Enhancing Wear Resistance and Cutting Performance of a Long-Life Micro-Groove Tool in Turning AISI 201

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
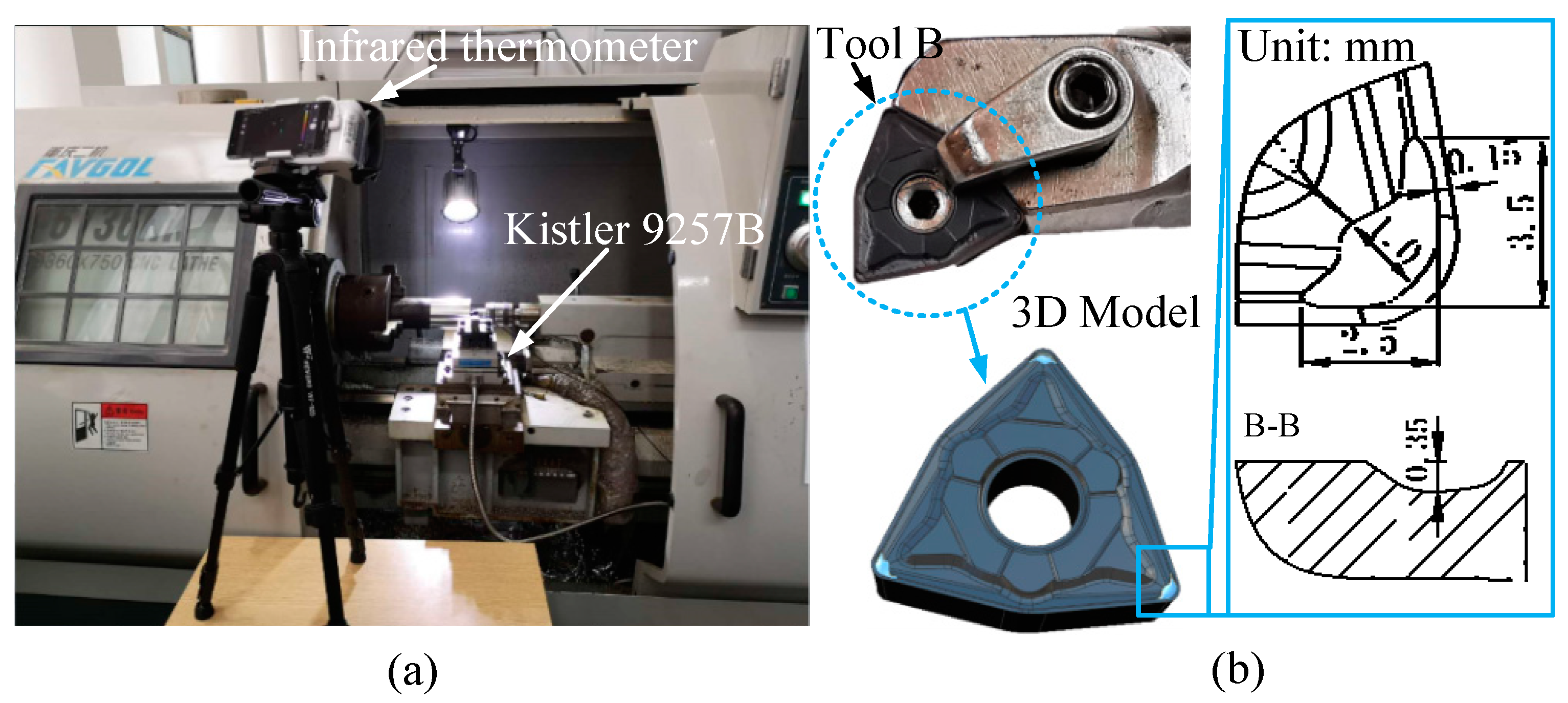
2.1. Tool Design and Manufacturing
2.2. Cutting Machining
3. Results and Discussion
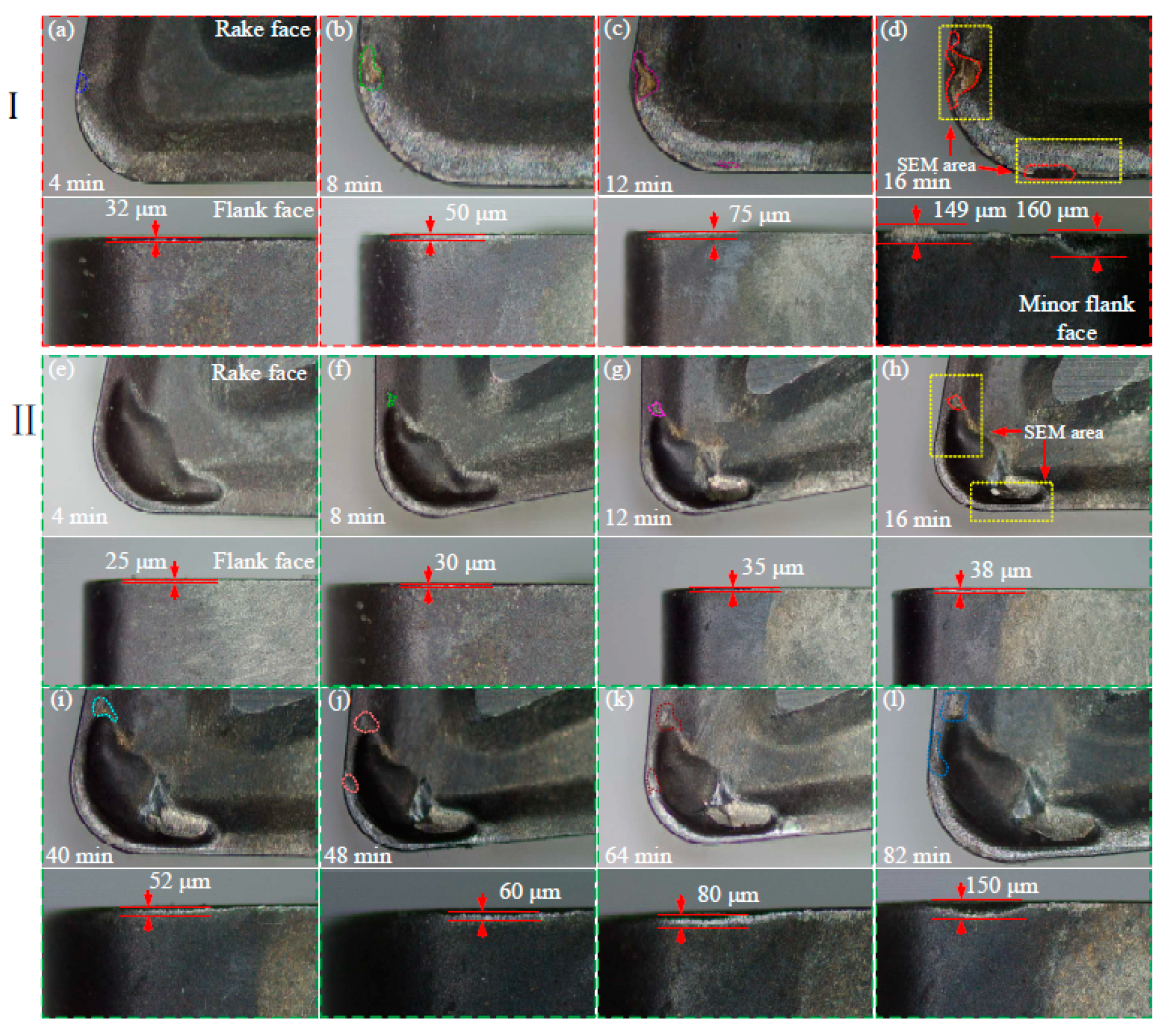
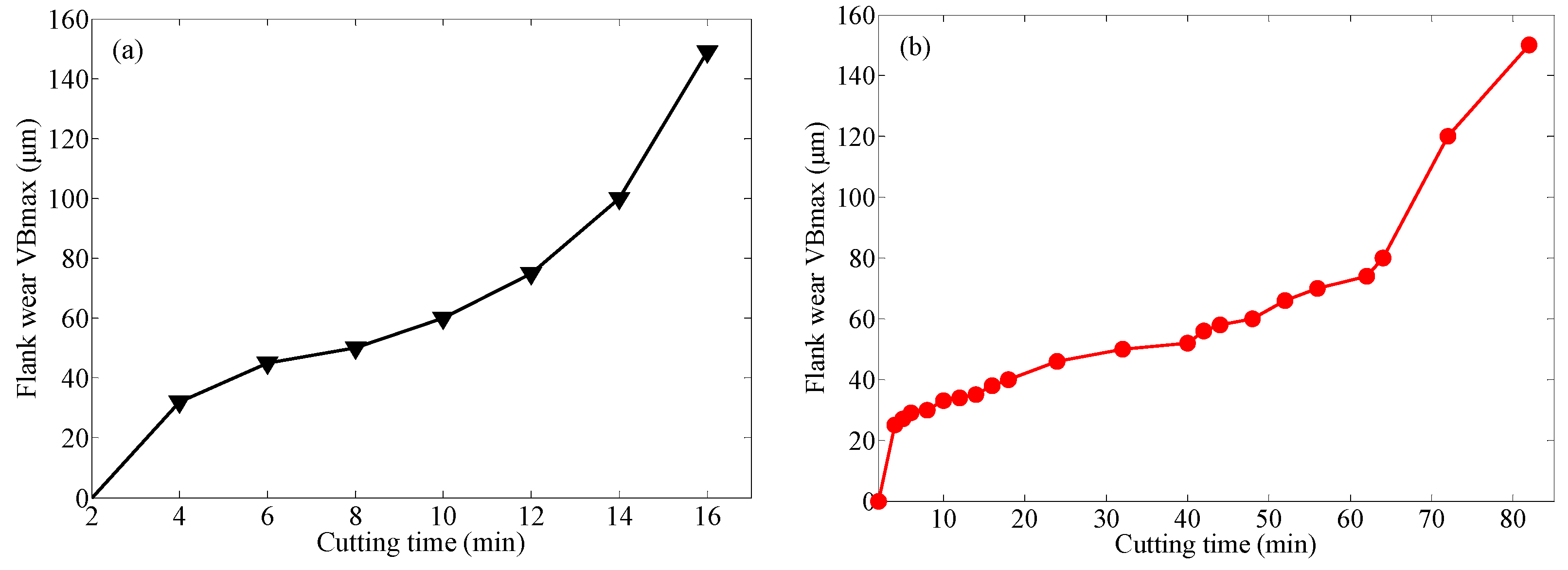
3.1. Wear Morphology and Wear Curve of Tools A and B
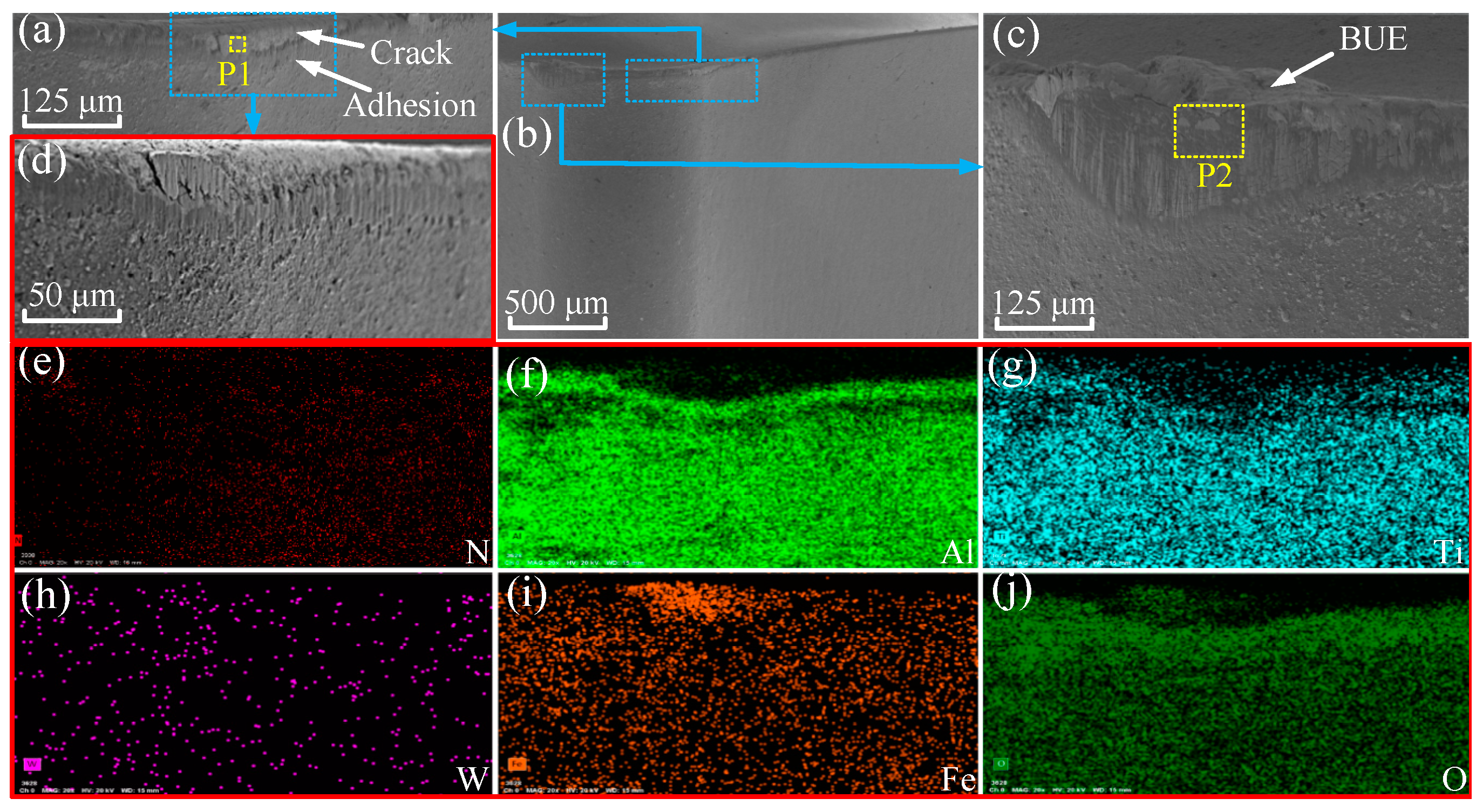
3.2. Wear Mechanism Analysis
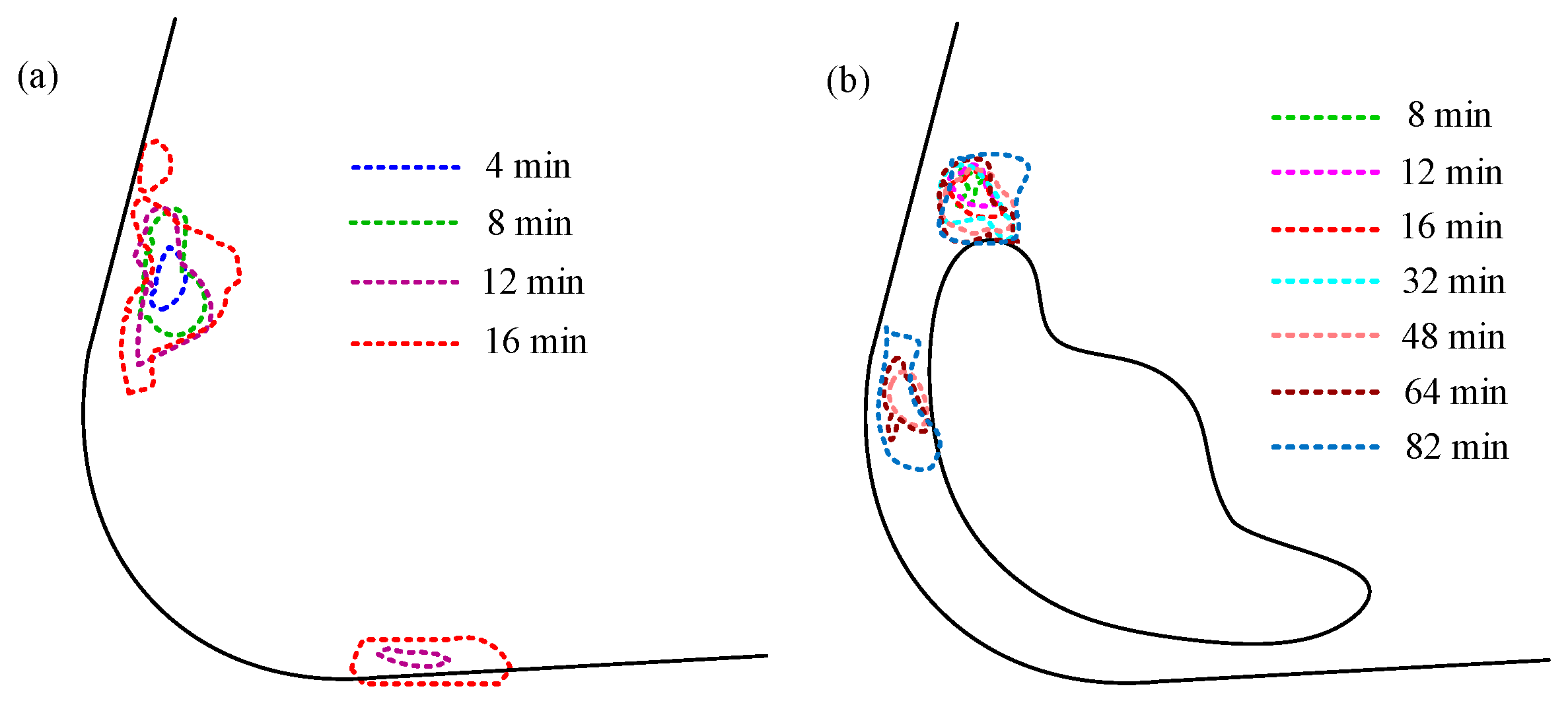
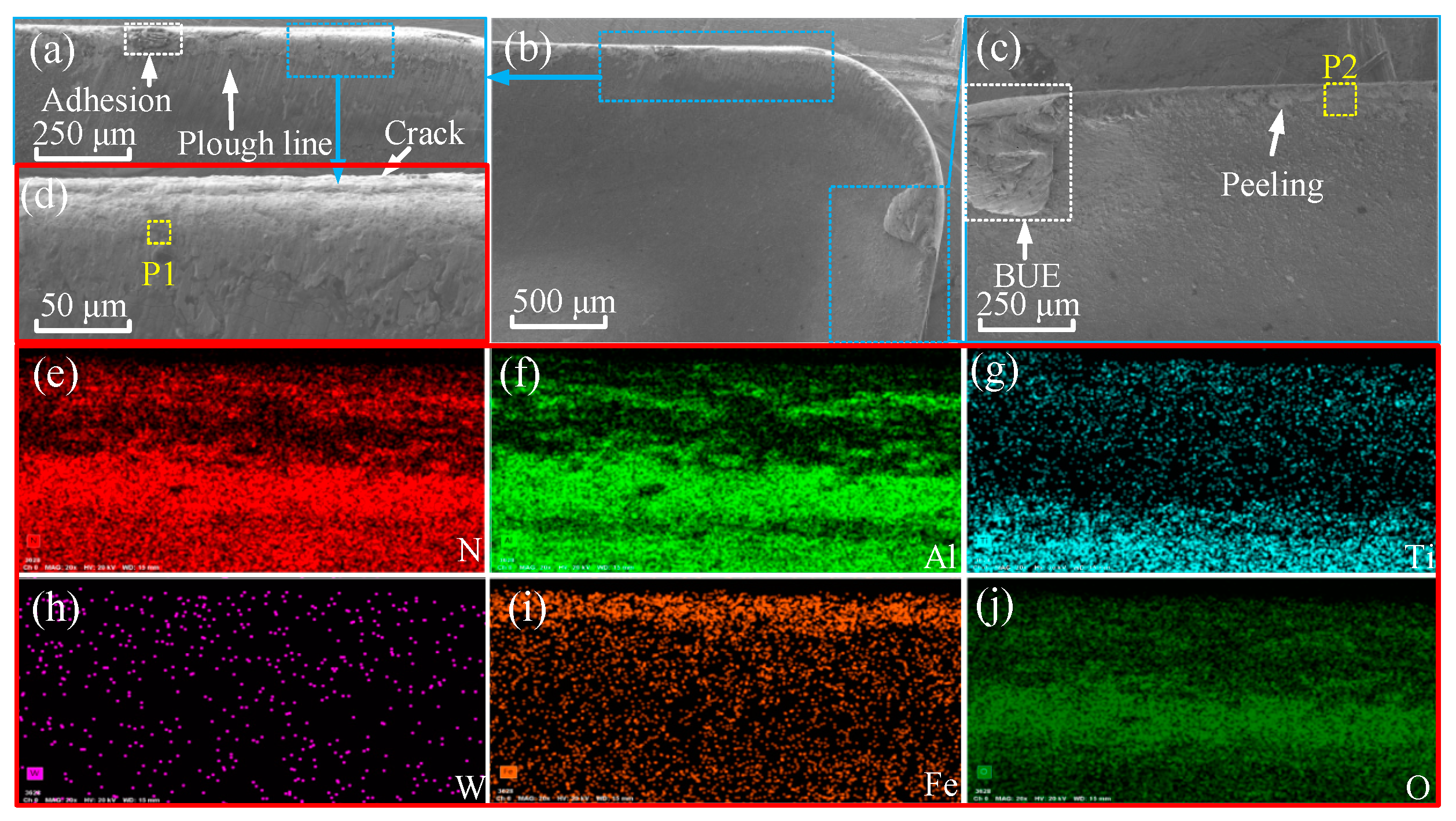
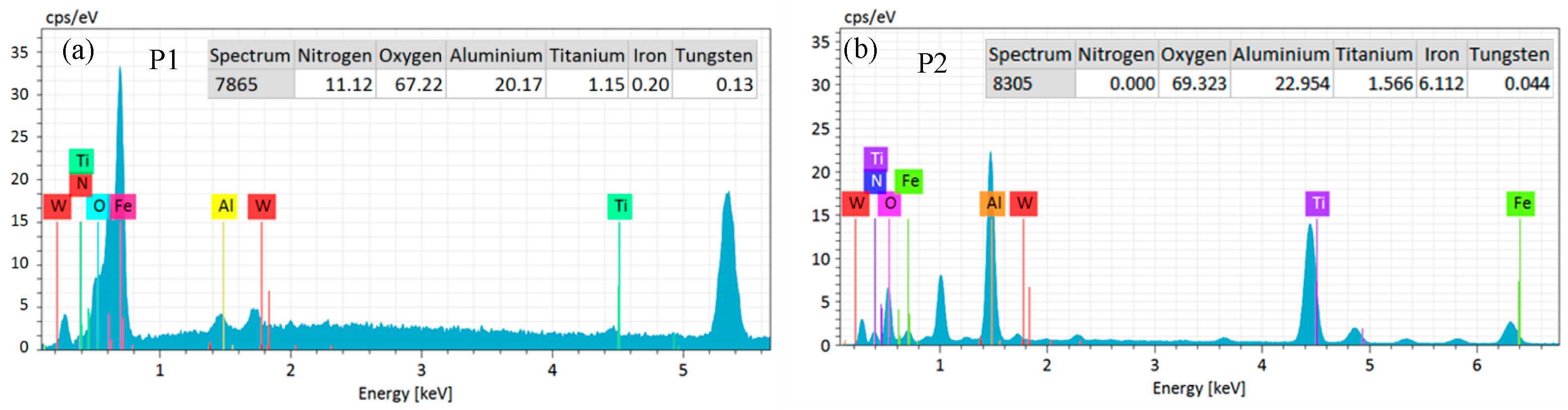
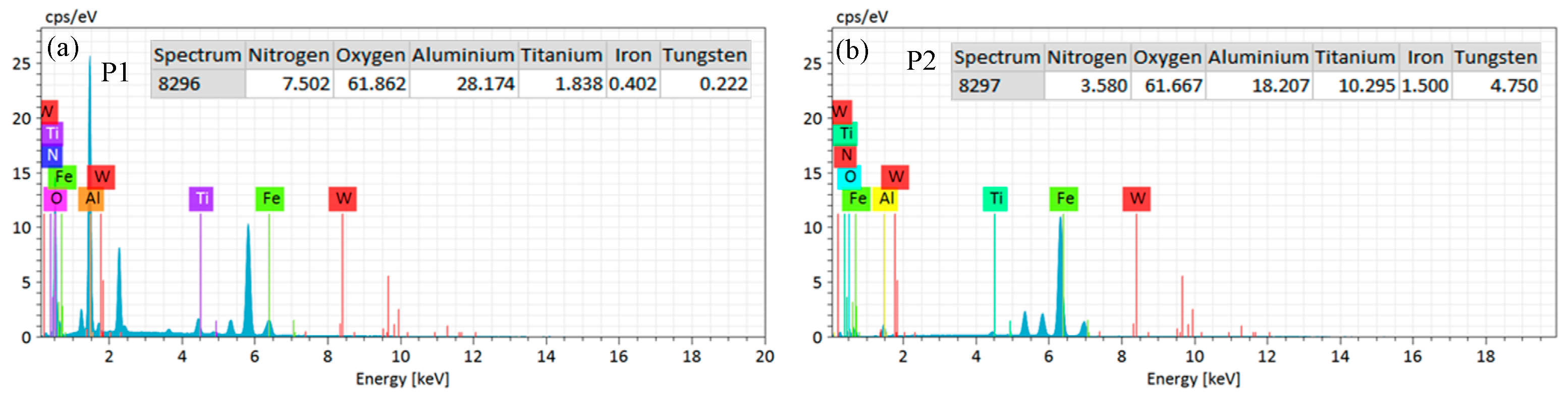
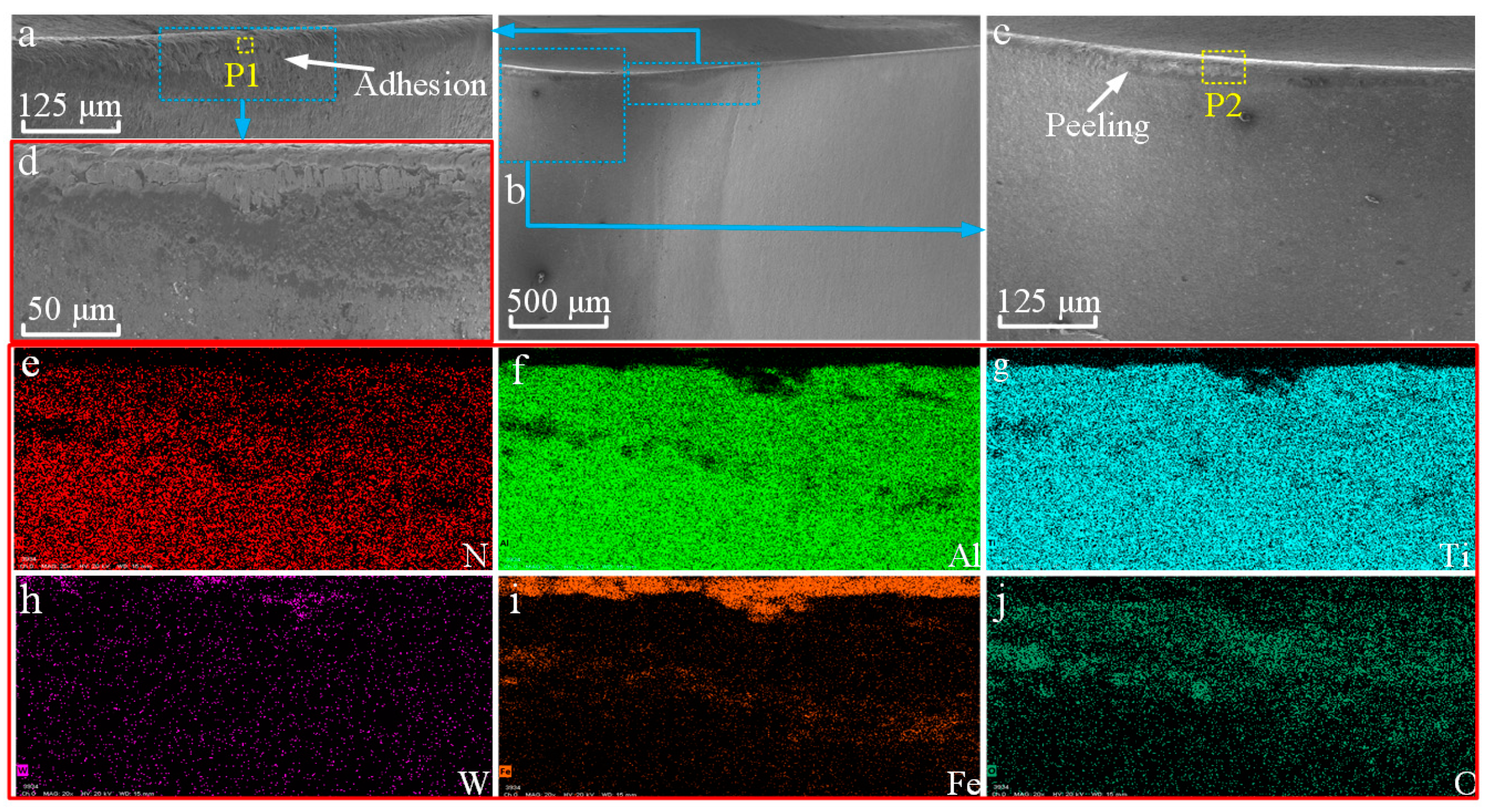
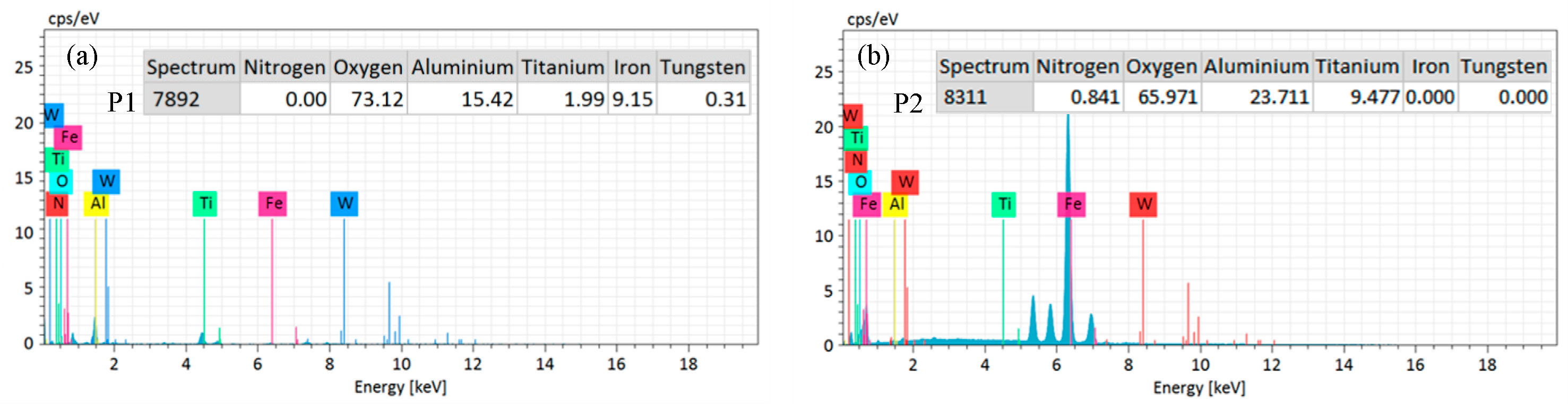
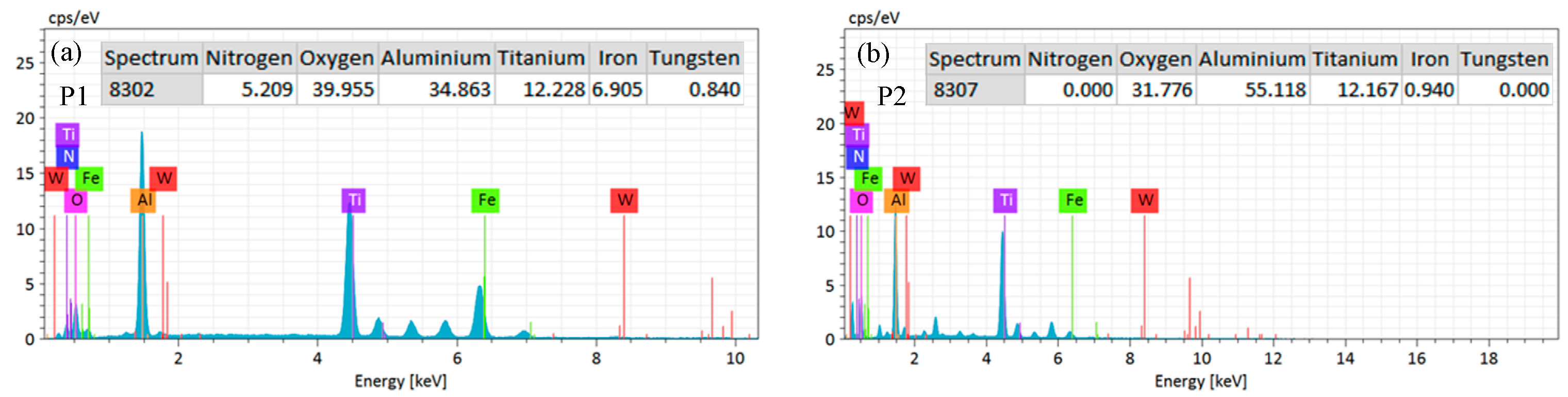
3.3. Wear Analysis of Rake Face
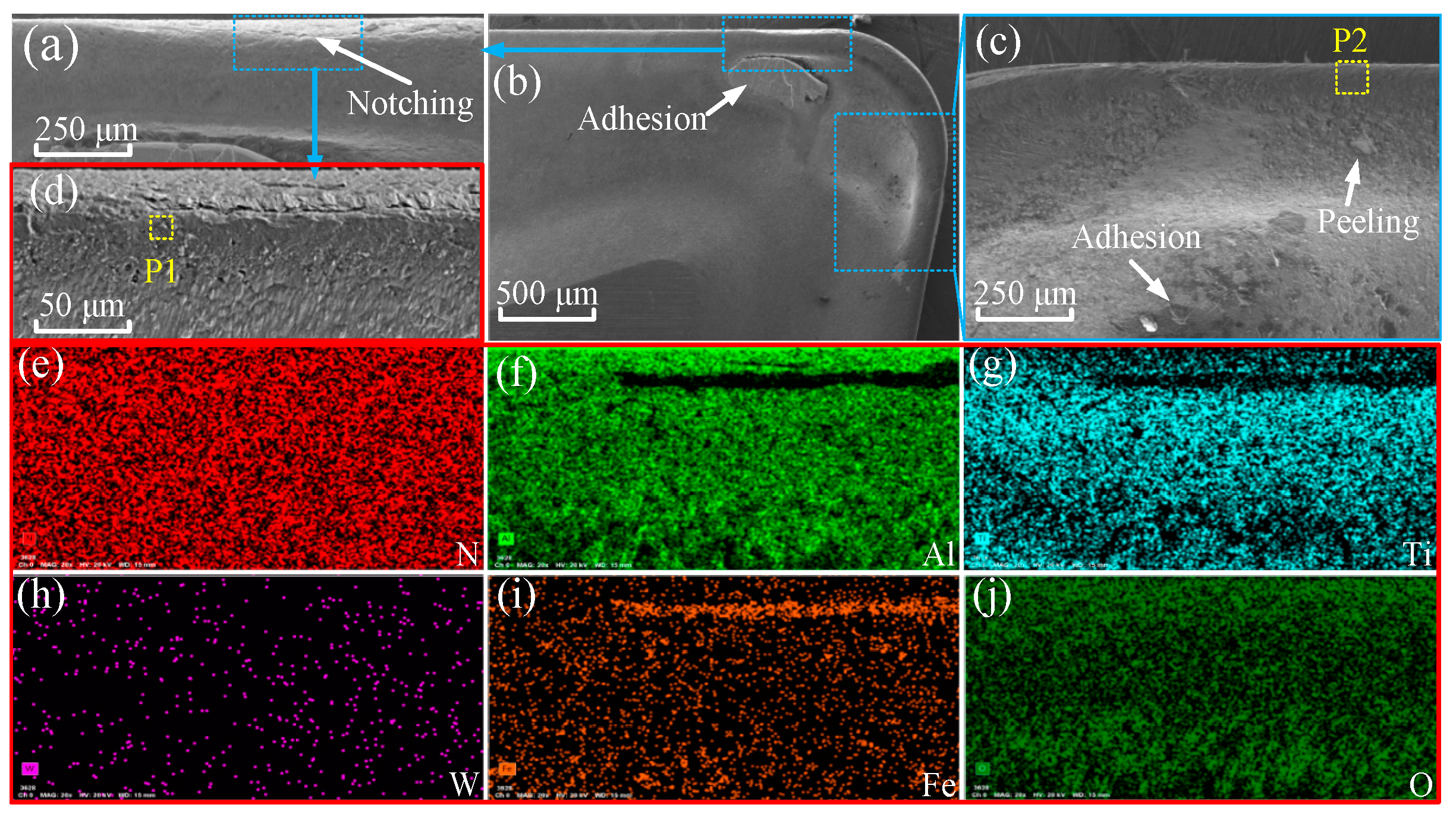
3.4. Wear Analysis of Flank Face of Tools
4. Conclusions
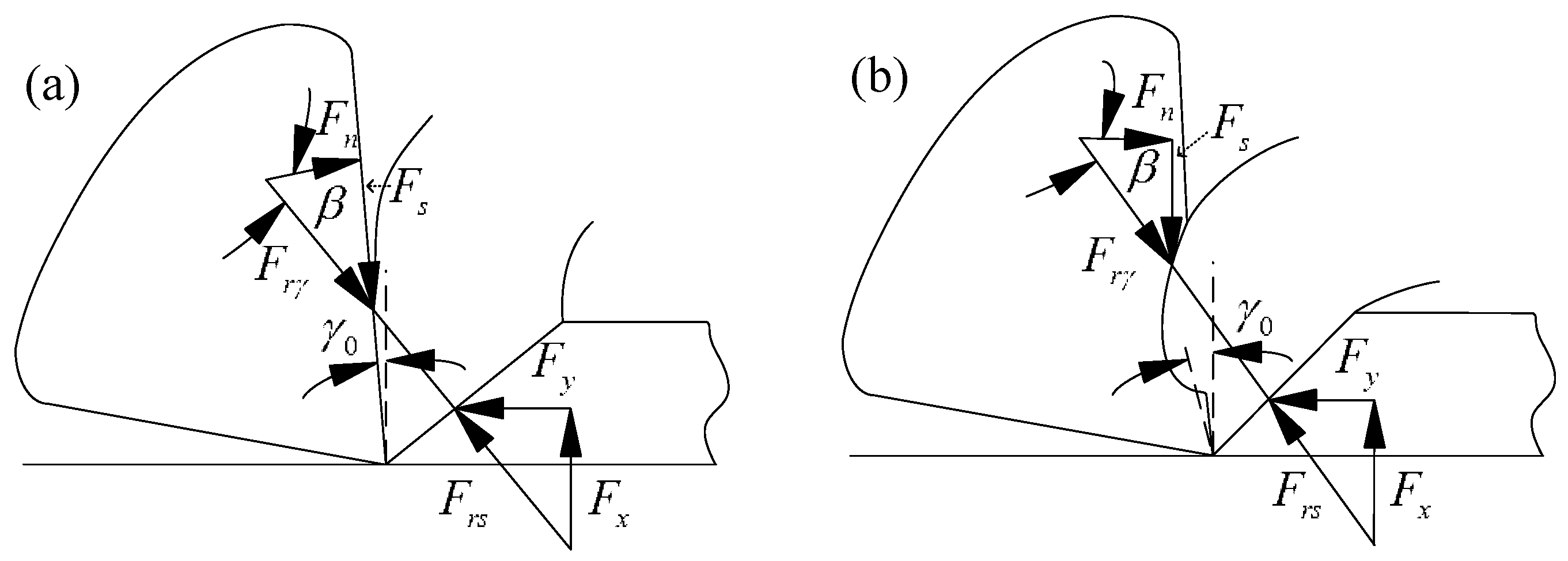
- The micro-groove reduced the tool-chip contact area. The length of the tool–chip sticking friction zone and sliding friction zone was decreased, and the micro-groove increased the second rake angle of the tool; hence, as the tool-chip friction abated and the cutting resistance decreased, the input of cutting energy was reduced.
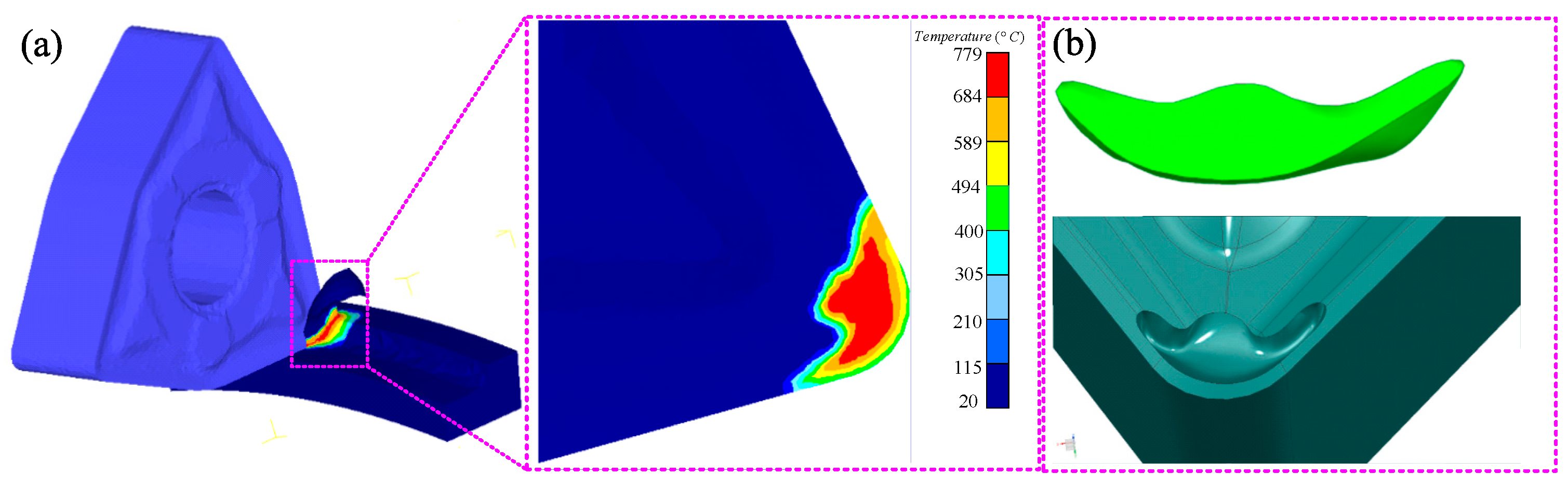
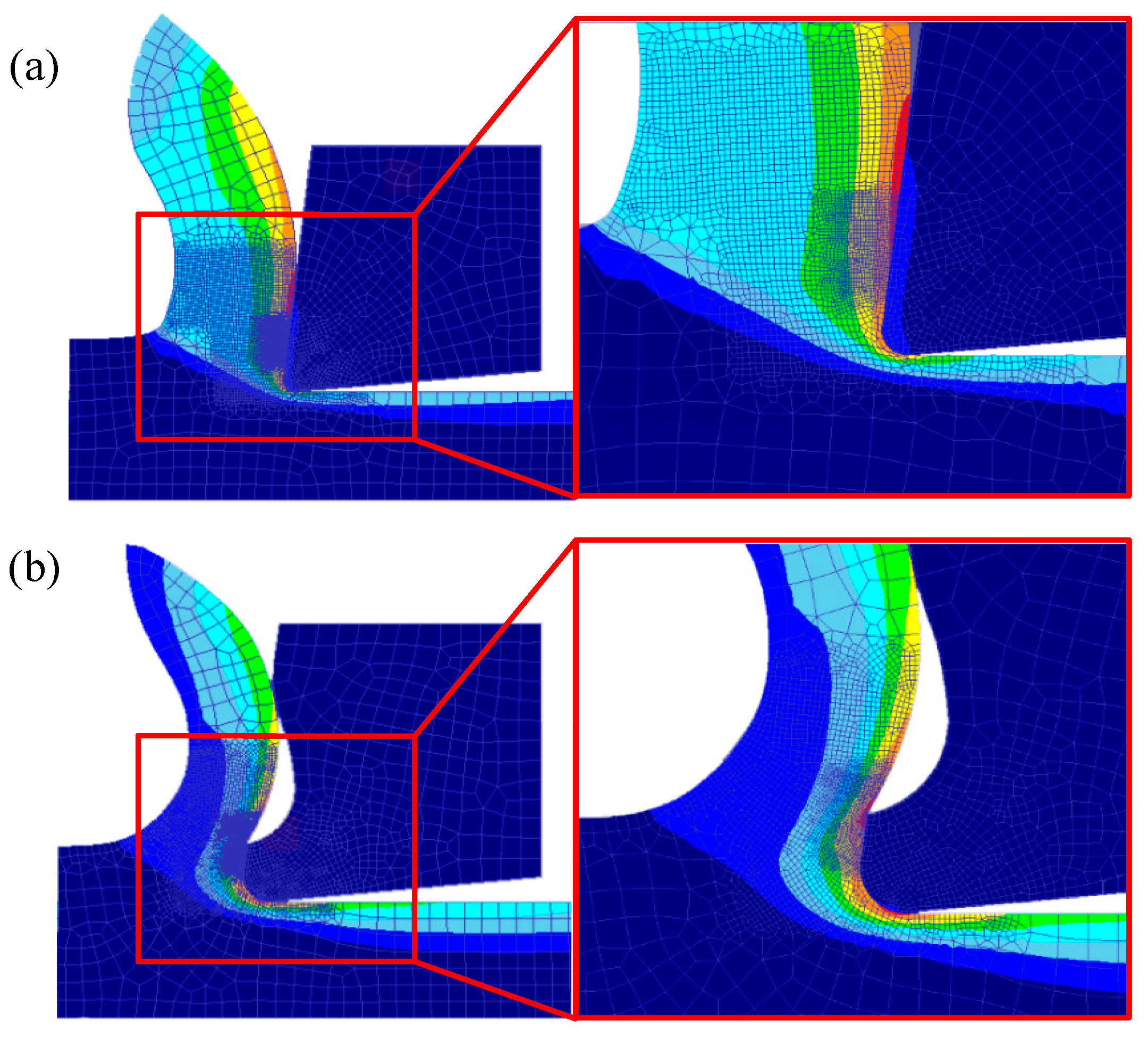
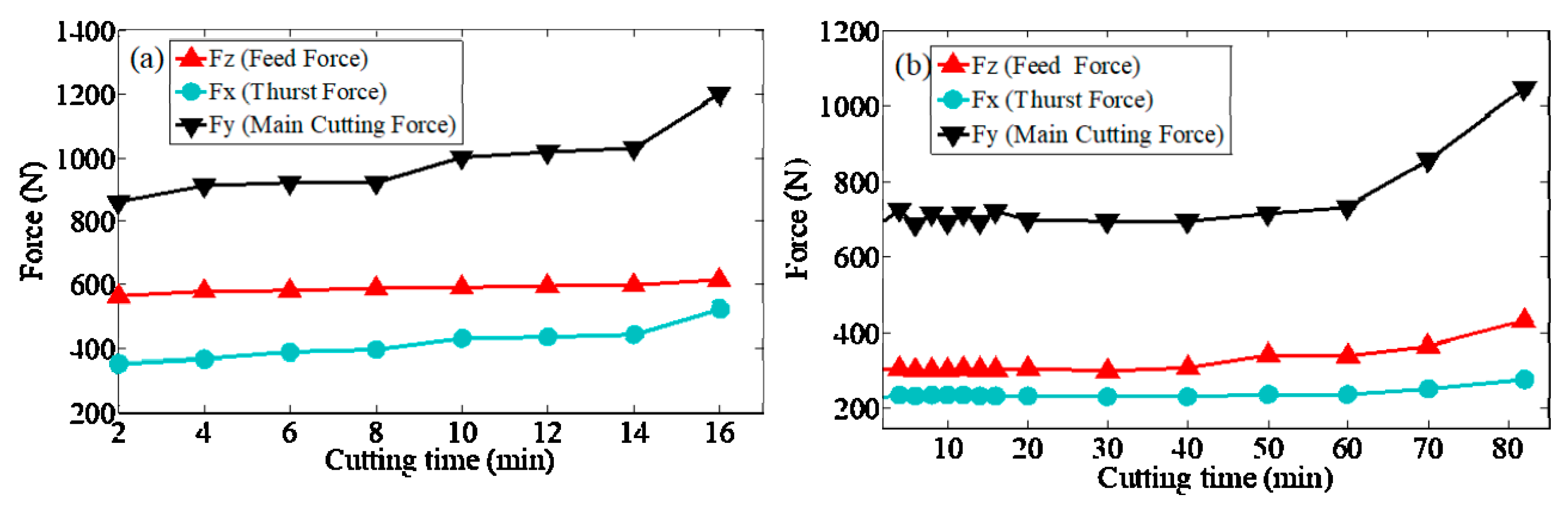
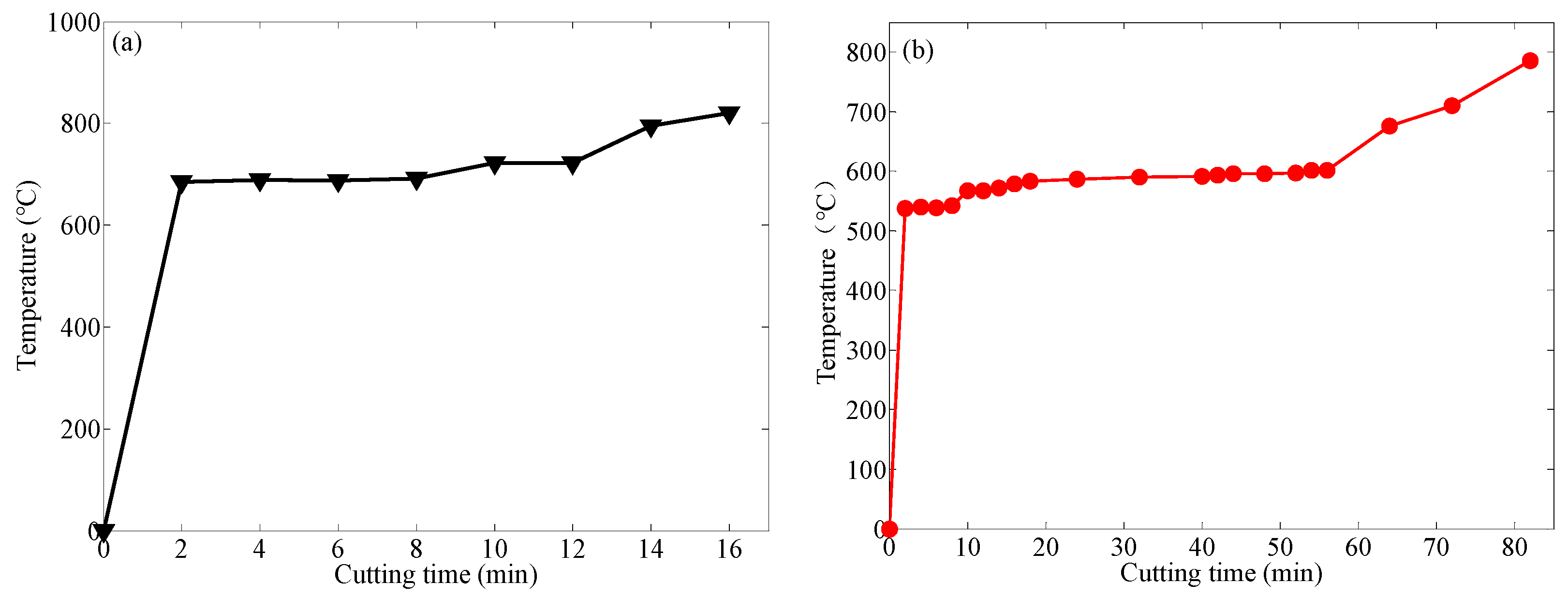
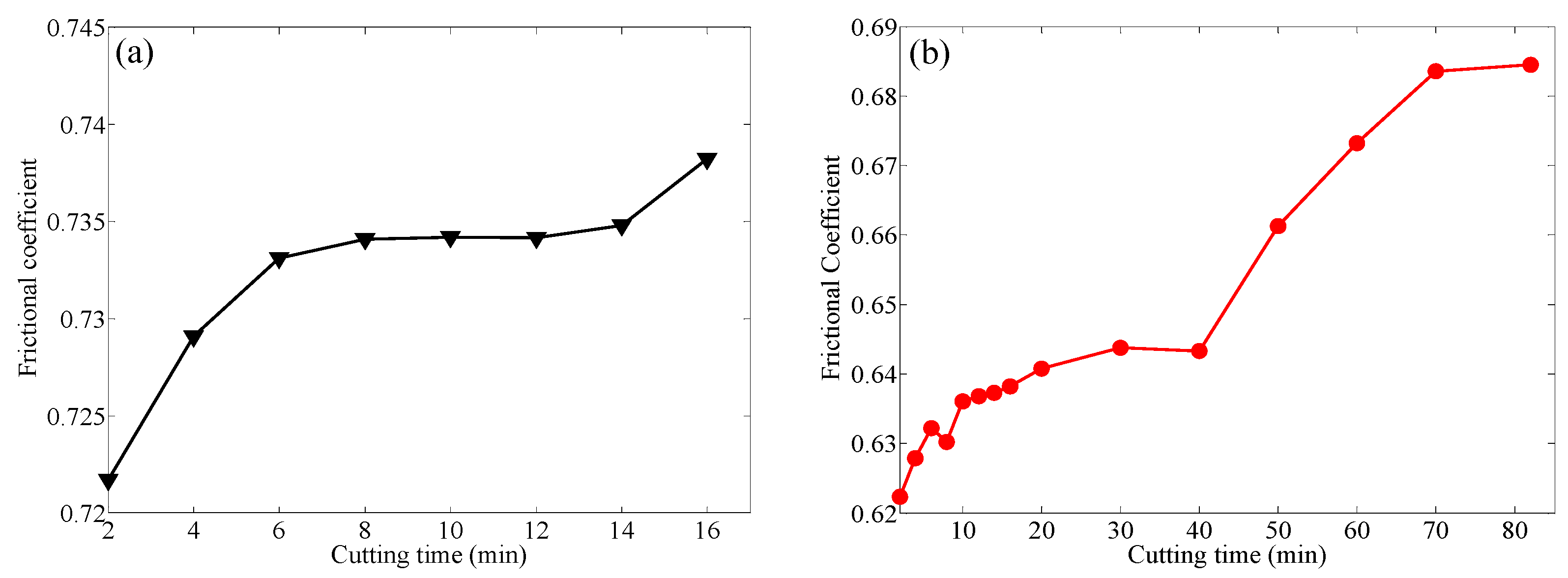
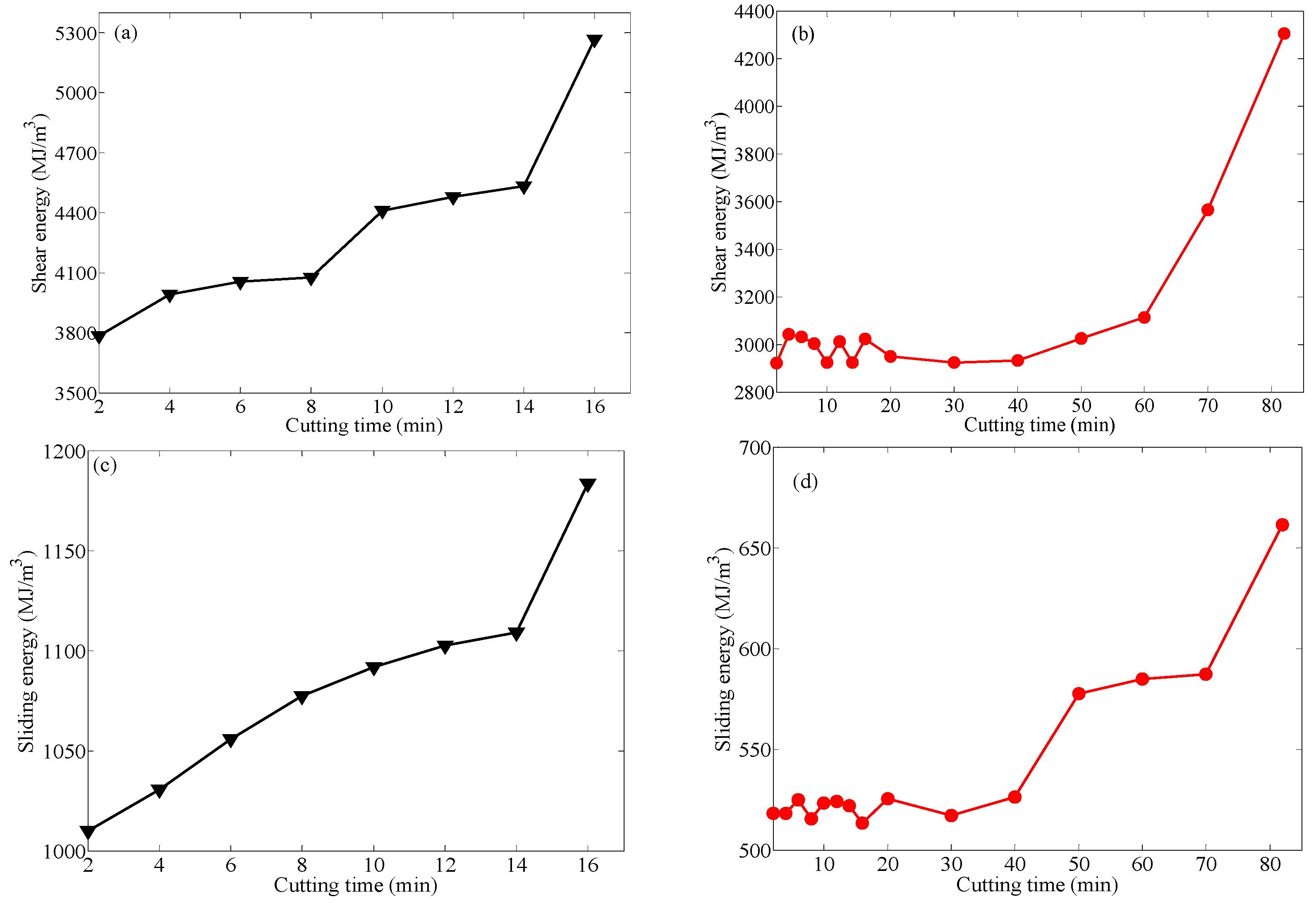
- Compared with Tool A, Tool B three-direction cutting forces decreased by more than 20%, the cutting temperature dropped by more than 20%, the tool friction coefficient decreased by more than 14% and the friction energy and shear energy were greatly reduced at the same time during the cutting process.
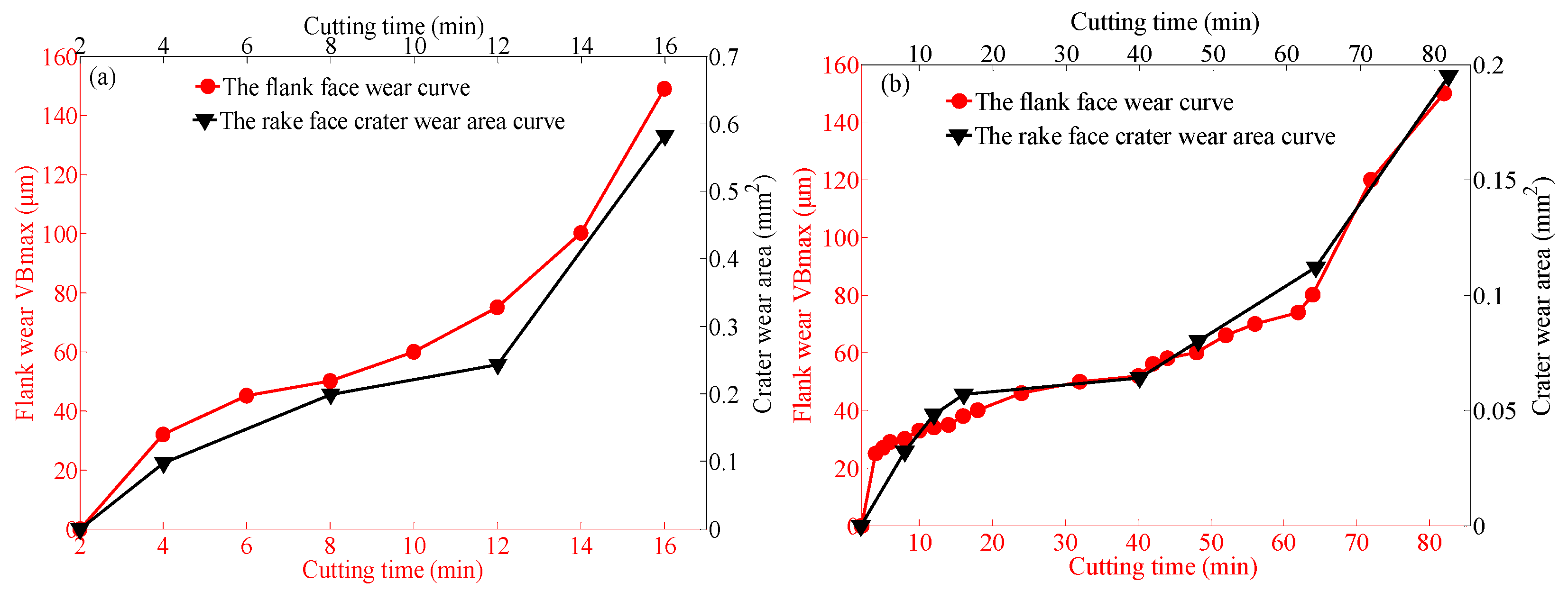
- The crater wear area variance was consistent with the change in the flank wear width. In the severe wear stage, the crater wear area and cutting force, cutting temperature, shear energy and friction energy had the same change trend with time. The adhesive wear and oxidation wear of the rake and flank face of Tool B were less pronounced.
- The chip thickness of Tool B was reduced by 15%, which indicates that the cutting energy input was lower and the chip curl radius was smaller, indicating that the chip rolling ability of Tool B was stronger.
- Through the cutting test, due to the smaller three-direction cutting forces, lower temperature and less tool wear, Tool B cut for 82 min, Tool A cut for 16 min and the service life of Tool B was greatly improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Etsion, I. Improving tribological performance of mechanical components by laser surface texturing. Tribol. Lett. 2004, 17, 733–737. [Google Scholar] [CrossRef]
- Shum, P.W.; Zhou, Z.F.; Li, K.Y.J.T.I. Investigation of the tribological properties of the different textured DLC coatings under reciprocating lubricated conditions. Tribol. Int. 2013, 65, 259–264. [Google Scholar] [CrossRef]
- Chetan; Ghosh, S.; Rao, P.V. Application of sustainable techniques in metal cutting for enhanced machinability: A review. J. Clean. Prod. 2015, 100, 17–34. [Google Scholar] [CrossRef]
- Singh, A.; Ghosh, S.; Aravindan, S. Influence of dry micro abrasive blasting on the physical and mechanical characteristics of hybrid PVD-AlTiN coated tools. J. Manuf. Process. 2019, 37, 446–456. [Google Scholar] [CrossRef]
- Padmini, R.; Krishna, P.V.; Rao, G.K.M. Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribol. Int. 2016, 94, 490–501. [Google Scholar] [CrossRef]
- Chetan; Ghosh, S.; Rao, P.V. Comparison between sustainable cryogenic techniques and nano-MQL cooling mode in turning of nickel-based alloy. J. Clean. Prod. 2019, 231, 1036–1049. [Google Scholar] [CrossRef]
- Chaabani, S.; Arrazola, P.J.; Ayed, Y.; Madariaga, A.; Tidu, A.; Germain, G. Comparison between cryogenic coolants effect on tool wear and surface integrity in finishing turning of Inconel 718. J. Mater. Process. Technol. 2020, 285, 16. [Google Scholar] [CrossRef]
- Senatore, A.; Risitano, G.; Scappaticci, L.; D’Andrea, D. Investigation of the tribological properties of different textured lead bronze coatings under severe load conditions. Lubricants 2021, 9, 34. [Google Scholar] [CrossRef]
- Beake, B.D.; Ning, L.; Gey, C.; Veldhuis, S.C.; Komarov, A.; Weaver, A.; Khanna, M.; Fox-Rabinovich, G.S. Wear performance of different PVD coatings during hard wet end milling of H13 tool steel. Surf. Coat. Technol. 2015, 279, 118–125. [Google Scholar] [CrossRef]
- Nevesa, D.; Diniz, A.E.; Lima, M.S.F. Microstructural analyses and wear behavior of the cemented carbide tools after laser surface treatment and PVD coating. Appl. Surf. Sci. 2013, 282, 680–688. [Google Scholar] [CrossRef] [Green Version]
- Mo, J.L.; Zhu, M.H.; Leyland, A.; Matthews, A. Impact wear and abrasion resistance of CrN, AlCrN and AlTiN PVD coatings. Surf. Coat. Technol. 2013, 215, 170–177. [Google Scholar] [CrossRef]
- Liu, W.; Chu, Q.Q.; Zeng, J.J.; He, R.X.; Wu, H.D.; Wu, Z.W.; Wu, S.H. PVD-CrAlN and TiAlN coated Si3N4 ceramic cutting tools—1. Microstructure, turning performance and wear mechanism. Ceram. Int. 2017, 43, 8999–9004. [Google Scholar] [CrossRef]
- Vereschaka, A.; Grigoriev, S.; Tabakov, V.; Migranov, M.; Sitnikov, N.; Milovich, F.; Andreev, N. Influence of the nanostructure of Ti-TiN-(Ti,Al,Cr)N multilayer composite coating on tribological properties and cutting tool life. Tribol. Int. 2020, 150, 16. [Google Scholar] [CrossRef]
- Ling, T.D.; Liu, P.Z.; Xiong, S.W.; Grzina, D.; Cao, J.; Wang, Q.J.; Xia, Z.C.; Talwar, R. Surface texturing of drill bits for adhesion reduction and tool life enhancement. Tribol. Lett. 2013, 52, 113–122. [Google Scholar] [CrossRef]
- Zhou, R.; Cao, J.; Wang, Q.J.; Meng, F.M.; Zimowski, K.; Xia, Z.C. Effect of EDT surface texturing on tribological behavior of aluminum sheet. J. Mater. Process. Technol. 2011, 211, 1643–1649. [Google Scholar] [CrossRef]
- Liu, G.L.; Huang, C.Z.; Su, R.; Ozel, T.; Liu, Y.; Xu, L.H. 3D FEM simulation of the turning process of stainless steel 17-4PH with differently texturized cutting tools. Int. J. Mech. Sci. 2019, 155, 417–429. [Google Scholar] [CrossRef]
- Kummel, J.; Braun, D.; Gibmeier, J.; Schneider, J.; Greiner, C.; Schulze, V.; Wanner, A. Study on micro texturing of uncoated cemented carbide cutting tools for wear improvement and built-up edge stabilisation. J. Mater. Process. Technol. 2015, 215, 62–70. [Google Scholar] [CrossRef]
- Ahmed, Y.S.; Paiva, J.M.; Arif, A.F.M.; Amorim, F.L.; Torres, R.D.; Veldhuis, S.C. The effect of laser micro-scale textured tools on the tool-chip interface performance and surface integrity during austenitic stainless-steel turning. Appl. Surf. Sci. 2020, 510. [Google Scholar] [CrossRef]
- Zhang, K.D.; Deng, J.X.; Xing, Y.Q.; Li, S.P.; Gao, H.H. Effect of microscale texture on cutting performance of WC/Co-based TiAlN coated tools under different lubrication conditions. Appl. Surf. Sci. 2015, 326, 107–118. [Google Scholar] [CrossRef]
- Zhang, N.; Yang, F.; Jiang, F.; Zhang, Y.; Liu, G. Investigation of tribological performance of micro-groove textured cemented carbide surfaces. Surf. Eng. 2020, 36, 1190–1199. [Google Scholar] [CrossRef]
- Pang, M.H.; Nie, Y.F.; Ma, L.J. Effect of symmetrical conical micro-grooved texture on tool-chip friction property of WC-TiC/Co cemented carbide tools. Int. J. Adv. Manuf. Technol. 2018, 99, 737–746. [Google Scholar] [CrossRef]
- Zhou, C.C.; Guo, X.H.; Zhang, K.D.; Cheng, L.; Wu, Y.Q. The coupling effect of micro-groove textures and nanofluids on cutting performance of uncoated cemented carbide tools in milling Ti-6Al-4V. J. Mater. Process. Technol. 2019, 271, 36–45. [Google Scholar] [CrossRef]
- Alagan, N.T.; Zeman, P.; Hoier, P.; Beno, T.; Klement, U. Investigation of micro-textured cutting tools used for face turning of alloy 718 with high-pressure cooling. J. Manuf. Process. 2019, 37, 606–616. [Google Scholar] [CrossRef]
- Guo, D.L.; Guo, X.H.; Zhang, K.D.; Chen, Y.D.; Zhou, C.C.; Gai, L.W. Improving cutting performance of carbide twist drill combined internal cooling and micro-groove textures in high-speed drilling Ti6Al4V. Int. J. Adv. Manuf. Technol. 2019, 100, 381–389. [Google Scholar] [CrossRef]
- Fang, Z.L.; Obikawa, T. Cooling performance of micro-texture at the tool flank face under high pressure jet coolant assistance. Precis. Eng. 2017, 49, 41–51. [Google Scholar] [CrossRef]
- Sawant, M.S.; Jain, N.K.; Palani, I.A. Influence of dimple and spot-texturing of HSS cutting tool on machining of Ti-6Al-4V. J. Mater. Process. Technol. 2018, 261, 1–11. [Google Scholar] [CrossRef]
- Wei, Y.; Kim, M.R.; Lee, D.W.; Park, C.; Park, S.S. Effects of micro textured sapphire tool regarding cutting forces in turning operations. Int. J. Precis. Eng. Manuf.-Green Technol. 2017, 4, 141–147. [Google Scholar] [CrossRef]
- Li, C.P.; Qiu, X.Y.; Yu, Z.; Li, S.J.; Li, P.N.; Niu, Q.L.; Kurniawan, R.; Ko, T.J. Novel environmentally friendly manufacturing method for micro-textured cutting tools. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 193–204. [Google Scholar] [CrossRef]
- Ge, D.L.; Deng, J.X.; Duan, R.; Liu, Y.Y.; Li, X.M.; Yue, H.Z. Effect of micro-textures on cutting fluid lubrication of cemented carbide tools. Int. J. Adv. Manuf. Technol. 2019, 103, 3887–3899. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Performance of cutting tools with dimple textured surfaces: A comparative study of different texture patterns. Precis. Eng. 2017, 49, 52–60. [Google Scholar] [CrossRef]
- Hao, X.Q.; Cui, W.; Li, L.; Li, H.L.; Khan, A.M.; He, N. Cutting performance of textured polycrystalline diamond tools with composite lyophilic/lyophobic wettabilities. J. Mater. Process. Technol. 2018, 260, 1–8. [Google Scholar] [CrossRef]
- Zhang, L.; Guo, X.H.; Zhang, K.D.; Wu, Y.Q.; Huang, Q. Enhancing cutting performance of uncoated cemented carbide tools by joint-use of magnetic nanofluids and micro-texture under magnetic field. J. Mater. Process. Technol. 2020, 284, 10. [Google Scholar] [CrossRef]
- Sharma, V.; Pandey, P.M. Recent advances in turning with textured cutting tools: A review. J. Clean. Prod. 2016, 137, 701–715. [Google Scholar] [CrossRef]
- Zou, Z.; He, L.; Jiang, H.; Zhan, G.; Wu, J.J.W. Development and analysis of a low-wear micro-groove tool for turning Inconel 718. Wear 2019, 420, 163–175. [Google Scholar] [CrossRef]
- Wu, J.; Zhan, G.; He, L.; Zou, Z.; Zhou, T.; Du, F.J.M. Tribological performance of micro-groove tools of improving tool wear resistance in turning AISI 304 process. Materials 2020, 13, 1236. [Google Scholar] [CrossRef] [Green Version]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometric Angle | Value |
|---|---|
| Wedge angle εr | 80° |
| Rake angle γ0 | 9° |
| Clearance angle α0 | 7° |
| Main cutting edge angle Kr | 95° |
| End cutting edge angle Kr’ | 5° |
| Inclination angle λs | 5° |
| Tool tip arc radius Re | 1.2 mm |
| Tool thickness | 4.76 mm |
| Target Object | Tool | AISI 201 | Unit |
|---|---|---|---|
| Density ρ | 14.6 | 7.93 | g/cm3 |
| Tensile strength | 784.5 | 543 | MPa |
| Poission ratio μ | 0.23 | 0.249 | – |
| Hardness | 89.5 HRA | 41 HRC | HRA or HRC |
| Elasticity modulus | 634 | 208 | GPa |
| Si | Mn | P | S | Ni | Cr | C | Fe |
|---|---|---|---|---|---|---|---|
| 0.85 | 6.64 | 0.045 | 0.03 | 5.06 | 17.27 | 0.08 | 70.025 |
| Title | Flank Wear, VB (μm) | |||||
|---|---|---|---|---|---|---|
| Tool A | Tool B | |||||
| Time(min) | 4 | 8 | 12 | 4 | 8 | 12 |
| Test 1 | 30 | 56 | 118 | 21 | 32 | 39 |
| Test 2 | 32 | 60 | 121 | 25 | 30 | 37 |
| Test 3 | 32 | 62 | 125 | 27 | 30 | 34 |
| Average | 31.3 | 59.3 | 121.3 | 24.3 | 30.7 | 36.7 |
| Standard deviation | 0.9 | 2.5 | 2.9 | 2.5 | 0.9 | 2.1 |
| Time (min) | 4 | |||||
|---|---|---|---|---|---|---|
| Cutting Force (N) | Tool A | Tool B | ||||
| Fx | Fy | Fz | Fx | Fy | Fz | |
| Test 1 | 367 | 924 | 569 | 228 | 718 | 297 |
| Test 2 | 366 | 913 | 577 | 235 | 726 | 307 |
| Test 3 | 371 | 902 | 591 | 245 | 732 | 315 |
| Average | 368 | 913 | 579 | 236 | 725.2 | 306.3 |
| Standard deviation | 2.2 | 8.9 | 9.1 | 7.0 | 5.7 | 7.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, J.; He, L.; Wu, Y.; Zhou, C.; Zou, Z.; Zhan, G.; Zhou, T.; Du, F.; Tian, P.; Zou, Z.; et al. Enhancing Wear Resistance and Cutting Performance of a Long-Life Micro-Groove Tool in Turning AISI 201. Coatings 2021, 11, 1515. https://doi.org/10.3390/coatings11121515
Wu J, He L, Wu Y, Zhou C, Zou Z, Zhan G, Zhou T, Du F, Tian P, Zou Z, et al. Enhancing Wear Resistance and Cutting Performance of a Long-Life Micro-Groove Tool in Turning AISI 201. Coatings. 2021; 11(12):1515. https://doi.org/10.3390/coatings11121515
Chicago/Turabian StyleWu, Jinxing, Lin He, Yanying Wu, Chaobiao Zhou, Zhongfei Zou, Gang Zhan, Tao Zhou, Feilong Du, Pengfei Tian, Zichuan Zou, and et al. 2021. "Enhancing Wear Resistance and Cutting Performance of a Long-Life Micro-Groove Tool in Turning AISI 201" Coatings 11, no. 12: 1515. https://doi.org/10.3390/coatings11121515
APA StyleWu, J., He, L., Wu, Y., Zhou, C., Zou, Z., Zhan, G., Zhou, T., Du, F., Tian, P., Zou, Z., & Zhang, X. (2021). Enhancing Wear Resistance and Cutting Performance of a Long-Life Micro-Groove Tool in Turning AISI 201. Coatings, 11(12), 1515. https://doi.org/10.3390/coatings11121515