
The Effect of Co-Deposition of SiC Sub-Micron Particles and Heat Treatment on Wear Behaviour of Ni–P Coatings


 ,
, 
 ,
,  and
and 
Abstract
:1. Introduction
2. Experimental Methods
3. Results
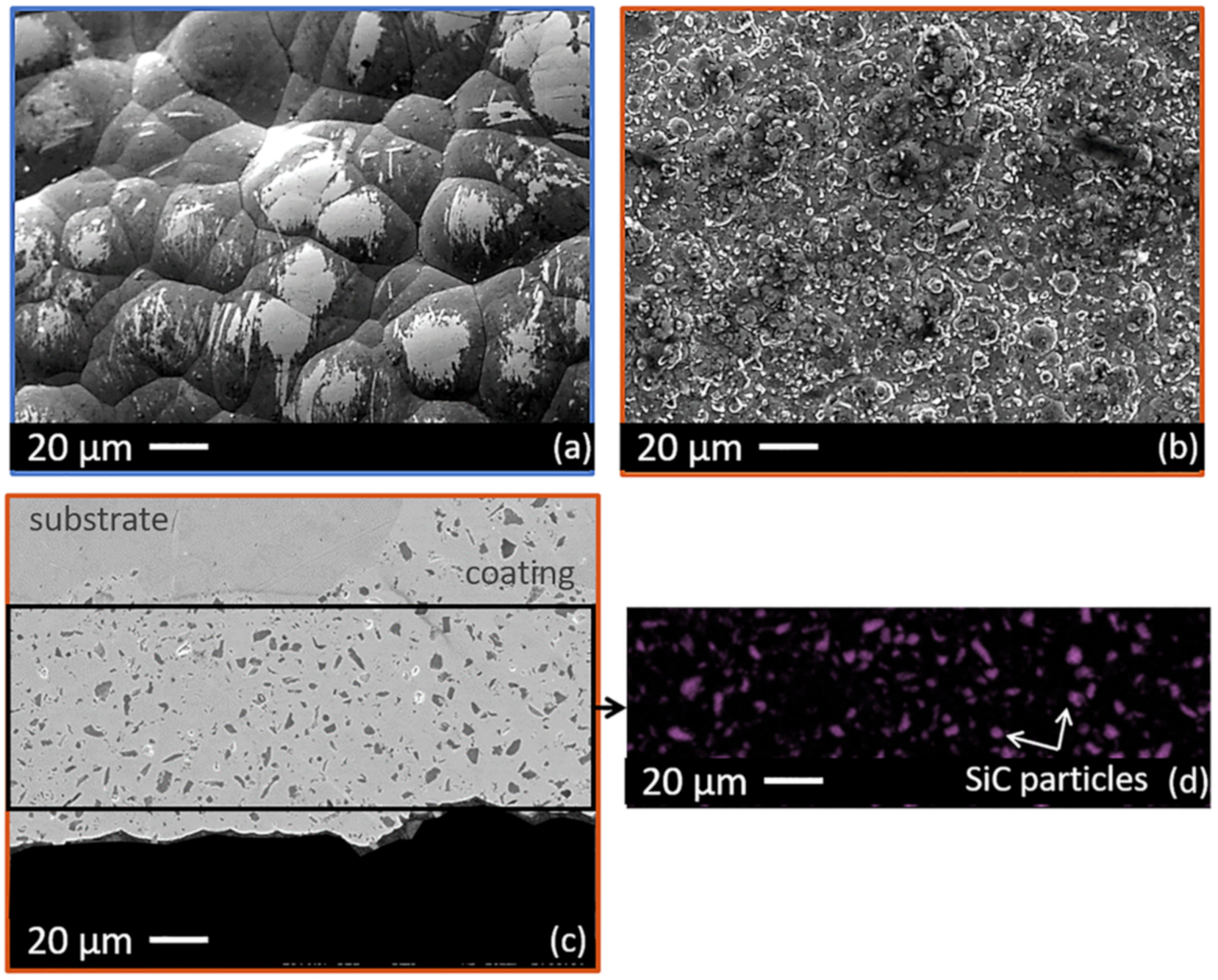
3.1. Coating Appearance and Morphology
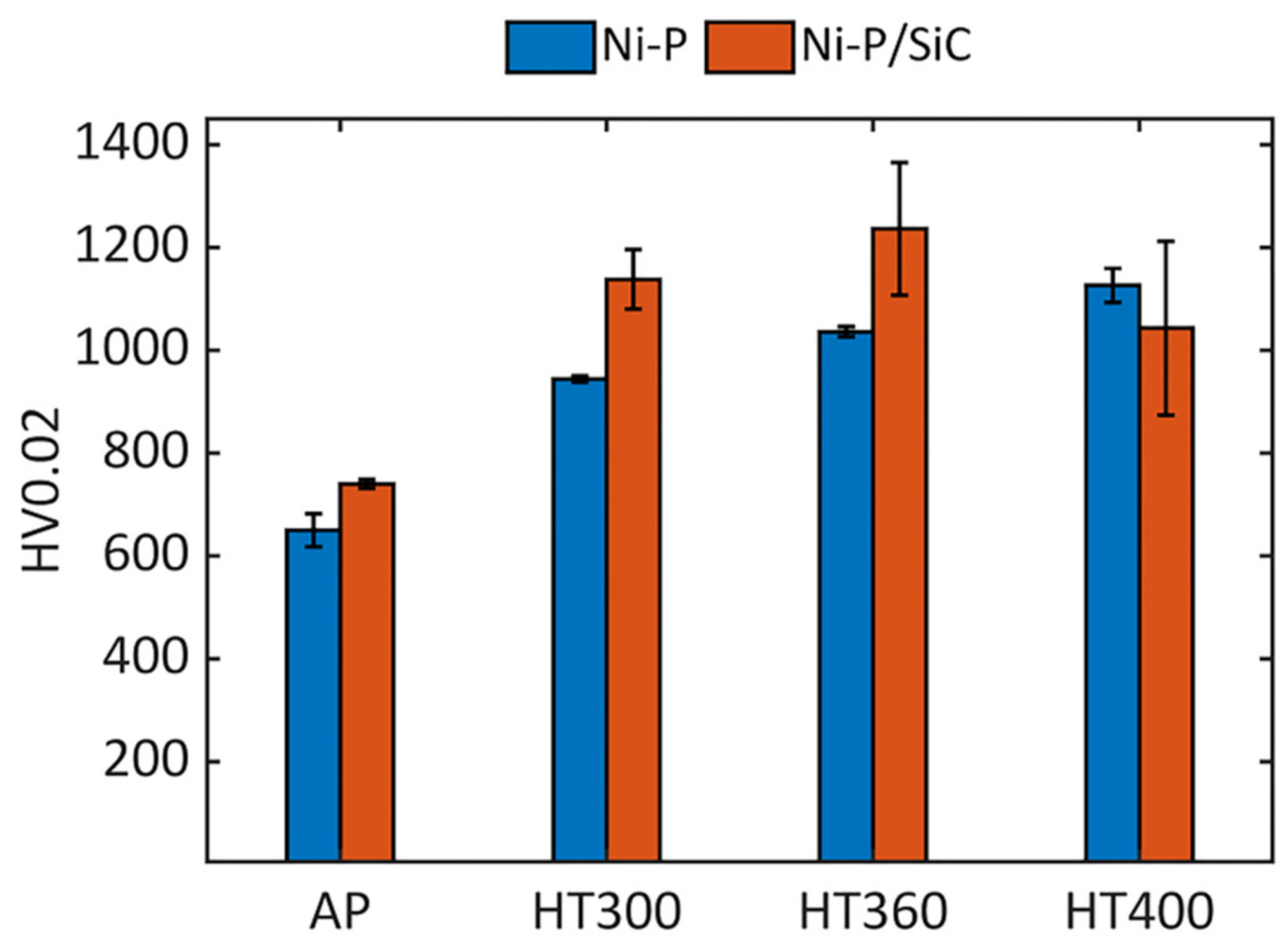
3.2. Coatings Hardness
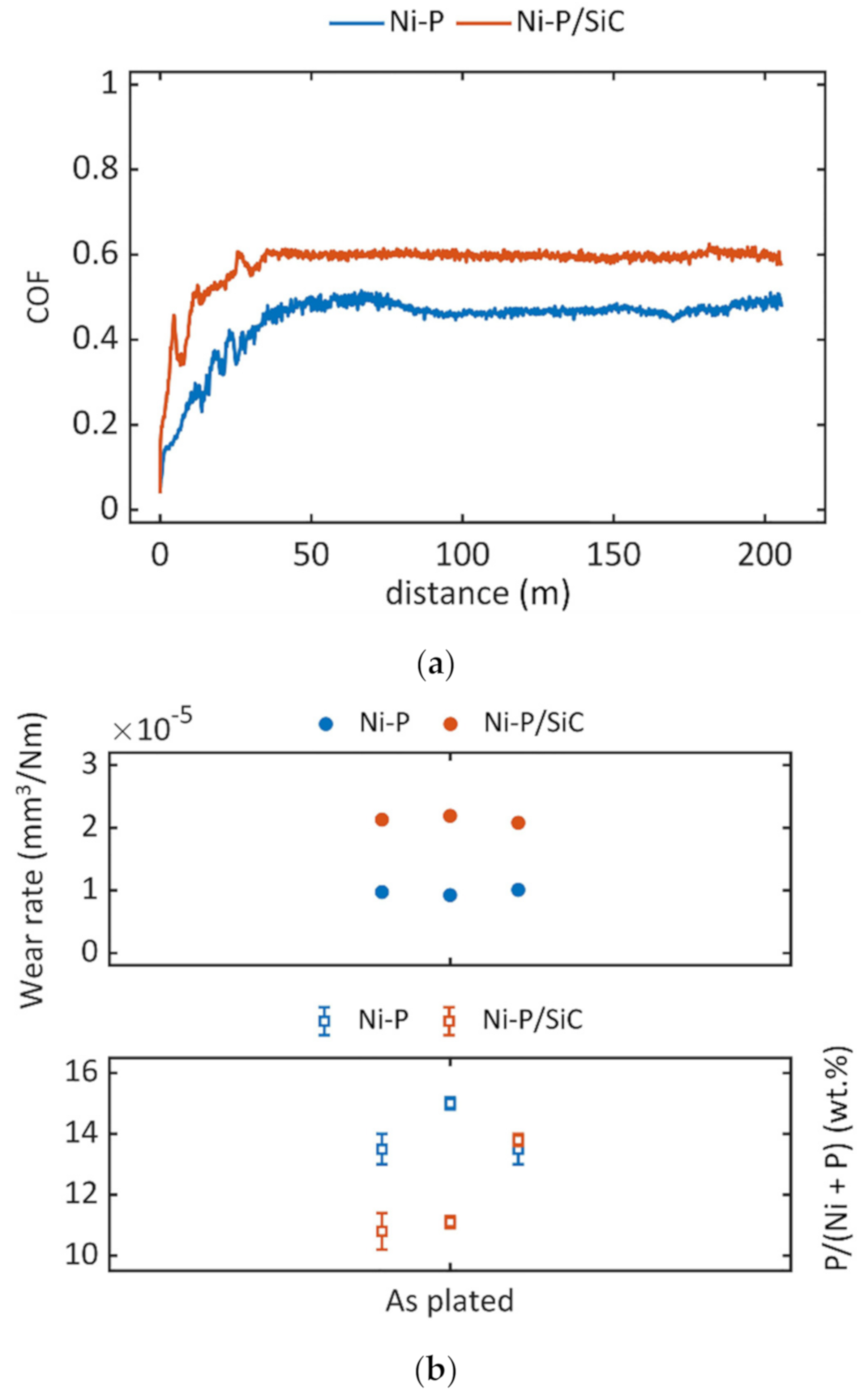
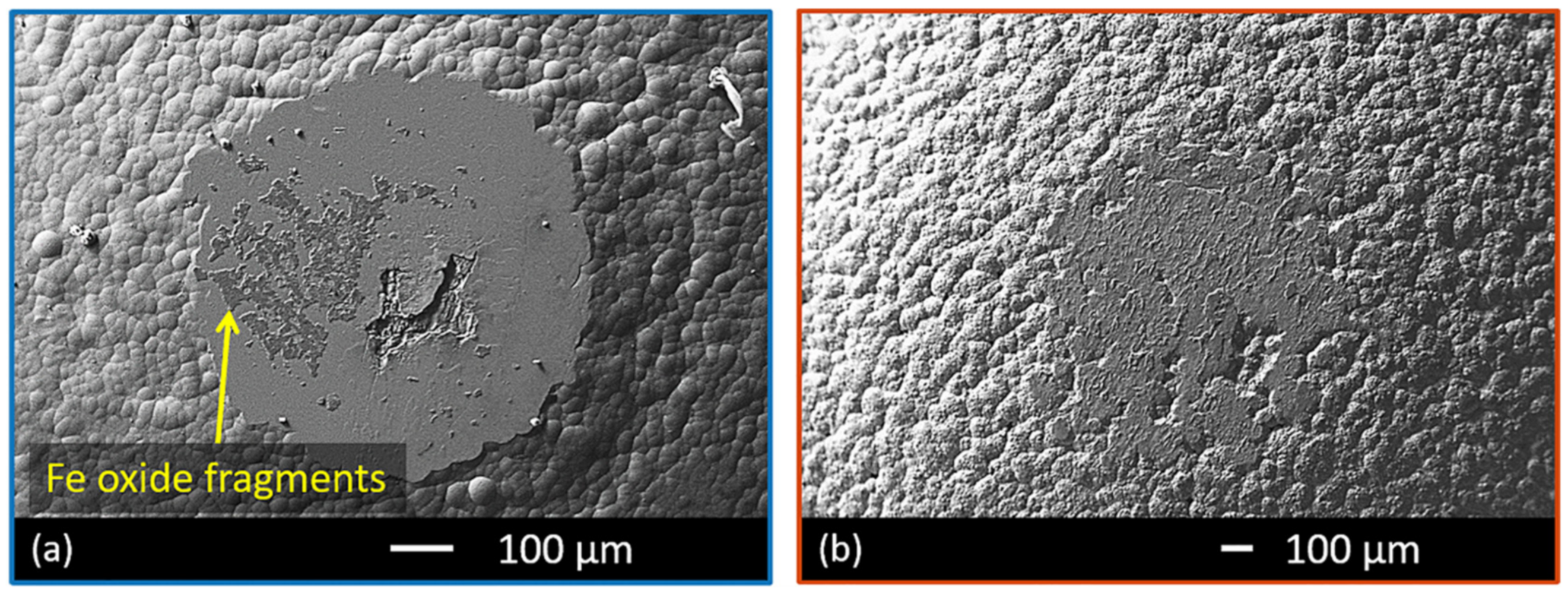
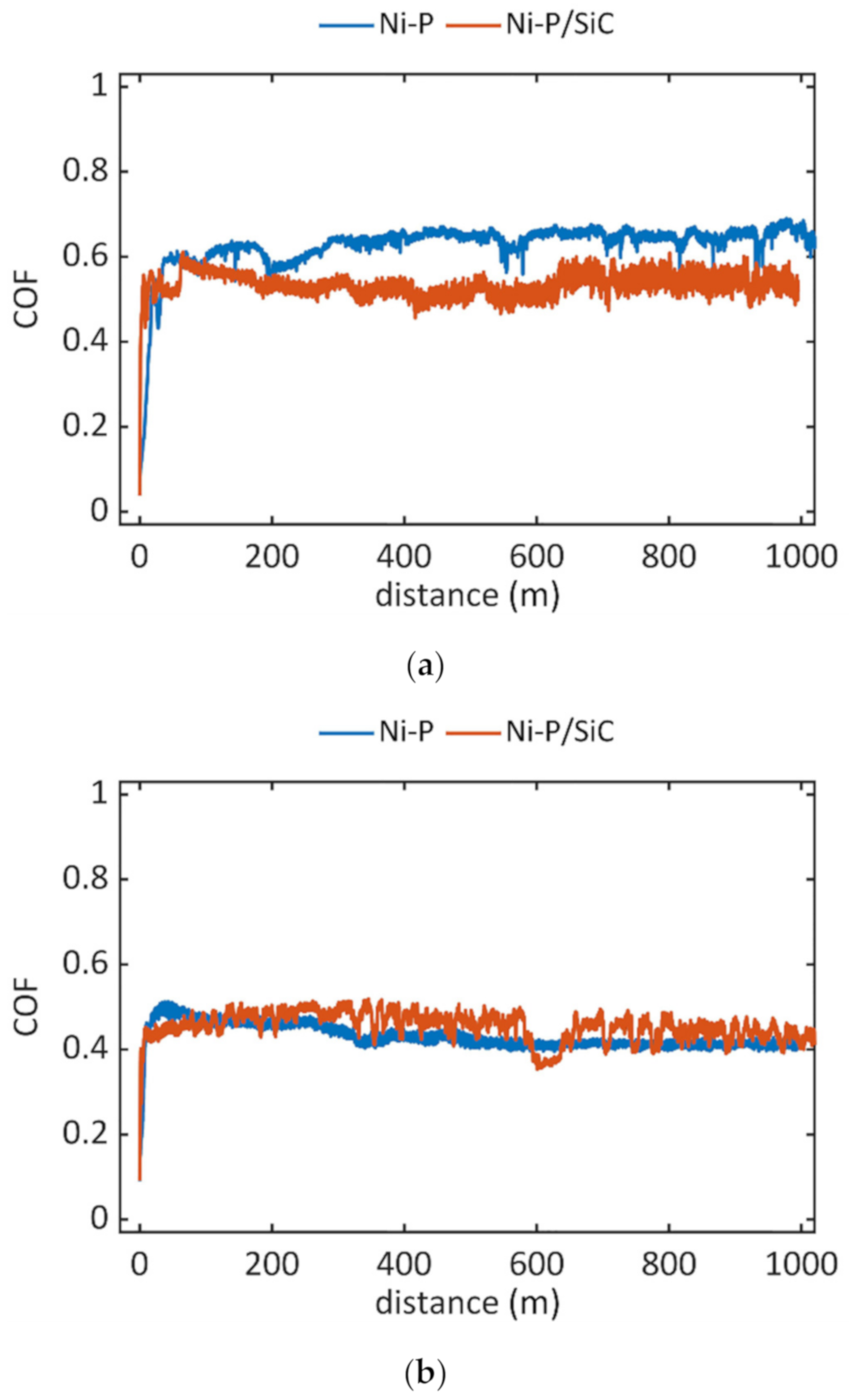
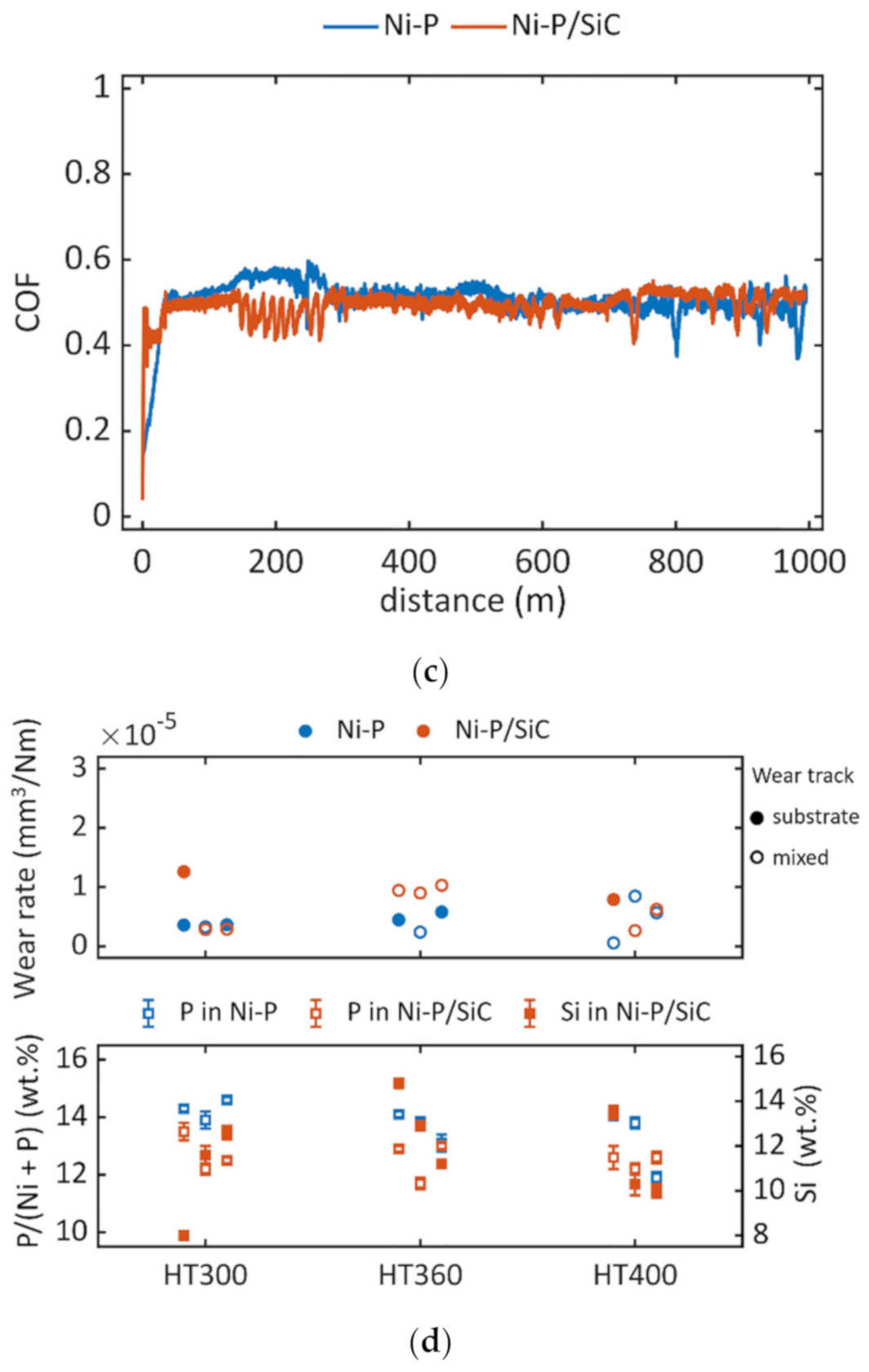
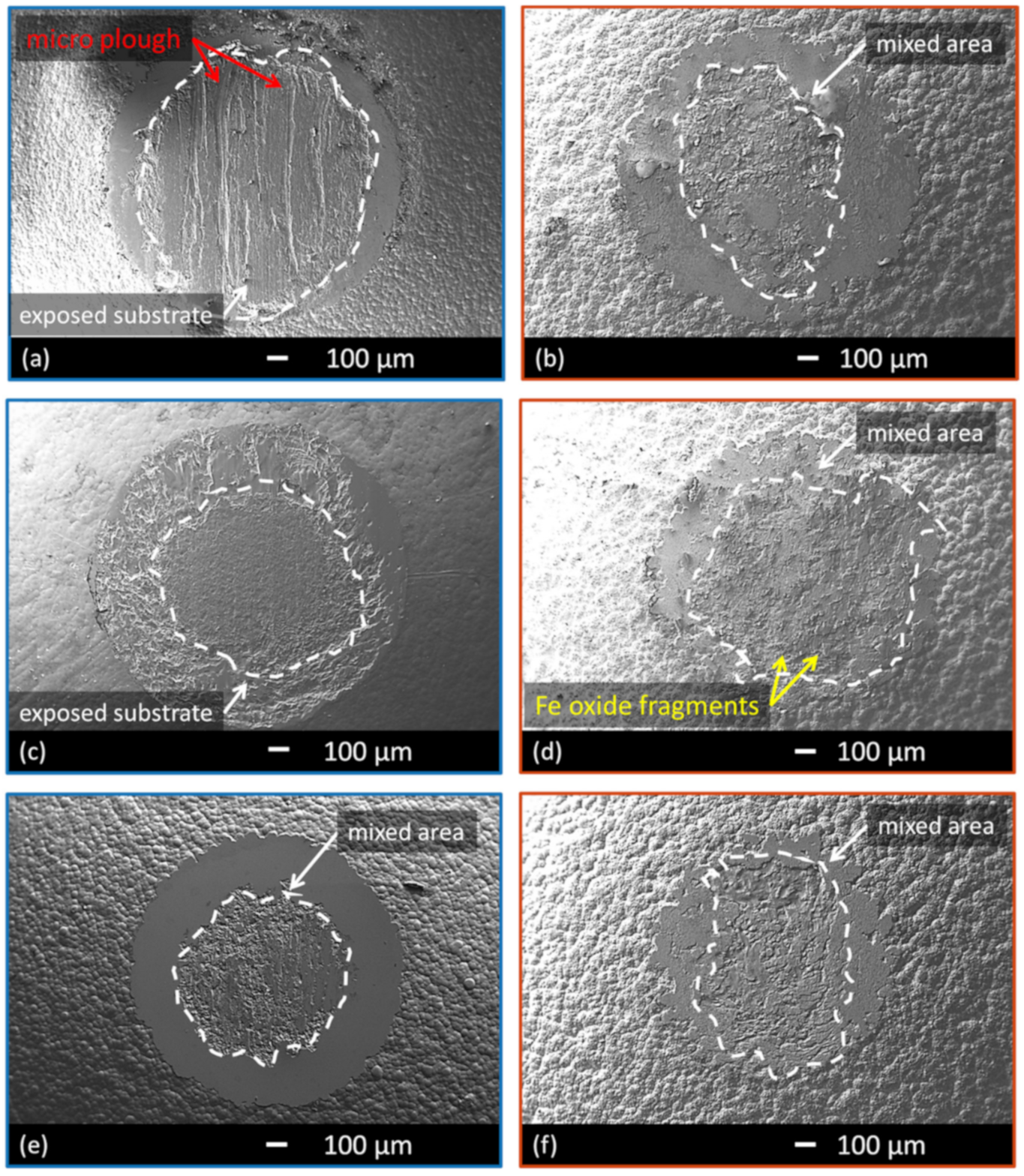
3.3. Wear
4. Discussion
4.1. As-Plated Coatings
4.2. Heat-Treated Coatings
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sahoo, P.; Das, S.K. Tribology of electroless nickel coatings—A review. Mater. Des. 2011, 32, 1760–1775. [Google Scholar] [CrossRef]
- Agarwala, R.C.; Agarwala, V. Electroless alloy/composite coatings: A review. Front. Mater. Sci. 2005, 28, 475–493. [Google Scholar] [CrossRef]
- Lelevic, A.; Walsh, F.C. Electrodeposition of Ni–P alloy coatings: A review. Surf. Coat. Technol. 2019, 369, 198–220. [Google Scholar] [CrossRef]
- Mahidashti, Z.; Aliofkhazraei, M.; Lotfi, N. Review of nickel-based electrodeposited tribo-coatings. Trans. Indian Inst. Met. 2018, 71, 257–295. [Google Scholar] [CrossRef]
- ASTM B733-15 Standard Specification for Autocatalytic (Electroless) Nickel-Phosphorus Coatings on Metal; ASTM International: West Conshohocken, PA, USA, 2015.
- Buchtík, M.; Kosár, P.; Wasserbauer, J.; Tkacz, J.; Doležal, P. Characterization of electroless Ni–P coating prepared on a wrought ZE10 magnesium alloy. Coatings 2018, 8, 96. [Google Scholar] [CrossRef] [Green Version]
- Berkh, O.; Zahavi, J. Electrodeposition and properties of NiP alloys and their composites—A literature survey. Corros. Rev. 1996, 14, 323–341. [Google Scholar] [CrossRef]
- Biswas, A.; Das, S.K.; Sahoo, P. A comparative study in microstructural and tribological aspects of phosphorus enriched electroless Ni–P and Ni–P–Cu coating. Mater. Today Proc. 2019, 1–6. [Google Scholar] [CrossRef]
- Zanella, C.; Lekka, M.; Bonora, P.L. Influence of the particle size on the mechanical and electrochemical behaviour of micro- and nano-nickel matrix composite coatings. J. Appl. Electrochem. 2009, 39, 31–38. [Google Scholar] [CrossRef]
- Ahmadkhaniha, D.; Zanella, C. The effects of additives, particles load and current density on codeposition of SiC particles in NiP nanocomposite coatings. Coatings 2019, 9, 554. [Google Scholar] [CrossRef] [Green Version]
- Gao, J.; Liu, L.; Wu, Y.; Shen, B.; Hu, W. Electroless Ni–P–SiC composite coatings with superfine particles. Surf. Coat. Technol. 2006, 200, 5836–5842. [Google Scholar] [CrossRef]
- Sarret, M.; Müller, C.; Amell, A. Electroless NiP micro- and nano-composite coatings. Surf. Coat. Technol. 2006, 201, 389–395. [Google Scholar] [CrossRef]
- Metzger, M.; Ott, R.; Pappe, G.; Schmidt, H. Articles Having Electroless Metal Coatings Incorporating Wear-Resisting Particles Therein. U.S. Patent 3,753,667A, 21 August 1973. [Google Scholar]
- Sliem, M.H.; Shahzad, K.; Sivaprasad, V.N.; Shakoor, R.A.; Abdullah, A.M.; Fayyaz, O.; Kahraman, R.; Umer, M.A. Enhanced mechanical and corrosion protection properties of pulse electrodeposited NiP–ZrO2 nanocomposite coatings. Surf. Coat. Technol. 2020, 403, 126340. [Google Scholar] [CrossRef]
- Tamilarasan, T.R.; Rajendran, R.; Siva shankar, M.; Sanjith, U.; Rajagopal, G.; Sudagar, J. Wear and scratch behaviour of electroless Ni–P-nano-TiO2: Effect of surfactants. Wear 2016, 346–347, 148–157. [Google Scholar] [CrossRef]
- Karthikeyan, S.; Vijayaraghavan, L.; Madhavan, S.; Almeida, A. Study on the mechanical properties of heat-treated electroless NiP coatings reinforced with Al2O3 nano particles. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 2223–2231. [Google Scholar] [CrossRef]
- Prabu Ram, G.; Karthikeyan, S.; Emmanuel Nicholas, P.; Sathya Sofia, A. Dry sliding wear behavior of electroless NiP and NiP–Al2O3 composite coatings. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- De Hazan, Y.; Zimmermann, D.; Z’Graggen, M.; Roos, S.; Aneziris, C.; Bollier, H.; Fehr, P.; Graule, T. Homogeneous electroless Ni-P/SiO2 nanocomposite coatings with improved wear resistance and modified wear behavior. Surf. Coat. Technol. 2010, 204, 3464–3470. [Google Scholar] [CrossRef]
- Chang, C.S.; Hou, K.H.; Ger, M.-D.; Chung, C.K.; Lin, J.F. Effects of annealing temperature on microstructure, surface roughness, mechanical and tribological properties of Ni- and Ni–P/SiC films. Surf. Coat. Technol. 2016, 288, 135–143. [Google Scholar] [CrossRef]
- Apachitei, I.; Tichelaar, F.D.; Duszczyk, J.; Katgerman, L. The effect of heat treatment on the structure and abrasive wear resistance of autocatalytic NiP and NiP–SiC coatings. Surf. Coat. Technol. 2002, 149, 263–278. [Google Scholar] [CrossRef]
- Aslanyan, I.R.; Bonino, J.P.; Celis, J.P. Effect of reinforcing submicron SiC particles on the wear of electrolytic NiP coatings: Part 1. Uni-directional sliding. Surf. Coat. Technol. 2006, 200, 2909–2916. [Google Scholar] [CrossRef]
- UNI EN ISO 683-4:2018 Heat-Treatable Steels, Alloy Steels and Free-Cutting Steels—Part 4: Free-Cutting Steels; UNI: Milano, Italy, 2018.
- Ahmadkhaniha, D.; Eriksson, F.; Zanella, C. Optimizing heat treatment for electroplated NiP and NiP/SiC coatings. Coatings 2020, 10, 1179. [Google Scholar] [CrossRef]
- EN ISO 683-17 Heat-Treated Steels, Alloy Steels and Free-Cutting Steels—Part 17: Ball and Roller Bearing Steels; ISO: Geneva, Switzerland, 2015.
- Ahmadkhaniha, D.; Eriksson, F.; Leisner, P.; Zanella, C. Effect of SiC particle size and heat-treatment on microhardness and corrosion resistance of NiP electrodeposited coatings. J. Alloys Compd. 2018, 769, 1080–1087. [Google Scholar] [CrossRef]
- Pavlatou, E.A.; Stroumbouli, M.; Gyftou, P.; Spyrellis, N. Hardening effect induced by incorporation of SiC particles in nickel electrodeposits. J. Appl. Electrochem. 2006, 36, 385–394. [Google Scholar] [CrossRef]
- Zoikis-Karathanasis, A.; Pavlatou, E.A.; Spyrellis, N. Pulse electrodeposition of Ni–P matrix composite coatings reinforced by SiC particles. J. Alloys Compd. 2010, 494, 396–403. [Google Scholar] [CrossRef]
- Hansal, W.E.G.; Sandulache, G.; Mann, R.; Leisner, P. Pulse-electrodeposited NiP–SiC composite coatings. Electrochim. Acta. 2013, 114, 851–858. [Google Scholar] [CrossRef]
- Aghaie, E.; Najafi, A.; Maleki-Ghaleh, H.; Mohebi, H. Effect of SiC concentration in electrolyte on Ni–SiC composite coating properties. Surf. Eng. 2013, 29, 177–182. [Google Scholar] [CrossRef]
- Kong, D.; Wang, J.; Fu, G.; Liu, H. Friction and wear performances of Ni–P coatings by chemical plating after crystallization treatment. Rare Metal Mater. Eng. 2015, 44, 1314–1319. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat Treatment | Temperature (°C) | Time (h) |
|---|---|---|
| HT300 | 300 °C | 2 |
| HT360 | 360 °C | 2 |
| HT400 | 400 °C | 1 |
| Coating | P/(P + Ni) (wt.%) | SiC (wt.%) | CE |
|---|---|---|---|
| Ni–P | 13.9 ± 0.08 | – | 46% ± 8% |
| Ni–P/SiC | 12.6 ± 0.03 | 11.3 ± 0.05 | 45% ± 5% |
| Coating | Repetition | HT300 | HT360 | HT400 | |||
|---|---|---|---|---|---|---|---|
| Wear Rate (mm3/Nm) | Surface | Wear Rate (mm3/Nm) | Surface | Wear Rate (mm3/Nm) | Surface | ||
| Ni–P | i | 3.6 × 10−6 | substrate | 4.5 × 10−6 | substrate | 5.9 × 10−7 | mixed |
| ii | 3.3 × 10−6 | mixed | 2.4 × 10−6 | mixed | 8.5 × 10−6 | mixed | |
| iii | 3.7 × 10−6 | substrate | 5.8 × 10−6 | substrate | 5.7 × 10−6 | mixed | |
| Ni–P/SiC | i | 1.2 × 10−5 | substrate | 9.4 × 10−6 | mixed | 7.9 × 10−6 | substrate |
| ii | 2.9 × 10−6 | mixed | 9.0 × 10−6 | mixed | 2.7 × 10−6 | mixed | |
| iii | 2.9 × 10−6 | mixed | 1.0 × 10−5 | mixed | 6.2 × 10−6 | mixed | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmadkhaniha, D.; Lattanzi, L.; Bonora, F.; Fortini, A.; Merlin, M.; Zanella, C. The Effect of Co-Deposition of SiC Sub-Micron Particles and Heat Treatment on Wear Behaviour of Ni–P Coatings. Coatings 2021, 11, 180. https://doi.org/10.3390/coatings11020180
Ahmadkhaniha D, Lattanzi L, Bonora F, Fortini A, Merlin M, Zanella C. The Effect of Co-Deposition of SiC Sub-Micron Particles and Heat Treatment on Wear Behaviour of Ni–P Coatings. Coatings. 2021; 11(2):180. https://doi.org/10.3390/coatings11020180
Chicago/Turabian StyleAhmadkhaniha, Donya, Lucia Lattanzi, Fabio Bonora, Annalisa Fortini, Mattia Merlin, and Caterina Zanella. 2021. "The Effect of Co-Deposition of SiC Sub-Micron Particles and Heat Treatment on Wear Behaviour of Ni–P Coatings" Coatings 11, no. 2: 180. https://doi.org/10.3390/coatings11020180
APA StyleAhmadkhaniha, D., Lattanzi, L., Bonora, F., Fortini, A., Merlin, M., & Zanella, C. (2021). The Effect of Co-Deposition of SiC Sub-Micron Particles and Heat Treatment on Wear Behaviour of Ni–P Coatings. Coatings, 11(2), 180. https://doi.org/10.3390/coatings11020180