3.1. Fourier Transform Infrared Spectroscopy (FTIR)
The FTIR spectra analysis performed on the WW rosin and the coatings with different wt.% LLE is presented in
Figure 3 and
Figure 4, respectively while the corresponding peak properties for the WW rosin are tabulated in
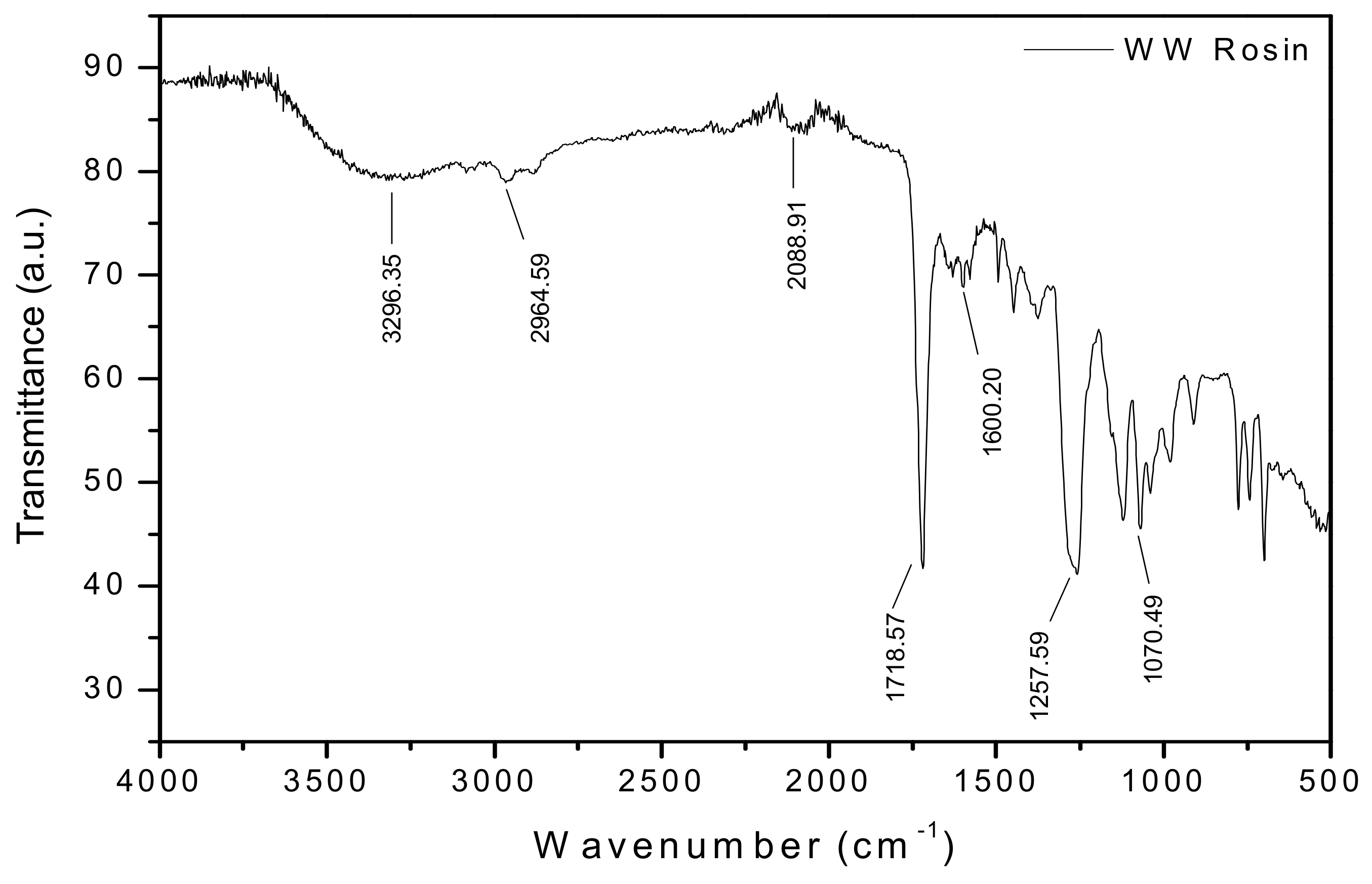
Table 4. Several identifiable peaks signified the presence of multiple functional groups on the targeted samples. Based on
Figure 3 and
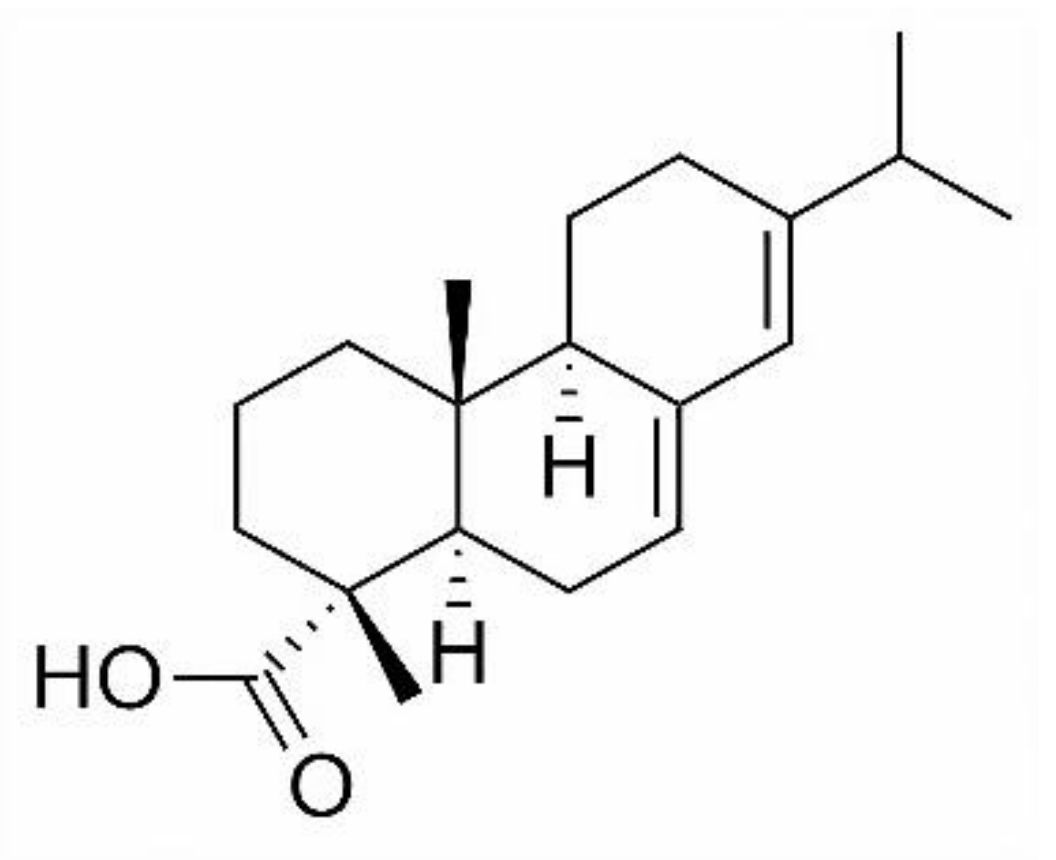
Table 4, for the WW rosin, the presence of the hydroxyl (–OH) functional group was detected at 3296 cm
−1 with the characteristics of being strong and broad. C–O stretches were identified on two separable peaks at 1257 cm
−1 and 1070 cm
−1. Other peaks included 1718 and 2964 cm
−1 which correlated to C=O and C–H, respectively. These functional groups were in agreement with the molecular structure of that abietic acid, as shown in
Figure 5, the primary compound found in rosin [
29].
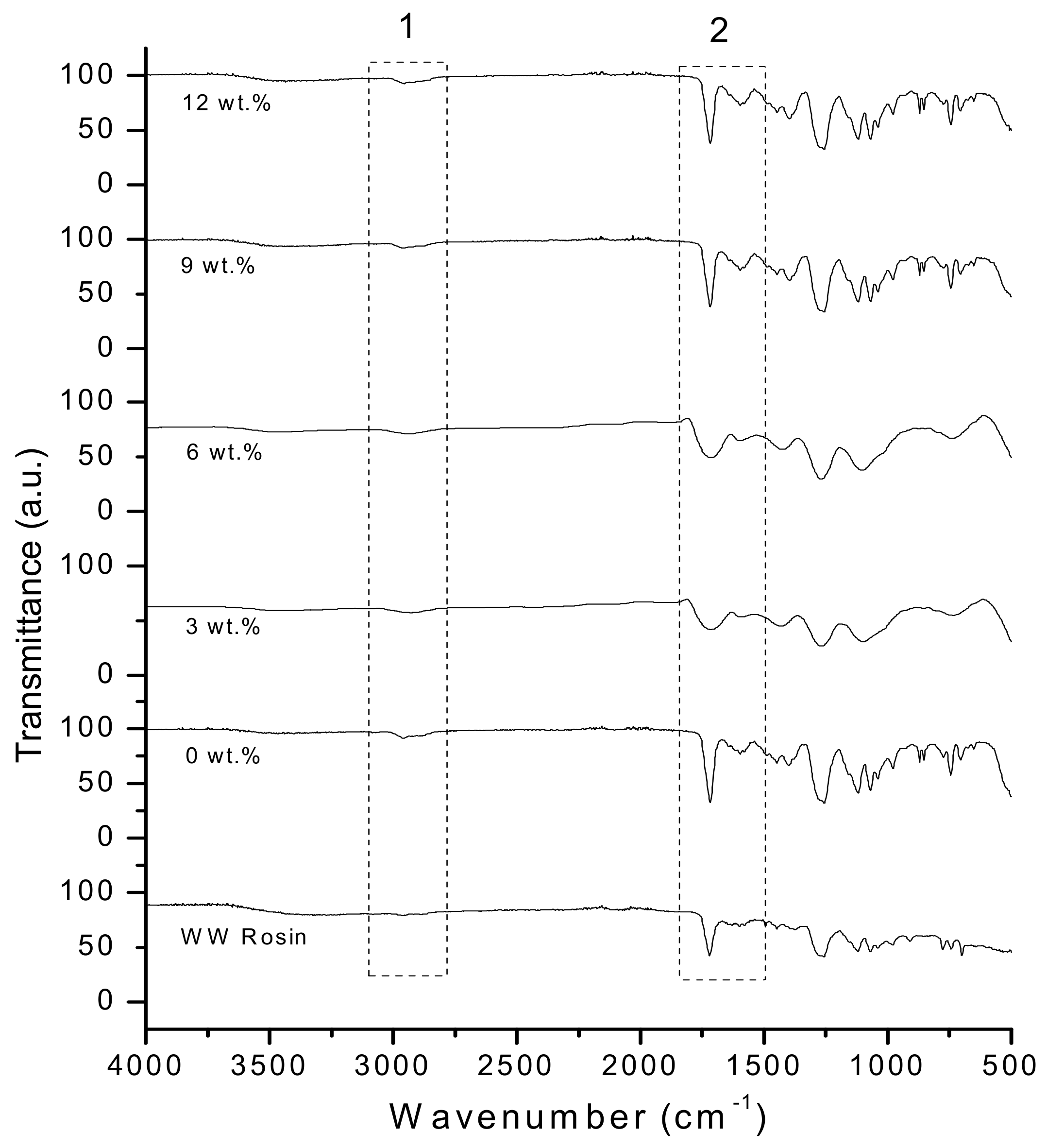
The IR spectra of coatings with a different wt.% LLE displayed in
Figure 4 were discussed separately based on two regions. At region 1 (3090 cm
−1 to 2770 cm
−1), with the addition of LLE into the coating matrix, the peak representing the OH group began to increase in its sharpness, indicating that the incorporated LLE did not entirely dissociate or reduce. The condition is preferable since the functional group contains a heteroatom, which is critical to increase the coating capability in reducing the rate of corrosion. Additionally, it can also provide an additional boost in the adhesive property of the coating. As for region 2 (1840 cm
−1 to 1490 cm
−1), the peaks presented corresponded to the C=O and C=C functional groups based on the data obtained in
Table 4. With the addition of LLE, a decrease in the sharpness of both peaks was identifiable on P2 and P3, but for P1, P5 and P5, a similar intensity was observed. The decrease was probably due to the dissociation or combination of the peaks between the WW rosin and LLE. Moreover, the peaks observed in between 1250 cm
−1 and 1300 cm
−1 may also correlate to –OH bending modes of the ring structure of the LLE compound. In between 1410 cm
−1 and 1500 cm
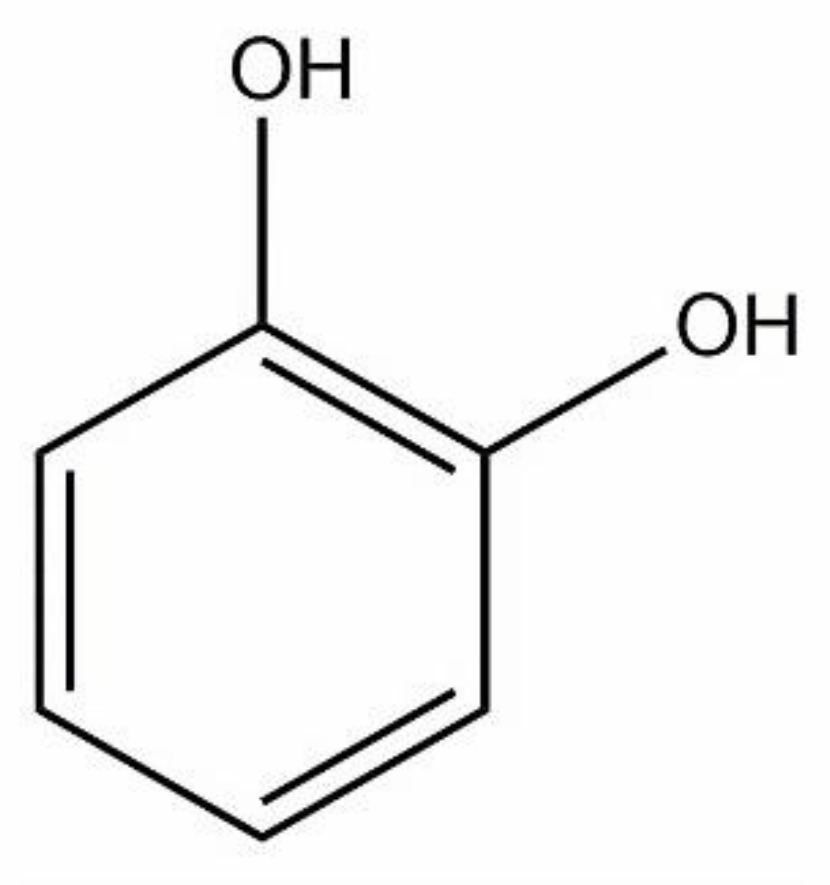
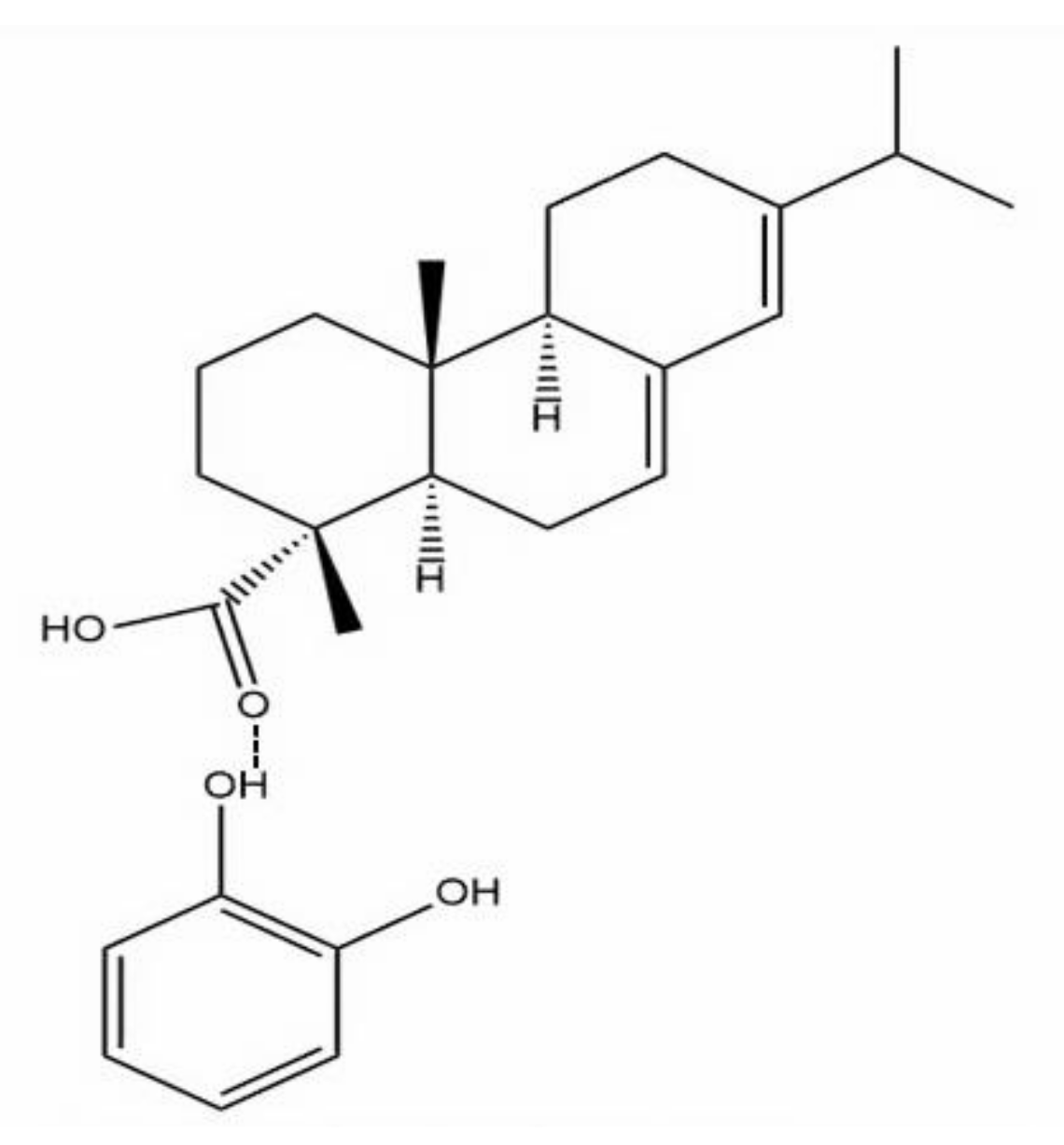
−1, the peaks there represent the C=C ring stretch vibrations of the aromatic groups in both the cathechol [
21] and WW rosin, with the peaks becoming more defined with increasing wt.% LLE. Since LLE also possessed a similar primary compound, which is the catechol structure as shown in
Figure 6, a suggestion on the complexes according to the previous study which may form between the two materials is illustrated in
Figure 7 [
30].
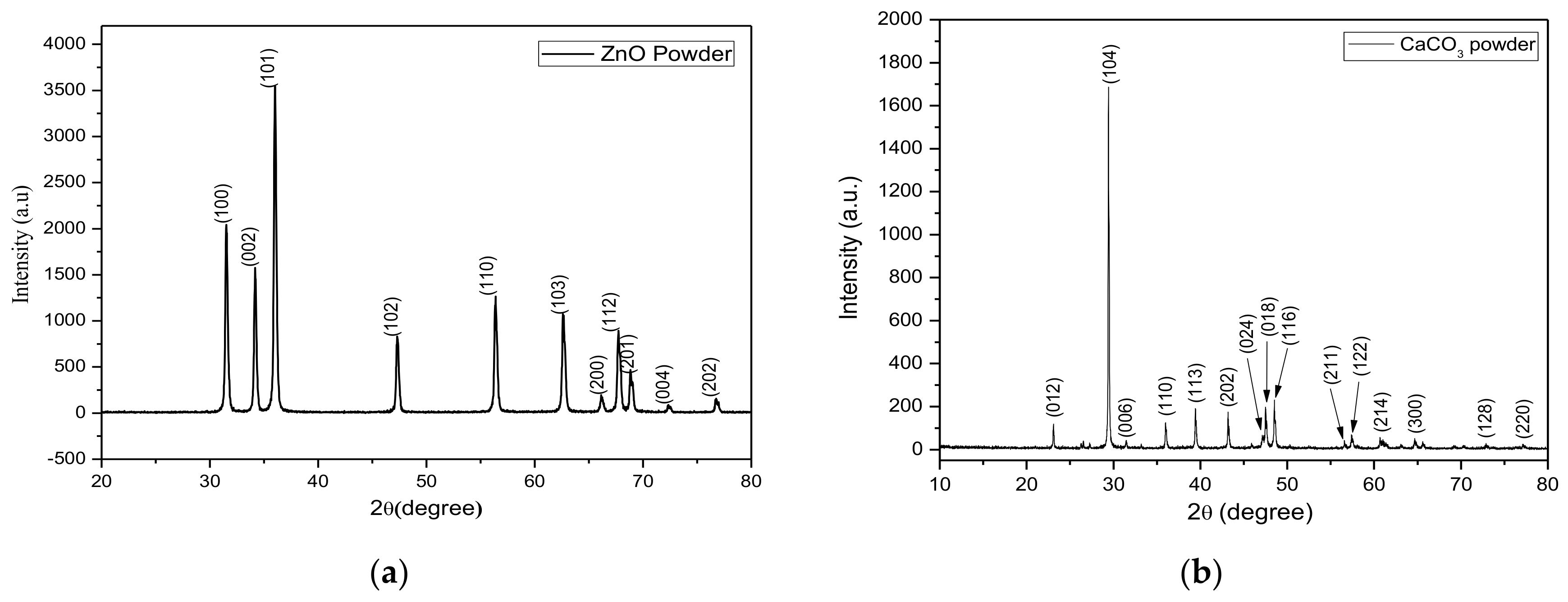
3.2. X-ray Diffraction Analysis
The XRD analysis was performed on the solid components of coating, i.e., ZnO and CaCO
3. The obtained results are shown in
Figure 8. Based on
Figure 8 for the ZnO powder, multiple peaks were identified at 2θ such as 31.5°, 34.2°, 36.0°, 47.3°, 56.4°, 62.6°, 66.2°, 67.7°, 67.7°, 68.8°, 72.4° and 76.7° with corresponding planes of (100), (002), (101), (102), (110), (103), (200), (112), (201), (004) and (202); respectively. The findings were in agreement with the ZnO standard of the Search-Match software (PDF No. 5-664).
As for the CaCO3 powder, the angles discerned at 2θ were 23.1°, 29.4°, 31.4°, 36.0°, 39.4°, 43.2°, 47.1°, 47.5°, 48.5°, 56.6°, 57.4°, 60.7°, 64.7°, 72.9° and 77.2°, with corresponding planes of (102), (104), (006), (110), (113), (202), (024), (018), (116), (211), (122), (214), (300), (128) and (220); respectively. The spectrum was in agreement with the standard given by the Search-Match software (PDF No. 86-2334).
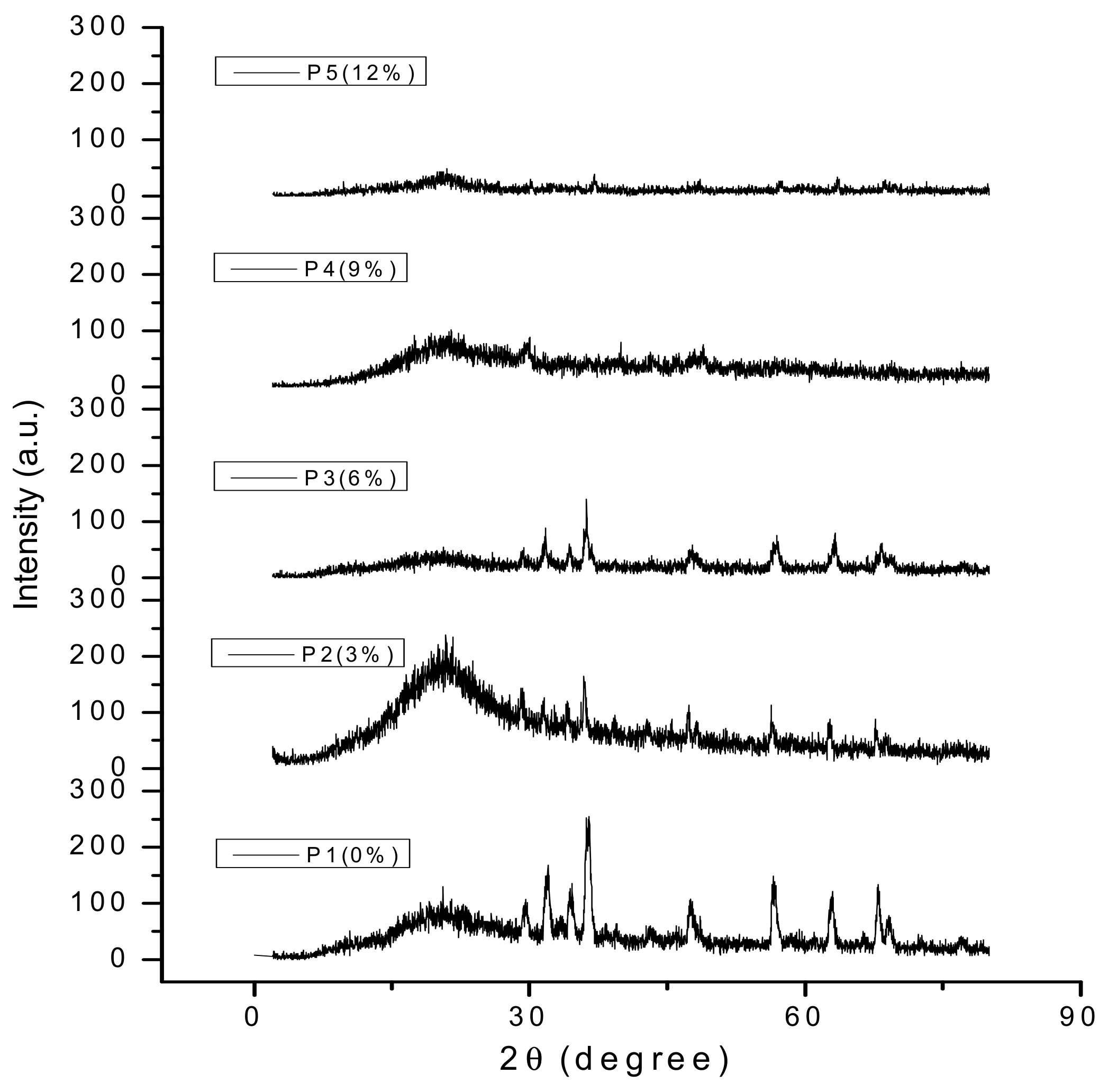
As for the spectra of coatings with different wt.% LLE, the results are presented in
Figure 9. Based on the plotted graph, when the LLE was introduced into the coating matrix containing ZnO and CaCO
3, it was observed that a sharper hump was developed for the coating with 3 wt.% LLE, as compared to the coating with no LLE. The condition denotes a qualitative change in the matrix of coating where it has become much more crystalline. The crystallinity property is vital for the performance of coating where it corresponded to higher capabilities of coating to stay as an intact structure when exposed to a harsh environment [
31]. Additionally, it was also discernable that an increase in the concentration of LLE resulted in a decrease in the peaks representing both ZnO and CaCO
3. The occurrence may yield from the dissociation of the solid components as more LLE was incorporated. The decrease in the sharpness of the hump gave an early sign of the efficiency of coatings in terms of its barrier properties. Coatings with an LLE concentration above 3 wt.% can be expected to have a lower performance during the last stage of the immersion test since the amount can be considered to be an overload, and thus may reduce the cross-linkage formation during the curing stage.
3.3. Antimicrobial Assessment
The antimicrobial screening was performed on each component of the coating and the coatings with different wt.% LLE against the strains of
Staphylococcus aureus (+) and
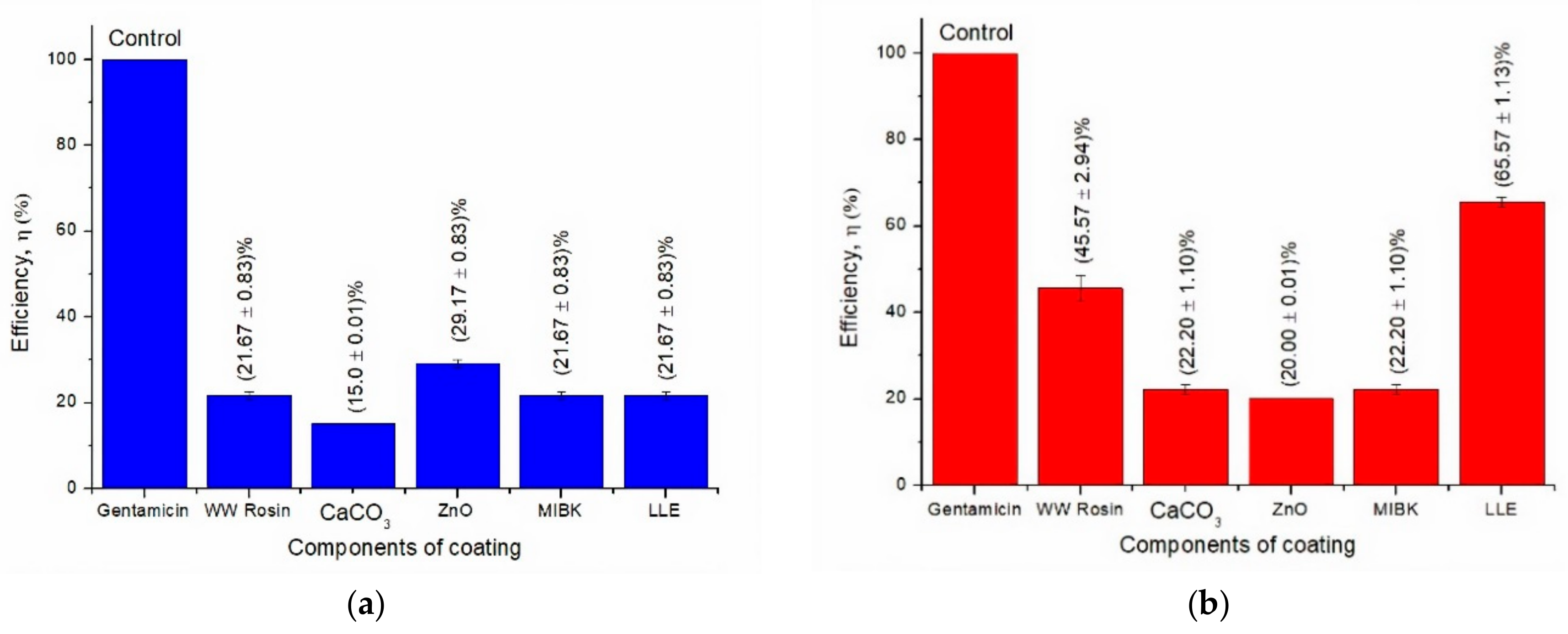
Pseudomonas aeruginosa (−). The corresponding average data (three samples per each condition), and standard deviation with the efficiency calculated based on the comparison of each material with the positive control, gentamicin, are tabulated in
Table 5. The data are also illustrated as a vertical bar graph in
Figure 10a for
S. aureus (+) and
Figure 10b for
P. aeruginosa (−). For the Gram-positive bacteria, which is
S. aureus (+), the highest efficiency was achieved by ZnO (30.0%) with the size of the inhibition zone was 12.0 mm. The discovery is supported by a various study where ZnO was proven to have the capability to kill the bacteria by attaching itself to the surface and release the reactive oxygen species (ROS) [
32,
33]. As for
P. aeruginosa (−), the crude extract of river tamarind profoundly reduced the growth of the bacteria with the efficiency up to 66.7% and the inhibition zone of 20.0 mm. The finding was critical since
P. aeruginosa (−) is a bacterium, which is said to have a higher resistance towards the antibiotic compared to other bacteria in the same category [
34]. The excellent antimicrobial ability of LLE can be attributed to the primary compounds contained within the extract, such as phytol and squalene [
19].
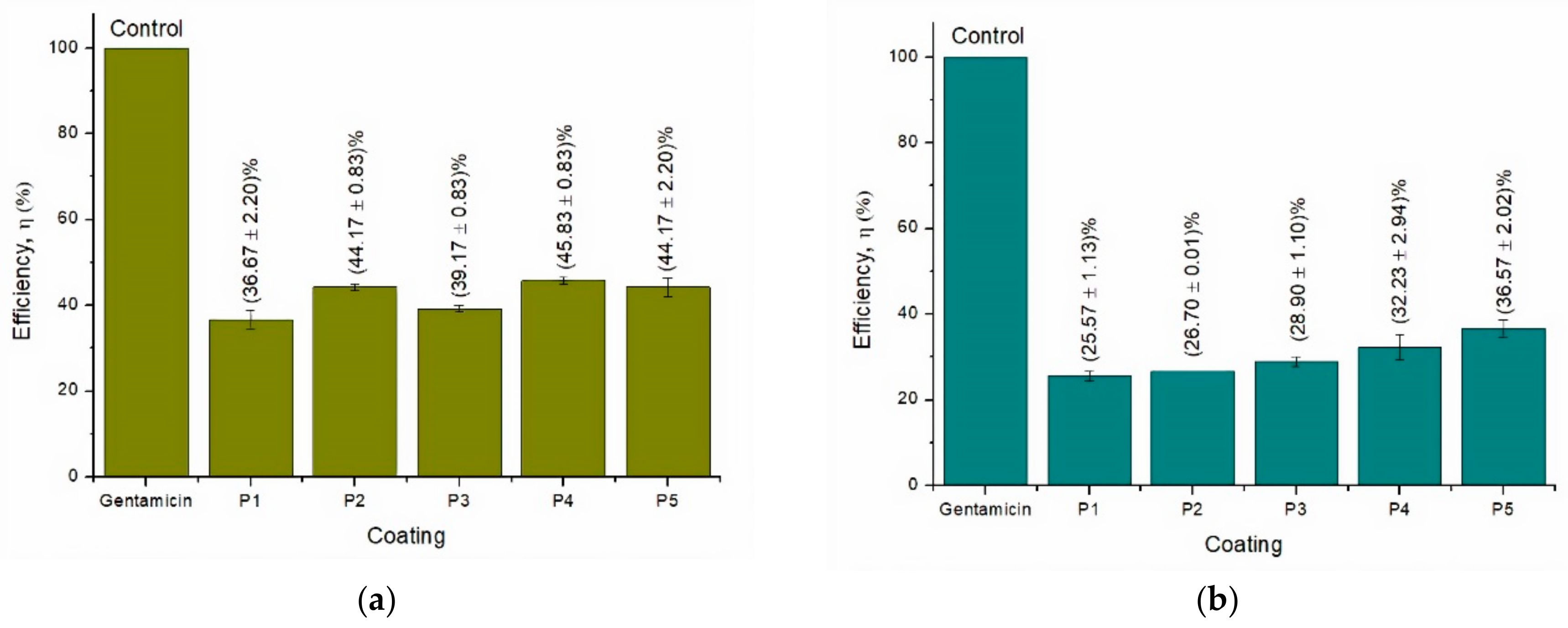
The tabulated average data, standard deviation and efficiency for the evaluation of coatings with different wt.% LLE against similar bacteria are presented in
Table 6 and illustrated in
Figure 11. For the strain of
S. aureus (+), the coatings do not show any significant differences, even with the variation in the amount of LLE. Most coatings displayed an efficiency of 45.0%, with the average inhibition zone of 18.0 mm. This suggests that the addition of LLE into the coating matrix gave no added value in terms of inhibiting the bacterial growth of
S. aureus (+). In contrast, when against
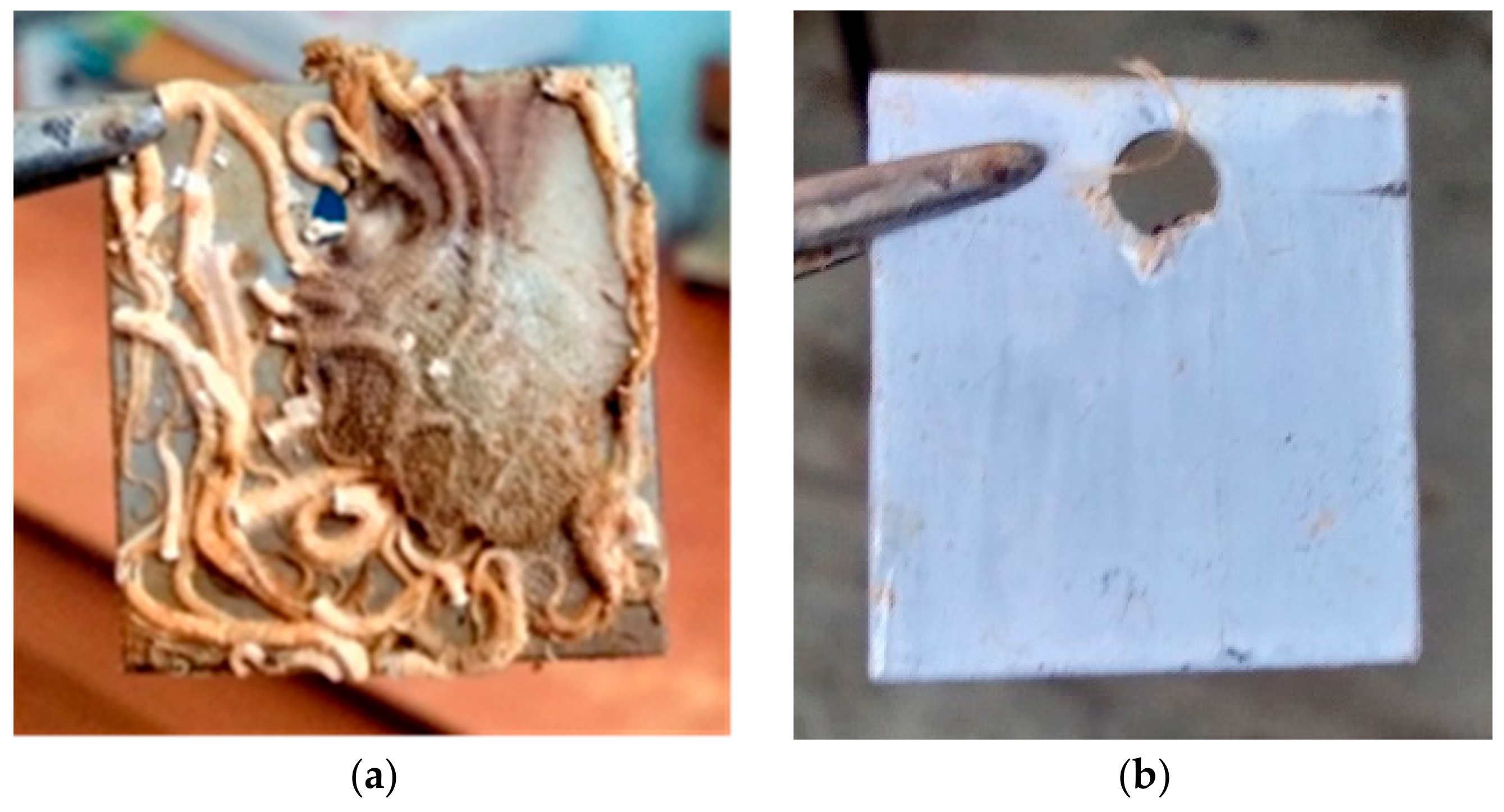
P. aeruginosa (−), the increased LLE caused an increase in the size of the inhibition zone. P5 with the highest wt.% LLE possessed the most excellent efficiency of 36.7%. The increment of the efficiency was supported by the finding obtained when the individual LLE was tested against similar bacterium. Additionally, during the immersion test in the real environment, the uncoated SS316L was observed to have a lot of solid deposition as compared to the coated SS316L. The comparison is as illustrated in
Figure 12. This suggests that the presence of coating managed to stop the formation of biofilm commonly produced by the bacteria. Hence, it also proved that the formulated coating did not only have anticorrosion property, but also microbial inhibitive capability.
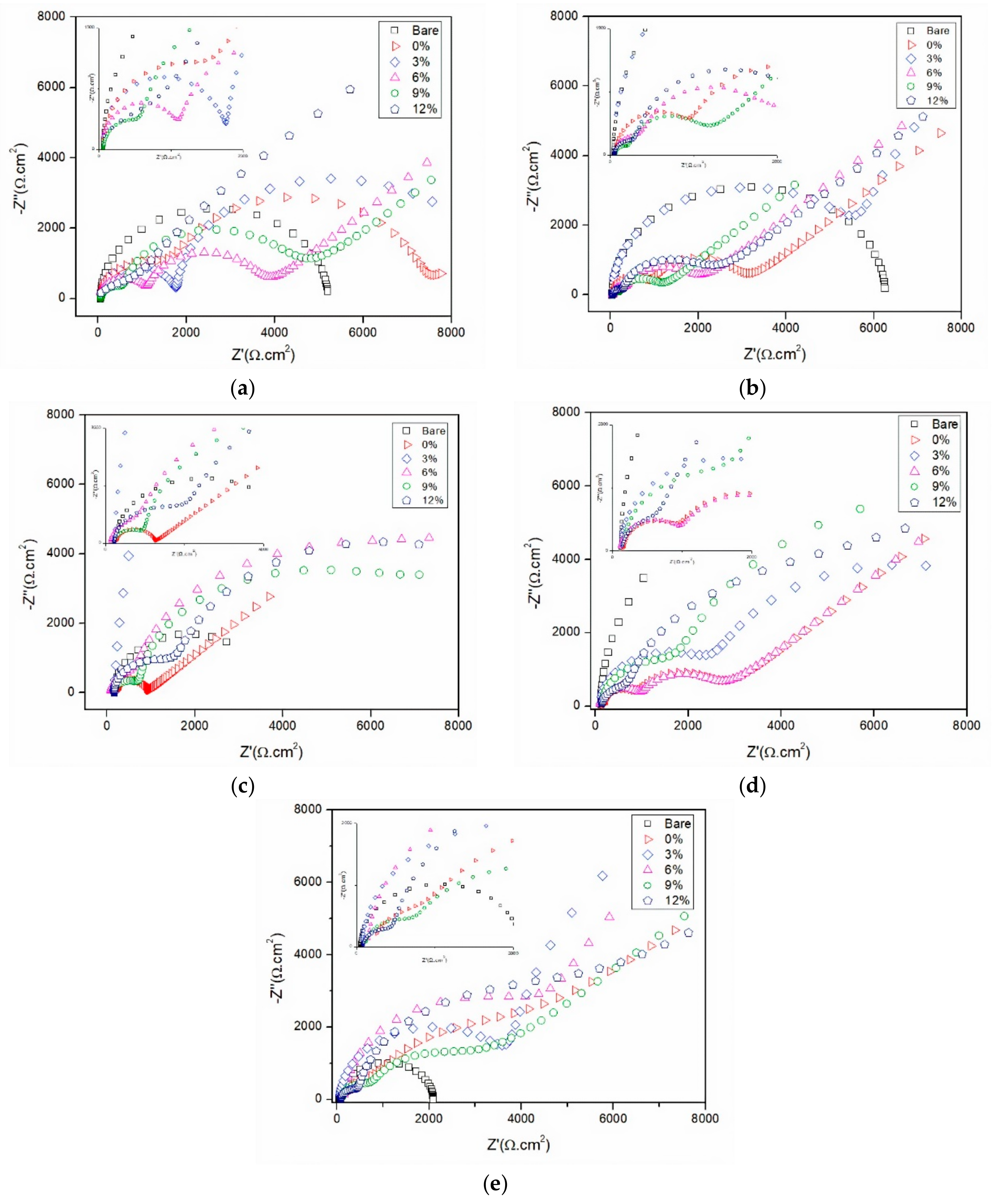
3.4. Electrochemical Impedance Spectroscopy (EIS)
The EIS study on the barrier qualities of coatings, when immersed in a real environment at Setiu, Terengganu, is displayed as Nyquist plots in
Figure 13 with the corresponding impedance data tabulated in
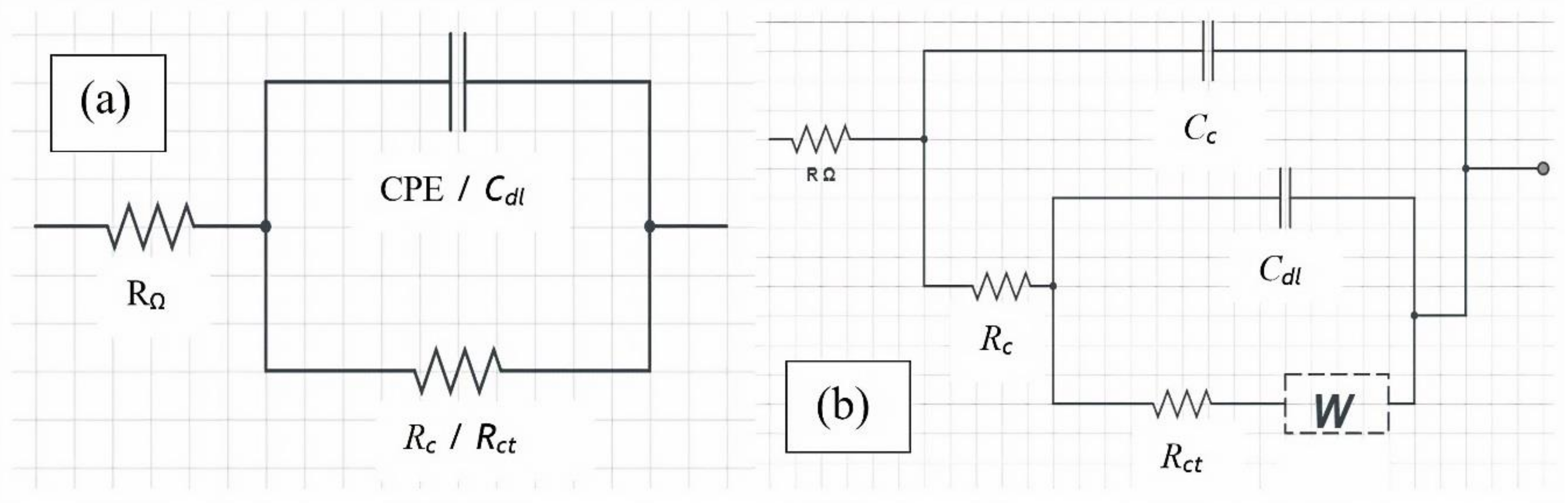
Table 7. The impedance analysis used the coating deterioration equivalent circuit, where it deployed the elements of two resistors and two capacitors connecting in parallel, as mentioned in the previous study [
28]. There are several parameters measured, including the constant phase element (CPE), coating resistance (
Rc), coating capacitance (
Cc), the charge transfer resistance (
Rct), and the double-layer capacitance (
Cdl). In general, the
Rc denotes the breakdown or deterioration of the coating matrix. As the values of
Rc begin to drop, the formation of pores due to the penetration of aggressive electrolytes will also increase. The
Cc parameter relates to the amount of electrolytes present in the coating matrix. The changes which happen in this parameter are induced by the changes of the electrical permittivity of the coating matrix. The condition arises since coating has a small amount of electrical permittivity compared to water. Hence, when the coating begins to absorb water, its overall electrical permittivity will also start to increase. On the other hand, the
Rct is considered as the primary indicator of the barrier quality. The parameter denotes the susceptibility of corrosion on the metal surface that is directly underneath the coating layer. In the Nyquist plot, the increase in
Rct is presented with the increase in the diameter of the semicircle. The increment of its value means that the corrosion resistance is higher, and the probability of corrosion occuring is lower. As for the
Cdl, the increase in this value relates to the higher generation of the delaminated area at the interface of coating/metal. The emergence of this delaminated area is only possible when the formation of pores has successfully breached the interface region. With the increase in
Cdl, the number of delaminated areas produced also increased, and hence the adhesive property of coating began to lose.
For the parameter of
Rc, during the first 10 days of immersion, P1 with no LLE produced the best value of 2.07 × 10
3 Ω followed by P5 (1.85 × 10
3 Ω) and P2 (1.79 × 10
3 Ω) with 12 wt.% and 3 wt.% LLE, respectively. The differences in these specimens, however, were not notably different and can be assumed to behave in a relatively similar efficiency. The high
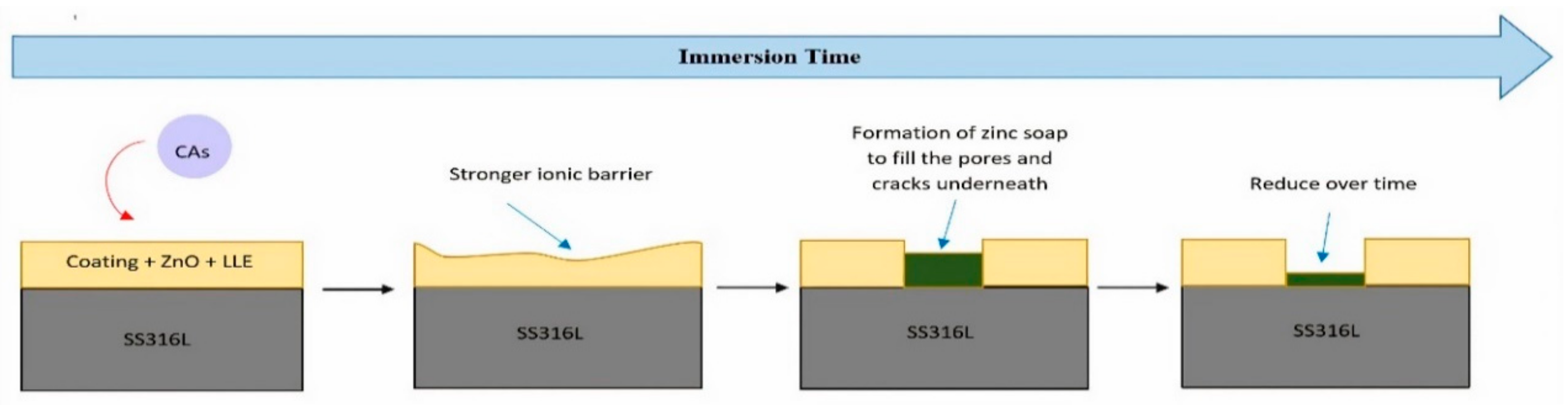
Rc values during the initial stage are due to the lower rate of electrolytes penetration. Most electrolytes on this stage are attached to the outer layer of coating and as such, the formation of pores are still insignificant. However, during the immersion period of 20 days to 50 days, coatings except P2 have a substantial drop, signalling the high rate of corrosive agents’ penetration into the coating matrix. In this stage, P2 displayed the best performance with only a slight fluctuation on the last period of immersion (20 days,
Rc = 6.17 × 10
3 Ω; 30 days,
Rc = 79.80 × 10
3 Ω; 40 days,
Rc = 2.90 × 10
3 Ω; 50 days,
Rc = 4.00 × 10
3 Ω). The drastic increase in the P2 performance between the period of 20–40 days can be attributed to the action of the pigment, where it acts through the sacrificial action to produce an intermediate barrier, which is the zinc stearate or zinc soap within the coating matrix, as illustrated in
Figure 14 The process occurring due to the zinc oxide is known to develop the substance after the rapid oxidation of the coating by combining with the fatty acid present in the binder [
35]. Nonetheless, after a certain period, the substance will inevitably be used up which causes a drop in its defensive ability. For the parameter of
Cc, the trend of lower values can be observed in the immersion period of 20 days to 40 days for P2 as compared to other coatings. The result denotes the low amount of electrolytes detected in the coating. However, similar to the
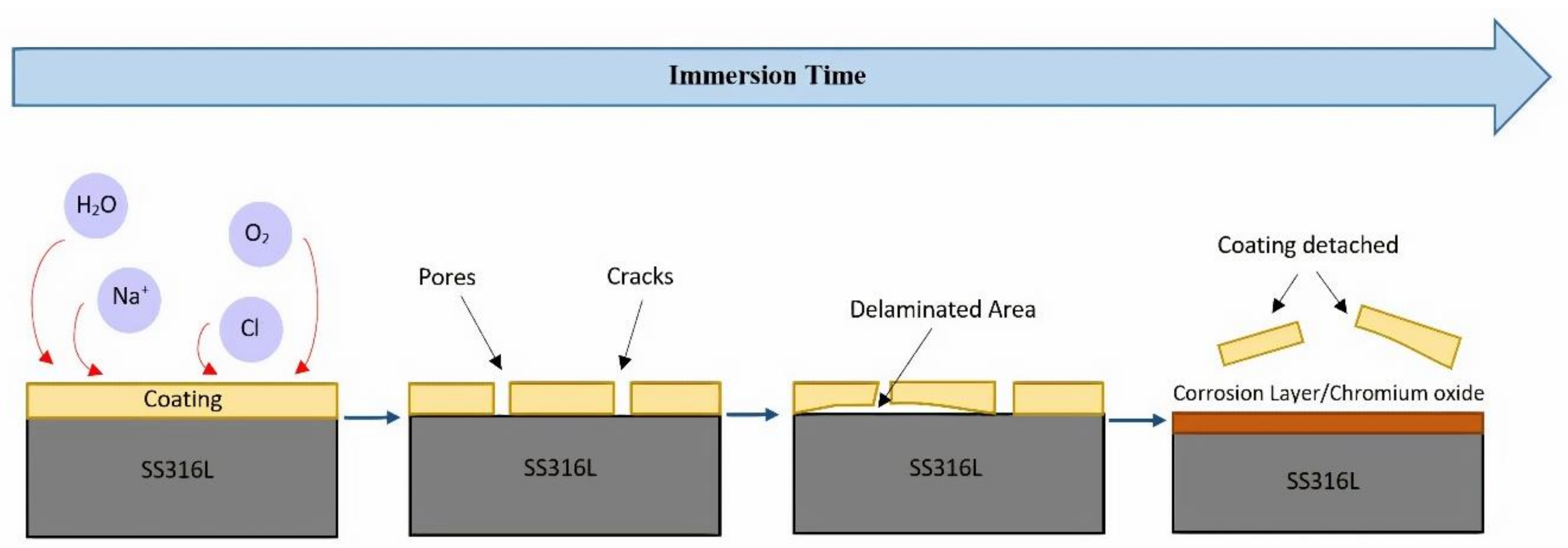
Rc value at 50 days, a fluctuation was identified where it could be ascribed to the condition of pigments being used up. The prolonged immersion period provides some useful information on the degradation process of organic coating. As the outer layer of coating has been breached, three pathways will be formed by electrolytes which are free volume, micro-porosity and large voids. These pathways are produced through different reactions but served a similar purpose—to dig and reach the surface of the protected substrate. The process involved the diffusion and ion exchange between the electrolytes and the hydrophilic parts of the coating, leading to the formation of a delaminated area and the end result of detachment from the substrate, as illustrated in
Figure 1 [
36,
37].
For the Rct and Cdl parameters that describe the occurrence at the interface of coating/metal, no fluctuation was observed during the initial stage (10 days) to the last stage (50 days) of the immersion test. In fact, similar to the previously discussed parameter, Rct displayed a tremendous increase (10 days, Rct = 6.32 × 103 Ω; 20 days, Rct = 16.80 × 103 Ω; 30 days, Rct = 529.00 × 103 Ω) in its resistance values up to 30 days and only began to drop after 40 days of interval. A similar course of the phenomenon was also displayed by Cdl throughout the immersion period, which denotes that P2 has the lowest amount of the delaminated area formation in respect to other coatings. Overall, P2 with 3 wt.% LLE showed the best performance in terms of the obtained impedance measurement. The conclusion also suggests that P2 has the best ionic resistance and barrier properties of the formulated coatings.
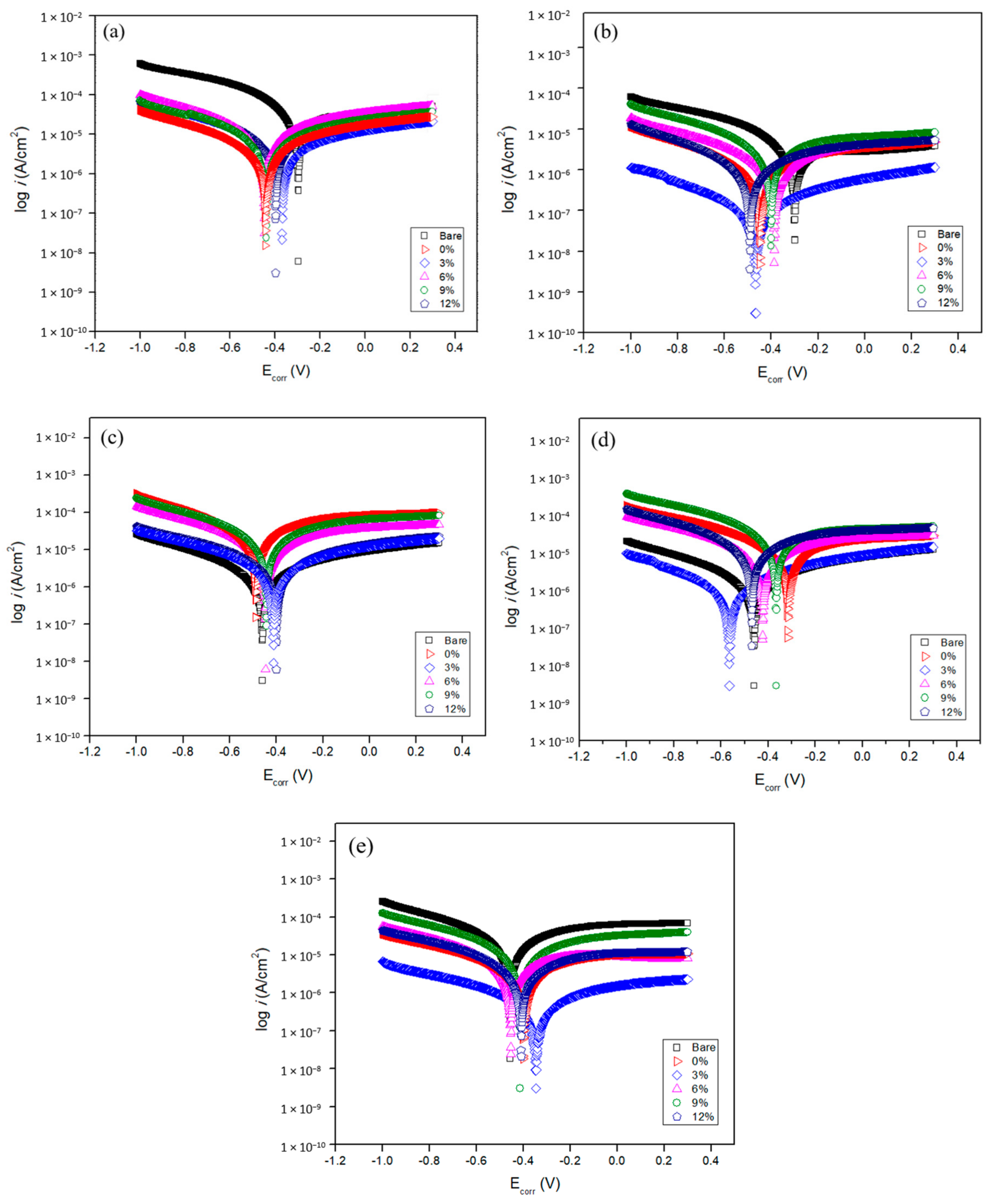
3.5. Potentiodynamic Polarization
The potentiodynamic polarization is a corrosion study focusing on the changes of the anodic and cathodic polarization. Several measured parameters include corrosion potential (
Ecorr), corrosion current density (
icorr), and corrosion rate (
CR). The
Ecorr usually denotes the dominant inhibitive action of the targeted material. There are three possible inhibitive actions, which are anodic, cathodic, and mixed types. In contrast, the
icorr measures the susceptibility of corrosion, and when there is a significant drop in its value, the phenomenon means that the coating induced a mixed type of inhibitive action. As for
CR, it displayed the rate of corrosion throughout the surface of the metal, which may occur after 1 year of being exposed to a particular solution.
Figure 15 shows the Tafel plots obtained from the analysis for the coated and uncoated substrates during the immersion test. The corresponding data are tabulated in
Table 8. After 10 days of immersion test, the best performance was displayed by P2 with 3 wt.% LLE where there is a significant drop for both
icorr (1.63 × 10
−5 A∙cm
2) and
CR (2.71 × 10
−2 mm/year) values. The
Ecorr also shifted towards the more negative side as compared to the bare metal, and this indicates that P2 is a mixed type inhibitor with preferable action on the cathodic region. The trend of optimum performance of P2 followed the same pattern for
icorr and
CR till the period of 50 days with no significant fluctuation (20 days,
icorr = 2.50 × 10
−6 A∙cm
2 and
CR = 4.17 × 10
−3 mm/year; 30 days,
icorr = 8.31 × 10
−6 A∙cm
2 and
CR = 1.38 × 10
−2 mm/year; 40 days,
icorr = 4.18 × 10
−6 A∙cm
2 and
CR = 6.99 × 10
−3 mm/year; 50 days,
icorr = 4.57 × 10
−7 A∙cm
2 and
CR = 7.63 × 10
−4 mm/year). Although P2 illustrated the optimum efficiency, based on the recorded readings, there was a substantial drop in the parameters with respect to the increased duration of the immersion period. The situation is a common trend for coating exposed to a harsh environment, since the barrier will not be able to hold on forever in resisting the attacks of corrosive electrolytes. However, it is evident that the addition of 3 wt.% LLE critically enhanced the general impedance performance of P2, when compared to the other formulated coatings.
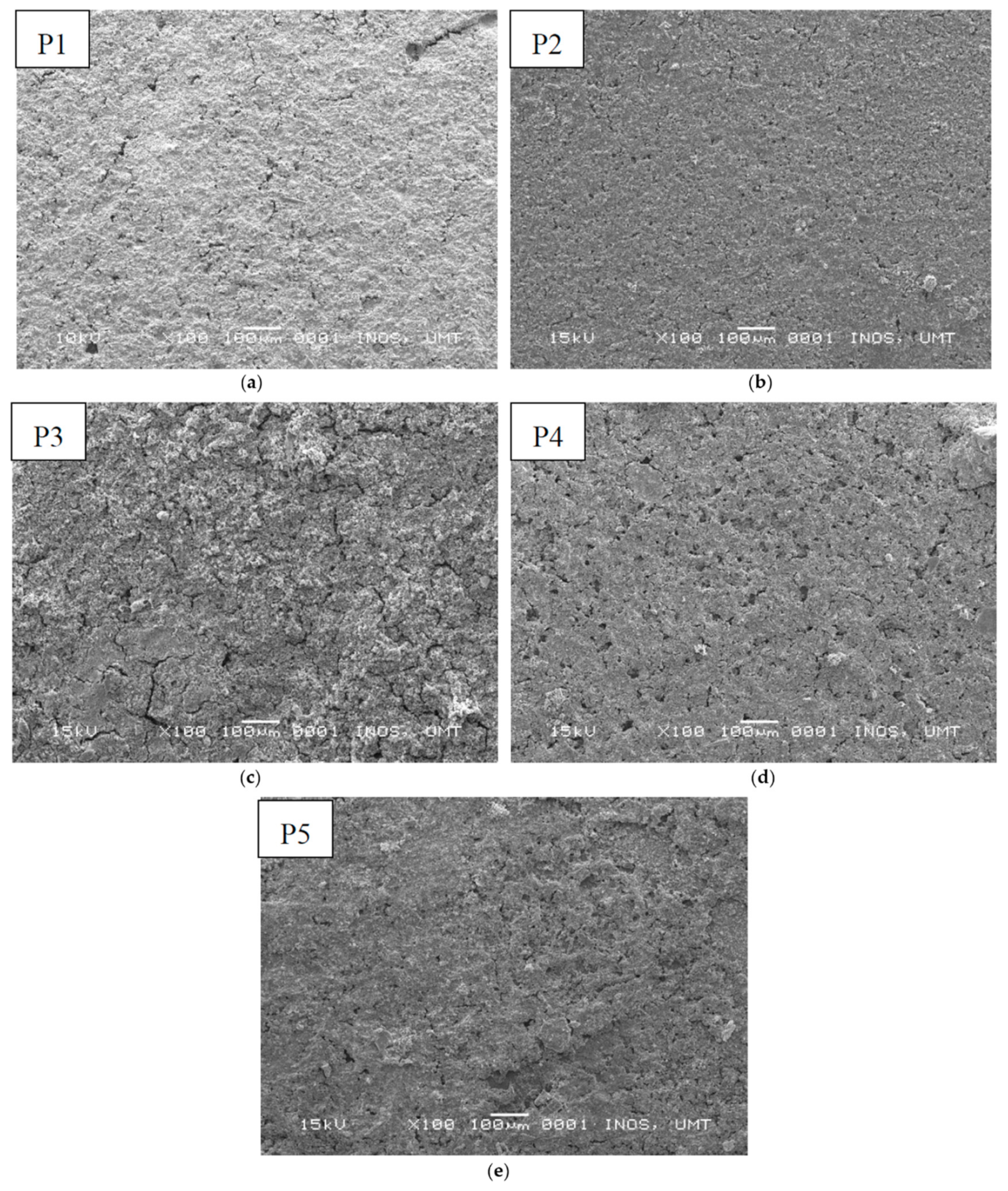
3.6. Scanning Electron Microscope with Energy Dispersive X-ray (SEM/EDX)
Through the SEM/EDX evaluation of the morphological condition and the distribution of the elements on the coated substrates, the result can be used to make a correlation with the previous impedance and polarization characterizations. Samples immersed on the site were collected after 60 days and analysed. The obtained micrographs are shown in
Figure 16, and the percentage of elements distribution on P2 is tabulated in
Table 9. Based on
Figure 16, P2 with the best performance in respect to the previous data displayed a rather smooth surface with small amounts of cracks. In comparison to the other coatings with LLE, P3 and P5 were discerned to have very rough surfaces with multiple cracks. Additionally, P4 with 9 wt.% LLE has a slight difference; instead of cracks, the surface has a lot of pores or holes, which signified the entrance of the electrolytes. The observable rough surface of all coatings is attributed to the severe degradation that occurred after 60 days of being exposed to seawater. Due to a large number of percolation networks formed at the bottom of the coatings layer, more electrolytes have been able to pass through and accumulate to form the delaminated area. Hence, this caused the condition where the layer of the coating seems to become a bit of swelling. The response also indicates that P3 and P5 probably have lost the majority of their adhesive ability, and will soon detach entirely from the metal surface. As for P2, although the surface was in a better state, the identifiable defects mean that the coating will also possess a similar issue if the immersion period is prolonged.
As for the elemental distribution analysis, according to
Table 9, the primary elements present on the P2 surface were sodium (Na) and chloride (Cl), while the minor elements included chromium (Cr) and nickel (Ni). The reason for selecting the analysis on both Cr and Ni is because these are the main elements formed in the composition of the passive or corrosion layer by SS316L. The detected Na and Cl were due to salt deposition, which usually occurs on the surface of the solid coating. The importance of the identification of Cr and Ni also lies in their harmful effects on the environment. As mentioned by various studies, Cr is a well known substance that can have lethal effects on aquatic life, such as fish [
38]. Thus, the low percentage identified for these elements represent the good barrier quality of the coating in preventing the formation of rust and exposing the harmful materials to the environment.

 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}