen, Q., Chen, Y., & Gong, F. (2020). Thermal Stability of CrWN Glass Molding Coatings after Vacuum Annealing. Coatings, 10(3), 198. https://doi.org/10.3390/coatings10030198