Structure and Properties of AlCrN Coatings Deposited Using Cathodic Arc Evaporation



Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Characterization Methods
- Reference electrode: calomel electrode Hg/Hg2Cl2/KCl; (SCE);
- Counter electrode: platinum electrode;
- Sample exposed surface: 0.292 cm2;
- Ambient temperature: 25 ± 1 °C;
- Electrolyte: 3.5% aqueous NaCl solution;
- Sample stabilization: measurement of the stationary potential in an open circuit during 1 h to obtain three reproducible results;
- Potential increase rate: 0.167 mV/s;
- Potential range: reference sample: −0.750 V ÷ −0.300 V, substrate–coating: −0.500 V ÷ 1.100 V.
3. Results
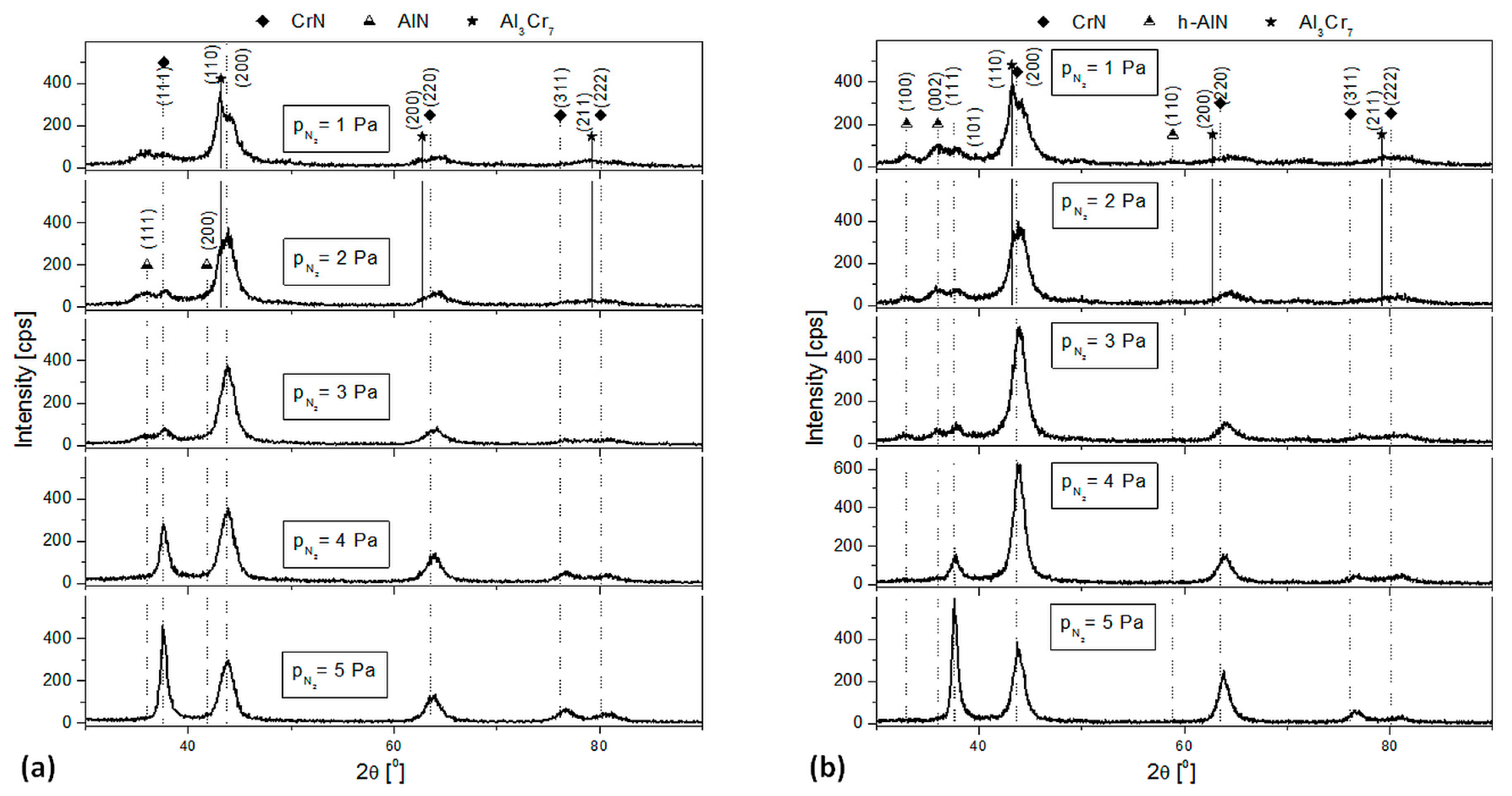
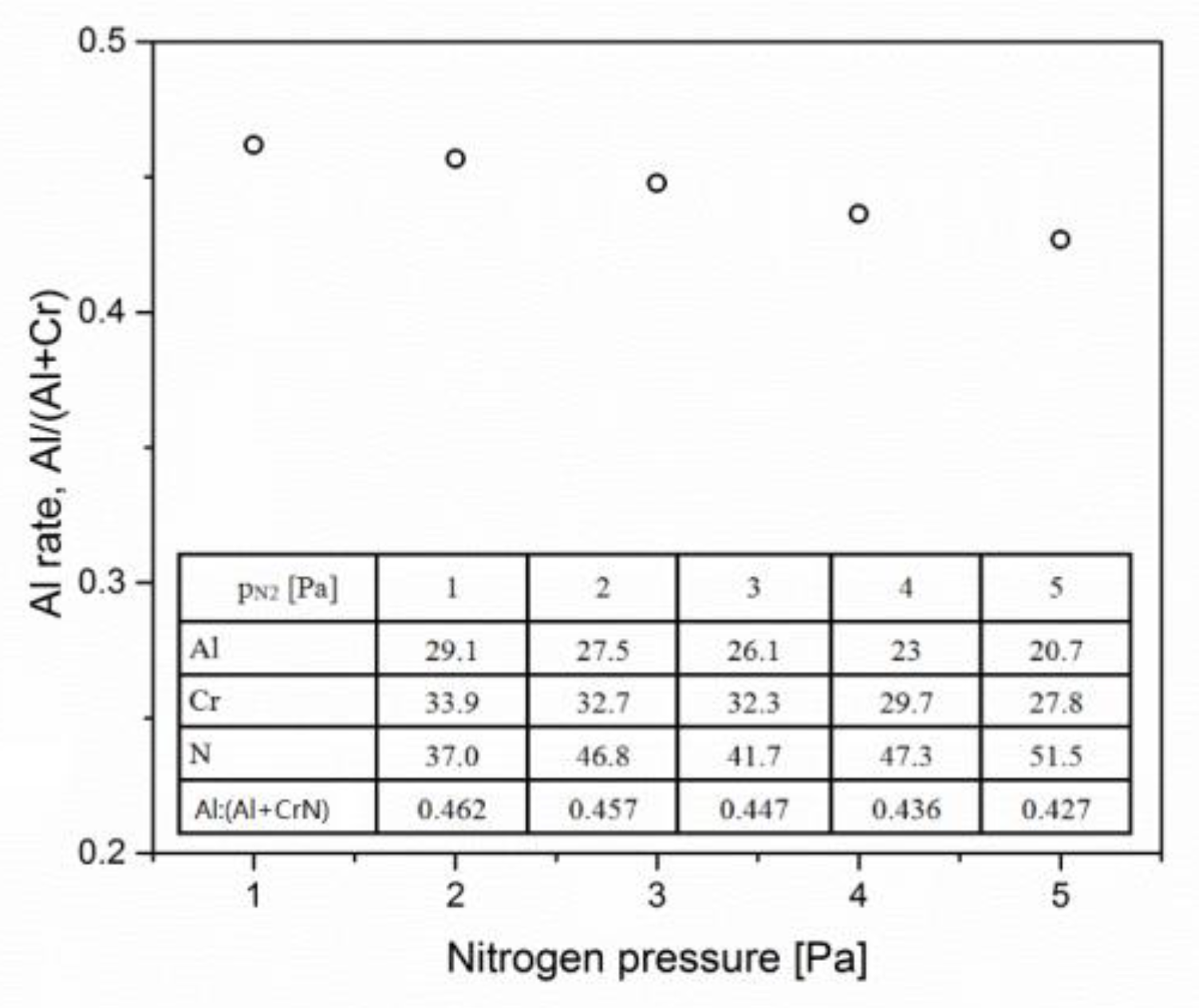
3.1. Phase and Chemical Composition
3.2. Surface Morphology
3.3. Hardness
3.4. Adhesion
3.5. Wear
3.6. Corrosion
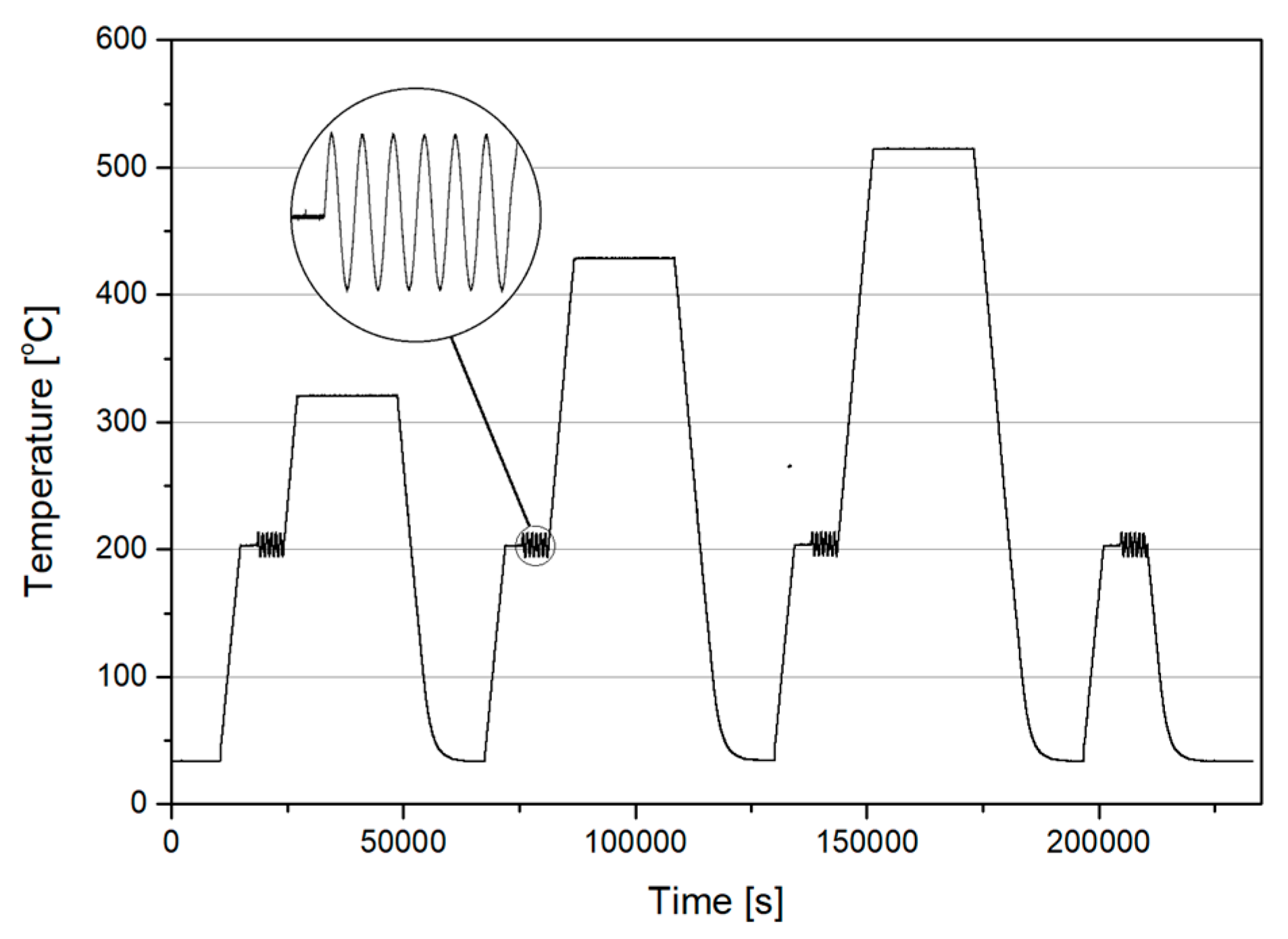
3.7. Thermal Stability
4. Discussion
4.1. Effect of Deposition Temperature
- So-called “target poisoning” [39]. When the nitride of the cathode material formed on the cathode has a higher melting point than the cathode, it can reduce the number of particles emitted from the arc spots;
- Other kinetics of the coating formation process. At higher substrate temperatures, the incident particles become more mobile, which can lead to easier resputtering.
4.2. Effect of Nitrogen Pressure
4.3. Effect of Substrate Bias Voltage
5. Conclusions
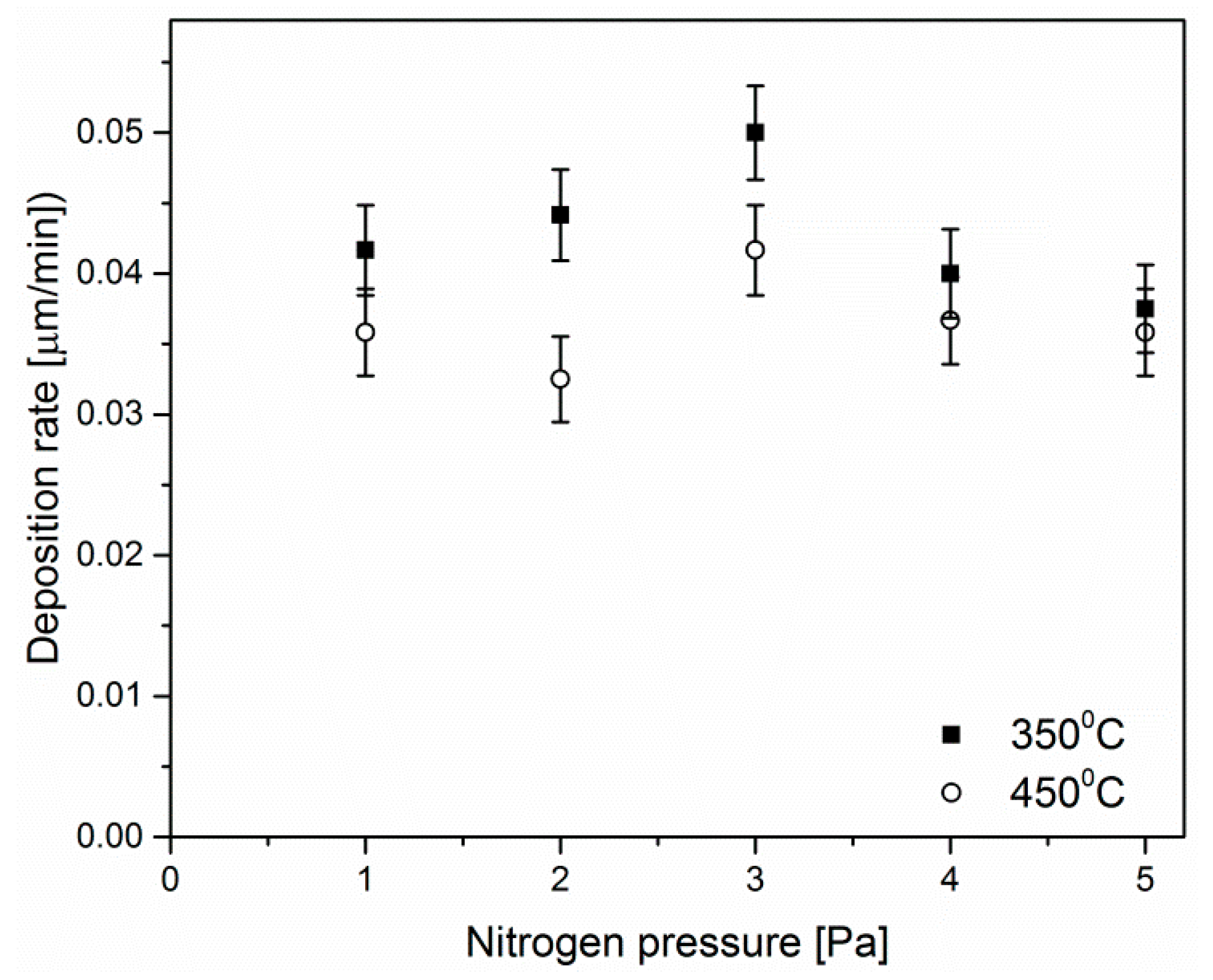
- The highest deposition rate was observed for coatings deposited at nitrogen pressure of three pascals independent of substrate temperature. The deposition rate was higher for coatings deposited at lower substrate temperature. The deposition rate decreased with negative substrate bias voltage increase. This was connected with coating resputtering phenomenon due to higher energy of bombarding ions;
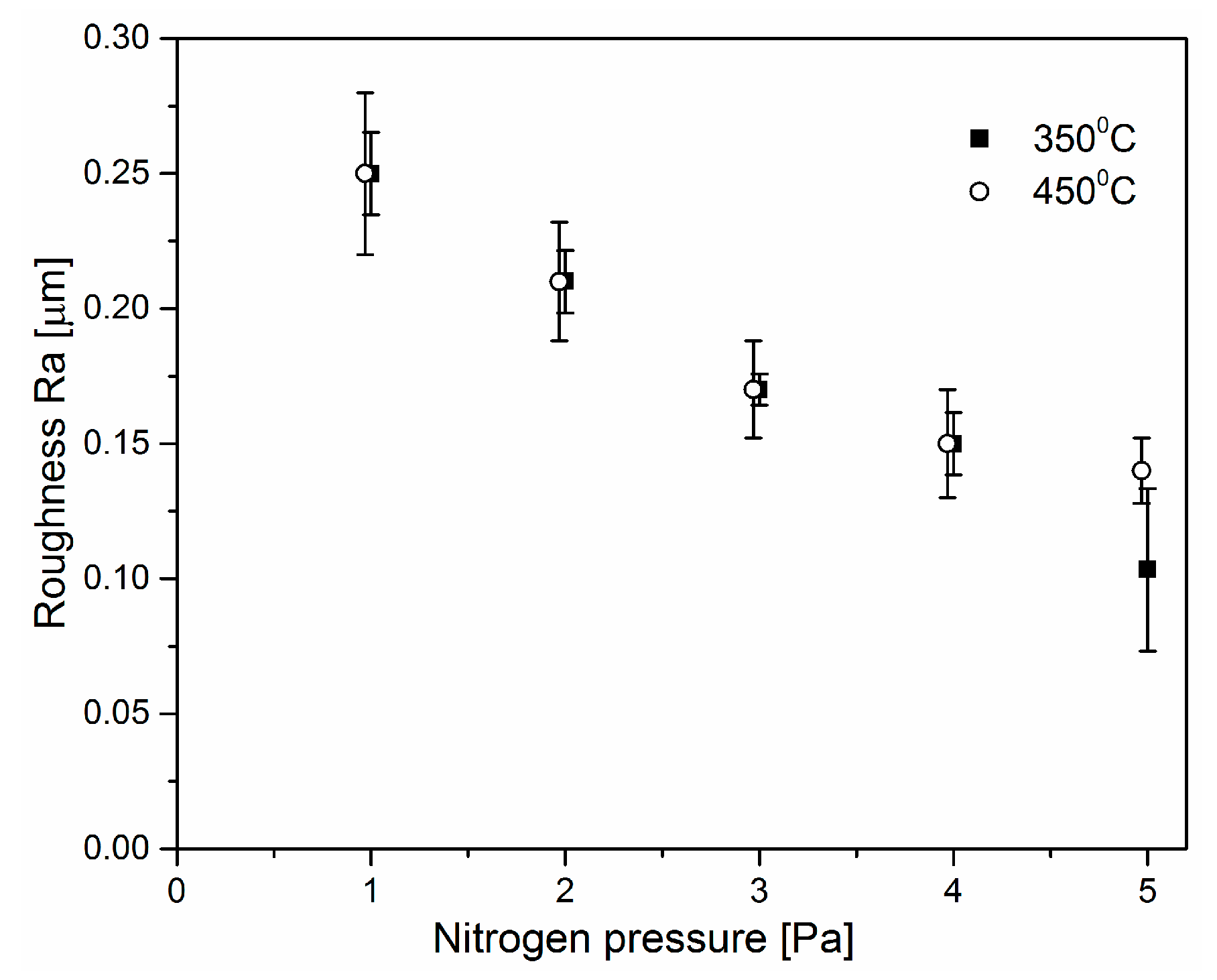
- The roughness parameter Ra of the decreased with nitrogen pressure during deposition. The roughness Ra was similar for coatings deposited at substrate temperature 350 and 450 °C. This was probably connected with the number of surface defects;
- The hardness of the coatings deposited in both temperatures 350 and 450 °C increased with nitrogen pressure. Coatings deposited at higher temperature were characterized by lower hardness;
- The coatings were characterized by very good adhesion to the substrate. The critical force Lc2 was about 90 N;
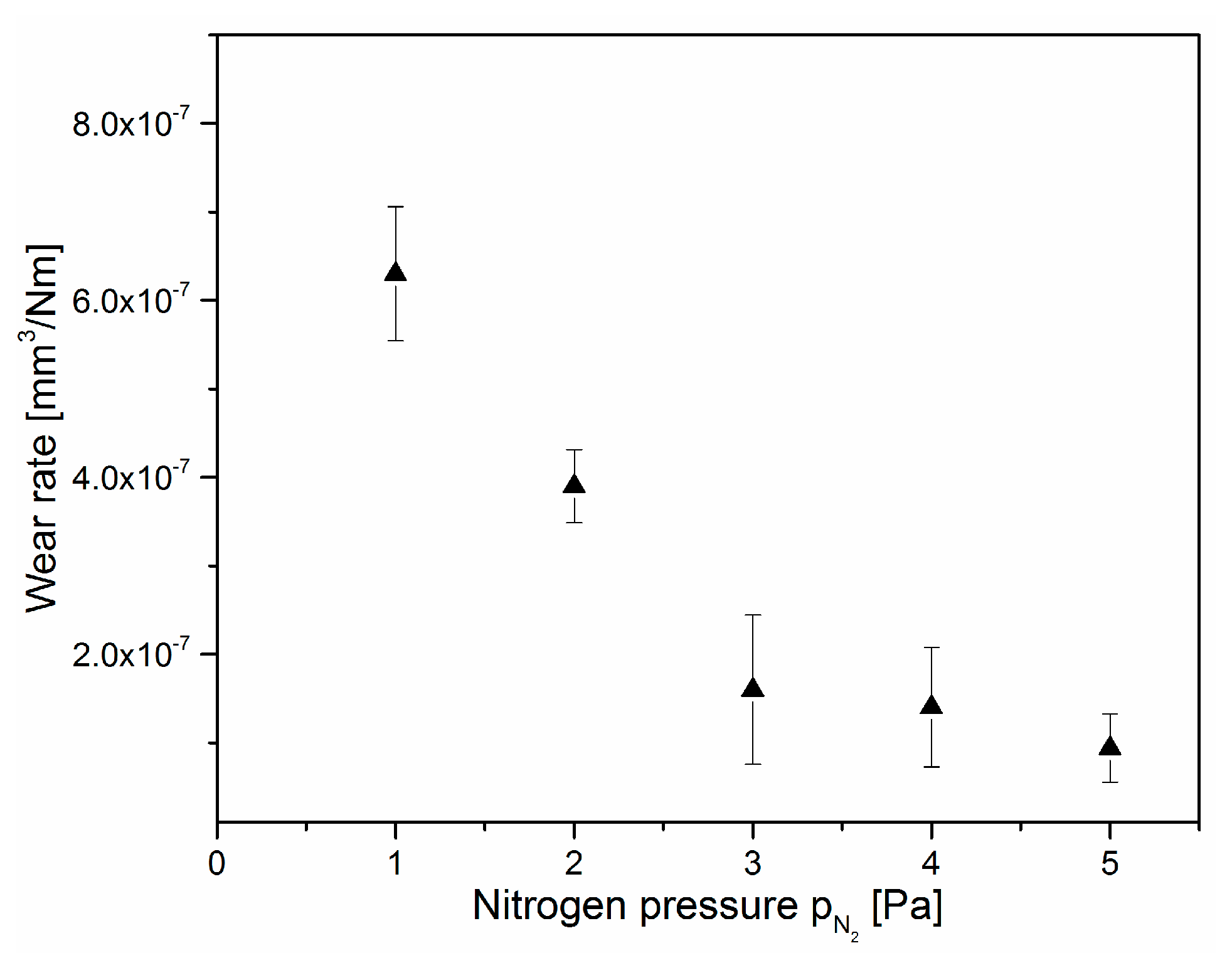
- The wear resistance of investigated coatings was dependent on nitrogen pressure during deposition. The coatings deposited at the highest nitrogen pressure showed the best wear resistance. Poor antiwear properties were observed for coatings formed at low nitrogen pressure;
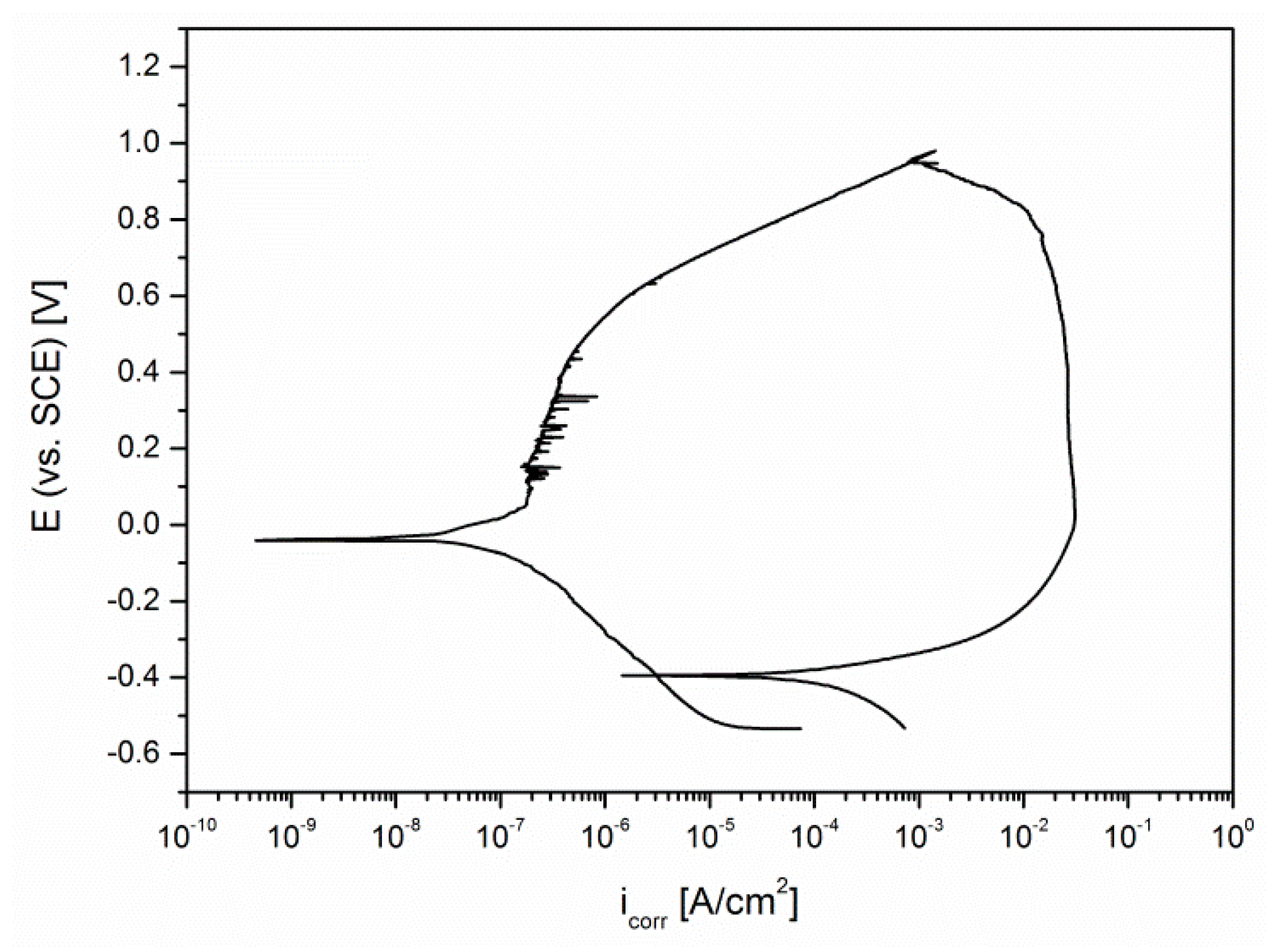
- AlCrN coatings significantly improved the corrosion resistance of HS6-5-2 steel. The change of nitrogen pressure in deposition process did not significantly affect the course of the corrosion process; the differences in the obtained parameters were small. The best anti-corrosion properties were registered for the coating deposited at nitrogen pressure of three pascals. None of the coatings showed resistance to pitting corrosion. In all cases, hysteresis loops were observed in cyclic measurements;
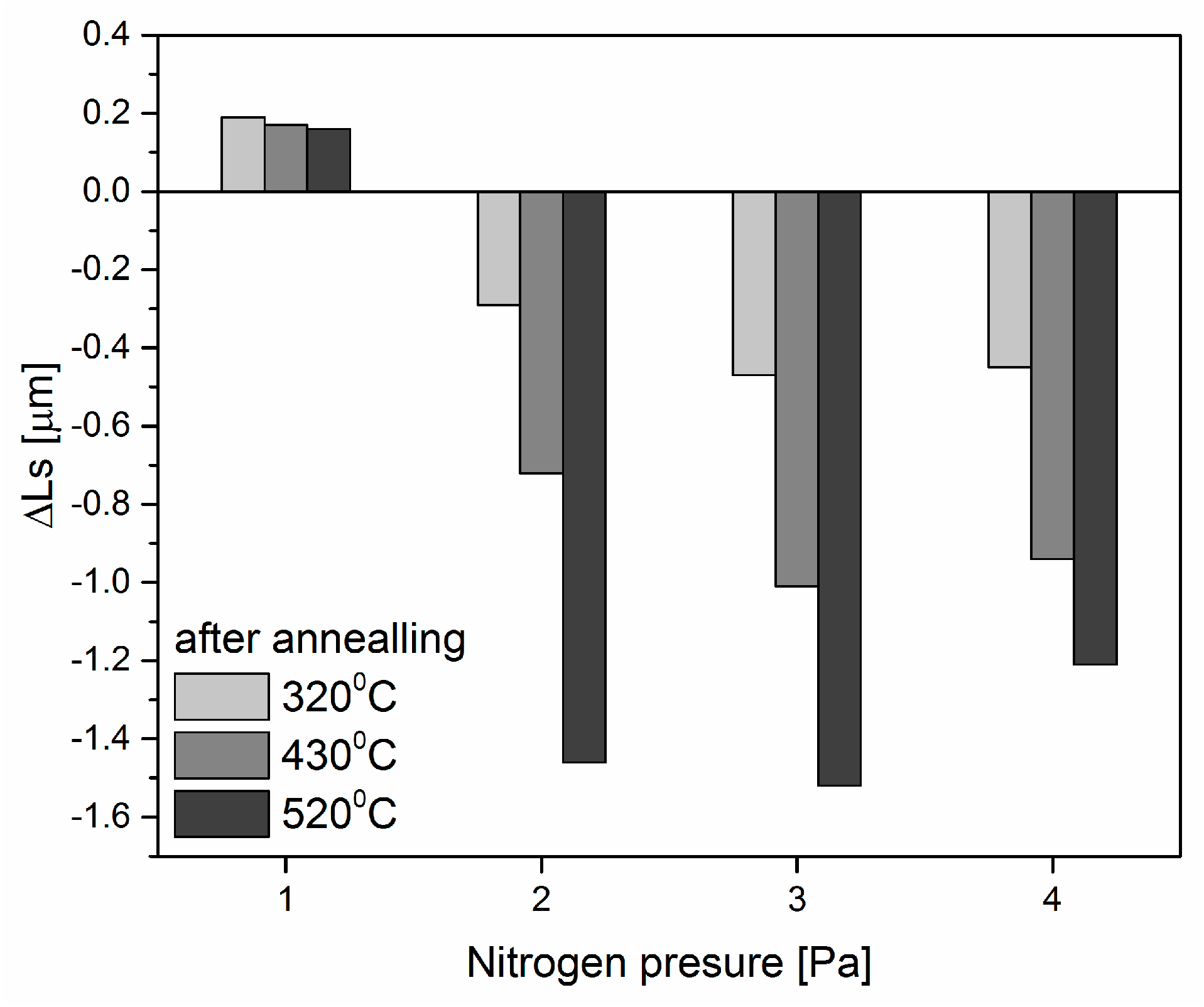
- The results of thermomechanical tests of thermal stability of AlCrN coatings deposited with different nitrogen pressures in the technological chamber show that coatings deposited at nitrogen pressure of one pascal revealed the most favorable service life—provided that their operating temperature does not exceed 320 °C. In the group of coatings deposited at higher pressures and substrate polarization UB = −100 V, the coatings deposited at a pressure of four pascals were particularly distinguished. They presented the most favorable thermal stability; the above coating properties were confirmed by the qualitative compliance of the two parameters αDL and ΔLs.
Author Contributions
Funding
Conflicts of Interest
References
- Mayrhofer, P.H.; HWillmann, H.; Mitterer, C. Oxidation kinetics of sputtered Cr–N hard coatings. Surf. Coat. Technol. 2001, 146, 222–228. [Google Scholar] [CrossRef]
- Chim, Y.C.; Ding, Z.Z.; Zeng, X.T.; Zhang, S. Oxidation resistance of TiN. CrN. TiAlN and CrAlN coatings deposited by lateral rotating cathode arc. Thin Solid Films 2002, 517, 4845–4849. [Google Scholar] [CrossRef]
- Mitterer, C.; Mayrhofer, P.H.; Musil, J. Thermal stability of PVD hard coatings. Vacuum 2003, 71, 279–284. [Google Scholar] [CrossRef]
- Reiter, A.E.; Derflinger, V.H.; Hanselmann, B.; Bachmann, T.; Sartory, B. Investigation of the properties of Al1-xCrxN coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2005, 200, 2114–2122. [Google Scholar] [CrossRef]
- Romero, J.; Gómez, M.A.; Esteve, J.; Montalà, F.; Carreras, L.; Grifol, M.; Lousa, A. CrAlN coatings deposited by cathodic arc evaporation at different substrate bias. Thin Solid Films 2006, 515, 113–117. [Google Scholar] [CrossRef]
- Benlatreche, Y.; Nouveau, C.; Aknouch, H.; Imhoff, L.; Martin, N.; Gavoille, J.; Rousselot, C.; Rauch, J.Y.; Pilloud, D. Physical and mechanical properties of CrAlN and CrSiN ternary systems for wood machining applications. Plasma Phys. Polym. 2009, 6, S113–S119. [Google Scholar] [CrossRef] [Green Version]
- Sabitzer, C.; Paulitsch, J.; Kolozsvári, S.; Rachbauer, R.; Mayrhofer, P.H. Influence of bias potential and layer arrangement on structure and mechanical properties of arc evaporated Al–Cr–N coatings. Vacuum 2014, 106, 49–52. [Google Scholar] [CrossRef]
- Pulugurtha, S.R.; Bhat, D.G.; Gordon, M.H.; Shultz, J.; MJoshi, S.V.S.; Govindarajan, S. Mechanical and tribological properties of compositionally graded CrAlN films deposited by AC reactive magnetron sputtering. Surf. Coat. Technol. 2007, 202, 1160–1166. [Google Scholar] [CrossRef]
- Gilewicz, A.; Jedrzejewski, R.; Myslinski, P.; Warcholinski, B. Structure, morphology and mechanical properties of AlCrN coatings deposited by cathodic arc evaporation. J. Mater. Eng. Perform. 2019, 28, 1522–1531. [Google Scholar] [CrossRef] [Green Version]
- Birol, Y.; İsler, D. Response to thermal cycling of CAPVD (Al,Cr)N-coated hot work tool steel. Surf. Coat. Technol. 2010, 205, 275–280. [Google Scholar] [CrossRef]
- Tang, J.F.; Lin, C.Y.; Yang, F.C.; Chang, C.L. Influence of nitrogen content and bias voltage on residual stress and the tribological and mechanical properties of CrAlN films. Coatings 2020, 10, 546. [Google Scholar] [CrossRef]
- Aihua, L.; Jianxin, D.; Haibing, C.; Yangyang, C.; Jun, Z. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Reiter, A.E.; Mitterer, C.; de Figueiredo, M.R.; Franz, R. Abrasive and adhesive wear behavior of arc-evaporated Al1-xCrxN hard coatings. Tribol. Lett. 2010, 37, 605–611. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, S.; Chen, Z.; Li, J.; Li, M. Influence of deposition parameters on hard Cr–Al–N coatings deposited by multi-arc ion plating. Appl. Surf. Sci. 2012, 258, 3629–3636. [Google Scholar] [CrossRef]
- Lin, J.; Mishra, B.; Moore, J.J.; Sproul, W.D. Microstructure, mechanical and tribological properties of Cr1–xAlxN films deposited by pulsed-closed field unbalanced magnetron sputtering (P-CFUBMS). Surf. Coat. Technol. 2006, 201, 4329–4334. [Google Scholar] [CrossRef]
- Forsén, R.; Johansson, M.P.; Odén, M.; Ghafoor, N. Effects of Ti alloying of AlCrN coatings on thermal stability and oxidation resistance. Thin Solid Films 2013, 534, 394–402. [Google Scholar] [CrossRef] [Green Version]
- Endrino, J.L.; Fox-Rabinovich, G.S.; Gey, C. Hard AlTiN, AlCrN PVD coatings for machining of austenitic stainless steel. Surf. Coat. Technol. 2006, 200, 6840–6845. [Google Scholar] [CrossRef]
- Wang, Y.X.; Zhang, S.; Lee, J.W.; Lew, W.S.; Li, B. Influence of bias voltage on the hardness and toughness of CrAlN coatings via magnetron sputtering. Surf. Coat. Technol. 2012, 206, 5103–5107. [Google Scholar] [CrossRef]
- Vetter, J.; Lugscheider, E.; Guerreiro, S.S. (Cr:Al) N coatings deposited by the cathodic vacuum are evaporation. Surf. Coat. Technol. 1998, 98, 1233–1239. [Google Scholar] [CrossRef]
- Fuentes, G.G.; Rodriguez, R.; Avelar-Batista, J.C.; Housden, J.; Montal’a, F.; Carreras, L.J.; Cristobal, A.A.; Damborenea, J.J.; Tate, T.J. Recent advances in the chromium nitride PVD process for forming and machining surface protection. J. Mater. Proc. Technol. 2005, 167, 415–421. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-ray Diffraction, 2nd ed.; Addison-Wesley Publishing Company Inc: London, UK, 1978. [Google Scholar]
- Vidakis, S.; Antoniadis, A.; Bilalis, N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mater. Process. Technol. 2003, 143, 481–485. [Google Scholar] [CrossRef]
- Archard, F. Contact and rubbing of flat surface. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- McCafferty, E. Validation of corrosion rates measured by the Tafel extrapolation method. Corros. Sci. 2005, 47, 3202–3215. [Google Scholar] [CrossRef]
- Wiedemann, H.; Riesen, R.; Boller, A. Elasticity characterization of materials during thermal treatment by thermal mechanical analysis. In Materials Characterization by Thermomechanical Analysis; Riga, A., Neag, M., Eds.; ASTM International: West Conshohocken, PA, USA, 1991; pp. 84–99. [Google Scholar]
- Myśliński, P. Investigation of the thermal stability of hard coatings by Modulated Temperature Dilatometry. Vacuum 2009, 83, 757–760. [Google Scholar] [CrossRef]
- Karlsson, L.; Hörling, A.; Johansson, M.P.; Hultman, L.; Ramanath, G. The influence of thermal annealing on residual stresses and mechanical propiertes of arc-evaporated TiCxN1-x (x = 0, 0.15 and 0.45) thin films. Acta Mater. 2002, 50, 5103–5114. [Google Scholar] [CrossRef]
- Hultman, L.; Engström, C.; Birch, J.; Johannsson, M.P.; Oden, M. Review of the thermal and mechanical stability of TiN-based thin films. Z. Metallkd. 1999, 90, 803–813. [Google Scholar]
- Price, D.M. Modulated-temperature thermomechanical analysis. Thermochim. Acta 2000, 357, 23–29. [Google Scholar] [CrossRef]
- Hultman, L. Thermal stability of nitride thin films. Vacuum 2000, 57, 1–30. [Google Scholar] [CrossRef]
- Kraftmakher, Y. Modulation calorimetry and related techniques. Phys. Rep. 2002, 356, 1–117. [Google Scholar] [CrossRef]
- Cai, F.; Zhang, S.; Li, J.; Chen, Z.; Li, M.; Wang, L. Effect of nitrogen partial pressure on Al–Ti–N films deposited by arc ion plating. Appl. Surf. Sci. 2011, 258, 1819–1825. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimized tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Musil, J.; Kunc, F.; Zeman, H.; Polakova, H. Relationships between hardness, Young’s modulus and elastic recovery in hard nanocomposite coatings. Surf. Coat. Technol. 2002, 54, 304–313. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, D.; Fu, Y.; Du, H. Effect of sputtering target power on microstructure and mechanical properties of nanocomposite nc-TiN/a-SiN thin films. Thin Solid Films 2004, 447, 462–467. [Google Scholar] [CrossRef]
- Tritremmel, C. Comparison of magnetron sputtering and arc evaporation by Al–Cr–N hard coating. Diploma Thesis, Montanuniversität Leoben, Leoben, Austria, 2007. [Google Scholar]
- Bielawski, M.; Seo, D. Residual stress development in UMS TiN coatings. Surf. Coat. Technol. 2005, 200, 1476–1482. [Google Scholar] [CrossRef]
- Bielawski, M. Residual stress control in TiN/Si coatings deposited by unbalance magnetron sputtering. Surf. Coat. Technol. 2006, 200, 3987–3995. [Google Scholar] [CrossRef]
- Wan, X.S.; Zhao, S.S.; Yang, Y.; Gong, J.; Sun, C. Effects of nitrogen pressure and pulse bias voltage on the properties of Cr-N coatings deposited by arc ion plating. Surf. Coat. Technol. 2010, 204, 1800–1810. [Google Scholar] [CrossRef]
- Taha, A.S.; Hammad, F.H. Application of the Hall-Petch relation to microhardness measurements on Al, Cu, Al–MD 105, and Al–Cu Alloys. Phys. Status Solidi 1990, 119, 455–462. [Google Scholar] [CrossRef]
- Rebholz, C.; Ziegele, H.; Leyland, A.; Matthew, A. Structure, mechanical and tribological properties of nitrogen-containing chromium coatings prepared by reactive magnetron sputtering. Surf. Coat. Technol. 1999, 115, 222–229. [Google Scholar] [CrossRef]
- Choi, S.A.; Kim, S.W.; Lee, S.M.; Kim, H.T.; Oh, Y.S. Effect of working pressure and substrate bias on phase formation and microstructure of Cr–Al–N coatings. J. Korean Ceram. Soc. 2017, 54, 511–517. [Google Scholar] [CrossRef] [Green Version]
- Xu, Y.X.; Riedl, H.; Holec, D.; Chen, L.; Du, Y.; Mayrhofer, P. Thermal stability and oxidation resistance of sputtered Ti–Al–Cr–N hard coatings. Surf. Coat. Technol. 2017, 324, 48–56. [Google Scholar] [CrossRef]
- Oden, M.; Almer, J.; Hakansson, G. The effects of bias voltage and annealing on the microstructure and residual stress of arc-evaporated Cr–N coatings. Surf. Coat. Technol. 1999, 120, 272–276. [Google Scholar] [CrossRef]
- Wang, D.Y.; Weng, K.W. Deposition of CrN coatings by current-modulating cathodic arc evaporation. Surf. Coat. Technol. 2001, 137, 31–37. [Google Scholar] [CrossRef]
- Lin, J.; Sproul, W.D.; Moore, J.J.; Wu, Z.L.; Lee, S.L. Effect of negative substrate bias voltage on the structure and properties of CrN films deposited by modulated pulsed power (MPP) magnetron sputtering. J. Phys. D Appl. Phys. 2011, 44, 425305. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Ion Etching | Adhesive Layer | AlCrN Coating |
|---|---|---|---|
| AlCr cathode current | – | – | 80 A |
| Cr cathode current | 80 A | 80 A | – |
| Argon pressure | 0.5 Pa | 0.5 Pa | – |
| Nitrogen pressure | – | – | 1–5 Pa |
| Voltage | −600 V | −100 V | −100 V |
| Deposition time | 10 min | 6 min | 120 min |
| Temperature | 350 °C | 350 °C | 350 °C |
| Parameter | Value |
|---|---|
| Normal load | 20 N |
| Sliding speed | 0.2 m/s |
| Diameter of the track | 22 mm |
| Distance | 2000 m |
| Temperature | Room temperature |
| Humidity | About 40% |
| Counterpart type | Al2O3 ball |
| Counterpart diameter | 10 mm |
| Sample | Ecorr (V) | icorr (A/cm2) | Rp (kΩ·cm2) | ba (V) | bc (V) | |
|---|---|---|---|---|---|---|
| HS6-5-2 steel | −0.702 | 2.8 | 13 | 0.080 | 0.380 | |
| CrN | 0.002 | 0.053 | 256.01 | 0.036 | 0.229 | |
| AlCrN | PN2 = 3 Pa | −0.010 | 0.044 | 439 | 0.061 | 0.169 |
| PN2 = 4 Pa | −0.014 | 0.103 | 419.32 | 0.170 | 0.235 | |
| PN2 = 5 Pa | −0.007 | 0.065 | 339 | 0.070 | 0.188 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Warcholinski, B.; Gilewicz, A.; Myslinski, P.; Dobruchowska, E.; Murzynski, D. Structure and Properties of AlCrN Coatings Deposited Using Cathodic Arc Evaporation. Coatings 2020, 10, 793. https://doi.org/10.3390/coatings10080793
Warcholinski B, Gilewicz A, Myslinski P, Dobruchowska E, Murzynski D. Structure and Properties of AlCrN Coatings Deposited Using Cathodic Arc Evaporation. Coatings. 2020; 10(8):793. https://doi.org/10.3390/coatings10080793
Chicago/Turabian StyleWarcholinski, Bogdan, Adam Gilewicz, Piotr Myslinski, Ewa Dobruchowska, and Dawid Murzynski. 2020. "Structure and Properties of AlCrN Coatings Deposited Using Cathodic Arc Evaporation" Coatings 10, no. 8: 793. https://doi.org/10.3390/coatings10080793
APA StyleWarcholinski, B., Gilewicz, A., Myslinski, P., Dobruchowska, E., & Murzynski, D. (2020). Structure and Properties of AlCrN Coatings Deposited Using Cathodic Arc Evaporation. Coatings, 10(8), 793. https://doi.org/10.3390/coatings10080793