
Microstructure Analysis and Fatigue Behavior of Laser Beam Welding 2060-T8/2099-T83 Aluminum–Lithium Alloys

Abstract
:1. Introduction
2. Experimental Materials and Methods
3. Result and Discussion
3.1. Weld Structure Analysis
3.2. Non-Destructive Testing
3.3. Tensile Property and Fracture Analysis
3.4. Fatigue Property and Data Analysis
3.5. Fatigue Fracture and Failure Analysis
4. Conclusions
- (1)
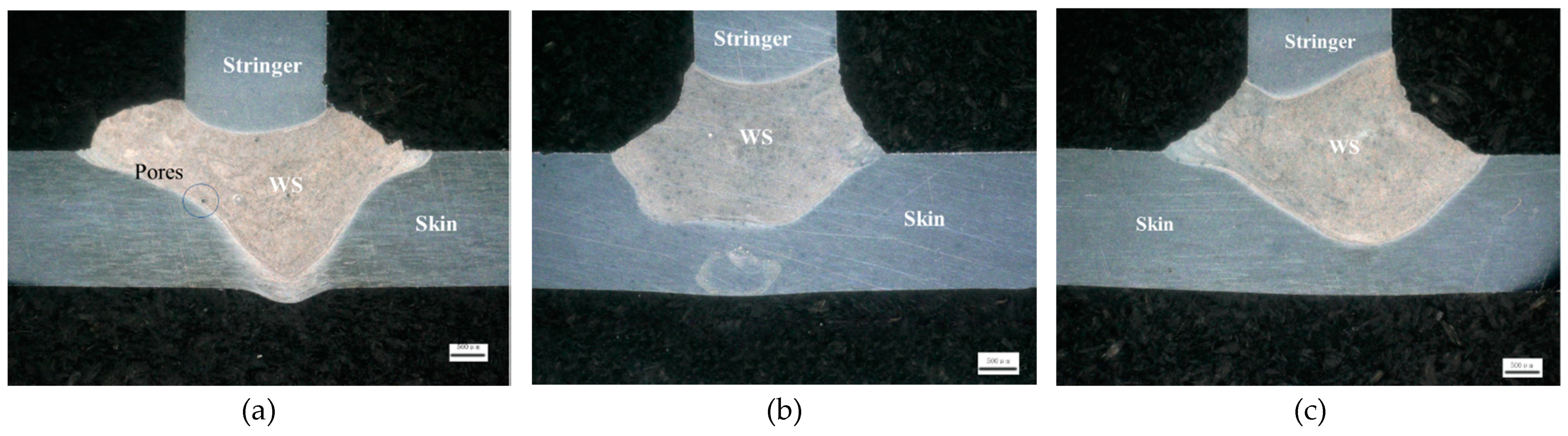
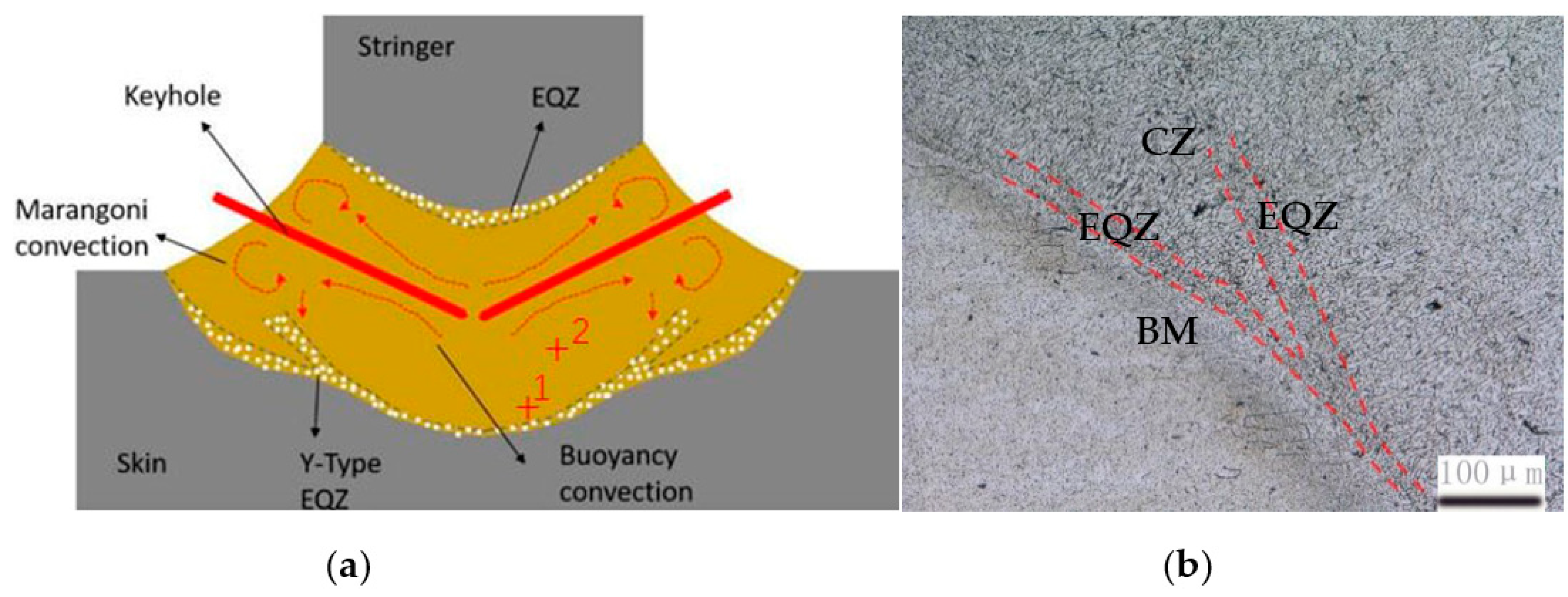
- Due to the difference in thermal conductivity between the base material and the weld, the grain size at the edge of the weld was different. The strong convection in the molten pool caused a Y-shaped EQZ branch in the middle and lower part of the lower fusion line. The nearby partial melting zone was the main area where mechanical performance testing might fail except for defects.
- (2)
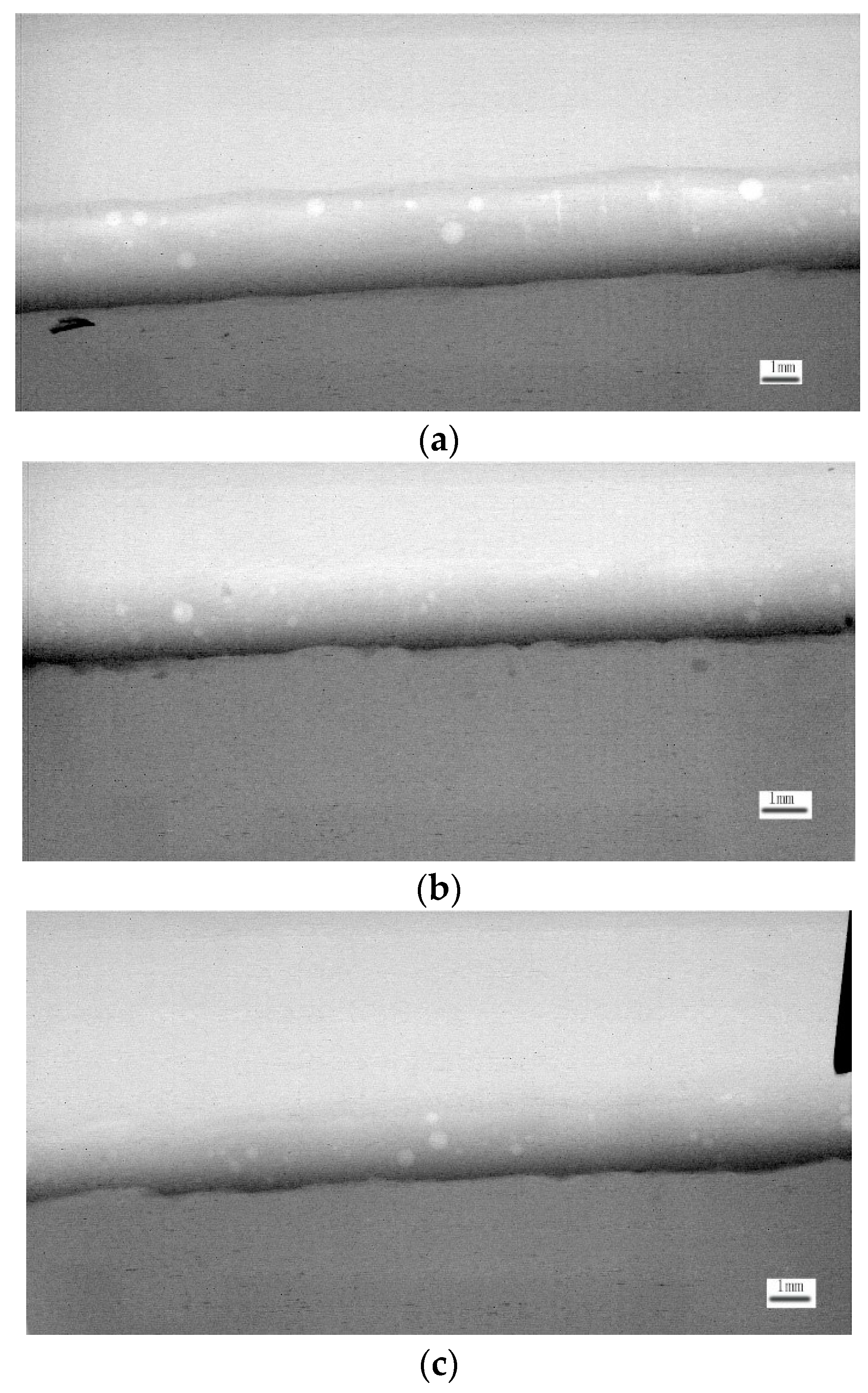
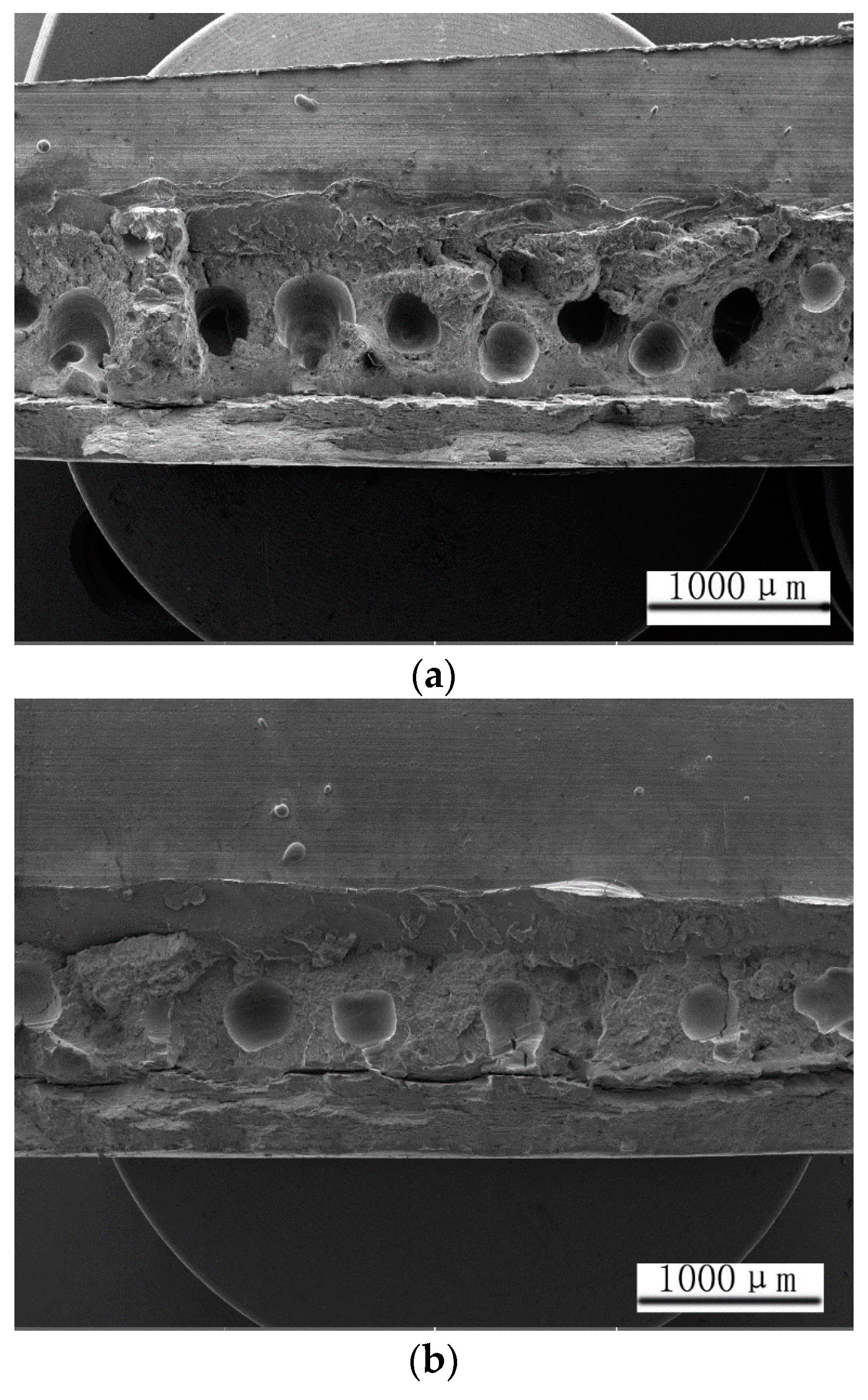
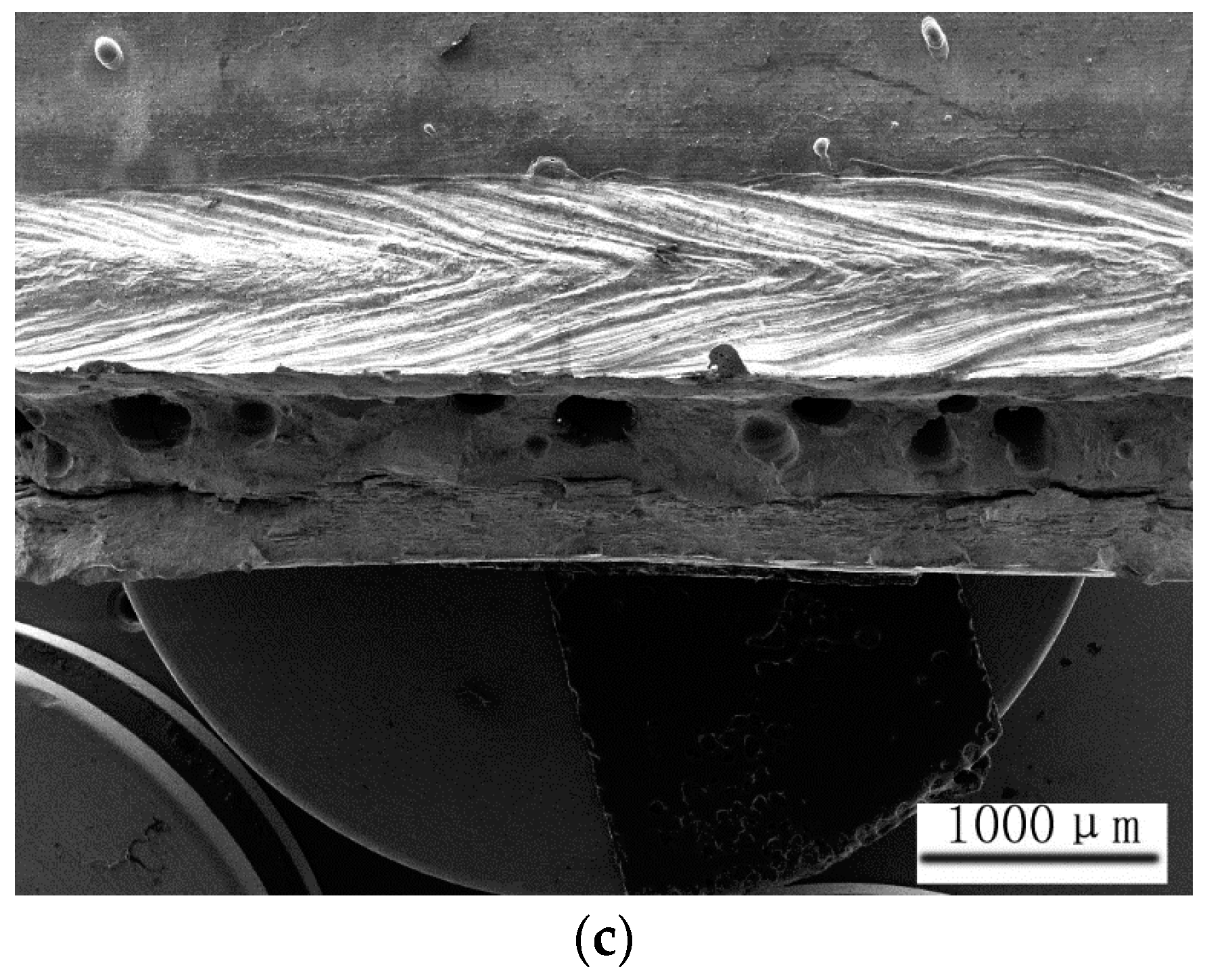
- The weld heat input influenced the number and size of the pore defects. When the weld heat input increased from 19.41 to 23.33 kJ/m, the porosity decreased from 5.35% to 2.08%. The heat input of the weld had an inverse relationship with the porosity.
- (3)
- The value of the transverse tensile strength and the penetration depth of the skin showed an inverse relationship. There was no obvious rule for the influence of pore defects on the tensile strength of joint.
- (4)
- The DFR value decreased with the increase of porosity and the relationship between the two was inversely proportional. When the porosity decreased from 5.35% to 2.08%, the DFR value increased from 86.3 to 99.4 MPa. The existence of pole defects reduced the fatigue life of the joint and the generation of pores should have reduced during the welding process to improve the fatigue life.
- (5)
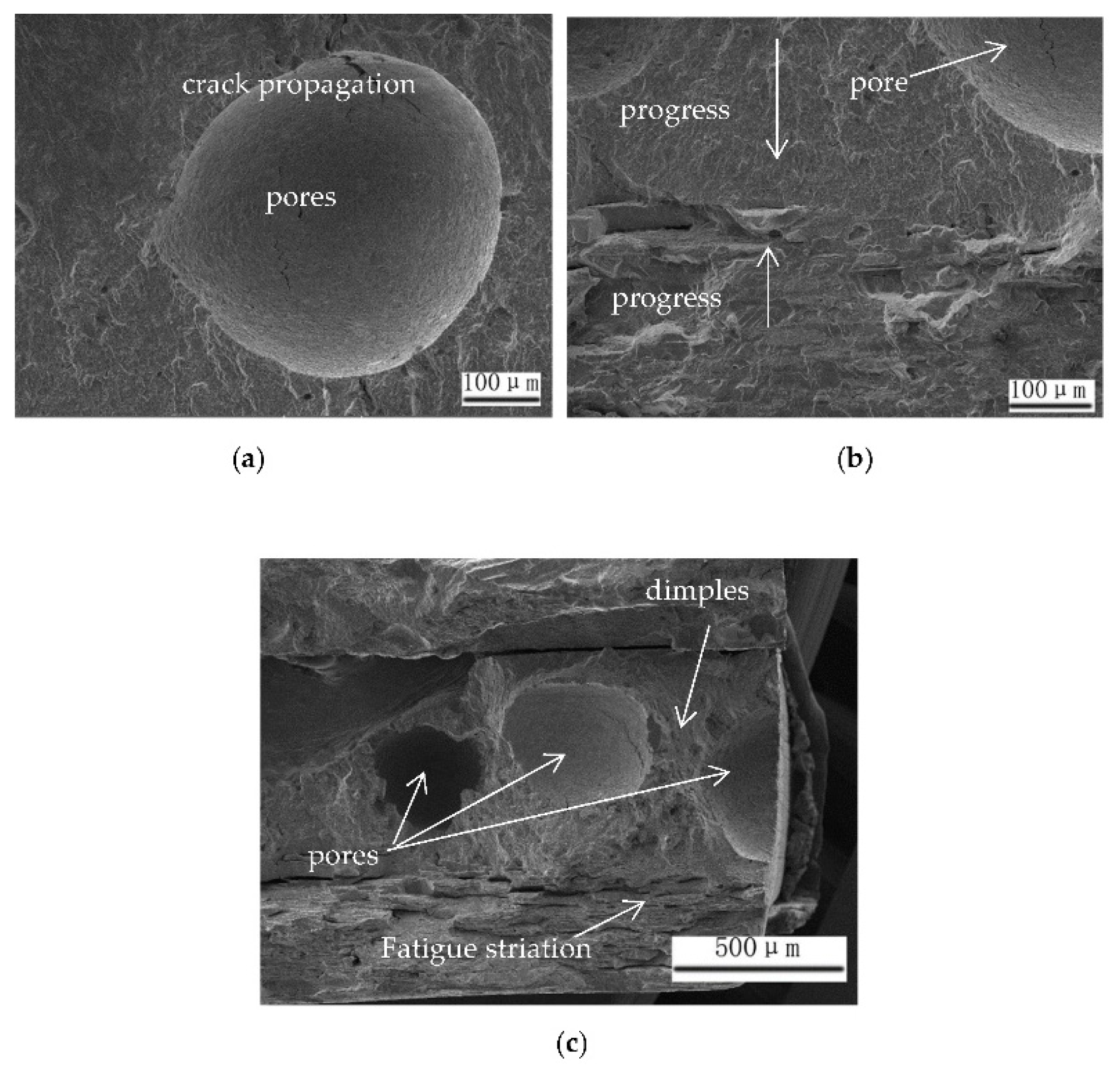
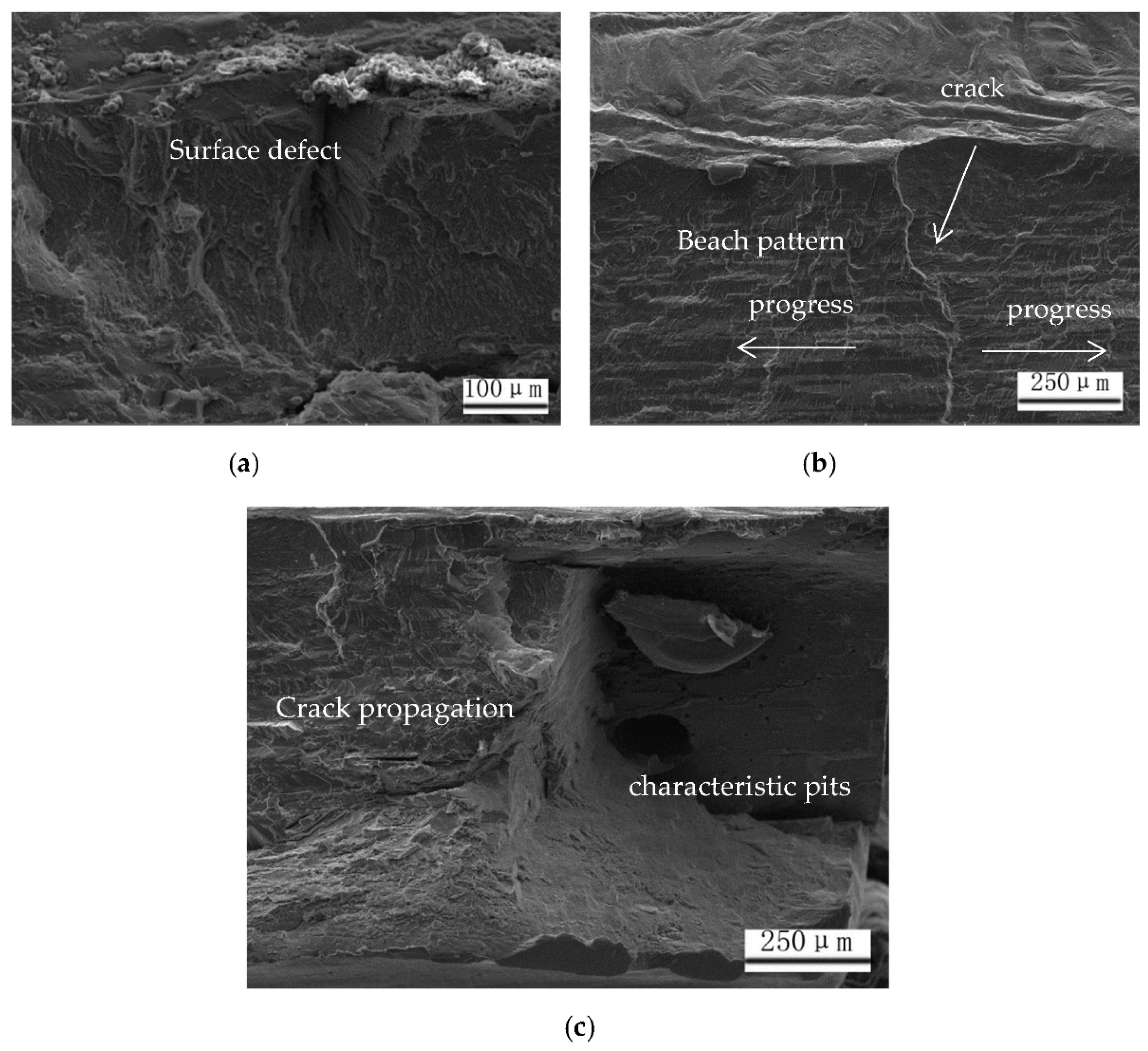
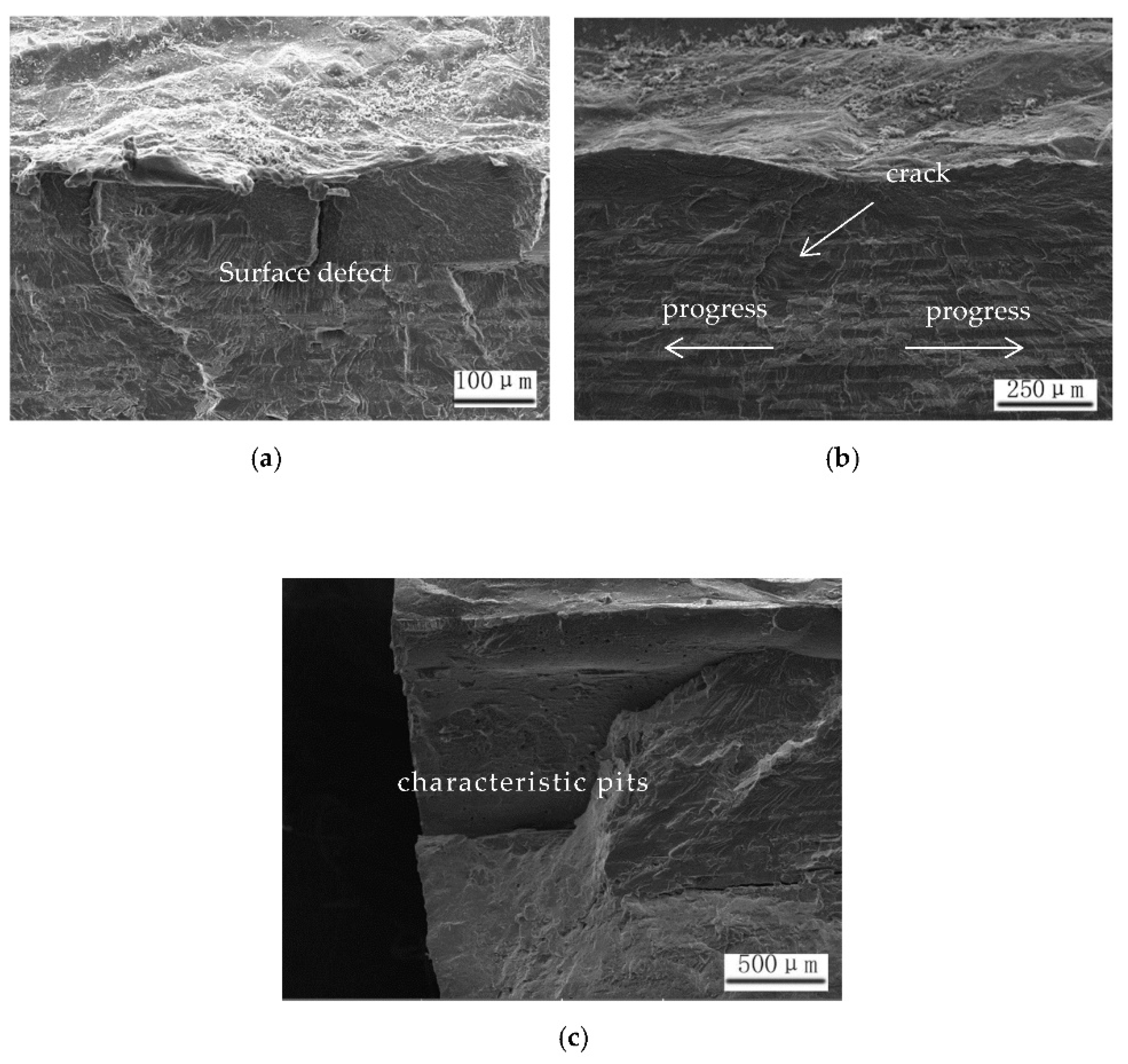
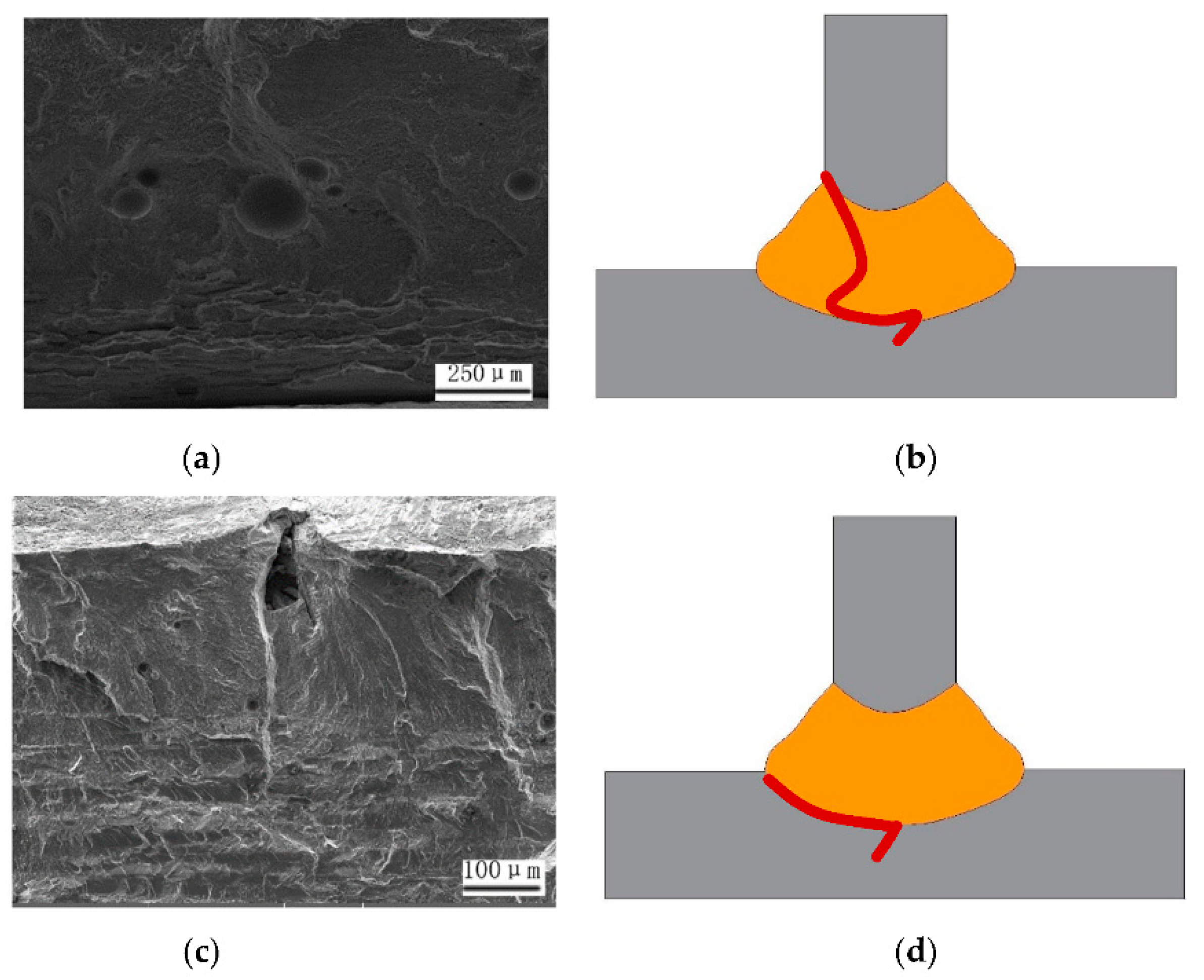
- The initiation position of the fatigue fracture at the weld gap presented mixed fracture characteristics, while the final fracture of the base material presented brittle fracture characteristics. The existence of pore defects made the fatigue fracture show more dimples, and fatigue gray lines similar to brittle fractures were observed in the middle and lower regions of the weld.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tao, W.; Yang, Z.; Chen, Y.; Li, L.; Jiang, Z.; Zhang, Y. Double-sided fiber laser beam welding process of T-joints for aluminum aircraft fuselage panels: Filler wire melting behavior, process stability, and their effects on porosity defects. Opt. Laser Technol. 2013, 52, 1–9. [Google Scholar] [CrossRef]
- Vaidya, W.V.; Horstmann, M.; Seib, E.; Toksoy, K.; Koçak, M. Assessment of fracture and fatigue crack propagation of laser beam and friction stir welded aluminium and magnesium alloys. Adv. Eng. Mater. 2006, 8, 399–406. [Google Scholar] [CrossRef]
- Hoang, N.-H.; Langseth, M.; Porcaro, R.; Hanssen, A.-G. The effect of the riveting process and aging on the mechanical behaviour of an aluminium self-piercing riveted connection. Eur. J. Mech. A Solids 2011, 30, 619–630. [Google Scholar] [CrossRef]
- Szolwinski, M.P.; Farris, T.N. Linking riveting process parameters to the fatigue performance of riveted aircraft structures. J. Aircr. 2000, 37, 130–137. [Google Scholar] [CrossRef]
- Egea, A.S.; Rodríguez, A.; Celentano, D.; Calleja, A.; De Lacalle, L.L. Joining metrics enhancement when combining FSW and ball-burnishing in a 2050 aluminium alloy. Surf. Coat. Technol. 2019, 367, 327–335. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez, A.; Calleja, A.; Lacalle, L.N.L.; Pereira, O.; González, H.; Urbikain, G.; Laye, J. Burnishing of FSW aluminum Al–Cu–Li components. Metals 2019, 9, 260. [Google Scholar] [CrossRef] [Green Version]
- Fu, B.; Qin, G.; Meng, X.; Ji, Y.; Zou, Y.; Lei, Z. Microstructure and mechanical properties of newly developed aluminum–lithium alloy 2A97 welded by fiber laser. Mater. Sci. Eng. A 2014, 617, 1–11. [Google Scholar] [CrossRef]
- Mao, Y.; Ke, L.; Liu, F.; Huang, C.; Chen, Y.; Liu, Q. Effect of welding parameters on microstructure and mechanical properties of friction stir welded joints of 2060 aluminum lithium alloy. Int. J. Adv. Manuf. Technol. 2015, 81, 1419–1431. [Google Scholar] [CrossRef]
- Rioja, R.J.; Liu, J. The evolution of Al-Li base products for aerospace and space applications. Met. Mater. Trans. A 2012, 43, 3325–3337. [Google Scholar] [CrossRef]
- Tavares, S.M.; Dos Santos, J.; De Castro, P. Friction stir welded joints of Al–Li Alloys for aeronautical applications: Butt-joints and tailor welded blanks. Theor. Appl. Fract. Mech. 2013, 65, 8–13. [Google Scholar] [CrossRef]
- Xiao, R.; Zhang, X. Problems and issues in laser beam welding of aluminum–lithium alloys. J. Manuf. Process. 2014, 16, 166–175. [Google Scholar] [CrossRef]
- Zhang, X.; Huang, T.; Yang, W.; Xiao, R.; Liu, Z.; Li, L. Microstructure and mechanical properties of laser beam-welded AA2060 Al-Li alloy. J. Mater. Process. Technol. 2016, 237, 301–308. [Google Scholar] [CrossRef]
- Han, B.; Chen, Y.; Tao, W.; Li, H.; Li, L. Microstructural evolution and interfacial crack corrosion behavior of double-sided laser beam welded 2060/2099 Al-Li alloys T-joints. Mater. Des. 2017, 135, 353–365. [Google Scholar] [CrossRef]
- Yun, W.; Philip, B.; Zhenying, X.; Junfeng, W. Study on fatigue crack growth performance of EH36 weldments by laser shock processing. Surf. Interfaces 2019, 15, 199–204. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Zeng, X. Effect of microstructural characteristics on high cycle fatigue properties of laser-arc hybrid welded AA6082 aluminum alloy. J. Mater. Process. Technol. 2016, 231, 479–487. [Google Scholar] [CrossRef]
- Wang, C.; Mi, G.; Zhang, X. Welding stability and fatigue performance of laser welded low alloy high strength steel with 20 mm thickness. Opt. Laser Technol. 2021, 139, 106941. [Google Scholar] [CrossRef]
- Ray, T.; Kundu, J.; Kundu, A.; Shome, M. Fatigue behaviour of laser spot welds in dual phase 780 steel. Int. J. Fatigue 2020, 132, 105374. [Google Scholar] [CrossRef]
- Qiao, J.; Lu, J.; Wu, S. Fatigue cracking characteristics of fiber Laser-VPTIG hybrid butt welded 7N01P-T4 aluminum alloy. Int. J. Fatigue 2017, 98, 32–40. [Google Scholar] [CrossRef]
- Tan, J.; Liu, H.; Zhang, P.; Yu, Z.; Shi, H.; Li, S.; Wu, D.; Yan, H.; Ye, X.; Wang, F.; et al. A study on the 2060-T8/2099-T83 aluminum-lithium alloys T-joints welded by double-sided laser beam welding. J. Mater. Eng. Perform. 2020, 29, 4295–4309. [Google Scholar] [CrossRef]
- ASTM E8/E8M-13, Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2013.
- Liu, T.; Zhao, Y.; Kang, Y.; Zhan, X. Effect of micro morphology in different zones on mechanical properties of 2060 Al-Li alloy laser welded joints. J. Manuf. Process. 2020, 50, 336–344. [Google Scholar] [CrossRef]
- Zhan, X.; Chen, J.; Liu, J.; Wei, Y.; Zhou, J.; Meng, Y. Microstructure and magnesium burning loss behavior of AA6061 electron beam welding joints. Mater. Des. 2016, 99, 449–458. [Google Scholar] [CrossRef]
- Bandi, B.; Dinda, S.K.; Kar, J.; Roy, G.G.; Srirangam, P. Effect of weld parameters on porosity formation in electron beam welded Zircaloy-4 joints: X-ray tomography study. Vacuum 2018, 158, 172–179. [Google Scholar] [CrossRef] [Green Version]
- Xie, M.-X.; Li, Y.-X.; Shang, X.-T.; Wang, X.-W.; Pei, J.-Y. Effect of heat input on porosity defects in a fiber laser welded socket-joint made of powder metallurgy molybdenum alloy. Materials 2019, 12, 1433. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Chen, G.; Zhou, C.; Jiang, Y.; Zhong, P.; Li, S. Pores formation in laser–MAG welding of 42CrMo steel. J. Mater. Process. Technol. 2017, 245, 309–317. [Google Scholar] [CrossRef]
- Zhang, D.-K.; Zhao, Y.; Dong, M.-Y.; Wang, G.-Q.; Wu, A.-P.; Shan, J.-G.; Meng, D.-Y.; Liu, X.-L.; Song, J.-L.; Zhang, Z.-P. Effects of weld penetration on tensile properties of 2219 aluminum alloy TIG-welded joints. Trans. Nonferrous Met. Soc. China 2019, 29, 1161–1168. [Google Scholar] [CrossRef]
- Beiranvand, Z.M.; Ghaini, F.M.; Moosavy, H.N.; Sheikhi, M.; Torkamany, M.J.; Moradi, M. The relation between magnesium evaporation and laser absorption and weld penetration in pulsed laser welding of aluminum alloys: Experimental and numerical investigations. Opt. Laser Technol. 2020, 128, 106170. [Google Scholar] [CrossRef]
- Zhan, X.; Qi, C.; Gao, Z.; Tian, D.; Wang, Z. The influence of heat input on microstructure and porosity during laser cladding of Invar alloy. Opt. Laser Technol. 2019, 113, 453–461. [Google Scholar] [CrossRef]
- ASTM E466-15 (2015) Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2015.
- Huang, W.; Wang, T.-J.; Garbatov, Y.; Soares, C.G. DFR based fatigue reliability assessment of riveted lap joint accounting for correlations. Int. J. Fatigue 2013, 47, 106–114. [Google Scholar] [CrossRef]
- Skorupa, M.; Machniewicz, T.; Schijve, J.; Korbel, A. Fatigue life prediction model for riveted lap joints. Eng. Fail. Anal. 2015, 53, 111–123. [Google Scholar] [CrossRef]
- Ke, W.; Bu, X.; Oliveira, J.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar] [CrossRef]
- Meng, X.; Yang, S.; Huang, Y.; Fang, Y.; Gu, J.; Xiong, Q.; Duan, C. Microstructure characterization and mechanism of fatigue crack propagation of 6082 aluminum alloy joints. Mater. Chem. Phys. 2021, 257, 123734. [Google Scholar] [CrossRef]
- Hobbacher, A. The new IIW recommendations for fatigue assessment of welded joints and components—A comprehensive code recently updated. Int. J. Fatigue 2009, 31, 50–58. [Google Scholar] [CrossRef]
- Feng, J.; Li, L.; Chen, Y.; Tian, Y.; Sun, Y.; Zhang, X.; Zhang, J. Inhomogeneous microstructure and fatigue crack propagation of thick-section high strength steel joint welded using double-sided hybrid fiber laser-arc welding. Opt. Laser Technol. 2021, 134, 106668. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Cu | Li | Zn | Mg | Mn | Zr | Ag | Sr | Si | Fe | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2060T8 | 3.9 | 0.8 | 0.32 | 0.7 | 0.29 | 0.1 | 0.34 | - | 0.02 | 0.02 | <0.1 | Remain |
| 2099T83 | 2.52 | 1.87 | 1.19 | 0.497 | 0.309 | 0.082 | - | 0.060 | - | - | - | Remain |
| Filler wire | Si | Fe | Cu | Mn | Zn | Ti | Mg | Al | ||||
| ER4047 | 11.52 | 0.20 | <0.001 | 0.01 | 0.001 | 0.01 | 0.01 | Remain | ||||
| Serial Number | Main Welding Parameters | |||
|---|---|---|---|---|
| P Laser Power (W) | V Welding Speed (m/s) | F Wire Feeding Speed (m/min) | Q Weld Heat Input * (kJ/m) | |
| 1 | 3300 | 0.17 | 4 | 19.41 |
| 2 | 2400 | 0.12 | 2.9 | 20.00 |
| 3 | 2800 | 0.12 | 3.6 | 23.33 |
| Serial Number | Porosity (%) | Maximum Aperture (mm) | Maximum Area (mm2) |
|---|---|---|---|
| 1 | 5.35 | 1.01 | 0.71 |
| 2 | 3.32 | 0.67 | 0.29 |
| 3 | 2.08 | 0.39 | 0.10 |
| Tensile Test Data | Penetration (%) | |||
|---|---|---|---|---|
| Serial Number | Load (N) | Strength (Mpa) | Average Intensity (Mpa) | |
| 1-1 | 7168.50 | 286.74 | 250.66 | 91.40 |
| 1-2 | 4744.30 | 189.77 | ||
| 1-3 | 6886.80 | 275.47 | ||
| 2-1 | 7981.30 | 319.25 | 353.30 | 51.80 |
| 2-2 | 8973.40 | 358.94 | ||
| 2-3 | 9543.00 | 381.72 | ||
| 3-1 | 7674.10 | 306.96 | 289.21 | 62.60 |
| 3-2 | 6278.80 | 251.15 | ||
| 3-3 | 7738.10 | 309.52 | ||
| Sample 1 | Fatigue cycles | |||||||
| 155,330 | 645,236 | 245,959 | 304,197 | 117,459 | 4,363 | 195,593 | 111,962 | |
| Fracture Position | weld toe | weld toe | in the weld | in the weld | in the weld | in the weld | in the weld | in the weld |
| Sample 2 | Fatigue cycles | |||||||
| 367,165 | 637,084 | 532,836 | 622,556 | 661,644 | 1,000,000 | 473,174 | 206,437 | |
| Fracture Position | weld toe | weld toe | weld toe | weld toe | weld toe | unbroken | weld toe | weld toe |
| Sample 3 | Fatigue cycles | |||||||
| 906,548 | 589,857 | 718,367 | 464,790 | 259,208 | 935,257 | 553,682 | 379,642 | |
| Fracture position | weld toe | weld toe | weld toe | weld toe | weld toe | weld toe | weld toe | weld toe |
| Serial Number | β | N95/95 | DFR/MPa |
|---|---|---|---|
| 1 | 404,794 | 172,106 | 86.3 |
| 2 | 553,567 | 235,360 | 93.5 |
| 3 | 706,560 | 300,408 | 99.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, W.; Liu, H.; Tan, J.; Yu, Z.; Shu, Q. Microstructure Analysis and Fatigue Behavior of Laser Beam Welding 2060-T8/2099-T83 Aluminum–Lithium Alloys. Coatings 2021, 11, 693. https://doi.org/10.3390/coatings11060693
Cheng W, Liu H, Tan J, Yu Z, Shu Q. Microstructure Analysis and Fatigue Behavior of Laser Beam Welding 2060-T8/2099-T83 Aluminum–Lithium Alloys. Coatings. 2021; 11(6):693. https://doi.org/10.3390/coatings11060693
Chicago/Turabian StyleCheng, Wenhao, Hongbing Liu, Jie Tan, Zhishui Yu, and Qingrong Shu. 2021. "Microstructure Analysis and Fatigue Behavior of Laser Beam Welding 2060-T8/2099-T83 Aluminum–Lithium Alloys" Coatings 11, no. 6: 693. https://doi.org/10.3390/coatings11060693
APA StyleCheng, W., Liu, H., Tan, J., Yu, Z., & Shu, Q. (2021). Microstructure Analysis and Fatigue Behavior of Laser Beam Welding 2060-T8/2099-T83 Aluminum–Lithium Alloys. Coatings, 11(6), 693. https://doi.org/10.3390/coatings11060693