Measuring the Wall Thickness of a Trailing Arm Using Ultrasonic Measurement Model

Abstract
:1. Introduction
2. Method
2.1. The Overall Scheme
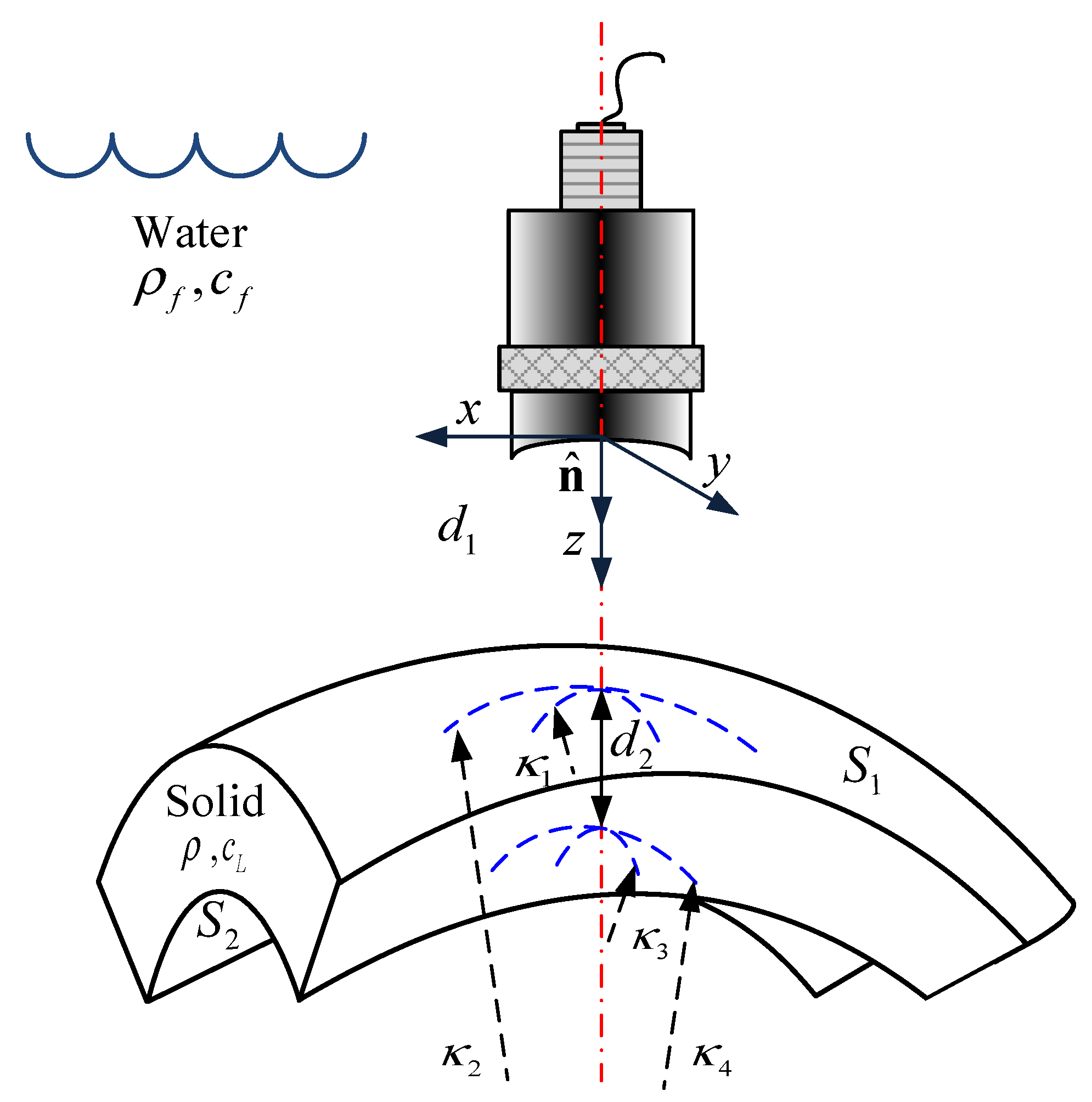
2.2. An Ultrasonic Measurement Model for Trailing Arm
2.3. Thickness Matching Algorithm
3. Experiments and Analysis
3.1. Ultrasonic Measurement Setup
3.2. Measurement Results Analysis
4. Conclusions
- Both the curvature and thickness of the trailing arm are both introduced to calculate the predicted waveforms, so the present method has obvious advantages over the conventional ultrasonic thickness measurement method;
- A waveform matching method is developed to calculate the measured thickness;
- The relative errors between the results determined by the present method and micrometer are within 0.08 mm, but the present method does not need to destroy the trailing arm.
Author Contributions
Funding
Conflicts of Interest
References
- Kang, O.; Park, Y.; Park, Y.S.; Suh, M. Look-ahead preview control application to the high-mobility tracked vehicle model with trailing arms. J. Mech. Sci. Technol. 2009, 23, 914–917. [Google Scholar] [CrossRef]
- Margolis, D. The stability of trailing arm suspensions in heavy trucks. Int. J. Veh. Des. 2001, 25, 211–229. [Google Scholar] [CrossRef]
- Lian, M.; Liu, H.; Zhang, T.; Bo, Q.; Li, T.; Wang, Y. Ultrasonic on-machine scanning for thickness measurement of thin-walled parts: Modeling and experiments. Int. J. Adv. Manuf. Technol. 2019, 104, 2061–2072. [Google Scholar] [CrossRef]
- Han, Z.R.; Fan, Z.J.; Xiao, Y.; Jia, Z. A research on thickness distribution of oblique cone in dieless shear spinning. Int. J. Adv. Manuf. Technol. 2017, 90, 2901–2912. [Google Scholar] [CrossRef]
- Huang, N.; Yin, C.; Liang, L.; Hu, J.; Wu, S. Error compensation for machining of large thin-walled part with sculptured surface based on on-machine measurement. Int. J. Adv. Manuf. Technol. 2018, 96, 4345–4352. [Google Scholar] [CrossRef]
- Cong, S.; Gang, T. Ultrasonic thickness measurement for aluminum alloy irregular surface parts based on spectral analysis. Trans. Nonferr. Met. Soc. China 2012, 22, S323–S328. [Google Scholar] [CrossRef]
- Zhou, L.J.; Liu, H.B.; Lian, M.; Ying, Y.W.; Li, T.; Wang, Y.Q. Highly accurate adaptive TOF determination method for ultrasonic thickness measurement. Meas. Sci. Technol. 2018, 29, 045002. [Google Scholar] [CrossRef]
- Huang, R.J.; Schmerr, L.W.; Sedov, A. Multi-Gaussian ultrasonic beam modeling for multiple curved interfaces-An ABCD matrix approach. Res. Nondestruct. Eval. 2005, 16, 143–174. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, P.; Li, X.; Jeong, H. Calibration of focused circular transducers using a multi-Gaussian beam model. Appl. Acoust. 2018, 133, 182–185. [Google Scholar] [CrossRef]
- Schmerr Jr, L.W.; Song, S.-J. Ultrasonic Nondestructive Evaluation Systems; Springer: New York, NY, USA, 2007; pp. 154–196. [Google Scholar]
- Kim, H.J.; Schmerr, L.W.; Sedov, A. Generation of the basis sets for multi-Gaussian ultrasonic beam models. In Review of Progress in Quantitative Nondestructive Evaluation, Proceedings of the 31st Annual Review of Progress in Quantitative Nondestructive Evaluation, Colorado Sch Mines, Golden, CO, USA, 25–30 July 2004; Thompson, D.O., Chimenti, D.E., Eds.; American Institute of Physics: New York, NY, USA, 2005. [Google Scholar] [CrossRef]
- Zhang, S.; Li, X.; Jeong, H. Analytical Diffraction Corrections for Circular Focused Transducers Expressed Using the Multi-Gaussian Beam Model. Acta Acust. United Acust. 2017, 103, 717–720. [Google Scholar] [CrossRef]
- Wang, W.; Liu, X.; Li, X.; Xu, G.; Zhang, S. Modeling Flaw Pulse-Echo Signals in Cylindrical Components Using an Ultrasonic Line-Focused Transducer with Consideration of Wave Mode Conversion. Sensors 2019, 19, 2744. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- MacCoss, M.J.; Wu, C.C.; Liu, H.B.; Sadygov, R.; Yates, J.R. A correlation algorithm for the automated quantitative analysis of shotgun proteomics data. Anal. Chem. 2003, 75, 6912–6921. [Google Scholar] [CrossRef] [PubMed]
- Tsui, P.H. Minimum Requirement of Artificial Noise Level for Using Noise-Assisted Correlation Algorithm to Suppress Artifacts in Ultrasonic Nakagami Images. Ultrason. Imaging 2012, 34, 110–124. [Google Scholar] [CrossRef] [PubMed]
- Taylor, R. Interpretation of the Correlation Coefficient: A Basic Review. J. Diagn. Med Sonogr. 1990, 6, 35–39. [Google Scholar] [CrossRef]
- Li, X.B.; Zhou, X.J.; Zheng, H.F. Data compression for ultrasonic inspection. J. Zhejiang Univ. (Eng. Sci.) 2008, 42, 1251–1254. [Google Scholar] [CrossRef]
- Li, X.; Hu, H.; Yang, Y.; Ni, P.; Yang, C. Automatic ultrasonic inspection of flaws in a propeller-blade. Nondestruct. Test. Eval. 2010, 25, 341–351. [Google Scholar] [CrossRef]
- Balkan, T.; Ozgoren, M.K.; Arikan, M.A.S.; Baykurt, H.M. A kinematic structure-based classification and compact kinematic equations for six-dof industrial robotic manipulators. Mech. Mach. Theory 2001, 36, 817–832. [Google Scholar] [CrossRef]
- Lee, B.J. Differential Kinematics of Flexible Manipulator for Calibration of Model Parameters. Adv. Intell. Syst. Comput. 2013, 208, 359–373. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement No. | Point No. | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
| 1 | 4.15 | 5.18 | 4.98 | 6.22 | 5.73 | 4.83 | 5.14 | 5.45 | 6.32 | 5.70 | 5.01 | 5.22 |
| 2 | 4.17 | 5.23 | 5.03 | 6.28 | 5.74 | 4.82 | 5.10 | 5.49 | 6.28 | 5.66 | 4.97 | 5.26 |
| 3 | 4.16 | 5.22 | 5.02 | 6.25 | 5.69 | 4.84 | 5.15 | 5.44 | 6.33 | 5.65 | 4.99 | 5.27 |
| mean | 4.16 | 5.21 | 5.01 | 6.25 | 5.72 | 4.83 | 5.13 | 5.46 | 6.31 | 5.67 | 4.99 | 5.25 |
| No. | Results Measured with Micrometer (mm) | Results of Present Method (mm) | Relative ErrorI (mm) | Results of Conventional Ultrasonic Method (mm) | Relative ErrorII (mm) |
|---|---|---|---|---|---|
| 1 | 4.20 | 4.16 | 0.04 | 3.98 | 0.22 |
| 2 | 5.15 | 5.21 | 0.06 | 5.03 | 0.12 |
| 3 | 5.06 | 5.01 | 0.05 | 4.93 | 0.13 |
| 4 | 6.17 | 6.25 | 0.08 | 6.34 | 0.17 |
| 5 | 5.79 | 5.72 | 0.07 | 5.47 | 0.32 |
| 6 | 4.76 | 4.83 | 0.07 | 4.92 | 0.25 |
| 7 | 5.18 | 5.13 | 0.05 | 5.09 | 0.09 |
| 8 | 5.53 | 5.46 | 0.07 | 5.39 | 0.14 |
| 9 | 6.23 | 6.31 | 0.08 | 6.34 | 0.11 |
| 10 | 5.75 | 5.67 | 0.08 | 5.88 | 0.13 |
| 11 | 4.93 | 4.99 | 0.06 | 5.01 | 0.08 |
| 12 | 5.33 | 5.25 | 0.08 | 5.21 | 0.12 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, F.; Chen, S.; Zhang, R.; Shi, Y.; Gu, L. Measuring the Wall Thickness of a Trailing Arm Using Ultrasonic Measurement Model. Coatings 2020, 10, 773. https://doi.org/10.3390/coatings10080773
Chen F, Chen S, Zhang R, Shi Y, Gu L. Measuring the Wall Thickness of a Trailing Arm Using Ultrasonic Measurement Model. Coatings. 2020; 10(8):773. https://doi.org/10.3390/coatings10080773
Chicago/Turabian StyleChen, Feng, Siqi Chen, Rongfan Zhang, Yongsheng Shi, and Liangyao Gu. 2020. "Measuring the Wall Thickness of a Trailing Arm Using Ultrasonic Measurement Model" Coatings 10, no. 8: 773. https://doi.org/10.3390/coatings10080773
APA StyleChen, F., Chen, S., Zhang, R., Shi, Y., & Gu, L. (2020). Measuring the Wall Thickness of a Trailing Arm Using Ultrasonic Measurement Model. Coatings, 10(8), 773. https://doi.org/10.3390/coatings10080773