
Rust Conversion Performance of Phosphoric Acid-Gallic Acid in Vinyl Chloride Acrylic Emulsion


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials and Sample Preparation
2.1.1. Materials
2.1.2. Preparation of Rusted Steel
2.1.3. Preparation of Rust Conversion Sample
2.2. Analysis of Rust Conversion Performance
2.3. Morphological and Compositional Characterization
2.4. Corrosion Resistance test
2.4.1. Electrochemical Measurements
2.4.2. Salt Spray Corrosion Resistance Test
2.4.3. Adhesion Experiment
3. Results and Discussion
3.1. Effect of PA on Rust Conversion and Solubility of GA
3.2. Morphological and Compositional Characterization
3.2.1. Morphological and XRD Analysis
3.2.2. FTIR analysis
3.3. Properties of Rust Conversion Coating
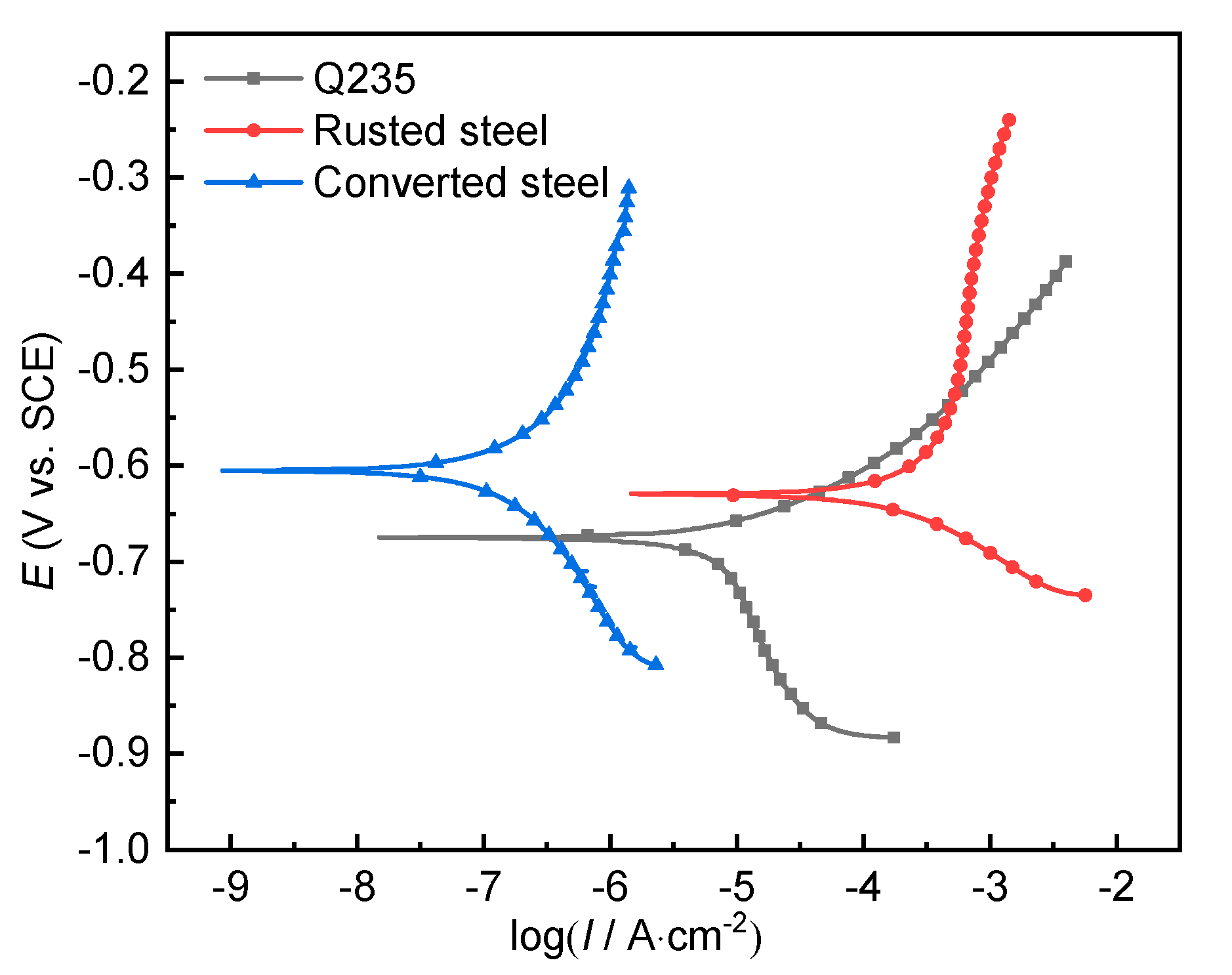
3.3.1. Tafel Curve Analysis
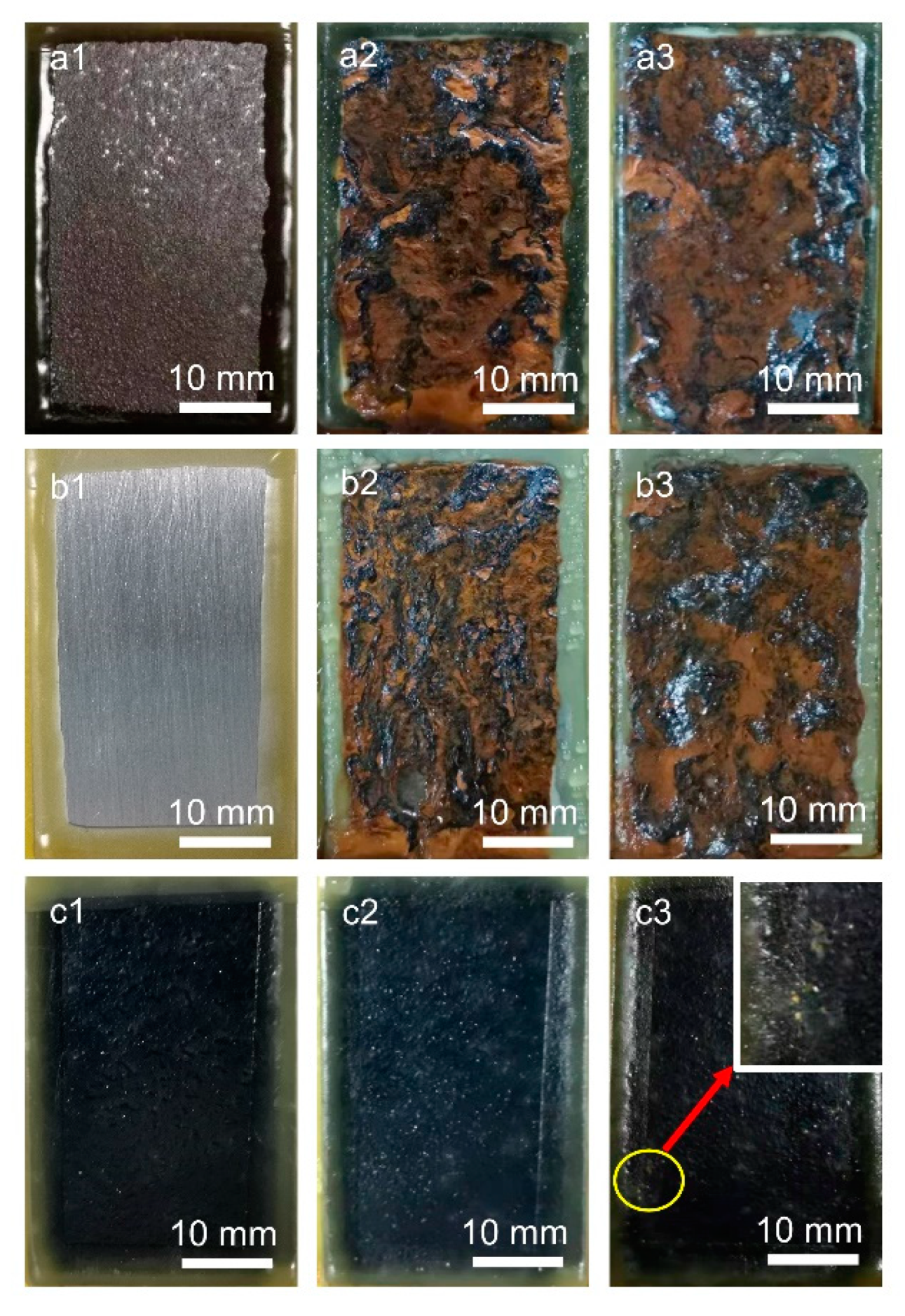
3.3.2. Salt Spray Test
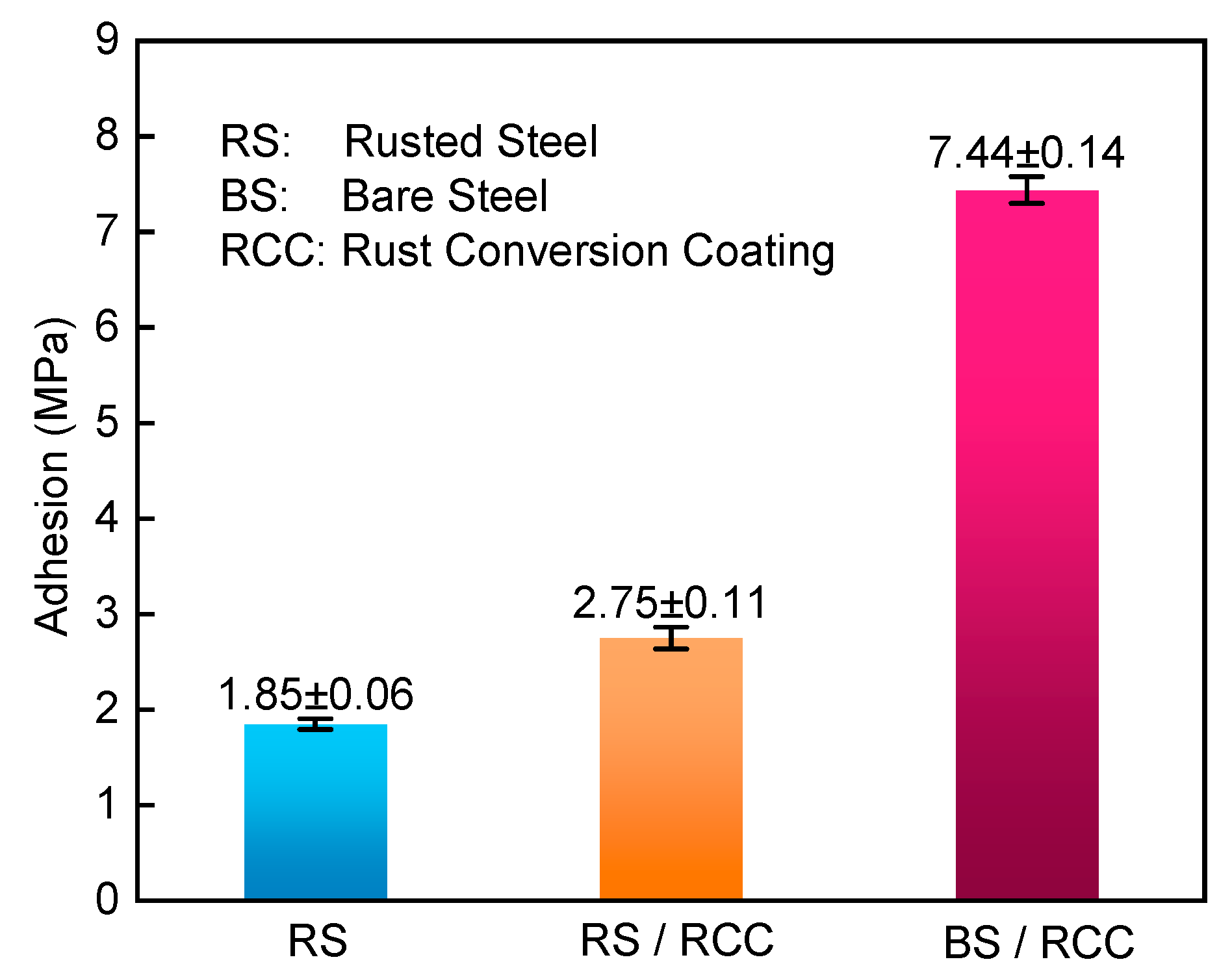
3.3.3. Adhesion Test
3.4. Structure and Mechanism of Rust Conversion Coating
3.4.1. Raman Spectroscopy
3.4.2. XPS Analysis
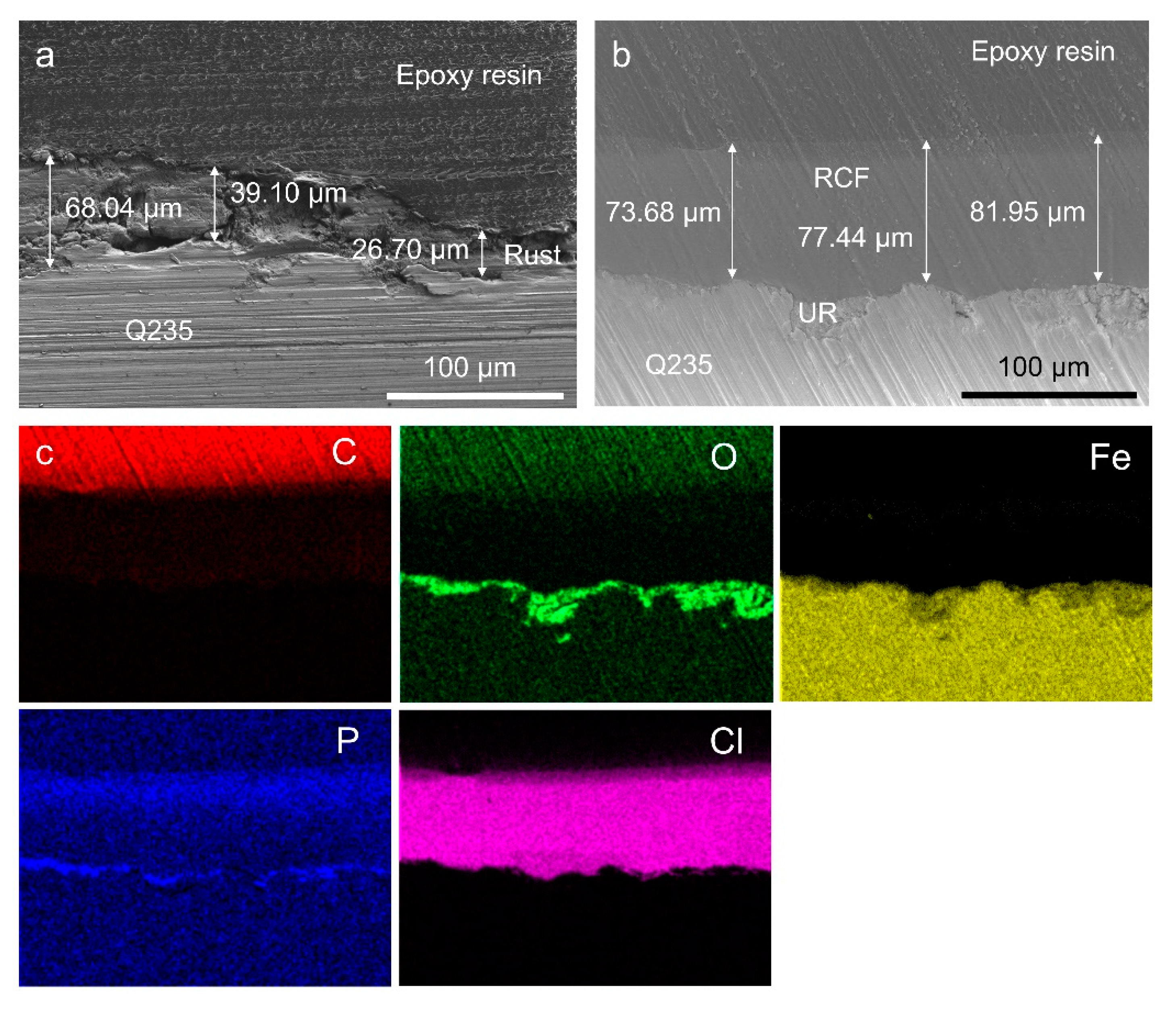
3.4.3. Element Distribution and Mechanism Analysis
4. Conclusions
- The phosphoric acid-gallic acid conversion system with reasonable film-forming substances, film-forming assistants and defoamers can be used in vinyl chloride acrylic emulsions. When the dosage of gallic acid is 0.2 wt.%, Haloflex 202 is 70 wt.%, Texanol is 2 wt.%, Foamaster MO 2134AC is 0.1 wt.%, and phosphoric acid is 2 wt.%, the best synergistic conversion effect is achieved.
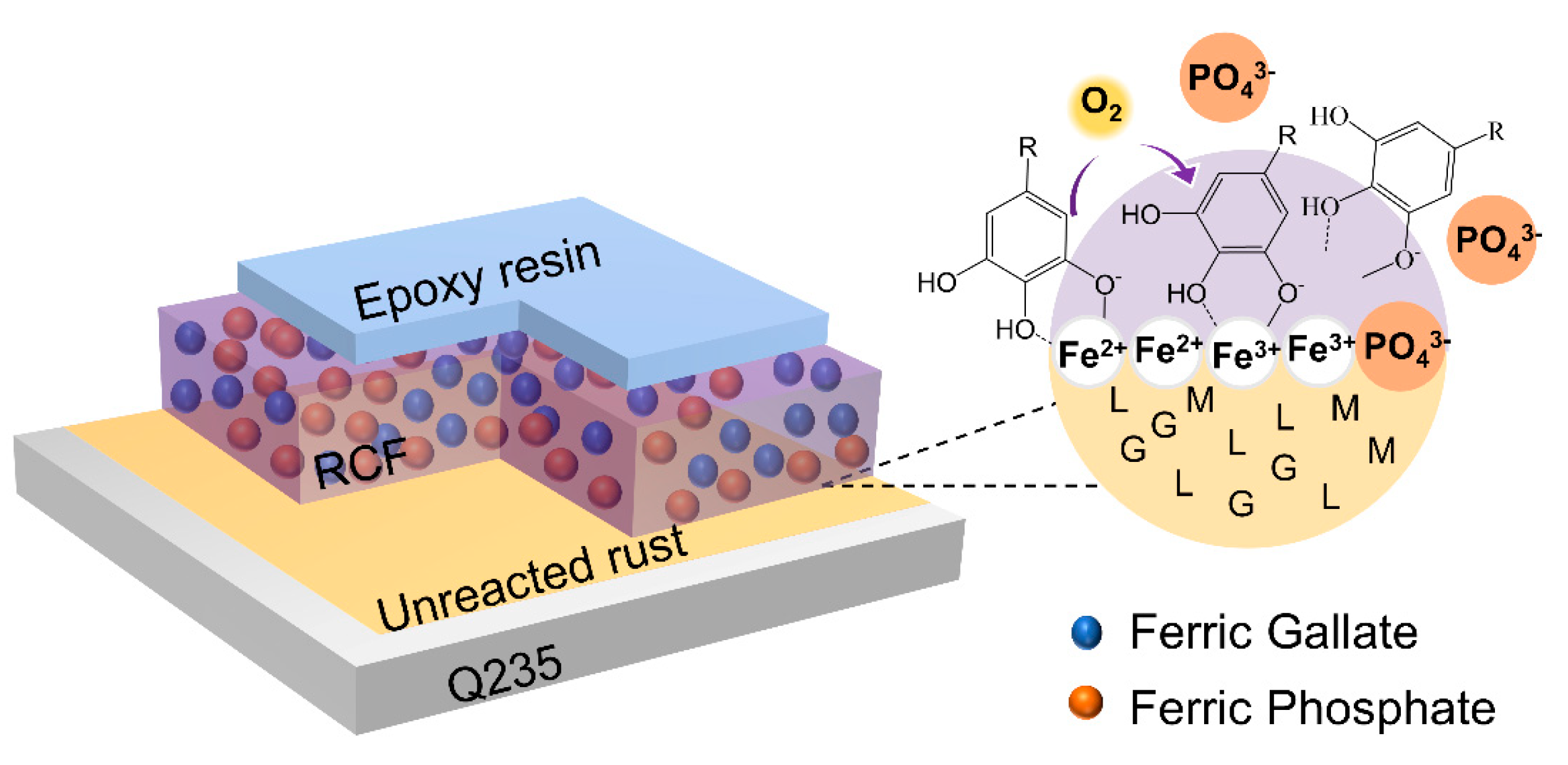
- The rust conversion coating can effectively treat the rusted steel produced by simulating marine atmospheric corrosion. The conversion products ferric phosphate and ferric gallate can form a black conversion film with vinyl chloride acrylic emulsion. It can retard both the cathodic and anodic reaction processes of the corrosion. After rust conversion treatment, the corrosion current density is reduced to 1.902 × 10−7 A/cm2, and the salt spray corrosion resistance reaches 20d.
- After the rust conversion treatment, the adhesion strength of the coating system increased to 2.75 MPa. The unreacted rust between the Q235 substrate and the rust conversion film affects the further improvement of adhesion. Unreacted rust is still the limiting link to improve the anti-corrosion performance of rust conversion coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bhaskaran, R.; Bhalla, L.; Rahman, A.; Juneja, S.; Sonik, U.; Kaur, S.; Kaur, J.; Rengaswamy, N.S. An analysis of the updated cost of corrosion in India. Mater. Perform. 2014, 53, 56–65. [Google Scholar]
- Hou, B.; Li, X.; Ma, X.; Du, C.; Zhang, D.; Zheng, M.; Xu, W.; Lu, D.; Ma, F. The cost of corrosion in China. Npj Mater. Degrad. 2017, 1, 1–10. [Google Scholar] [CrossRef]
- Kodama, T. Corrosion cost survey in Japan—Focusing on transportation industry. Corros. Sci. Tech. 2008, 7, 252–258. [Google Scholar]
- Sik, K.Y.; Lim, H.K.; Kim, J.J.; Suk, H.W.; Soo, P.Y. Corrosion cost and corrosion map of Korea - Based on the data from 2005 to 2010. Corros. Sci. Tech. 2011, 10, 52–59. [Google Scholar]
- Thompson, N.G.; Yunovich, M.; Dunmire, D. Cost of corrosion and corrosion maintenance strategies. Corros. Rev. 2007, 25, 247–261. [Google Scholar] [CrossRef]
- ISO 8501-1: 2007 Preparation of Steel Substrates before Application of Paints and Related Products—Visual Assessment of Surface Cleanliness—Part 1: Rust Grades and Preparation Grades of Uncoated Steel Substrates and of Steel Substrates after Overall Removal of Previous Coatings; ISO: Geneva, Switzerland, 2007.
- Alcantara, J.; Chico, B.; Simancas, J.; Diaz, I.; de la Fuente, D.; Morcillo, M. An attempt to classify the morphologies presented by different rust phases formed during the exposure of carbon steel to marine atmospheres. Mater. Charact. 2016, 118, 65–78. [Google Scholar] [CrossRef]
- Morris, R.V.; Lauer, H.V.; Lawson, C.A.; Gibson, E.K.; Nace, G.A.; Stewart, C. Spectral and other physicochemical properties of submicron powders of hematite (alpha-Fe2O3), Maghemite (gamma-Fe2O3), Magnetite (Fe3O4), Goethite (alpha-FeOOH), and Lepidocrocite (gamma-FeOOH). J. Geophys. Res. 1985, 90, 3126–3144. [Google Scholar] [CrossRef]
- Murkute, P.; Kumar, R.; Choudhary, S.; Maharana, H.S.; Ramkumar, J.; Mondal, K. Comparative atmospheric corrosion behavior of a mild steel and an interstitial free steel. J. Mater. Eng. Perform. 2018, 27, 4497–4506. [Google Scholar] [CrossRef]
- Raman, A.; Nasrazadani, S.; Sharma, L. Morphology of rust phases formed on weathering steels in various laboratory corrosion tests. Metallography 1989, 22, 79–96. [Google Scholar] [CrossRef]
- Barrero, C.A.; Garcia, K.E.; Morales, A.L.; Greneche, J.M. A proposal to evaluate the amount of corroded iron converted into adherent rust in steels exposed to corrosion. Corros. Sci. 2011, 53, 769–775. [Google Scholar] [CrossRef]
- Saji, V.S. Progress in rust converters. Prog. Org. Coat. 2019, 127, 88–99. [Google Scholar] [CrossRef]
- Nasrazadani, S. The application of infrared spectroscopy to a study of phosphoric and tannic acids interactions with magnetite (Fe3O4), goethite (alpha-FeOOH) and lepidocrocite (gamma-FeOOH). Corros. Sci. 1997, 39, 1845–1859. [Google Scholar] [CrossRef]
- Xu, W.; Han, E.-H.; Wang, Z. Effect of tannic acid on corrosion behavior of carbon steel in NaCl solution. J. Mater. Sci. Technol. 2019, 35, 64–75. [Google Scholar] [CrossRef]
- Cerisola, G.; Barbucci, A.; Caretta, M. Organic coatings for marginally prepared steel surfaces. Prog. Org. Coat. 1994, 24, 21–28. [Google Scholar] [CrossRef]
- Gust, J.; Suwalski, J. Use of mossbauer-spectroscopy to study reaction-products of polyphenols and iron compounds. Corrosion 1994, 50, 355–365. [Google Scholar] [CrossRef]
- Matamala, G.; Smeltzer, W.; Droguett, G. Comparison of steel anticorrosive protection formulated with natural tannins extracted from acacia and from pine bark. Corros. Sci. 2000, 42, 1351–1362. [Google Scholar] [CrossRef]
- Gust, J.; Bobrowicz, J. Sealing and anti-corrosive action of tannin rust converters. Corrosion 1993, 49, 24–30. [Google Scholar] [CrossRef]
- Gust, J. Application of infrared-spectroscopy for investigation of rust phase component conversion by agents containing oak tannin and phosphoric-acid. Corrosion 1991, 47, 453–457. [Google Scholar]
- Collazo, A.; Novoa, X.R.; Perez, C.; Puga, B. The corrosion protection mechanism of rust converters: An electrochemical impedance spectroscopy study. Electrochim. Acta 2010, 55, 6156–6162. [Google Scholar] [CrossRef]
- Zhao, X.D.; Cheng, Y.F.; Fan, W.; Vladimir, C.; Volha, V.; Alla, T. Inhibitive performance of a rust converter on corrosion of mild steel. J. Mater. Eng. Perform. 2014, 23, 4102–4108. [Google Scholar] [CrossRef]
- Favre, M.; Landolt, D. The influence of gallic acid on the reduction of rust on painted steel surfaces. Corros. Sci. 1993, 34, 1481–1494. [Google Scholar]
- Jia, Y.; Ren, N.; Yue, H.; Deng, J.; Liu, Y. Preparation and properties of natural gallic acid based rust conversion emulsion. Pigm. Resin Technol. 2016, 45, 191–198. [Google Scholar] [CrossRef]
- Feng, L.; Yuan, P. Corrosion protection mechanism of aluminum triphosphate modified by organic acids as a rust converter. Prog. Org. Coat. 2020, 140, 105508. [Google Scholar] [CrossRef]
- Diaz, B.; Figueroa, R.; Novoa, X.R.; Perez, C.; Pintos, A. The corrosion protection afforded by a commercial rust converter doped with graphene oxide. Electrochim. Acta 2020, 342, 136096. [Google Scholar] [CrossRef]
- ASTM B117-19 Standard Practice for Operating Salt Spray (Fog) Apparatus; ASTM: West Conshohocken, PA, USA, 2019; Volume 03.02.
- ISO 4624: 2002 Paints and Varnishes—Pull-Off Test for Adhesion; ISO: Geneva, Switzerland, 2007.
- Lu, L.-L.; Lu, X.-Y. Solubilities of gallic acid and its esters in water. J. Chem. Eng. Data 2007, 52, 37–39. [Google Scholar] [CrossRef]
- Collazo, A.; Novoa, X.R.; Perez, C.; Puga, B. EIS study of the rust converter effectiveness under different conditions. Electrochim. Acta 2008, 53, 7565–7574. [Google Scholar] [CrossRef]
- Alcantara, J.; Chico, B.; Diaz, I.; de la Fuente, D.; Morcillo, M. Airborne chloride deposit and its effect on marine atmospheric corrosion of mild steel. Corros. Sci. 2015, 97, 74–88. [Google Scholar] [CrossRef] [Green Version]
- Ocampo, L.M.; Margarit, I.C.P.; Mattos, O.R.; Cordoba-De-Torresi, S.I.; Fragata, F.L. Performance of rust converter based in phosphoric and tannic acids. Corros. Sci. 2004, 46, 1515–1525. [Google Scholar]
- Li, Y.; Ma, Y.; Zhang, B.; Lei, B.; Li, Y. Enhancement the adhesion between epoxy coating and rusted structural steel by tannic acid treatment. Acta Met. Sin-Engl. 2014, 27, 1105–1113. [Google Scholar] [CrossRef] [Green Version]
- Tang, F.; Sao, Y.; Chen, Y.; Tang, Y.; Chen, G. Impact and corrosion resistances of duplex epoxy/enamel coated plates. Constr. Build. Mater. 2016, 112, 7–18. [Google Scholar] [CrossRef] [Green Version]
- Ross, T.K.; Francis, R.A. Treatment of rusted steel with mimosa tannin. Corros. Sci. 1978, 18, 351–361. [Google Scholar] [CrossRef]
- De la Fuente, D.; Alcantara, J.; Chico, B.; Diaz, I.; Jimenez, J.A.; Morcillo, M. Characterisation of rust surfaces formed on mild steel exposed to marine atmospheres using XRD and SEM/Micro-Raman techniques. Corros. Sci. 2016, 110, 253–264. [Google Scholar] [CrossRef]
- Morcillo, M.; Chico, B.; Alcantara, J.; Diaz, I.; Wolthuis, R.; de la Fuente, D. SEM/Micro-raman characterization of the morphologies of marine atmospheric corrosion products formed on mild steel. J. Electrochem. Soc. 2016, 163, C426–C439. [Google Scholar] [CrossRef]
- Morcillo, M.; Wolthuis, R.; Alcantara, J.; Chico, B.; Diaz, I.; de la Fuente, D. Scanning Electron Microscopy/Micro-Raman: A very useful technique for characterizing the morphologies of rust phases formed on carbon steel in atmospheric exposures. Corrosion 2016, 72, 1044–1054. [Google Scholar]
- Yang, J.; Lu, Y.; Guo, Z.; Gu, J.; Gu, C. Corrosion behaviour of a quenched and partitioned medium carbon steel in 3.5 wt.% NaCl solution. Corros. Sci. 2018, 130, 64–75. [Google Scholar] [CrossRef]
- Gu, Z.; Liao, Y.; Zhang, Z.; Guo, Q.; Su, F. Raman spectroscopic study on mechanism of aluminum triphosphate pigment. Electrochemistry 2002, 8, 32–39. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mass Concentration (%) |
|---|---|
| Gallic acid | 0.2 |
| Phosphoric acid | 2–5 |
| Haloflex 202 | 70 |
| Texanol | 2 |
| Foamaster MO 2134AC | 0.1 |
| Distilled water | 22.7–25.7 |
| Sample | H2O (mL) | GA (g) | PA (g) | Precipitation Time (h) |
|---|---|---|---|---|
| b1 | 25.7 | 0.2 | 10.0 | 1.0 |
| b2 | 25.7 | 0.2 | 7.0 | 2.5 |
| b3 | 25.7 | 0.2 | 5.0 | 10.0 |
| b4 | 25.7 | 0.2 | 3.0 | 47.5 |
| b5 | 25.7 | 0.2 | 2.0 | 70.5 |
| Sample | Sa (μm) | Sz (μm) | Sq (μm) | Sp (μm) | Sv (μm) |
|---|---|---|---|---|---|
| c1 | 4.55 | 45.33 | 5.89 | 25.58 | 19.74 |
| c2 | 11.77 | 94.60 | 15.20 | 57.44 | 37.16 |
| c3 | 1.60 | 23.44 | 2.14 | 9.55 | 13.88 |
| Samples | Ecorr (V vs. SCE) | βa (V/dec) | −βc (V/dec) | Icorr (A/cm2) |
|---|---|---|---|---|
| Q235 | −0.677 | 0.061 | 0.293 | 7.051 × 10−6 |
| Rusted Steel with AR | −0.632 | 0.252 | 0.087 | 2.320 × 10−4 |
| Rust Conversion Coating | −0.606 | 0.220 | 0.217 | 1.902 × 10−7 |
| Element | Sample | Binding Energy (eV) |
|---|---|---|
| Fe2p | a | 710.77 (Fe2p3/2), 724.38 (Fe2p1/2) |
| b | 711.28 (Fe2p3/2), 724.78 (Fe2p1/2) | |
| O1s | a | 529.87 |
| b | 531.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Zhu, Q.; Liu, X.; Hou, B. Rust Conversion Performance of Phosphoric Acid-Gallic Acid in Vinyl Chloride Acrylic Emulsion. Coatings 2021, 11, 152. https://doi.org/10.3390/coatings11020152
Wang X, Zhu Q, Liu X, Hou B. Rust Conversion Performance of Phosphoric Acid-Gallic Acid in Vinyl Chloride Acrylic Emulsion. Coatings. 2021; 11(2):152. https://doi.org/10.3390/coatings11020152
Chicago/Turabian StyleWang, Xin, Qingjun Zhu, Xiangju Liu, and Baorong Hou. 2021. "Rust Conversion Performance of Phosphoric Acid-Gallic Acid in Vinyl Chloride Acrylic Emulsion" Coatings 11, no. 2: 152. https://doi.org/10.3390/coatings11020152
APA StyleWang, X., Zhu, Q., Liu, X., & Hou, B. (2021). Rust Conversion Performance of Phosphoric Acid-Gallic Acid in Vinyl Chloride Acrylic Emulsion. Coatings, 11(2), 152. https://doi.org/10.3390/coatings11020152