Effects of the Ethyne Flow Ratio on Structures and Mechanical Properties of Reactive High Power Impulse Magnetron Sputtering Deposited Chromium-Carbon Films

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
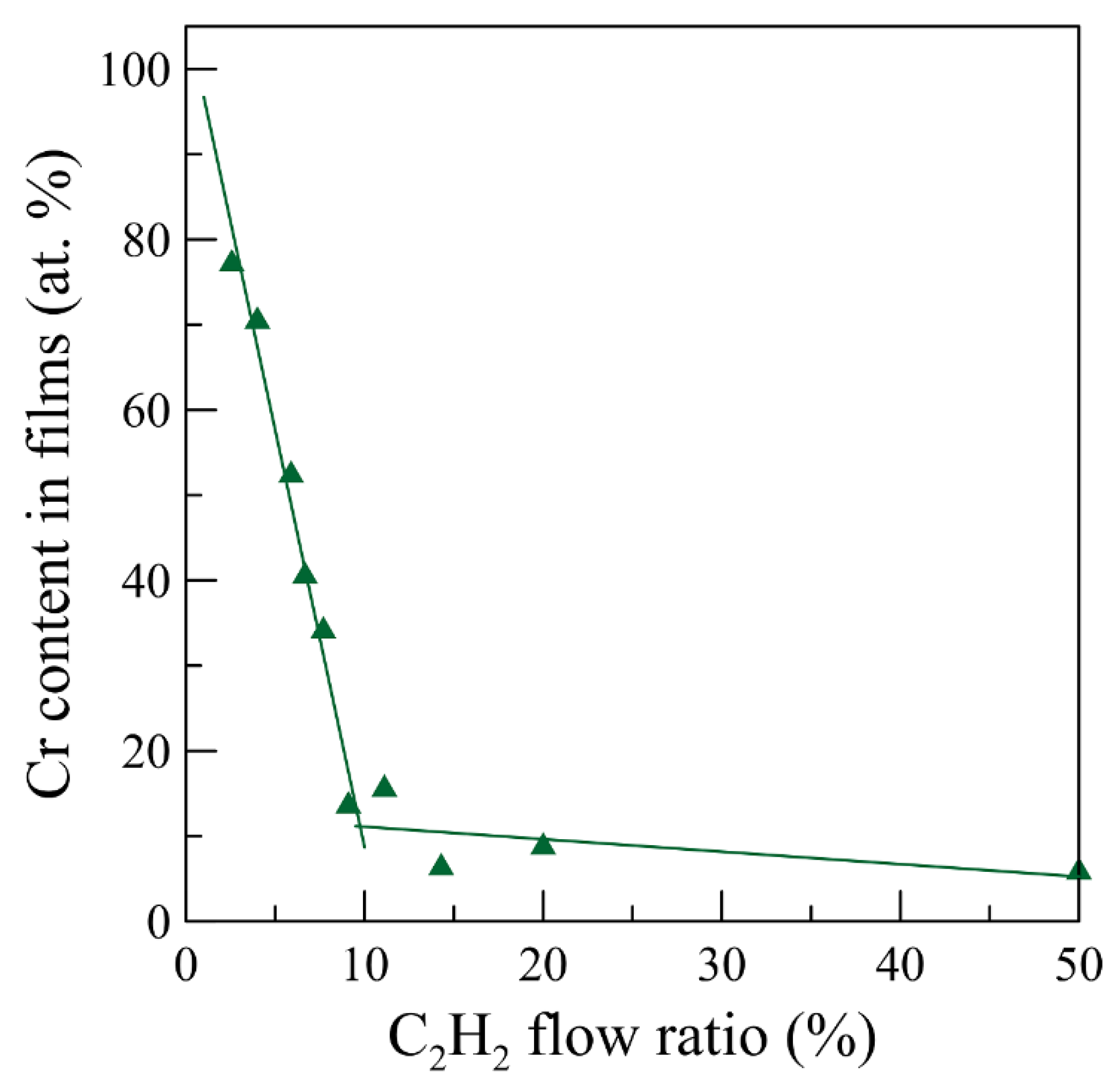
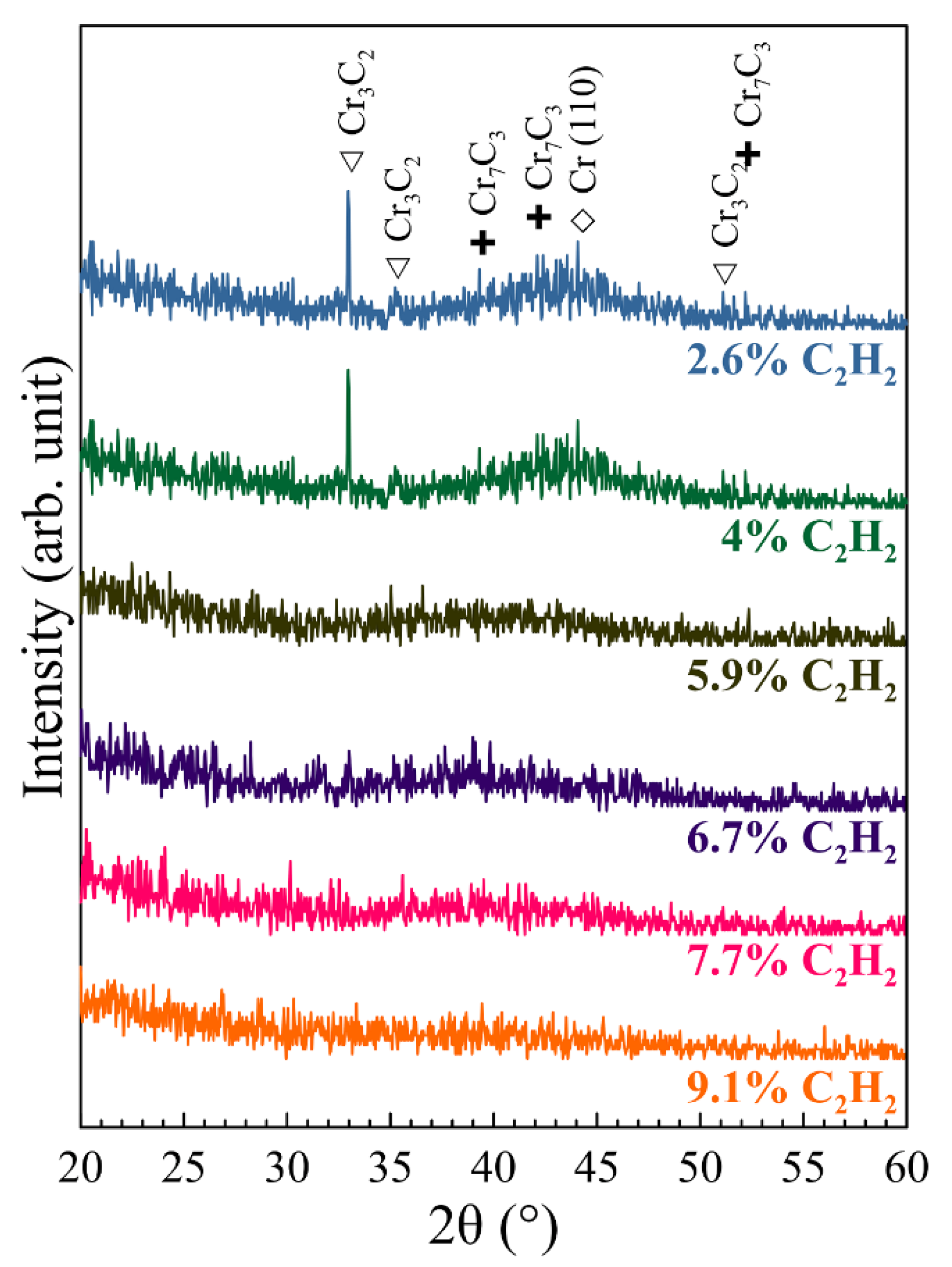
3.1. Composition and Crystallographic Orientation
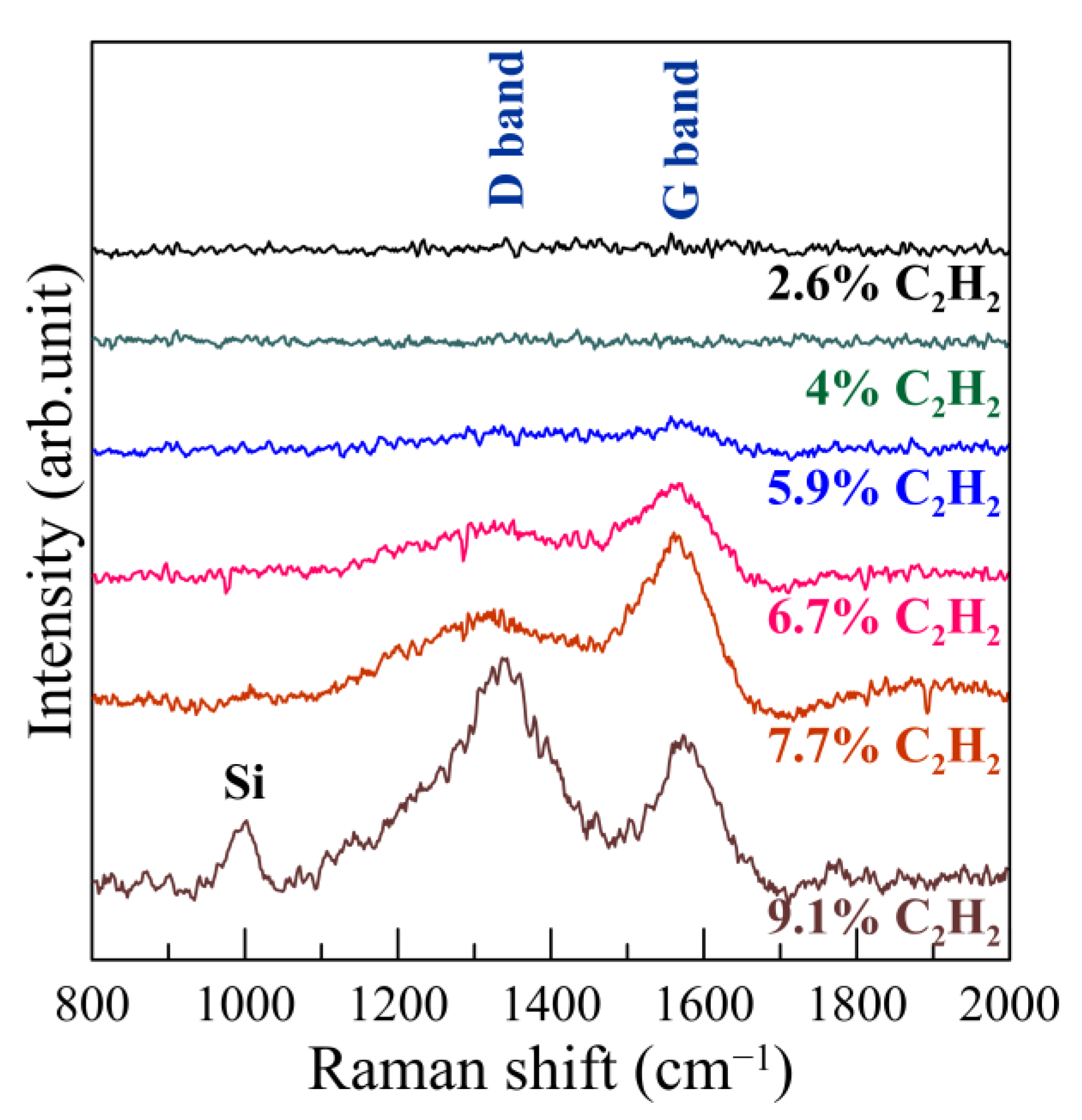
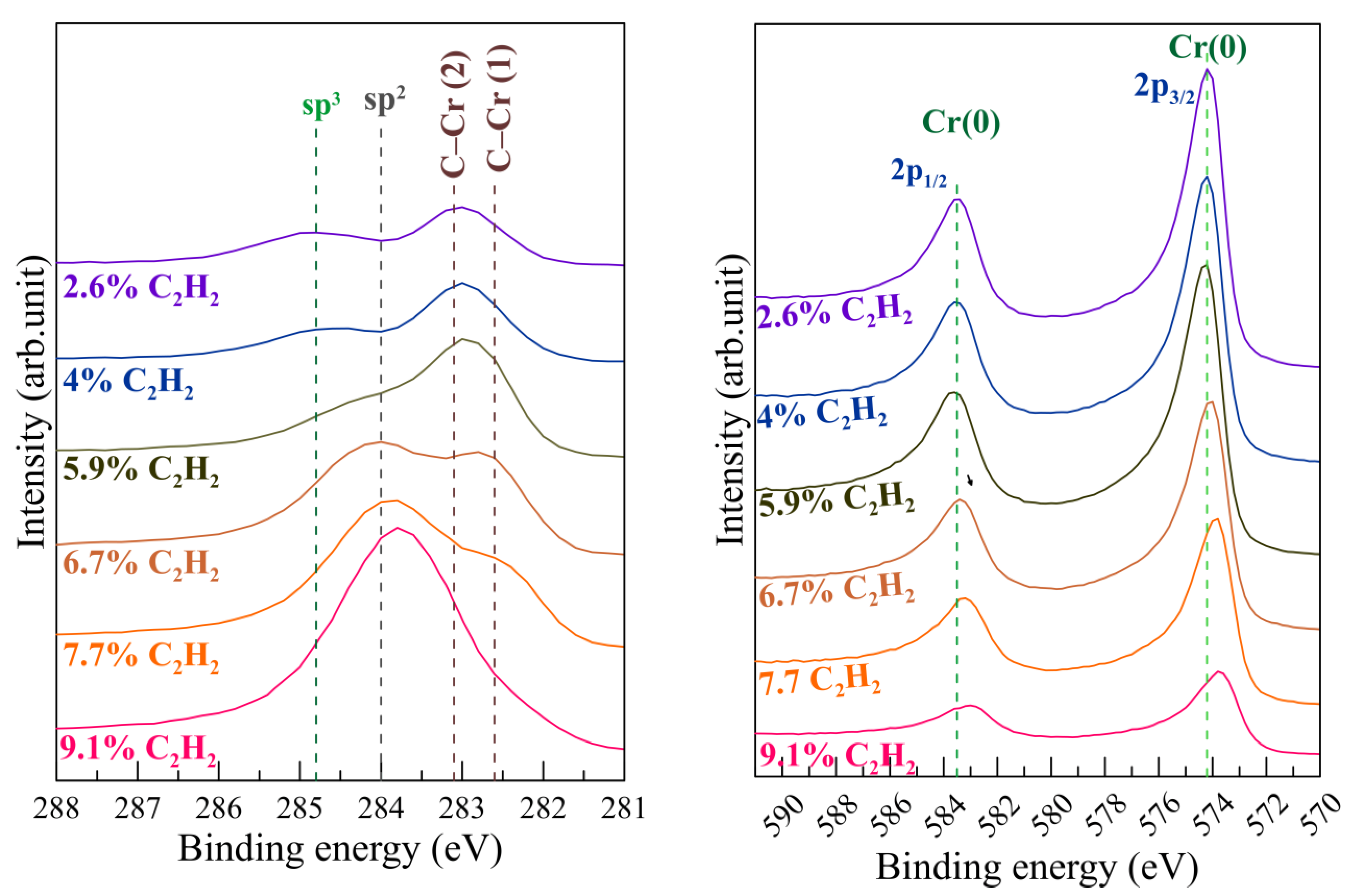
3.2. Chemical Bonding
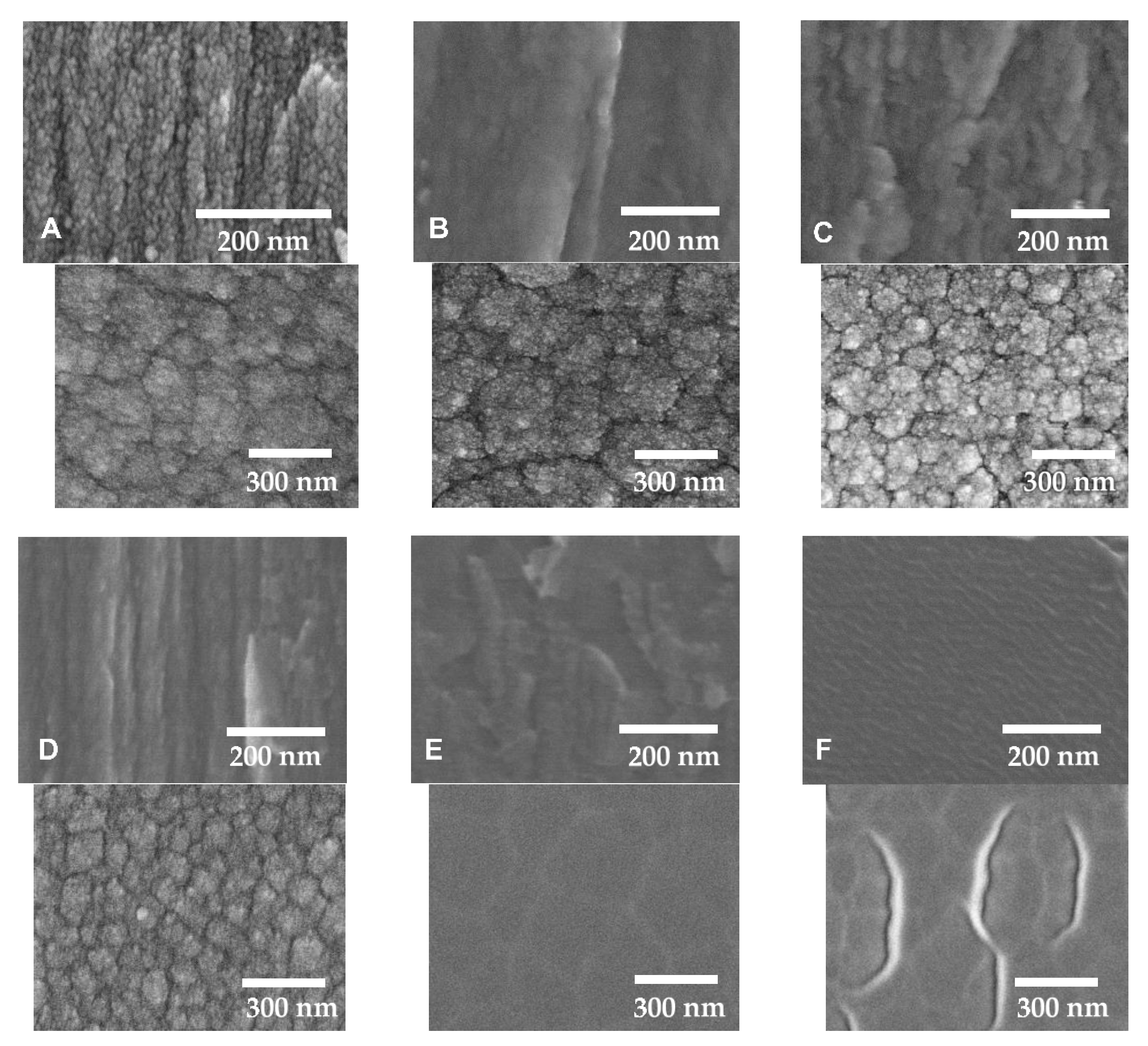
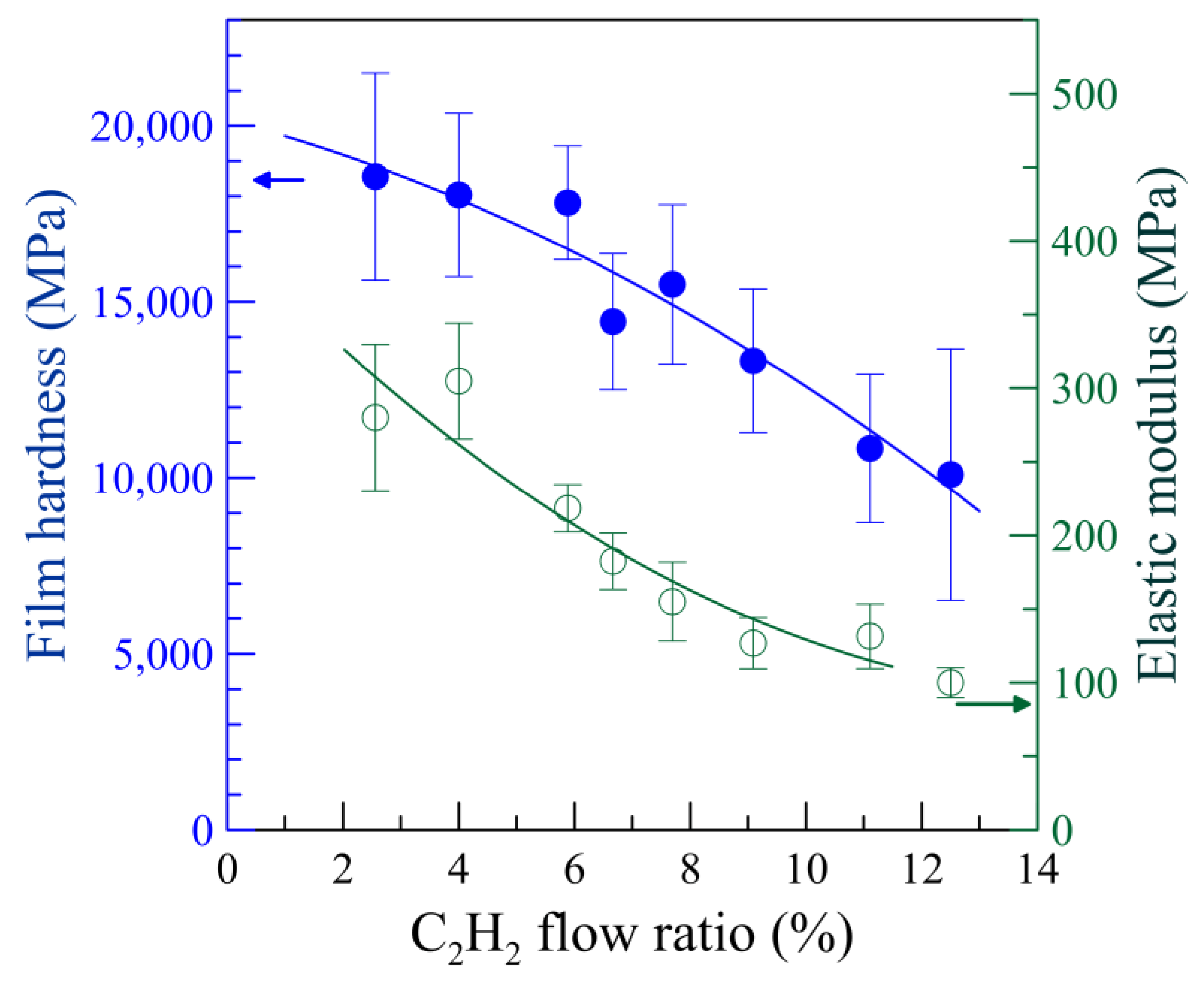
3.3. Microstructure and Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pierson, H.O. Handbook of Refractory Carbides and Nitrides, 1st ed.; Noyes Publications: Park Ridge, NJ, USA, 1996; pp. 100–116. [Google Scholar]
- Oyama, S.T. The Chemistry of Transition Metal Carbides and Nitrides; Springer: Dordrecht, The Netherlands, 1996; pp. 28–52. [Google Scholar] [CrossRef]
- Nedfors, N.; Tengstrand, O.; Lewin, E.; Furlan, A.; Eklund, P.; Hultman, L.; Jansson, U. Structural, mechanical and electrical-contact properties of nanocrystalline-NbC/amorphous-C coatings deposited by magnetron sputtering. Surf. Coat. Technol. 2011, 206, 354–359. [Google Scholar] [CrossRef] [Green Version]
- Lewin, E.; Wilhelmsson, O.; Jansson, U. Nanocomposite nc-TiC/a-C thin films for electrical contact applications. J. Appl. Phys. 2006, 100, 054303. [Google Scholar] [CrossRef]
- Aubert, A.; Gillet, R.; Gaucher, A.; Terrat, J.P. Hard chrome coatings deposited by physical vapour deposition. Thin Solid Films 1983, 108, 165–172. [Google Scholar] [CrossRef]
- Merl, D.K.; Panjan, P.; Čekada, M.; Maček, M. The corrosion behavior of Cr-(C,N) PVD hard coatings deposited on various substrates. Electrochim. Acta. 2004, 49, 1527–1533. [Google Scholar] [CrossRef]
- Lin, C.C.; Lee, J.W.; Chang, K.L.; Hsieh, W.J.; Wang, C.Y.; Chang, Y.A.; Shih, H.C. The effect of the substrate bias voltage on the mechanical and corrosion properties of chromium carbide thin films by filtered cathodic vacuum arc deposition. Surf. Coat. Technol. 2006, 200, 2679–2685. [Google Scholar] [CrossRef]
- Edigaryan, A.A.; Safonov, V.A.; Lubnin, E.N.; Vykhodtseva, L.N.; Chusova, G.E.; Polukarov, Y.M. Properties and preparation of amorphous chromium carbide electroplates. Electrochim. Acta. 2002, 47, 2775–2786. [Google Scholar] [CrossRef]
- Esteve, J.; Romero, J.; Gómez, M.; Lousa, A. Cathodic chromium carbide coatings for molding die applications. Surf. Coat. Technol. 2004, 188–189, 506–510. [Google Scholar] [CrossRef]
- Andersson, M.; Högström, J.; Urbonaite, S.; Furlan, A.; Nyholm LJansson, U. Deposition and characterization of magnetron sputtered amorphous Cr–C films. Vacuum 2012, 86, 1408–1416. [Google Scholar] [CrossRef]
- Maréchal, N.; Quesnel, E.; Pauleau, Y. Deposition process and characterization of chromium-carbon coatings produced by direct sputtering of a magnetron chromium carbide target. J. Mater. Res. 1994, 9, 1820–1828. [Google Scholar] [CrossRef]
- Nygren, K.; Samuelsson, M.; Flink, A.; Ljungcrantz, H.; Rudolphi, Å.K.; Jansson, U. Growth and characterization of chromium carbide films deposited by high rate reactive magnetron sputtering for electrical contact applications. Surf. Coat. Technol. 2014, 260, 326–334. [Google Scholar] [CrossRef]
- Dai, W.; Wu, G.; Wang, A. Structure and elastic recovery of Cr–C:H films deposited by a reactive magnetron sputtering technique. Appl. Surf. Sci. 2010, 257, 244–248. [Google Scholar] [CrossRef]
- Ziebert, C.; Ye, J.; Stüber, M.; Ulrich, S.; Edinger, M.; Barzen, I. Ion bombardment-induced nanocrystallization of magnetron-sputtered chromium carbide thin films. Surf. Coat. Technol. 2011, 205, 4844–4849. [Google Scholar] [CrossRef]
- Gassner, G.; Mayrhofer, P.H.; Mitterer, C.; Kiefer, J. Structure-property relations in Cr–C/a-C:H coatings deposited by reactive magnetron sputtering. Surf. Coat. Technol. 2005, 200, 1147–1150. [Google Scholar] [CrossRef]
- Poletika, I.M.; Ivanov, S.F.; Gnyusov SF& Perovskaya, M.V. Electron-beam deposition of chromium carbide–based coatings with an ultradispersed structure or a nanostructure. Russ. Metall. 2016, 1275–1282. [Google Scholar] [CrossRef]
- Wolfe, D.E.; Singh, J.; Narasimhan, K. Synthesis of titanium carbide/chromium carbide multilayers by the co-evaporation of multiple ingots by electron beam physical vapor deposition. Surf. Coat. Technol. 2002, 160, 206–218. [Google Scholar] [CrossRef]
- Li, Z.-L.; Chen, Y.-Y.; Wang, C.-J.; Lee, J.-W. Comparison of chromium carbide thin films grown by different power supply systems. Surf. Coat. Technol. 2018, 353, 329–338. [Google Scholar] [CrossRef]
- Konishi, T.; Yukimura, K.; Takaki, K. Fabrication of diamond-like carbon films using short-pulse HiPIMS. Surf. Coat. Technol. 2016, 286, 239–245. [Google Scholar] [CrossRef]
- Tillmann, W.; Dias, N.F.L.; Stangier, D. Tribo-mechanical properties of CrC/a-C thin films sequentially deposited by HiPIMS and mfMS. Surf. Coat. Technol. 2018, 335, 173–180. [Google Scholar] [CrossRef]
- Richert, M.; Mazurkiewicz, A.; Smolik, J. Chromium carbide coatings obtained by the hybrid PVD methods. J. Achiev. Mater. Manuf. Eng. 2010, 43, 145–152. [Google Scholar]
- Jiang, C. First-principles study of structural, elastic, and electronic properties of chromium carbides. Appl. Phys. Lett. 2008, 92, 041909. [Google Scholar] [CrossRef]
- Bauer-Grosse, E. Thermal stability and crystallization studies of amorphous TM–C films. Thin Solid Films 2004, 447–448, 311–315. [Google Scholar] [CrossRef]
- Nygren, K.; Andersson, M.; Högström, J.; Fredriksson, W.; Edström, K.; Nyholm, L.; Jansson, U. Influence of deposition temperature and amorphous carbon on microstructure and oxidation resistance of magnetron sputtered nanocomposite CrC films. Appl. Surf. Sci. 2014, 305, 143–153. [Google Scholar] [CrossRef]
- Jansson, U.; Lewin, E. Sputter deposition of transition-metal carbide films—A critical review from a chemical perspective. Thin Solid Films 2013, 536, 1–24. [Google Scholar] [CrossRef]
- Cheng, Y.Q.; Ma, E. Atomic-level structure and structure–property relationship in metallic glasses. Prog. Mat. Sci. 2011, 56, 379–473. [Google Scholar] [CrossRef]
- Bauer-Grosse, E.; Aouni, A. Glass-forming range and glass thermal stability in binary 3d TM–C systems. J. Non-Cryst. Solids 2007, 353, 3644–3649. [Google Scholar] [CrossRef]
- Music, D.; Kreissig, U.; Mertens, R.; Schneider, J.M. Electronic structure and mechanical properties of Cr7C3. Phys. Lett. A 2004, 326, 473–476. [Google Scholar] [CrossRef]
- Magnuson, M.; Andersson, M.; Lu, J.; Hultman, L.; Jansson, U. Electronic structure and chemical bonding of amorphous chromium carbide thin films. J. Phys. Condens. Matter 2012, 24, 225004. [Google Scholar] [CrossRef] [Green Version]
- Groudeva-Zotova, S.; Vitchev, R.G.; Blanpain, B. Phase composition of Cr–C thin films deposited by a double magnetron sputtering system. Surf. Interface Anal. 2000, 30, 544–548. [Google Scholar] [CrossRef]
- Kuo, C.C.; Lin, C.H.; Chang, J.T.; Lin, Y.T. Reactive High Power Impulse Magnetron Sputtering of Chromium-Carbon Films. Coatings 2020, 10, 1269. [Google Scholar] [CrossRef]
- Lundin, D.; Minea, T.; Gudmundsson, J.T. High Power Impulse Magnetron Sputtering: Fundamentals, Technologies, Challenges and Applications; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar] [CrossRef] [Green Version]
- Anders, A. Tutorial: Reactive high power impulse magnetron sputtering (R-HiPIMS). J. Appl. Phys. 2017, 121, 171101. [Google Scholar] [CrossRef] [Green Version]
- Kouznetsov, V.; Macak, K.; Schneider, J.; Helmersson, U.; Petrov, I. Hybrid HIPIMS and DC magnetron sputtering deposition of TiN coatings: Deposition rate, structure and tribological properties. Surf. Coat. Technol. 1999, 12, 290. [Google Scholar] [CrossRef]
- Machunze, R.; Ehiasarian, A.; Tichelaar, F.; Janssen, G.; Ehiasarian, A. Stress and texture in HIPIMS TiN thin films. Thin Solid Films 2009, 518, 1561–1565. [Google Scholar] [CrossRef]
- Kuo, C.C.; Lin, C.H.; Lin, Y.T.; Chang, J.T. Effects of cathode voltage pulse width in high power impulse magnetron sputtering on the deposited chromium thin films. Coatings 2020, 10, 542. [Google Scholar] [CrossRef]
- Kuo, C.C.; Lin, C.H.; Chang, J.T.; Lin, Y.T. Effect of voltage pulse width and synchronized substrate bias in high power impulse magnetron sputtering of zirconium films. Coatings 2021, 11, 7. [Google Scholar] [CrossRef]
- Greczynski, G.; Lu, J.; Jensen, J.; Bolz, S.; Kölker, W.; Schiffers, C.; Lemmer, O.; Greene, J.E.; Hultman, L. A review of metal-ion-flux-controlled growth of metastable TiAlN by HIPIMS/DCMS co-sputtering. Surf. Coat. Technol. 2014, 257, 15–25. [Google Scholar] [CrossRef] [Green Version]
- Carneiro, J.O.; Machado, F.; Rebouta, L.; Vasilevskiy, M.I.; Lanceros-Méndez, S.; Teixeira, V.; Costa, M.F.; Samantilleke, A.P. Compositional, optical and electrical characteristics of SiOx thin films deposited by reactive pulsed DC magnetron sputtering. Coatings 2019, 9, 468. [Google Scholar] [CrossRef] [Green Version]
- Saringer, C.; Franz, R. Effect of discharge power on target poisoning and coating properties in reactive magnetron sputter deposition of TiN. J. Vac. Sci. Technol. A 2016, 34, 041517. [Google Scholar] [CrossRef]
- Horwat, D.; Anders, A. Compression and strong rarefaction in high power impulse magnetron sputtering discharges. J. Appl. Phys. 2010, 108, 123306. [Google Scholar] [CrossRef] [Green Version]
- Jiang, X.; Yang, F.-C.; Lee, J.-W.; Chang, C.-L. Effect of an optical emission spectrometer feedback-controlled method on the characterizations of nc-TiC/a-C:H coated by high power impulse magnetron sputtering. Diam. Relat. Mater. 2017, 73, 19–24. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Robertson, J. Interpretation of Raman spectra of disordered and amorphous carbon. Phys. Rev. B 2000, 61, 14095–14107. [Google Scholar] [CrossRef] [Green Version]
- Dai, W.; Ke, P.; Wang, A. Microstructure and property evolution of Cr-DLC films with different Cr content deposited by a hybrid beam technique. Vacuum 2011, 85, 792–797. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. Design criteria for wear-resistant nanostructured and glassy-metal coatings. Surf. Coat. Technol. 2004, 177–178, 317–324. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposition Parameters | Value | |
|---|---|---|
| Atmosphere | Pressure (Pa) | 0.8 |
| Ar/C2H2 gas flow ratio | 10:1 (9.1% C2H2), 12:1 (7.7% C2H2), 14:1 (6.7% C2H2), 16:1 (5.9% C2H2), 24:1 (4% C2H2), 38:1 (2.6% C2H2) | |
| Target HiPIMS power | Average power (kW) | 3 |
| Peak voltage (V) | −518~−988 | |
| Peak current (A) | 254~194 | |
| Pulse frequency (Hz) | 332 | |
| Pulse width (μs) | 60 (duty cycle 2%) | |
| Cr ion bombardment | Synchronized bias voltage | −1000 V (pulse width 105 μs) |
| Bombardment time | 40 s | |
| Cr–C film deposition | Synchronized bias voltage | −150 V (pulse width 105 μs) |
| Deposition time | 90 min | |
| Deposition temperature (°C) | 200 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuo, C.-C.; Chang, S.-P. Effects of the Ethyne Flow Ratio on Structures and Mechanical Properties of Reactive High Power Impulse Magnetron Sputtering Deposited Chromium-Carbon Films. Coatings 2021, 11, 873. https://doi.org/10.3390/coatings11080873
Kuo C-C, Chang S-P. Effects of the Ethyne Flow Ratio on Structures and Mechanical Properties of Reactive High Power Impulse Magnetron Sputtering Deposited Chromium-Carbon Films. Coatings. 2021; 11(8):873. https://doi.org/10.3390/coatings11080873
Chicago/Turabian StyleKuo, Chin-Chiuan, and Shu-Ping Chang. 2021. "Effects of the Ethyne Flow Ratio on Structures and Mechanical Properties of Reactive High Power Impulse Magnetron Sputtering Deposited Chromium-Carbon Films" Coatings 11, no. 8: 873. https://doi.org/10.3390/coatings11080873
APA StyleKuo, C. -C., & Chang, S. -P. (2021). Effects of the Ethyne Flow Ratio on Structures and Mechanical Properties of Reactive High Power Impulse Magnetron Sputtering Deposited Chromium-Carbon Films. Coatings, 11(8), 873. https://doi.org/10.3390/coatings11080873