Sacrificial Thermally Sprayed Aluminium Coatings for Marine Environments: A Review



Abstract
:1. Introduction
2. Sacrificial Coatings
- -
- Low self-corrosion rate.
- -
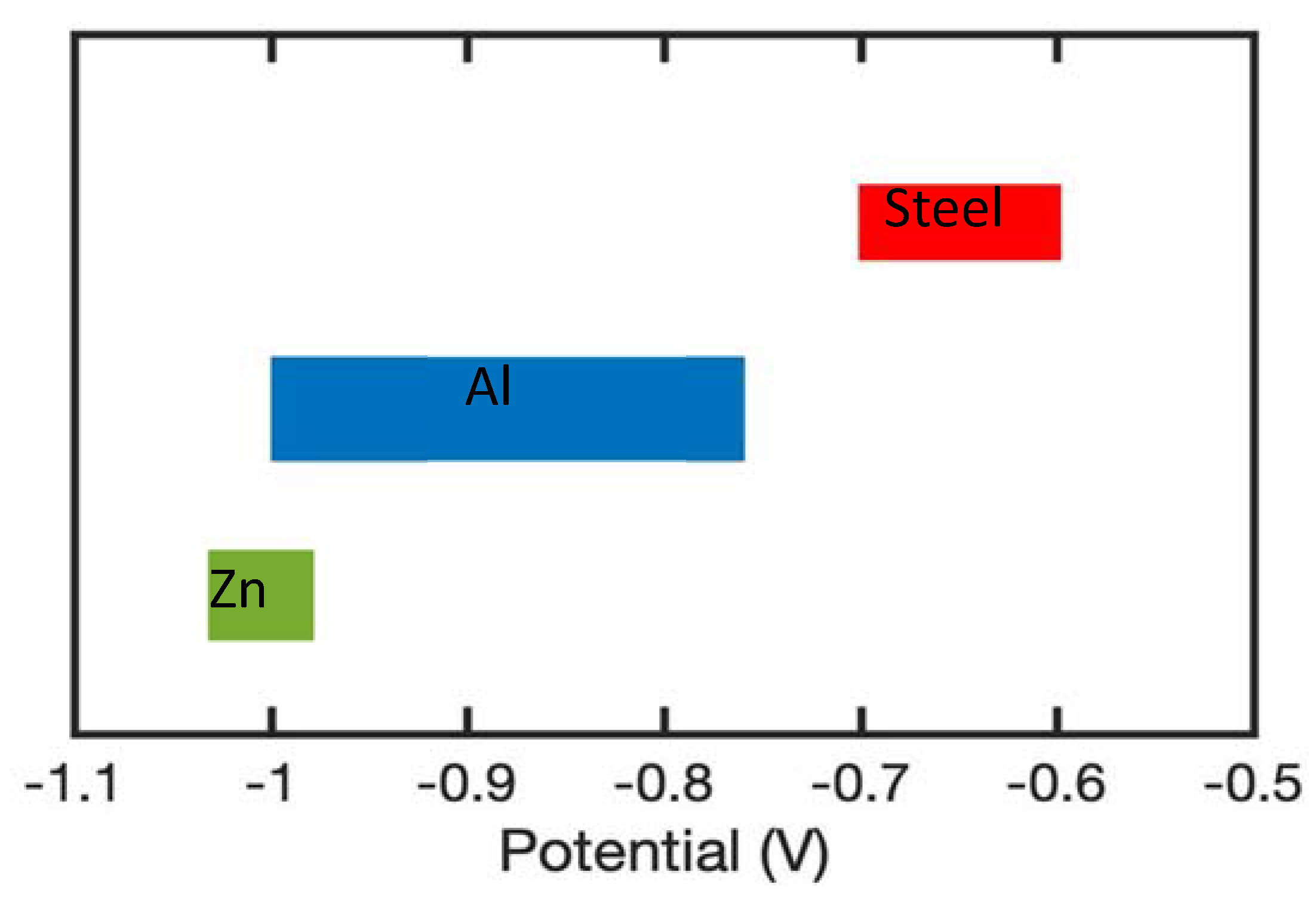
- Current output enabling the polarisation of the steel in the protective regime, usually considered to be between −0.8 and −1.1 V (Ag/AgCl/seawater) [6]. Values more negative than −1.1 V are generally not recommended to avoid excessive hydrogen generation.
- -
- Barrier properties combined with cathodic protection.
- -
- Newly applied coatings can be handled immediately (i.e., no drying time) [7].
- -
- Spraying and repair can be performed on-site.
- -
- More economical over the lifetime than organic coatings (total life cycle cost).
- -
- Good resistance to mechanical damage.
3. Thermal Spraying
3.1. Electric Arc Spraying
3.2. Wire Flame Spraying
3.3. Cold Spraying
4. Laboratory Tests
4.1. Effect of the Spraying Method and Its Parameters
4.2. Effect of Coating Thickness
4.3. Effect of Coating Composition
Al/Al2O3 Composites
4.4. Effect of Sealing
4.5. Effect of Damage
4.6. Effect of Temperature
4.7. Effect of Oxygen
4.8. Effect of the Solution Chemistry
5. Long-Term Field Studies
6. Laboratory Corrosion Testing Methods
7. In-Service Performance of Al Coatings
8. Summary and Future Outlook
- The determination of minimal salinity of water needed for the TSA to work effectively, especially if TSA contains defects.
- The performance of damaged TSA coatings in cold seawater, especially when not in conjunction with external CP.
- The suitability of using TSA coatings in splash zones.
- The suitability of using TSA coatings for the protection of high strength steels where hydrogen embrittlement is a concern.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Koch, G.; Varney, J.; Thompson, N.; Moghissi, O.; Gould, M.; Payer, J. International measures of prevention, application, and economics of corrosion technologies study. NACE Int. 2016, 2–6. [Google Scholar]
- López-Ortega, A.; Bayón, R.; Arana, J.L. Evaluation of protective coatings for high-corrosivity category atmospheres in offshore applications. Materials 2019, 12, 1325. [Google Scholar] [CrossRef] [Green Version]
- Det Norske Veritas. Recommended Practice DNVGL-RP-0416 Corrosion Protection for Wind Turbines; DET NORSK VERITAS: Oslo, Norway, 2016. [Google Scholar]
- Harb, S.V.; Trentin, A.; Torrico, R.F.O.; Pulcinelli, S.H.; Santilli, C.V.; Hammer, P. Organic-inorganic hybrid coatings for corrosion protection of metallic surfaces. In New Technologies in Protective Coatings; Giudice, C., Canosa, G., Eds.; IntechOpen: London, UK, 2017; pp. 19–52. [Google Scholar] [CrossRef] [Green Version]
- Paul, S. Corrosion control for marine- and land-based infrastructure applications. In ASM Handbook—Volume 5A: Thermal Spray Technology; Tucker, R.C., Ed.; ASM International: Materials Park, OH, USA, 2013; Volume 5, pp. 248–252. [Google Scholar]
- Det Norske Veritas. Recommended Practice DNVGL-RP-B401 Cathodic Protection Design; DET NORSK VERITAS: Oslo, Norway, 2017. [Google Scholar]
- Cunningham, T.; Avery, R. Sealer coatings for thermal-sprayed aluminum in the offshore industry. Mater. Perform. 2000, 39, 46–48. [Google Scholar]
- Zhu, Q.J.; Wang, K.; Wang, X.H.; Hou, B.R. Electrochemical impedance spectroscopy analysis of cold sprayed and arc sprayed aluminium coatings serviced in marine environment. Surf. Eng. 2012, 28, 300–305. [Google Scholar] [CrossRef]
- Malek, M.H.A.; Saad, N.H.; Abas, S.K.; Shah, N.M. Thermal arc spray overview. IOP Conf. Ser. Mater. Sci. Eng. 2013, 46, 012028. [Google Scholar] [CrossRef]
- Fournier, J.; Miousse, D.; Legoux, J.-G. Wire-arc sprayed nickel based coatings for hydrogen evolution reaction in alkaline solutions. Int. J. Hydrog. Energy 1995, 24, 519–528. [Google Scholar] [CrossRef]
- Tejero-Martin, D.; Rezvani Rad, M.; McDonald, A.; Hussain, T. Beyond traditional coatings: A review on thermal-sprayed functional and smart coatings. J. Therm. Spray Technol. 2019, 28, 598–644. [Google Scholar] [CrossRef] [Green Version]
- Amin, S.; Panchal, H. A review on thermal spray coating processes. Int. J. Curr. Trends Eng. Res. 2016, 2, 556–563. [Google Scholar]
- Davis, J.R. Introduction to thermal spray processing. In Handbook of Thermal Spray Technology; ASM International: Materials Park, OH, USA, 2004. [Google Scholar]
- Sabard, A.; Hussain, T. Bonding mechanisms in cold spray deposition of gas atomised and solution heat-treated Al 6061 powder by EBSD. arXiv 2018, arXiv:1811.08694. [Google Scholar]
- Champagne, V.; Helfritch, D. Critical assessment 11: Structural repairs by cold spray. Mater. Sci. Technol. 2015, 31, 627–634. [Google Scholar] [CrossRef]
- Champagne, V.K. (Ed.) The Cold Spray Materials Deposition Process: Fundamentals and Applications; Woodhead Publishing Limited: Cambridge, UK, 2007; ISBN 9781845691813. [Google Scholar]
- Pathak, S.; Saha, G.C. Development of sustainable cold spray coatings and 3D additive manufacturing components for repair/manufacturing applications: A critical review. Coatings 2017, 7, 122. [Google Scholar] [CrossRef] [Green Version]
- Pombo, R.R.M.H.; Paredes, R.S.C.; Wido, S.H.; Calixto, A. Comparison of aluminum coatings deposited by flame spray and by electric arc spray. Surf. Coat. Technol. 2007, 202, 172–179. [Google Scholar]
- Gartland, P.O.; Eggen, T.G. Cathodic and anodic properties of thermally sprayed Al and Zn-based coatings in seawater Paper No. 367. In Proceedings of the Corrosion 90; NACE International: Houston, TX, USA, 1990. [Google Scholar]
- Bardal, E. The effect of surface preparation on the adhesion of arc and flame-sprayed aluminum and zinc coatings to mild steel. In Proceedings of the 7th International Metal Spraying Conference, London, UK, 10–14 September 1973. [Google Scholar]
- Lieberman, E.S.; Clayton, C.R.; Herman, H. Thermally Sprayed Active Metal Coatings for Corrosion Protection in Marine Environments; Report; Defense Technical Information Center: Fort Belvoir, VA, USA, 1984.
- American Welding Society Guide for the Protection of Steel with Thermal Sprayed Coatings of Aluminium and Zinc and their Alloys and Composites; AWS C2.18: Florida, FL, USA, 1993.
- Li, N.; Li, W.Y.; Yang, X.W.; Alexopoulos, N.D.; Niu, P.L. Effect of powder size on the long-term corrosion performance of pure aluminium coatings on mild steel by cold spraying. Mater. Corros. 2017, 68, 546–551. [Google Scholar] [CrossRef]
- Han, M.S.; Woo, Y.B.; Ko, S.C.; Jeong, Y.J.; Jang, S.K.; Kim, S.J. Effects of thickness of Al thermal spray coating for STS 304. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2009, 19, 925–929. [Google Scholar] [CrossRef]
- Malek, M.H.A.; Saad, N.H.; Abas, S.K.; Roselina, N.R.N.; Shah, N.M. Performance and microstructure analysis of 99.5% aluminium coating by thermal arc spray technique. Procedia Eng. 2013, 68, 558–565. [Google Scholar] [CrossRef] [Green Version]
- Thomason, W.H.; Olsen, S.; Haugen, T.; Fischer, K. Deterioration of thermal sprayed aluminum coatings on hot risers due to thermal cycling Paper No. 04021. In Proceedings of the Corrosion 2004, New Orleans, LA, USA, 28 March–1 April 2004; NACE International: New Orleans, LA, USA, 2004. [Google Scholar]
- American Welding Society. Corrosion Testing of Flame-Sprayed Coated Steel—19 Year Report C2.14-74, 1974.
- Paul, S.; Lee, C.M.; Harvey, M.D.F. Improved coatings for extended design life of 22%Cr duplex stainless steel in marine environments. In Proceedings of the Thermal Spray 2012: Proceedings from the International Thermal Spray Conference and Exposition; ASM International: Houston, TX, USA, 2012; pp. 544–549. [Google Scholar]
- Paul, S.; Harvey, M.D.F.; Ho, Q.Y.; Yunus, K.; Fisher, A.C. Corrosion testing of thermally sprayed aluminum. In Proceedings of the Thermal Spray 2015: Proceedings from the International Thermal Spray Conference; ASM International: Long Beach, CA, USA, 2015; pp. 964–970. [Google Scholar]
- Quale, G.; Årtun, L.; Iannuzzi, M.; Johnsen, R. Cathodic protection by distributed sacrificial anodes—A new cost- effective solution to prevent corrosion of subsea structures Paper No. 8941. In Proceedings of the Corrosion 2017; NACE International: New Orleans, LA, USA, 2017. [Google Scholar]
- Abedi Esfahani, E.; Salimijazi, H.; Golozar, M.A.; Mostaghimi, J.; Pershin, L. Study of corrosion behaviour of Arc sprayed aluminum coating on mild steel. J. Therm. Spray Technol. 2012, 21, 1195–1202. [Google Scholar] [CrossRef]
- Wilson, H.; Johnsen, R.; Rodriguez, C.T.; Hesjevik, S.M. Properties of TSA in natural seawater at ambient and elevated temperature. Mater. Corros. 2019, 7, 293–306. [Google Scholar] [CrossRef]
- Knudsen, O.Ø.; Van Bokhorst, J.; Clapp, G.; Duncan, G. Technical note: Corrosion of cathodically polarized thermally sprayed aluminum in subsea mud at high temperature. Corrosion 2016, 72, 560–568. [Google Scholar]
- Syrek-Gerstenkorn, B.; Paul, S.; Davenport, A.J. Use of thermally sprayed aluminium (TSA) coatings to protect offshore structures in submerged and splash zones. Surf. Coat. Technol. 2019, 374, 124–133. [Google Scholar] [CrossRef]
- Echaniz, R.G.; Paul, S.; Thornton, R. Effect of seawater constituents on the performance of thermal spray aluminum in marine environments. Mater. Corros. 2019, 70, 996–1004. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.S.; Singh, J.K.; Park, J.H. Pore blocking characteristics of corrosion products formed on Aluminium coating produced by arc thermal metal spray process in 3.5 wt.% NaCl solution. Constr. Build. Mater. 2016, 113, 905–916. [Google Scholar] [CrossRef]
- Abdoli, L.; Huang, J.; Li, H. Electrochemical corrosion behaviors of aluminum-based marine coatings in the presence of Escherichia coli bacterial biofilm. Mater. Chem. Phys. 2016, 173, 62–69. [Google Scholar] [CrossRef]
- Bai, X.; Tang, J.; Gong, J.; Lü, X. Corrosion performance of Al–Al2O3 cold sprayed coatings on mild carbon steel pipe under thermal insulation. Chin. J. Chem. Eng. 2017, 25, 533–539. [Google Scholar] [CrossRef]
- Paul, S. Corrosion performance of damaged thermally sprayed aluminiun in synthetic seawater at different temperatures. Therm. Spray Bull. 2015, 67, 139–146. [Google Scholar]
- Yung, T.Y.; Chen, T.C.; Tsai, K.C.; Lu, W.F.; Huang, J.Y.; Liu, T.Y. Thermal spray coatings of Al, ZnAl and Inconel 625 alloys on SS304L for anti-saline corrosion. Coatings 2019, 9, 32. [Google Scholar] [CrossRef] [Green Version]
- Ghali, E. Corrosion Resistance of Aluminium and Magnesium Alloys: Understadning, Performance and Testing; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Yan, J.; Heckman, N.M.; Velasco, L.; Hodge, A.M. Improve sensitization and corrosion resistance of an Al-Mg alloy by optimization of grain boundaries. Sci. Rep. 2016, 6, 1–10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Morakul, S.; Otsuka, Y.; Miyashita, Y.; Mutoh, Y. Effect of Mg concentration on interfacial strength and corrosion fatigue behaviour of thermal-sprayed Al-Mg coating layers. Eng. Fail. Anal. 2018, 88, 13–24. [Google Scholar] [CrossRef]
- Adamiak, M.; Czupr Nski, A.; Kopy, A.; Monica, Z.; Olender, M.; Gwiazda, A. The properties of arc-sprayed aluminum coatings on armor-grade steel. Metals 2018, 8, 142. [Google Scholar] [CrossRef] [Green Version]
- Irissou, E.; Legoux, J.G.; Arsenault, B.; Moreau, C. Investigation of Al-Al2O3 cold spray coating formation and properties. J. Therm. Spray Technol. 2007, 16, 661–668. [Google Scholar] [CrossRef]
- Silva, F.S.D.; Bedoya, J.; Dosta, S.; Cinca, N.; Cano, I.G.; Guilemany, J.M.; Benedetti, A.V. Corrosion characteristics of cold gas spray coatings of reinforced aluminum deposited onto carbon steel. Corros. Sci. 2017, 114, 57–71. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.; Liu, Y.; Yuan, J.; Li, H. Al/Al2O3 composite coating deposited by flame spraying for marine applications: Alumina skeleton enhances anti-corrosion and wear performances. J. Therm. Spray Technol. 2014, 23, 676–683. [Google Scholar] [CrossRef]
- Fauchais, P.; Vardelle, A. Thermal sprayed coatings used against corrosion and corrosive wear. In Advanced Spray Applications; Jazi, H.S., Ed.; IntechOpen: London, UK, 2012; pp. 3–39. ISBN 978-953-51-0349-3. [Google Scholar]
- NORSOK Standard M-501 Surface Preparation and Protective Coating, 2004.
- López-Ortega, A.; Bayón, R.; Arana, J.L. Evaluation of protective coatings for offshore applications. Corrosion and tribocorrosion behaviour in synthetic seawater. Surf. Coat. Technol. 2018, 349, 1083–1097. [Google Scholar] [CrossRef]
- López-Ortega, A.; Areitioaurtena, O.; Alves, S.A.; Goitandia, A.M.; Elexpe, I.; Arana, J.L.; Bayón, R. Development of a superhydrophobic and bactericide organic topcoat to be applied on thermally sprayed aluminum coatings in offshore submerged components. Prog. Org. Coat. 2019, 137, 105376. [Google Scholar] [CrossRef]
- Gu, W.; Shen, D.; Wang, Y.; Chen, G.; Feng, W.; Zhang, G.; Fan, S.; Liu, C.; Yang, S. Deposition of duplex Al2O3 /aluminum coatings on steel using a combined technique of arc spraying and plasma electrolytic oxidation. Appl. Surf. Sci. 2006, 252, 2927–2932. [Google Scholar] [CrossRef]
- López-Ortega, A.; Arana, J.L.; Rodríguez, E.; Bayón, R. Corrosion, wear and tribocorrosion performance of a thermally sprayed aluminum coating modified by plasma electrolytic oxidation technique for offshore submerged components protection. Corros. Sci. 2018, 143, 258–280. [Google Scholar] [CrossRef]
- Pang, X.; Wang, R.; Wei, Q.; Zhou, J. Effect of epoxy resin sealing on corrosion resistance of arc spraying aluminium coating using cathode electrophoresis method. Mater. Res. Express 2018, 5, 016527. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, T.; Zhao, W.; Tang, X. Sealing Treatment of Aluminium Coating on S235 Steel with Thermal Diffusion of Zinc. J. Therm. Spray Technol. 2015, 24, 1052–1059. [Google Scholar] [CrossRef]
- Lee, H.-S.; Singh, J.K.; Ismail, M.A. An effective and novel pore sealing agent to enhance the corrosion resistance performance of Al coating in artificial ocean water. Sci. Rep. 2017, 7, 41935. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Kumar, A.; Mandal, S.; Singh, J.K.; Aslam, F.; Alyousef, R.; Albduljabbar, H. Effect of sodium phosphate and calcium nitrate sealing treatment on microstructure and corrosion resistance of wire arc sprayed aluminum coatings. Coatings 2020, 10, 33. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.M.; Wang, Z.; Song, G. Study on corrosion resistance properties of hydrothermal sealed arc sprayed aluminium coating. Surf. Eng. 2010, 26, 399–406. [Google Scholar] [CrossRef]
- Armada, S.; Tilset, B.G.; Pilz, M.; Liltvedt, R.; Bratland, H.; Espallargas, N. Sealing HVOF thermally sprayed WC-CoCr coatings by sol-gel methods. J. Therm. Spray Technol. 2011, 20, 918–926. [Google Scholar] [CrossRef]
- Wang, R.; Zhou, J. Effect of glass powder sealings on the corrosion resistance of arc sprayed Al coating. Mater. Res. Express 2019, 6, 086566. [Google Scholar] [CrossRef]
- Wenming, L.; Tianyuan, S.; Dejun, K. Effects of laser remelting on surface-interface morphologies, bonding modes and corrosion performances of arc-sprayed Al coating. Anti Corros. Methods Mater. 2017, 64, 43–51. [Google Scholar] [CrossRef]
- Fischer, K.P.; Thomason, W.H.; Rosbrook, T.; Murali, J. Performance history of thermal-sprayed aluminum coatings in offshore service. Mater. Perform. 1995, 34, 27–35. [Google Scholar]
- Knudsen, O.Ø.; Rogne, T.; Røssland, T. Rapid degradation of painted TSA Paper No. 04023. In Proceedings of the Corrosion 2004; NACE International: New Orleans, LA, USA, 2004. [Google Scholar]
- Sumon, T.A.; Lyon, S.B.; Scantlebury, J.D. Failure of aluminium metal spray/organic duplex coating systems on structural steel. Corros. Eng. Sci. Technol. 2013, 48, 552–557. [Google Scholar] [CrossRef] [Green Version]
- Thomason, W.H. Offshore corrosion protection with thermal-sprayed aluminum. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 6–9 May 1985. [Google Scholar]
- Huang, G.; Lou, X.; Wang, H.; Li, X.; Xing, L. Investigation on the cathodic protection effect of low pressure cold sprayed AlZn coating in seawater via numerical simulation. Coatings 2017, 7, 93. [Google Scholar] [CrossRef] [Green Version]
- Ce, N.; Paul, S. Thermally Sprayed Aluminium Coatings for the Protection of Subsea Risers and Pipelines Carrying Hot Fluids. Coatings 2016, 6, 58. [Google Scholar] [CrossRef] [Green Version]
- Ce, N.; Paul, S. The effect of temperature and local pH on calcareous deposit formation in damaged thermal spray aluminum (TSA) coatings and its implication on corrosion mitigation of offshore steel structures. Coatings 2017, 7, 52. [Google Scholar] [CrossRef] [Green Version]
- Lin, S.-H.; Dexter, S.C. Effects of temperature and magnesium ions on calcareous deposition. Corrosion 1988, 44, 615–622. [Google Scholar] [CrossRef]
- Yang, Y.; Scantlebury, J.D.; Koroleva, E.V. A Study of calcareous deposits on cathodically protected mild steel in artificial seawater. Metals 2015, 5, 439–456. [Google Scholar] [CrossRef] [Green Version]
- Knudsen, O.Ø.; Van Bokhorst, J.; Clapp, G.; Duncan, G. Corrosion of cathodically polarized TSA in subsea mud at high temperature Paper No. 4196. In Proceedings of the Corrosion 2004, San Antonio, TX, USA, 9–13 March 2014; NACE International: San Antonio, TX, USA, 2014. [Google Scholar]
- Paul, S. Protection of deep sea steel structures using thermally sprayed aluminium Paper No. 9009. In Proceedings of the Corrosion 2017, New Orleans, LA, USA, 26–30 March 2017; NACE International: New Orleans, LA, USA, 2017. [Google Scholar]
- Dexter, S.C. Effect of variations in sea water upon the corrosion of aluminum. Corrosion 1980, 36, 423–432. [Google Scholar] [CrossRef]
- Paul, S. Behavior of damaged thermally sprayed aluminum (TSA) in aerated and dearated seawater Paper No. 12766. In Proceedings of the Corrosion 2019, Nashville, TN, USA, 24–28 March 2019; NACE International: Nashville, TN, USA, 2019. [Google Scholar]
- Pryor, M.J.; Keir, D.S. Galvanic corrosion: I. current flow and polarization characteristics of the aluminium-steel and zinc-steel couples in sodium chloride solution. J. Electrochem. Soc. 1957, 104, 269–275. [Google Scholar] [CrossRef]
- Frankel, G.S. Pitting corrosion of metals. A review of the critical factors. J. Electrochem. Soc. 1998, 145, 2186–2198. [Google Scholar] [CrossRef]
- Szklarska-Smialowska, Z. Pitting corrosion of aluminum. Corros. Sci. 1998, 41, 1743–1767. [Google Scholar] [CrossRef]
- Natishan, P.M.; O’Grady, W.E. Chloride ion interactions with oxide-covered aluminum leading to pitting corrosion: A review. J. Electrochem. Soc. 2014, 161, C421–C432. [Google Scholar] [CrossRef]
- Panossian, Z.; Mariaca, L.; Morcillo, M.; Flores, S.; Rocha, J.; Peña, J.J.; Herrera, F.; Corvo, F.; Sanchez, M.; Rincon, O.T.; et al. Steel cathodic protection afforded by zinc, aluminium and zinc/aluminium alloy coatings in the atmosphere. Surf. Coat. Technol. 2005, 190, 244–248. [Google Scholar] [CrossRef]
- Rios, G. Effect of chlorides on the electrochemical behaviour of thermally sprayed aluminium protective coatings. Ph.D. Thesis, University of Manchester, Manchester, UK, 2012. [Google Scholar]
- Na, K.H.; Pyun, S. Il Effects of SO42-, S2O 32- and HSO4- Ion additives on the pitting corrosion of pure aluminium in 1 M NaCl solution at 40–70 °C. J. Solid State Electrochem. 2005, 9, 639–645. [Google Scholar] [CrossRef]
- Wu, T.I.; Wu, J.K. Effect of sulfate ions on corrosion inhibition of AA 7075 aluminum alloy in sodium chloride solutions. Corrosion 1995, 51, 185–190. [Google Scholar] [CrossRef]
- Kuroda, S.; Kawakita, J.; Takemoto, M. An 18-year exposure test of thermal-sprayed Zn, Al, and Zn-Al coatings in marine environment. Corrosion 2006, 62, 635–647. [Google Scholar] [CrossRef]
- Mansford, R.E. Sprayed aluminium and zinc in corrosive environments. Corros. Technol. 1956, 314–316. [Google Scholar] [CrossRef]
- Hoar, T.P.; Radovici, O. Zinc-aluminium sprayed coatings. Trans. IMF 1964, 42, 211–222. [Google Scholar] [CrossRef]
- Watkins, K.O. Painting of metal-sprayed structural steelwork: Report on the condition of specimens after 10 years’ exposure. Br. Corros. J. 1974, 9, 204–210. [Google Scholar] [CrossRef]
- Kumar, A.; Van Blaricum, V.; Beitelman, A.; Boy, J. Twenty year field study of the performance of coatings in seawater. In Corrosion Testing in Natural Waters; Young, W., Kain, R., Eds.; ASTM International: West Conshohocken, PA, USA, 1997; Volume Second, pp. 74–90. [Google Scholar]
- Bukowski, J.; Kumar, A. Coatings and Cathodic Protection of Piling on Seawater: Results of 10-Year Exposure at LaCosta Island, Fl; Tech. Rep. M-321; Constr. Eng. Lab, US Army: Champaign, IL, USA, 1982. [Google Scholar]
- Jiang, Q.; Miao, Q.; Liang, W.; Ying, F.; Tong, F.; Xu, Y.; Ren, B.; Yao, Z.; Zhang, P. Corrosion behaviour of arc sprayed Al–Zn–Si–RE coatings on mild steel in 3.5wt% NaCl solution. Electrochim. Acta 2013, 115, 644–656. [Google Scholar] [CrossRef]
- Lee, H.S.; Kwon, S.J.; Singh, J.K.; Ismail, M.A. Influence of Zn and Mg alloying on the corrosion resistance properties of Al coating applied by arc thermal spray process in simulated weather solution. Acta Metall. Sin. (Engl. Lett.) 2018, 31, 591–603. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.S.; Singh, J.K.; Ismail, M.A.; Bhattacharya, C.; Seikh, A.H.; Alharthi, N.; Hussain, R.R. Corrosion mechanism and kinetics of Al-Zn coating deposited by arc thermal spraying process in saline solution at prolong exposure periods. Sci. Rep. 2019, 9, 1–17. [Google Scholar] [CrossRef]
- Tiong, D.K.-K.; Pit, H. Experiences on “thermal spray aluminium (TSA)” coating on offshore structures Conference paper No. 04022. In Proceedings of the Corrosion 2004; NACE International: New Orleans, LA, USA, 2004. [Google Scholar]
- Doble, O.; Pryde, G.; Oil, K. Use of thermally sprayed aluminium in the Norwegian Offshore Industry. Prot. Coat. Eur. 1997, 2, 1–10. [Google Scholar]
- Knudsen, O.Ø. Coating Systems for LONG lifetime: Thermally Sprayed Duplex Systems SINTEF Report A14189; SINTEF: Trondheim, Norway, 2010. [Google Scholar]
- Mandeno, W.L. Thermal metal spray: Successes, failures and lessons learned. In Proceedings of the Proceedings of Australasian Corrosion Association Corrosion & Prevention Conference, Melbourne, Australia, 11–14 November 2012. [Google Scholar]
- Klinge, R. Altered specifications for the protection of Norwegian steel bridges and offshore structures against corrosion. Steel Constr. 2009, 2, 109–118. [Google Scholar] [CrossRef]
- TWI Ltd. CROWN Project Commended for Offshore Win Corrosion Work. Available online: https://www.twi-global.com/media-and-events/press-releases/2018-02-collaborative-crown-project-commended-for-offshore-wind-corrosion-work (accessed on 7 January 2020).
- Matthiesen, H. Arkona Offshore Wind Project. Available online: Ttps://www.norwep.com/content/download/32957/239720/version/1/file/Mathiesen+2017-12-04_Norwegian+Offshore+Delegation_Arkona+Offshore+Wind+Project.pdf (accessed on 7 January 2020).




{kind=link}
{kind=link}
{kind=link}
| Standard | Min. Adhesion Strength [MPa] |
|---|---|
| ISO 2063 | 4.5 |
| SSPC-CS 23.00/AWS C2.23M/NACE No. 12 | 6.89 |
| NORSOK M-501 | 9 |
| AWS C2.18-93 | 10.3 |
| Coating Consumable | Spraying Method | Substrate | Electrolyte | Temperature [°C] | Duration | Method | Corrosion Rate [µm/year] | Ref. | |
|---|---|---|---|---|---|---|---|---|---|
| Al 99.5% | Electric arc | 22%Cr Duplex stainless steel | Artificial seawater | 18 ± 2 80 ± 2 | 25 days | Linear polarisation resistance (LPR) | 5–8 6–7 | [28] | |
| Al 99.5% | Electric arc | glass | Artificial seawater | 25 50 100 | 22 days | LPR | 0.2–1.5 | [29] | |
| Al 99.6% AlMg5% | Electric arc and flame | Steel | Natural seawater | 6.5–11 | 11 months | LPR Polarisation curves | ~3.3 (Al arc) ~2.4 (AlMg arc) 2.0–2.7 (Al flame) ~3.2 (AlMg flame) | [19] | |
| Al 99.5% | Electric arc | Carbon Steel | Natural Seawater | 10 ± 2 | 30 days | Polarisation resistance Polarisation curves | 20 | [30] | |
| Al 99.0% | Electric arc | Mild steel | 3.5% NaCl | Room | 44 days | Tafel Electrochemical impedance spectroscopy (EIS) | Not given | [31] | |
| AlMg5% | Electric arc | Carbon steel | Natural seawater | 20 50 70 90 | (internal temp) | 280 days 280 days 60 days 280 days | Polarisation curves LPR | ~1.0 ~2.2 ~4.0 ~4.8 | [32] |
| Al 1100 | Electric arc | Carbon steel | Natural seawater | 10 50 70 | (1)230 days (2)250 days | LPR (1) Polarisation curves (2) | 7 and 5 6 and 5 16 and 8 | [33] | |
| Al 99.7% | Electric arc | Stainless steel (SS) | Natural seawater | Room | 24 hours | Polarisation curves | Not given | [24] | |
| Al 99.5% | Electric arc | Carbon steel | Artificial seawater | 25 ± 1 | 32 days | LPR | Not given | [34] | |
| Al 99.5% | Electric arc | Carbon steel | Artificial seawater | 26 ± 1 | 90 days | LPR | <20 | [35] | |
| Al 99.99% | Electric arc | Mild steel | 3.5% NaCl | 26–28 | 264 h | Polarisation curves EIS | Not given | [36] | |
| Al Al–Al2O3 | Electric arc and Plasma spray | SS 316L | Artificial seawater | 30 | 30 days | Polarisation curves EIS | Not given | [37] | |
| Commercially available Al powder | Cold spray | Mild steel | 3.5% NaCl | Room temperature | 96 h | Polarisation curves EIS | Not given | [23] | |
| Al–Al2O3 | Cold spray | Mild carbon steel | 0.01%NaCl 0.1%NaCl 1%NaCl | 80 | 21 days | Mass change | ~0.04 ~0.05 ~0.06 | [38] | |
| Al 99.5% | Electric arc | Carbon steel | Artificial seawater | 5 ~101.5 | 50 days | LPR | 5–7 | [39] | |
| Al 99.5% | Electric arc | SS404L | 3.5% NaCl | Ambient temperature | 0 h 500 h 1000 h | Tafel analysis | 17.1 0.1 0.2 | [40] | |
| Standard | Element (wt%) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UNS | Common Name | Al | Cr | Cu | Fe | Mn | Si | Ti | Zn | Mg | Other | |
| AWS C2.25 | A91100 | Al (1100) | 99.00 min | - | 0.05–0.20 | 0.95 (Fe and Si) | 0.05 | 0.95 (Fe and Si) | - | 0.10 | - | - |
| A91350 | Al (1350) | 99.50 min | 0.01 | 0.05 | 0.40 | 0.01 | 0.10 | 0.02 (V+Ti) | - | GaB (0.03-0.05) | ||
| A95356 | Al–5Mg | Rem. | 0.05–0.20 | 0.10 | 0.40 | 0.05–0.20 | 0.25 | 0.06–0.20 | 0.10 | 4.5–5.5 | ||
| A71001 | Al MMC | 88 min | - | - | - | - | - | - | - | Al2O3 (8–12) | ||
| ISO 14919 | Not provided | Al 99.5 | 99.5 min | - | ≤0.02 | ≤0.40 | ≤0.02 | ≤0.25 | ≤0.02 | ≤0.07 | ≤0.03 | |
| Al–5Mg | Rem. | 0.05–0.2 | ≤0.10 | ≤0.40 | 0.05–0.20 | ≤0.30 | 0.06–0.20 | ≤0.10 | 4.5–5.6 | ≤0.15 | ||
| Name/Organisation | Exposure Time | Exposure Type | Coating Material | Coating Thickness | Spraying Method | Sealed | Holiday/Artificial Defect | Findings | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| BISRA | 12 years | Atmospheric (rural, coastal industrial) Seawater immersion | Zn, Al, Cd, Pb, Sb | 3–4 mils | Thermal Spraying (type not specified), electroplating, and hot dipping. | No | No | Life of the coating roughly proportional to the coating thickness regardless of the application process. | [83,84] |
| LaQue Centre | 12 years extended to 34 years | Atmospheric (marine and industrial) | Powders of various compositions of Zn, Al, Zn and Al Zn and Al and Mg Mn, Al and Mg | 0.08–0.2 mm | Powder flame spraying | No | No | Al-based coatings performed better than Zn-based ones in industrial atmospheres but worse in marine atmospheres after 12 years exposure. There were more resistant coatings with high Al content than Zn after longer (34 years) exposure in marine atmosphere. | [83,85] |
| AWS | 19 years | Atmospheric and immersion | Zn, Al | 80–460 µm | Wire flame spraying | Wash primer, clear vinyl, Al-pigmented vinyl, Chlorinated rubber | No | 80–150 um TSA coatings with and without sealing protect steel in seawater and in atmosphere. The coating that gave the best performance was a thin TSA. It exhibited the lowest level of pitting and blistering. | [27] |
| JACC | 18 years | Atmospheric, immersion | Zn, Al, Zn–Al | 175 ± 25 µm (flame and arc-sprayed coating) 400 ± 25 µm only for Al (arc-sprayed) | Wire flame and electric arc spraying | Epoxy | No | TSA not effective in splash zone when there is a damage in the coating. | [83] |
| PATINA project | 3.5 years | Atmospheric | Al, Zn, Zn–Al | 150 µm | Flame spraying (type not specified) | No | Yes | TSA only effective in atmosphere with high chloride content. | [79] |
| the Corrosion Advice Bureau of BISRA | 10 years | Atmospheric, immersion | Al, Zn, Zn and Al | 50,100,150 µm | Wire and powder spraying (exact method not specified) | Variety of paints and topcoats | Yes | Painted TSA can provide 10 years life without maintenance under atmospheric exposures. When damaged, rusting of the substrate occurs under all conditions. Unpainted Zn coatings failed under immersion conditions, whereas unpainted Al coatings provided protection. | [86] |
| US Army, Buzzard’s Bay | 20 years | Atmospheric, splash, tidal, immersion in natural seawater | Various organic and metallic coatings | 150 µm (TSA without sealant) 80–90 µm sealed | Wire flame spraying | Wash coati primer and Al vinyl | Yes | TSA with sealant was the best performing coating among 24 systems tested Unsealed Al coating failed in atmospheric and splash zones (red rust present). | [62,87] |
| US Army, La Costa Island | 21 years, results reported after 10 years | Atmospheric, splash, tidal, immersion in natural seawater | Various organic and metallic coatings | 150 µm | Wire flame spraying | Vinyl topcoat | Yes | The most severe corrosion in the splash zone. | [87,88] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Syrek-Gerstenkorn, B.; Paul, S.; Davenport, A.J. Sacrificial Thermally Sprayed Aluminium Coatings for Marine Environments: A Review. Coatings 2020, 10, 267. https://doi.org/10.3390/coatings10030267
Syrek-Gerstenkorn B, Paul S, Davenport AJ. Sacrificial Thermally Sprayed Aluminium Coatings for Marine Environments: A Review. Coatings. 2020; 10(3):267. https://doi.org/10.3390/coatings10030267
Chicago/Turabian StyleSyrek-Gerstenkorn, Berenika, Shiladitya Paul, and Alison J Davenport. 2020. "Sacrificial Thermally Sprayed Aluminium Coatings for Marine Environments: A Review" Coatings 10, no. 3: 267. https://doi.org/10.3390/coatings10030267
APA StyleSyrek-Gerstenkorn, B., Paul, S., & Davenport, A. J. (2020). Sacrificial Thermally Sprayed Aluminium Coatings for Marine Environments: A Review. Coatings, 10(3), 267. https://doi.org/10.3390/coatings10030267