Effect of Ultrafine Grains on the Coating Reaction and Anticorrosion Performance of Anodized Pure Aluminum


Abstract
:1. Introduction
2. Experiment
2.1. Processing Route
2.2. Microstructure Characterization
2.3. Electrochemical Corrosion Test
3. Results and Discussion
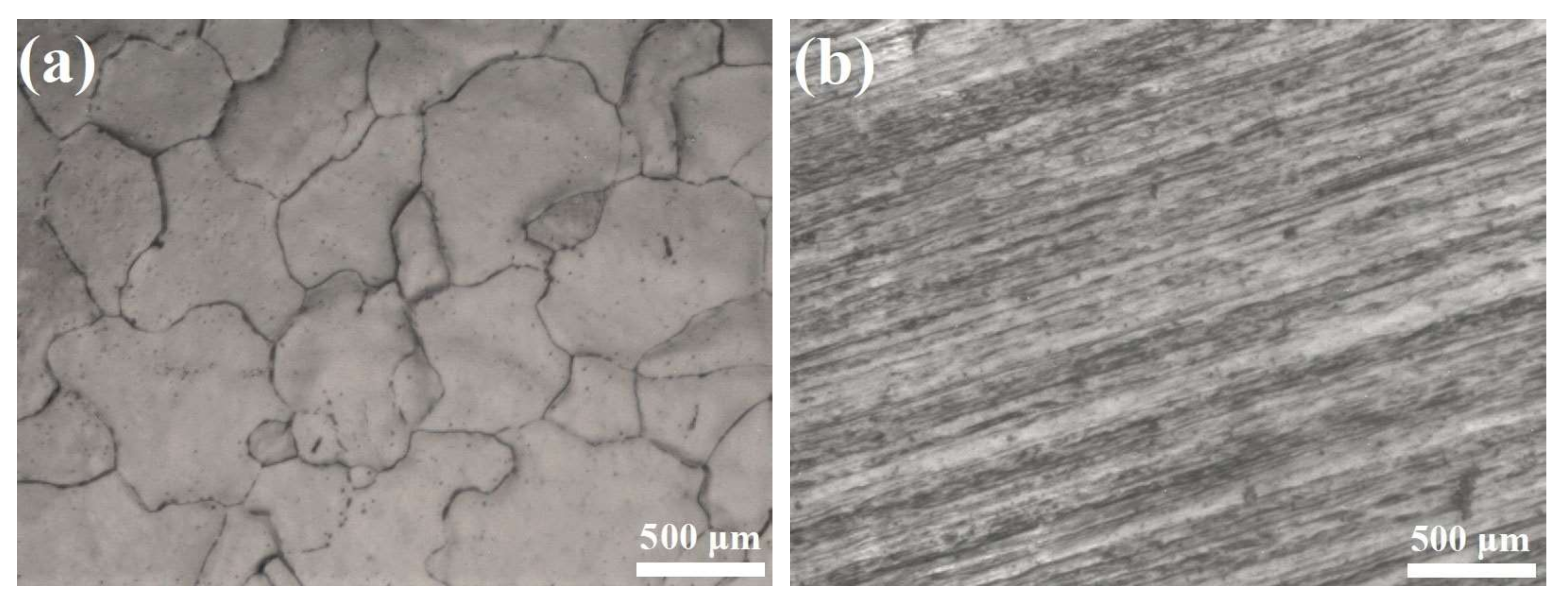
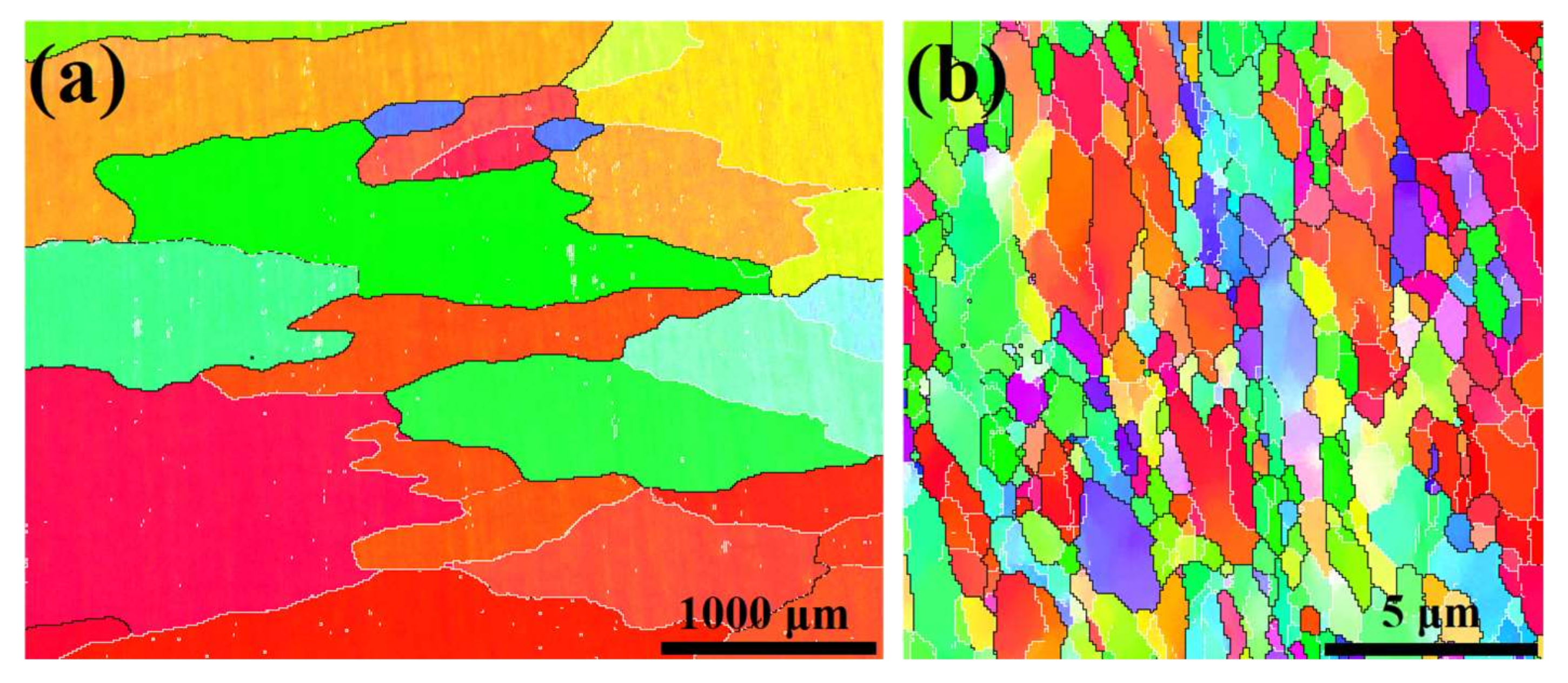
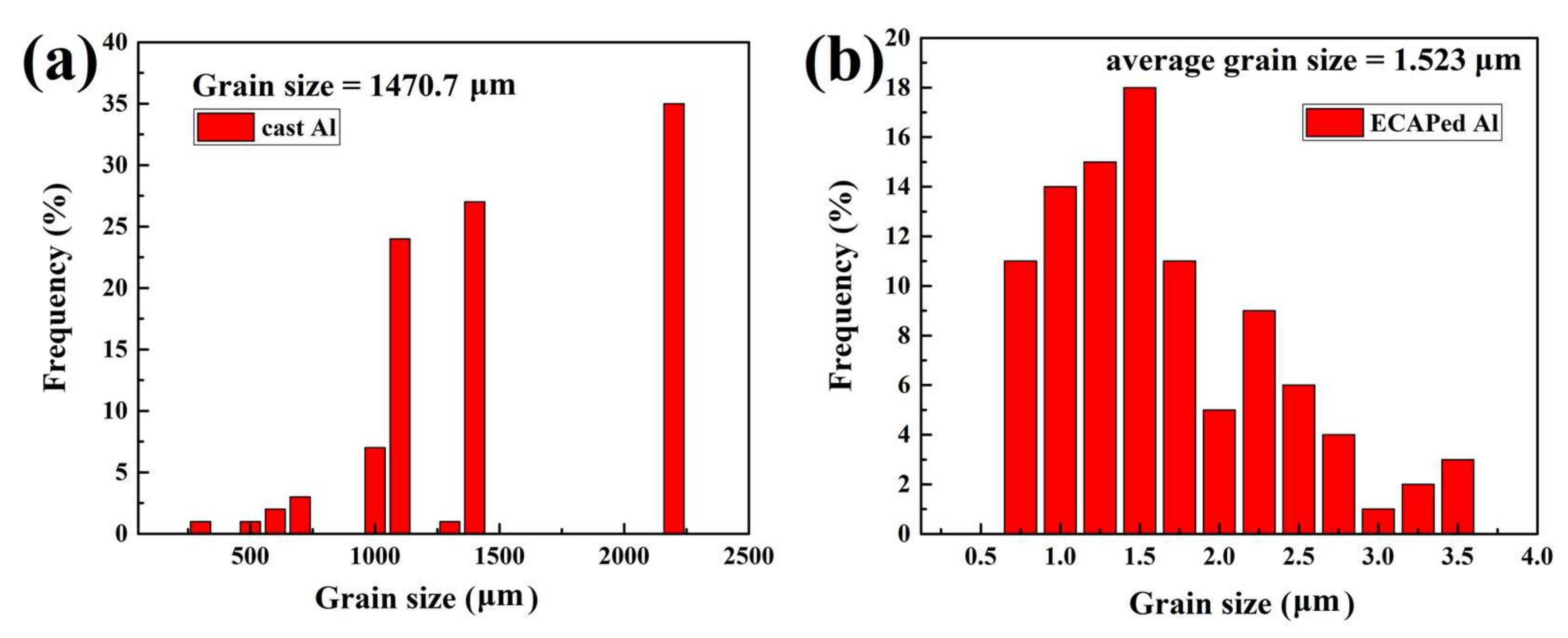
3.1. Microstructure Characteristics
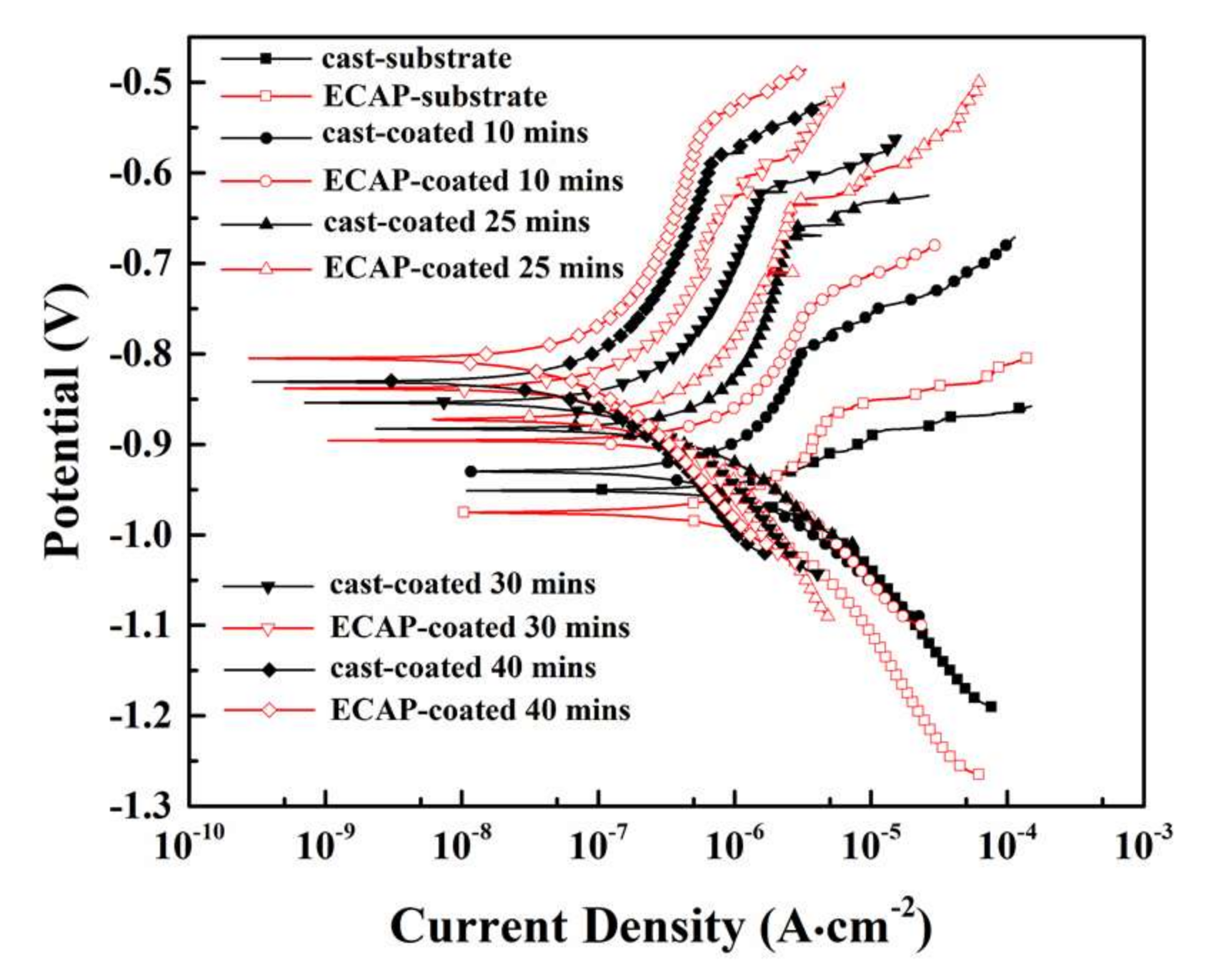
3.2. Electrochemical Corrosion Behavior in NaCl Medium
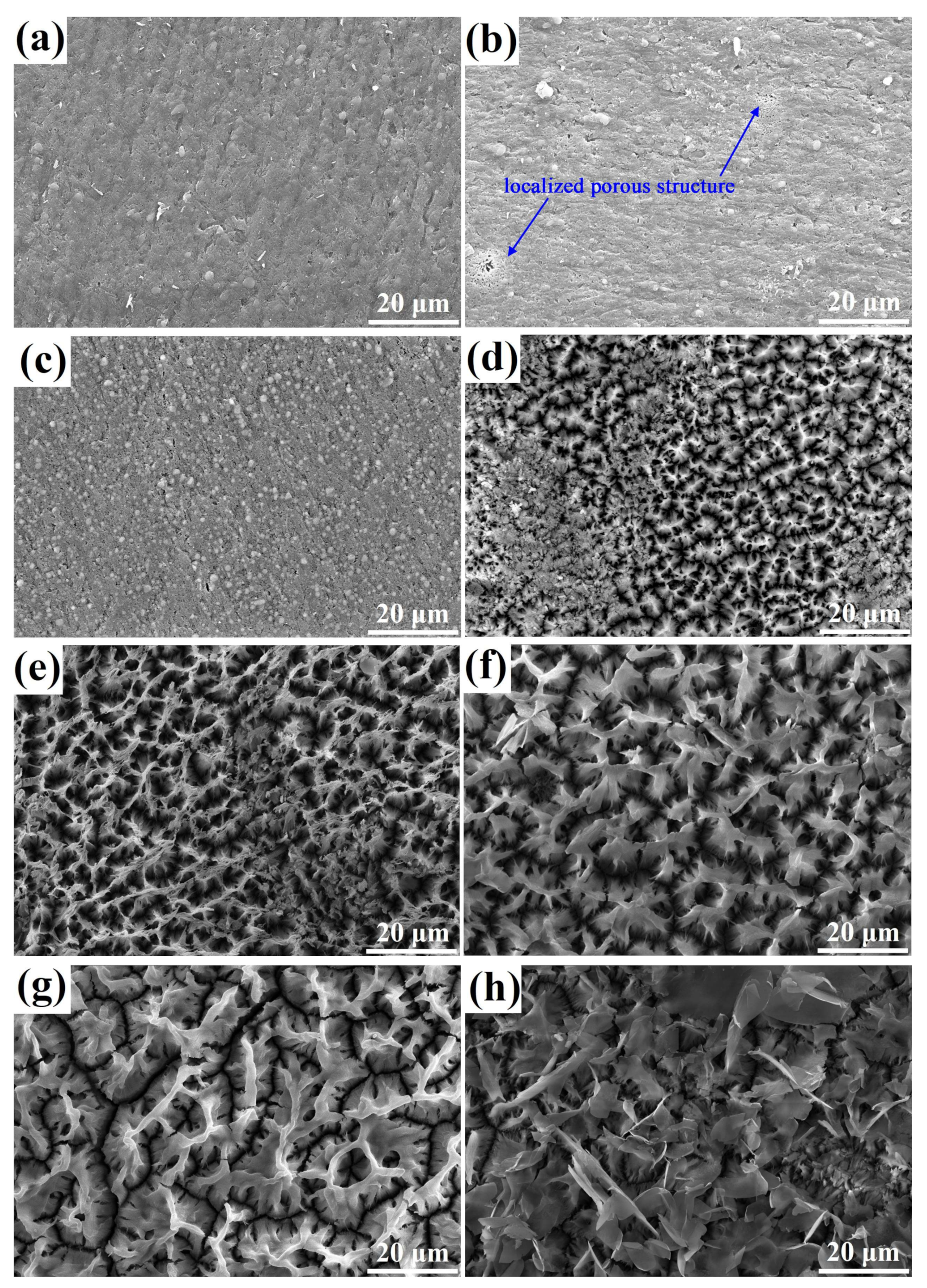
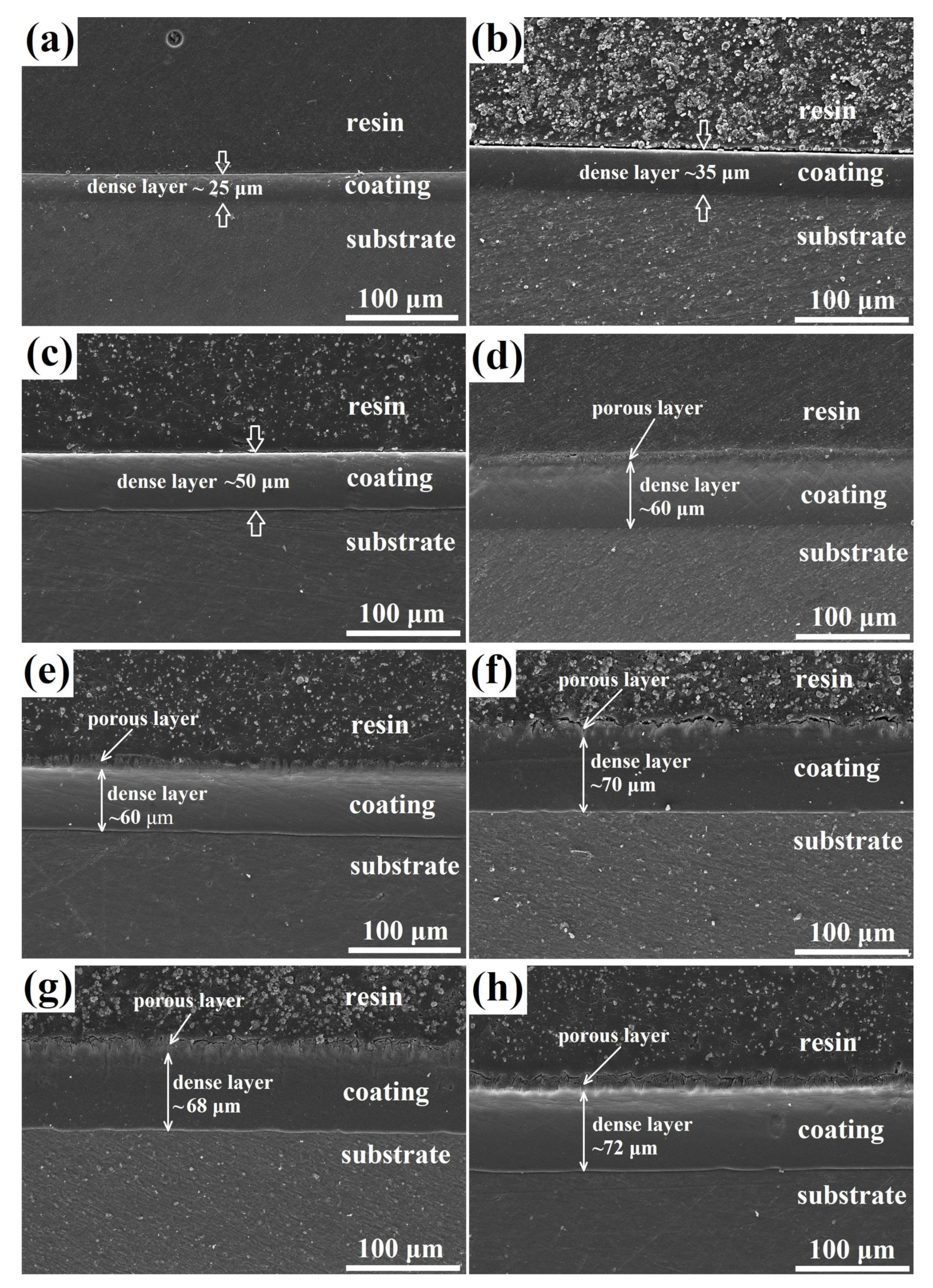
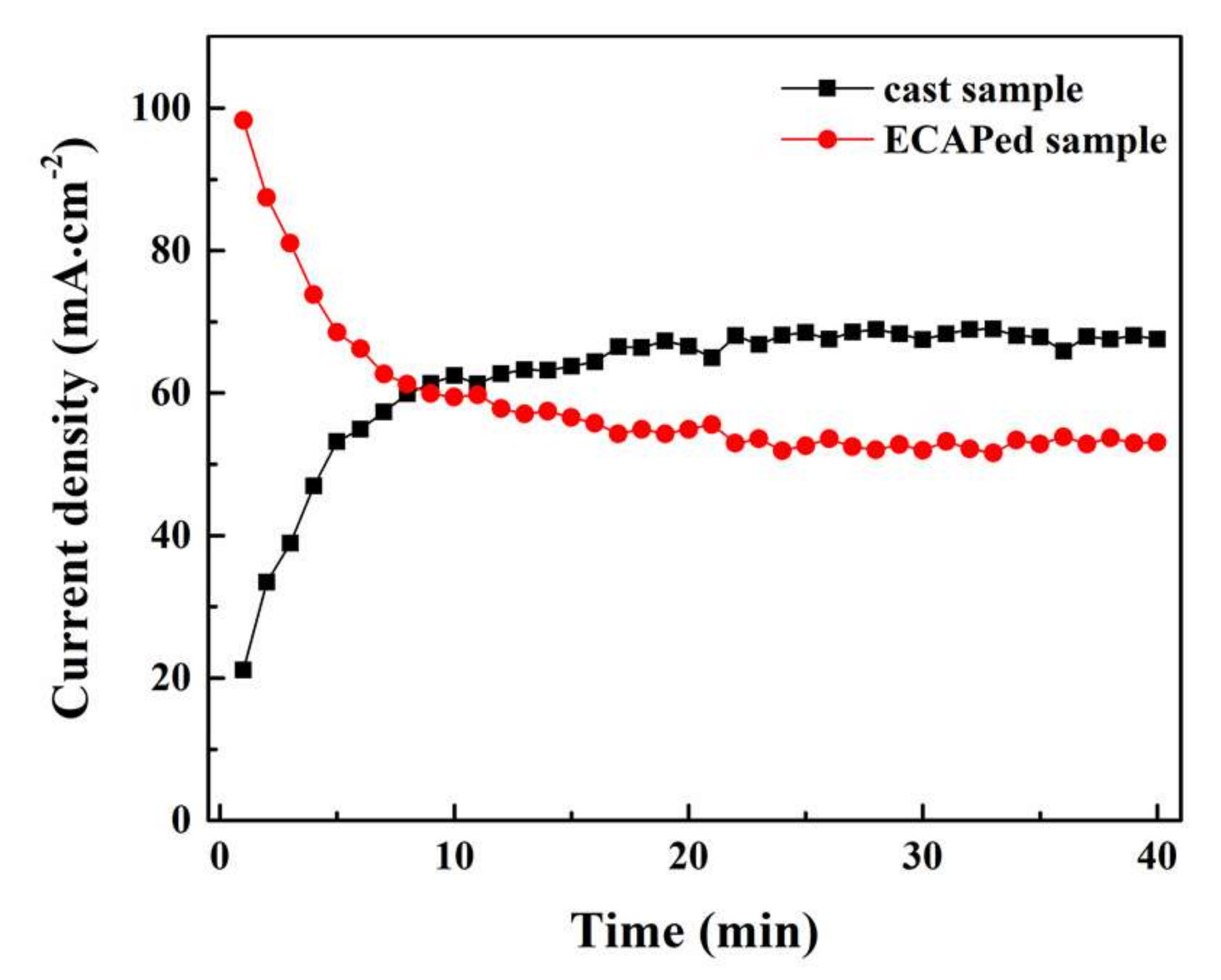
3.3. Effect of UFG Al Matrix on Accelerated Anodizing Reaction
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International: Cleveland, OH, USA, 1993; p. 627. [Google Scholar]
- Mondolfo, L.F. Aluminum Alloys: Structure and Properties; Butterworth-Heinemann: Oxford, UK, 1976. [Google Scholar]
- Vargel, C. Corrosion of Aluminium; Elsevier Science: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Hirsch, J.; Skrotzki, B.; Gottstein, G. Aluminum Alloys: Their Physical and Mechanical Properties; Wiley-VCH Cerlag Gmbh & Co. KGaA Weinheim: Weinheim, Germany, 2008. [Google Scholar]
- Michi, R.A.; Toinin, J.P.; Farkoosh, A.R.; Seidman, D.N.; Dunand, D.C. Effects of Zn and Cr additions on precipitation and creep behavior of a dilute Al–Zr–Er–Si alloy. Acta Mater. 2019, 181, 249–261. [Google Scholar] [CrossRef]
- Miyoshi, H.; Kimizuka, H.; Ishii, A.; Ogata, S. Temperature-dependent nucleation kinetics of Guinier-Preston zones in Al–Cu alloys: An atomistic kinetic Monte Carlo and classical nucleation theory approach. Acta Mater. 2019, 179, 262–272. [Google Scholar] [CrossRef]
- Ghiaasiaan, R.; Amirkhiz, B.S.; Shankar, S. Quantitative metallography of precipitating and secondary phases after strengthening treatment of net shaped casting of Al-Zn-Mg-Cu (7000) alloys. Mater. Sci. Eng. A 2017, 698, 206–217. [Google Scholar] [CrossRef]
- Luo, Y.H.; Pan, Q.L.; Sun, Y.Q.; Liu, S.H.; Sun, Y.W.; Long, L.; Li, X.Y.; Wang, X.P.; Li, M.J. Hardening behavior of Al-0.25Sc and Al-0.25Sc-0.12Zr alloys during isothermal annealing. J. Alloys Compd. 2020, 818, 152922. [Google Scholar] [CrossRef]
- Davis, J.R. Corrosion of Aluminum and Aluminum Alloys; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]
- Huang, J.L.; Li, J.F.; Liu, D.Y.; Zhang, R.F.; Chen, Y.L.; Zhang, X.H.; Ma, P.C.; Rajeev, K.G.; Nick, B. Correlation of intergranular corrosion behaviour with microstructure in Al-Cu-Li alloy. Corros. Sci. 2018, 139, 215–226. [Google Scholar] [CrossRef]
- Rangaraju, N.; Raghuram, T.; Krishna, B.V.; Rao, K.P.; Venugopal, P. Effect of cryo-rolling and annealing on microstructure and properties of commercially pure aluminium. Mater. Sci. Eng. A 2005, 398, 246–251. [Google Scholar] [CrossRef]
- Zuo, F.Q.; Jiang, J.H.; Shan, A.D.; Fang, J.M.; Zhang, X.Y. Shear deformation and grain refinement in pure Al by asymmetric rolling. Trans. Nonferrous Met. Soc. China 2008, 18, 774–777. [Google Scholar] [CrossRef]
- Orlov, D.; Beygelzimer, Y.; Synkov, S.; Varyukhin, V.; Tsuji, N.; Horita, Z. Plastic flow, structure and mechanical properties in pure Al deformed by twist extrusion. Mater. Sci. Eng. A 2009, 519, 105–111. [Google Scholar] [CrossRef]
- Reihanian, M.; Ebrahimi, R.; Moshksar, M.M.; Terada, D.; Tsuji, N. Microstructure quantification and correlation with flow stress of ultrafine grained commercially pure Al fabricated by equal channel angular pressing (ECAP). Mater. Charact. 2008, 59, 1312–1323. [Google Scholar] [CrossRef]
- Reihanian, M.; Ebrahimi, R.; Tsuji, N.; Moshksar, M.M. Analysis of the mechanical properties and deformation behavior of nanostructured commercially pure Al processed by equal channel angular pressing (ECAP). Mater. Sci. Eng. A 2008, 473, 189–194. [Google Scholar] [CrossRef]
- Ito, Y.; Horita, Z. Microstructural evolution in pure aluminum processed by high-pressure torsion. Mater. Sci. Eng. A 2009, 503, 32–36. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Liao, X.Z.; Jin, Z.; Valiev, R.Z.; Zhu, Y.T. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing. Acta Mater. 2004, 52, 4589–4599. [Google Scholar] [CrossRef]
- Chung, M.K.; Choi, Y.S.; Kim, J.G.; Kim, Y.M.; Lee, J.C. Effect of the number of ECAP pass time on the electrochemical properties of 1050 Al alloys. Mater. Sci. Eng. A. 2004, 366, 282–291. [Google Scholar] [CrossRef]
- Song, D.; Wang, G.W.; Zhou, Z.K.; Klu, E.E.; Gao, B.; Ma, A.B.; Wu, Y.N.; Sun, J.P.; Jiang, J.H.; Ma, X.L. Developing a high-strength Al–11Si alloy with improved ductility by combining ECAP and cryorolling. Mater. Sci. Eng. A 2020, 773, 138880. [Google Scholar] [CrossRef]
- Jiang, J.H.; Yuan, T.; Zhang, W.W.; Ma, A.B.; Song, D.; Wu, Y.N. Effect of equal-channel angular pressing and post-aging on impact toughness of Al-Li alloys. Mater. Sci. Eng. A 2018, 733, 385–392. [Google Scholar] [CrossRef]
- Song, D.; Ma, A.B.; Jiang, J.H.; LIN, P.H.; Yang, D.H. Corrosion behavior of ultra-fine grained industrial pure Al fabricated by ECAP. Trans. Nonferrous Met. Soc. China 2009, 19, 1065–1070. [Google Scholar] [CrossRef]
- Song, D.; Ma, A.B.; Jiang, J.H.; Lin, P.H.; Shi, J. Improving corrosion resistance of pure Al through ECAP. Corros. Eng. Sci. Technol. 2011, 46, 505–512. [Google Scholar] [CrossRef]
- Ralston, K.D.; Fabijanic, D.; Birbilis, N. Effect of grain size on corrosion of high purity aluminium. Electrochim. Acta. 2011, 56, 1729–1736. [Google Scholar] [CrossRef]
- Ibrahim, A.E.A.M.; Sadawy, M.M. Influence of ECAP as grain refinement technique on microstructure evolution, mechanical properties and corrosion behavior of pure aluminum. Trans. Nonferrous Met. Soc. China 2015, 25, 3865–3876. [Google Scholar]
- Brunner, J.G.; Birbilis, N.; Ralston, K.D.; Virtanen, S. Impact of ultrafine-grained microstructure on the corrosion of aluminium alloy AA2024. Corros. Sci. 2012, 57, 209–214. [Google Scholar] [CrossRef]
- Liu, Y.J.; Wang, Z.Y.; Ke, W. Study on influence of native oxide and corrosion products on atmospheric corrosion of pure Al. Corros. Sci. 2014, 80, 169–176. [Google Scholar] [CrossRef]
- Karunakaran, M.; Vadivu, M.P. Magnetic and micro-mechanical behavior of Cu-Ni-P-W-TiO2 hybrid composite electroplating on Al alloy substrate. J. Magn. Magn. Mater. 2019, 475, 359–367. [Google Scholar] [CrossRef]
- Zhou, L.; Friis, H.; Roefzaad, M.; Hansen, K.B.; Eisenhardt, S.; Andersen, A.G.; Tabrizian, N.; Zangenberg, N. Steam initiated hydrotalcite conversion coatings: Application to environmental Al alloy surface treatment. Surf. Coat. Technol. 2018, 340, 45–54. [Google Scholar] [CrossRef]
- Thirupathi, K.; Bárczy, P.; Vad, K.; Csík, A.; Somosvári, B.M. E ects of vacuum and ageing on Zr4/Cr3 based conversion coatings on aluminium alloys. Appl. Surf. Sci. 2018, 441, 1043–1047. [Google Scholar] [CrossRef]
- Kubisztal, J.; Kubisztal, M.; Stach, S.; Haneczok, G. Corrosion resistance of anodic coatings studied by scanning microscopy and electrochemical methods. Surf. Coat. Technol. 2018, 350, 419–427. [Google Scholar] [CrossRef]
- Garcia-Vergara, S.; Skeldon, P.; Thompson, G.; Habazaki, H. A flow model of porous anodic film growth on aluminium. Electrochim. Acta. 2006, 52, 681–687. [Google Scholar] [CrossRef]
- Thompson, G.E.; Habazaki, H.; Shimizu, K.; Sakairi, M.; Skeldon, P.; Zhou, X.; Wood, G.C. Anodizing of aluminium alloys. Aircr. Eng. Aerosp. Technol. 1999, 71, 228–238. [Google Scholar] [CrossRef]
- Aerts, T.; Dimogerontakis, T.; Graeve, I.D.; Fransaer, J.; Terryn, H. Influence of the anodizing temperature on the porosity and the mechanical properties of the porous anodic oxide film. Surf. Coat. Technol. 2007, 201, 7310–7317. [Google Scholar] [CrossRef]
- Zaraska, L.; Sulka, G.D.; Szeremeta, J.; Jaskula, M. Porous anodic alumina formed by anodization of aluminum alloy (AA1050) and high purity aluminum. Electrochim. Acta. 2010, 55, 4377–4386. [Google Scholar] [CrossRef]
- Mehdizade, M.; Soltanieh, M.; Eivani, A.R. Investigation of anodizing time and pulse voltage modes on the corrosion behavior of nanostructured anodic layer in commercial pure aluminum. Surf. Coat. Technol. 2019, 358, 741–752. [Google Scholar] [CrossRef]
- Rehim, S.S.A.; Hassan, H.H.; Amin, M.A. Galvanostatic anodization of pure Al in some aqueous acid solutions Part I: Growth kinetics, composition and morphological structure of porous and barrier-type anodic alumina films. J. Appl. Electrochem. 2002, 32, 1257–1264. [Google Scholar] [CrossRef]
- Ma, A.; Nishida, Y.; Suzuki, K.; Shigematsu, I.; Saito, N. Characteristics of plastic deformation by rotary-die equal-channel angular pressing. Scr. Mater. 2005, 52, 433–437. [Google Scholar] [CrossRef]
- Song, D.; Li, C.; Liang, N.N.; Yang, F.L.; Jiang, J.H.; Sun, J.P.; Wu, G.S.; Ma, A.B.; Ma, X.L. Simultaneously improving corrosion resistance and mechanical properties of a magnesium alloy via equal-channel angular pressing and post water annealing. Mater. Des. 2019, 166, 107621. [Google Scholar] [CrossRef]
- Sun, J.P.; Xu, B.Q.; Yang, Z.Q.; Zhou, H.; Han, J.; Wu, Y.N.; Yuan, Y.C.; Zhuo, X.R.; Liu, H.; Ma, A.B. Achieving excellent ductility in high-strength Mg-10.6Gd-2 Ag alloy via equal channel angular pressing. J. Alloys Compd. 2020, 817, 152688. [Google Scholar] [CrossRef]
- Klu, E.E.; Song, D.; Li, C.; Wang, G.W.; Zhou, Z.K.; Gao, B.; Sun, J.P.; Ma, A.B.; Jiang, J.H. Development of a High Strength Mg-9Li Alloy via Multi-Pass ECAP and Post-Rolling. Metals 2019, 9, 1008. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.; Wu, H.; Zhou, X.; Li, K.; Liao, Y.; Liang, Z.; Liu, L. Corrosion behavior of anodized Al-Cu-Li alloy: The role of intermetallic particle-introduced film defects. Corros. Sci. 2019, 158, 108110. [Google Scholar] [CrossRef]
- Xu, Z.Z.; Wang, Z.Y.; Chen, J.; Qiao, Y.X.; Zhang, J.W.; Huang, Y.M. Effect of Rare Earth Oxides on Microstructure and Corrosion Behavior of Laser-Cladding Coating on 316L Stainless Steel. Coatings 2019, 9, 636. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.K.; Song, D.; Liang, N.N.; Jiang, H.Y.; Gao, B.; Wu, Y.N.; Ma, A.B.; Qiao, Y.X.; Sun, J.P.; Jiang, J.H.; et al. Promoted Anodizing Reaction and Enhanced Coating Performance of Al–11Si Alloy: The Role of an Equal-Channel-Angular-Pressed Substrate. Materials 2019, 12, 3255. [Google Scholar] [CrossRef] [Green Version]
- Qiao, Y.X.; Xu, D.K.; Wang, S.; Ma, Y.J.; Chen, J.; Wang, Y.X.; Zhou, H.L. Corrosion and Tensile Behaviors of Ti-4Al-2V-1Mo-1Fe and Ti-6Al-4V Titanium Alloys. Metals 2019, 9, 1213. [Google Scholar] [CrossRef] [Green Version]
- Song, D.; Hao, J.; Yang, F.L.; Chen, H.D.; Liang, N.N.; Wu, Y.Y.; Zhang, J.C.; Ma, H.; Klu, E.E.; Gao, B.; et al. Corrosion behavior and mechanism of CreMo alloyed steel: Role of ferrite/bainite duplex microstructure. J. Alloys Compd. 2019, 809, 151787. [Google Scholar] [CrossRef]
- Meng, G.Z.; Wei, L.Y.; Zhang, T.; Shao, Y.W.; Wang, F.H.; Dong, C.F.; Li, X.G. Effect of microcrystallization on pitting corrosion of pure aluminium. Corros. Sci. 2009, 51, 2151–2215. [Google Scholar] [CrossRef]
- Gonzalez, J.A.; Lopez, V.; Bautista, A. Characterization of porous aluminium o xide films from AC impedance measurements. J. Appl. Electrochem. 1999, 29, 229–238. [Google Scholar] [CrossRef]
- Fratila-Apachitei, L.E.; Terryn, H.; Skeldon, P.; Thompson, G.E.; Duszczyk, J.; Katgerman, L. Influence of substrate microstructure on the growth of anodic oxide layers. Electrochim. Acta 2004, 49, 1127–1140. [Google Scholar] [CrossRef]
- Chiu, R.L.; Chang, P.H.; Tung, C.H. The effect of anodizing temperature on anodic oxide formed on pure Al thin films. Thin Solid Films 1995, 260, 47–53. [Google Scholar] [CrossRef]
- Miera, M.S.D.; Curioni, M.; Skeldon, P.; Thompson, G.E. The behaviour of second phase particles during anodizing of aluminium alloys. Corros. Sci. 2010, 52, 2489–2497. [Google Scholar] [CrossRef]
- Afifi, M.A.; Wang, Y.C.; Pereira, P.H.R.; Huang, Y.; Wang, Y.; Cheng, X.; Li, S.; Langdon, T.G. Mechanical properties of an Al-Zn-Mg alloy processed by ECAP and heat treatments. J. Alloys Compd. 2018, 769, 631–639. [Google Scholar] [CrossRef] [Green Version]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Ovid’Ko, I.; Valiev, R.; Zhu, Y. Review on superior strength and enhanced ductility of metallic nanomaterials. Prog. Mater. Sci. 2018, 94, 462–540. [Google Scholar] [CrossRef]
- Ma, X.L.; Prameela, S.E.; Yi, P.; Fernandez, M.; Krywopusk, N.M.; Kecskes, L.J.; Sano, T.; Falk, M.L.; Weihs, T.P. Dynamic precipitation and recrystallization in Mg-9wt. % Al during equal-channel angular extrusion: A comparative study to conventional aging. Acta Mater. 2019, 172, 185–199. [Google Scholar] [CrossRef]
- Schulthess, T.C.; Turchi, P.E.A.; Gonis, A.; Nieh, T.G. Systematic study of stacking fault energies of random Al-based alloys. Acta Mater. 1998, 46, 2215–2221. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A. 2000, 283, 274–288. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Rs (Ω∙cm2) | Cdl (μF∙cm−2) | Rt (kΩ∙cm2) | Cox (μF∙cm−2) | Rox (kΩ∙cm2) | Cden, co (μF∙cm−2) | Rden, co (kΩ∙cm2) | Cpor, co (μF∙cm−2) | Rpor, co (kΩ∙cm2) |
|---|---|---|---|---|---|---|---|---|---|
| Cast | 9.03 | 22.93 | 11.12 | 24.85 | 18.91 | - | - | - | - |
| ECAPed | 10.31 | 21.65 | 19.34 | 16.73 | 41.14 | - | - | - | - |
| Cast-coated 10 min | 12.03 | 1.6 | 16.91 | - | - | 1.06 | 41.63 | 1.58 | 10.93 |
| ECAP-coated 10 min | 8.53 | 0.84 | 23.50 | - | - | 0.79 | 72.74 | 1.16 | 34.91 |
| Cast-coated 25 min | 11.42 | 0.82 | 26.92 | - | - | 0.63 | 92.35 | 0.92 | 42.24 |
| ECAP-coated 25 min | 14.14 | 0.73 | 30.22 | - | - | 0.58 | 124.33 | 0.84 | 53.56 |
| Cast-coated 30 min | 9.07 | 0.67 | 31.25 | - | - | 0.52 | 130.44 | 0.81 | 65.89 |
| ECAP-coated 30 min | 7.92 | 0.63 | 35.41 | - | - | 0.51 | 140.12 | 0.77 | 69.42 |
| Cast-coated 40 min | 12.2 | 0.62 | 33.62 | - | - | 0.50 | 158.51 | 0.68 | 88.41 |
| ECAP-coated 40 min | 9.60 | 0.60 | 37.37 | - | - | 0.48 | 165.63 | 0.62 | 94.51 |
| Sample | Ecorr (V) | Icorr (μA∙cm−2) | Epit (V) |
|---|---|---|---|
| Cast Substrate | −0.950 | 2.682 | −0.885 |
| ECAP Substrate | −0.975 | 2.261 | −0.870 |
| Cast-Coated 10 min | −0.930 | 1.473 | −0.795 |
| ECAP-Coated 10 min | −0.897 | 1.075 | −0.750 |
| Cast-Coated 25 min | −0.883 | 0.744 | −0.660 |
| ECAP-Coated 25 min | −0.872 | 0.556 | −0.631 |
| Cast-Coated 30 min | −0.855 | 0.273 | −0.622 |
| ECAP-Coated 30 min | −0.837 | 0.167 | −0.587 |
| Cast-Coated 40 min | −0.830 | 0.105 | −0.580 |
| ECAP-Coated 40 min | −0.804 | 0.08 | −0.534 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Song, D.; Zhou, Z.; Klu, E.E.; Liu, Y.; Liang, N.; Jiang, J.; Sun, J.; Ma, A. Effect of Ultrafine Grains on the Coating Reaction and Anticorrosion Performance of Anodized Pure Aluminum. Coatings 2020, 10, 216. https://doi.org/10.3390/coatings10030216
Wang G, Song D, Zhou Z, Klu EE, Liu Y, Liang N, Jiang J, Sun J, Ma A. Effect of Ultrafine Grains on the Coating Reaction and Anticorrosion Performance of Anodized Pure Aluminum. Coatings. 2020; 10(3):216. https://doi.org/10.3390/coatings10030216
Chicago/Turabian StyleWang, Guowei, Dan Song, Zhikai Zhou, Edwin Eyram Klu, Yi Liu, Ningning Liang, Jinghua Jiang, Jiapeng Sun, and Aibin Ma. 2020. "Effect of Ultrafine Grains on the Coating Reaction and Anticorrosion Performance of Anodized Pure Aluminum" Coatings 10, no. 3: 216. https://doi.org/10.3390/coatings10030216
APA StyleWang, G., Song, D., Zhou, Z., Klu, E. E., Liu, Y., Liang, N., Jiang, J., Sun, J., & Ma, A. (2020). Effect of Ultrafine Grains on the Coating Reaction and Anticorrosion Performance of Anodized Pure Aluminum. Coatings, 10(3), 216. https://doi.org/10.3390/coatings10030216