1. Introduction
In the optical fiber communication links with a large span and super long distance, the whole optical fiber link is often composed of several independent and continuous fiber splicing [
1,
2]. However, the total loss stemming from the addition of joint losses does account for a large proportion of the whole link loss [
1,
3]. Besides, splicing joints also often exist in optical devices [
3]. Fortunately, how to reduce the fiber splice loss has been widely concerned and studied in plain areas [
2,
3,
4,
5,
6,
7,
8,
9,
10,
11,
12,
13,
14]. By effectively controlling the viscous flow or the diffusion of glass components in the fusion-splicing process, the loss caused only by lateral shift and refractive index change can be reduced [
4]. However, this literature not only fails to consider the effect of angle tilt on the fusion splice loss, but also lacks enough experimental data. In addition, in literature [
2,
8,
9,
10,
11], the optimal parameter combinations to minimize the splice loss have been given respectively under different conditions, such as 8.5 W discharge power and 2000 °C heating temperature [
8], but the influence of mode field diameter mismatch and end face spacing on splice loss is not considered in this literature. The fusion loss of single-mode fiber with core diameters of 10 and 7 μm is 0.07 and 0.15 dB respectively [
9]. However, this literature does not consider the influence of mode field diameter mismatch on the splice loss, nor does it consider the gravity effect in the fusion-splicing process. When the eccentricity of the fiber core and the deviation of the outer diameter of the fiber exist, the change of splice loss can be less than 0.1 dB with the 18 mA discharge current, 0.2 s pre-fusion time and 1 s discharge duration [
11], but the influence of angle tilt and end face spacing on splice loss is not considered here. In particular, these research results are all realized in plain areas. When we first apply the optimal fusion methods given by these research results directly to the optical fiber fusion in high altitude area, the expected results are not obtained, even far from the field measurement results.
Though artificial operation, instrumentation and external environment have a great impact on the actual fusion process [
3,
4,
5,
6,
7], there have been no complete theoretical researches and field experimental reports on fiber fusion at high altitude. Fortunately, the altitude can already be measured with great accuracy [
15,
16]. In addition to axial offset and angle tilt of the fiber [
9,
11,
13], mode field diameter mismatch and end face gap of the fiber can also have a great impact on the splice loss [
17,
18,
19,
20], so do the fusion-splicing device and parameters in the fusion process [
21,
22,
23]. In recent years, some researchers have carried out statistical modeling and analysis on splice loss [
24,
25]. Therefrom, our research team has conducted exploratory research on splice loss under the special environment of high altitude for the first time. Moreover, another researcher in our laboratory has considered the effect of angle tilt on splice loss in literature [
26], involving temperature and humidity. However, this literature does not research the influence of mode field diameter mismatch, axial offset and end face spacing on the splice loss, nor does it consider the gravity, oxygen content and wind in high altitude environment. Besides, the experimental data needed on in-situ fiber splicing at high altitude are seriously insufficient. Furthermore, the theory proposed does not achieve the expected theoretical estimate of splice loss when fusion-splicing in situ is implemented at high altitude.
Therefore, this paper continues to conduct exploratory research on fiber fusion loss in high altitude environment. We firstly analyze the influence of mode field diameter mismatch, axial offset, angle tilt or end face gap affected by high altitude on splice loss, and then discuss the influence of fusion parameters on splice loss. Though the optimal fusion combination conditions given in the published literature are directly applied to the exploratory experiment of in-situ splicing in high altitude area for the first time, not only is it difficult to splice successfully, but also most of the measured loss values are more than 0.5 dB, which greatly exceeds the loss budget. To tackle this problem, a mathematical model for reducing the splice loss at high altitude is established, involving temperature, humidity, oxygen content, atmospheric pressure, gale and gravity. Moreover, the main causes of high splice loss in high altitude environment are analyzed and identified. Then, we once again carry out several repeated field fusion experiments at different altitudes, making a deep comparison between typical “plain” area (53 m) and typical “high altitude” area (4300 m), hence obtaining a large number of field experimental data. Most of the splice loss measurement values are less than 0.5 dB. More importantly, some of the splice loss is even reduced to about 0.3 dB. In addition, the optimal combination conditions to minimize the splice loss of two different single-mode optical fibers in the high altitude environment are compared again. The simulation results are basically consistent with the theoretical analysis. Subsequently, the method proposed has been directly applied to the fiber splicing engineering in the high altitude environment, achieving good results, thus significantly reducing the cost of constructing a long-span and ultra-long-distance optical fiber communication link at high altitude, which has certain reference significance for the future research of splicing loss in the high altitude environment.
4. Results and Discussion
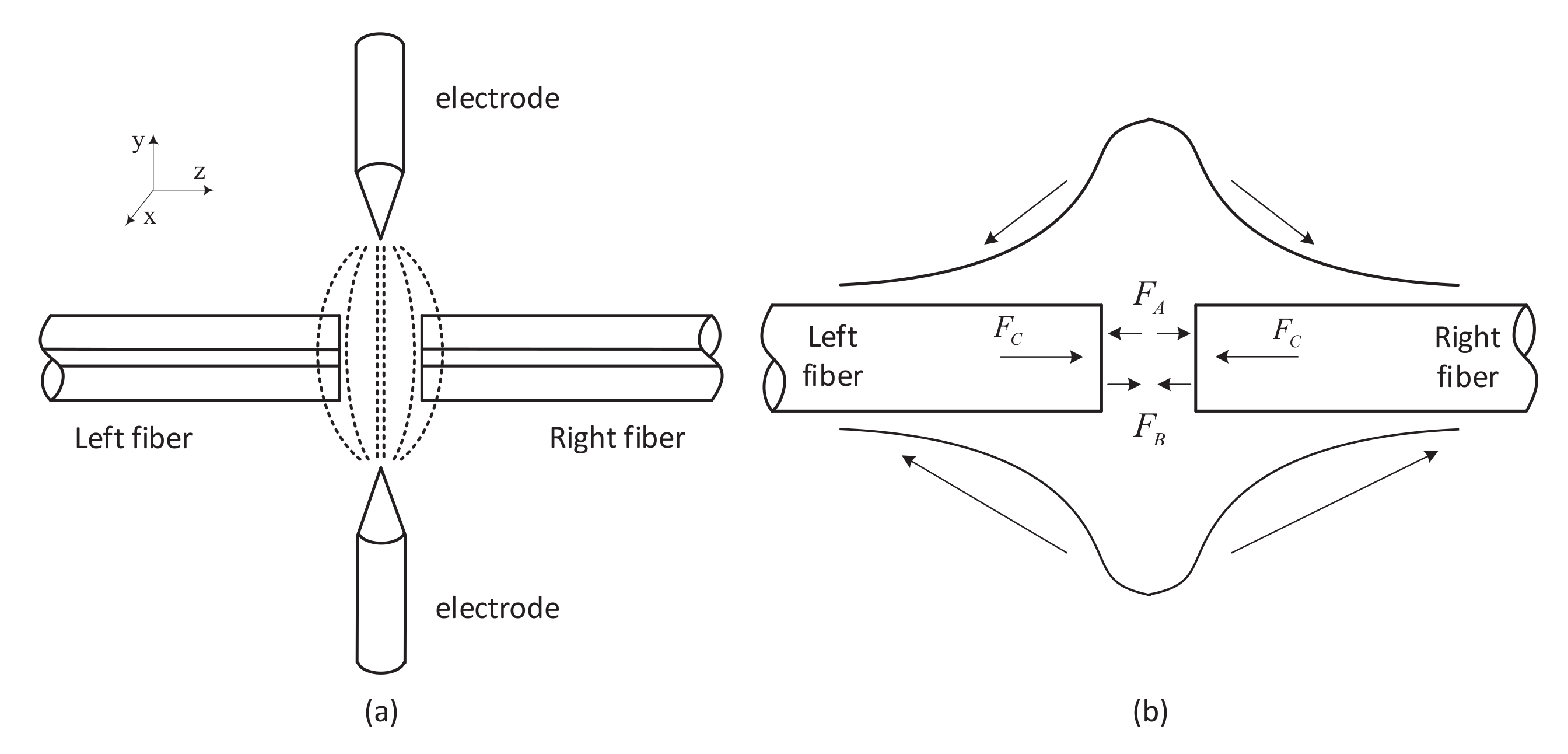
Figure 2b shows that two optical fibers are squeezed together during fusion-splicing due to the joint action of various forces, including
,
,
,
,
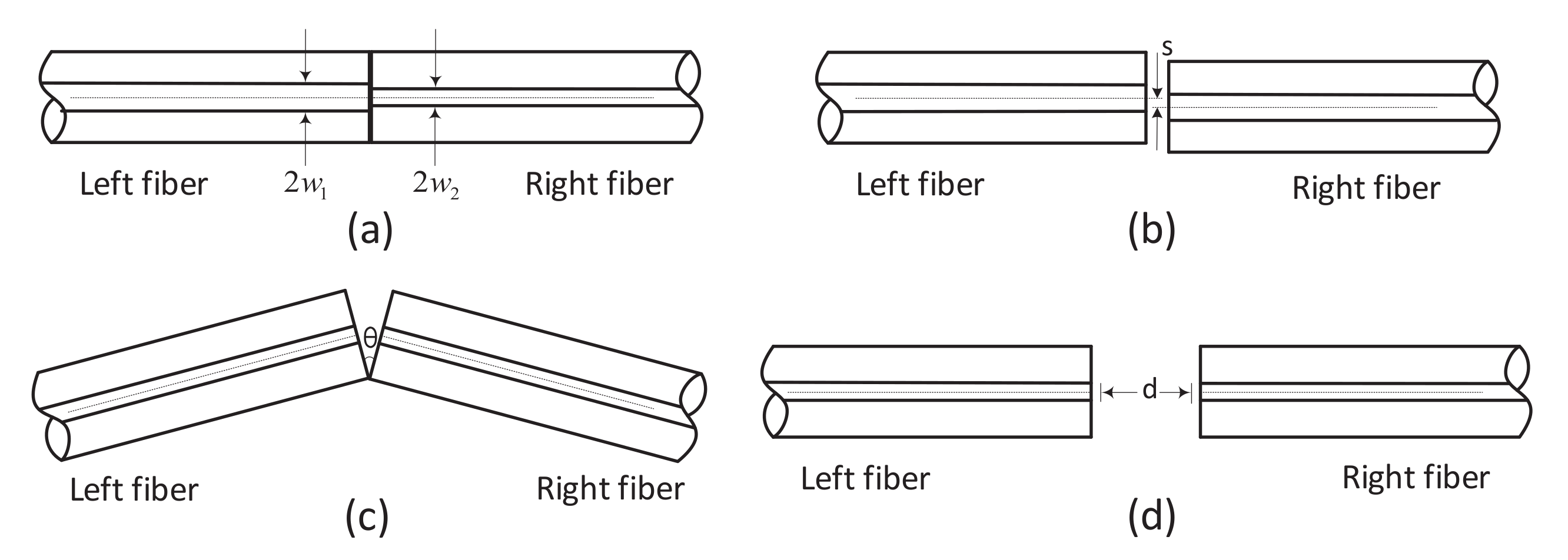
and glass viscosity. Meanwhile,
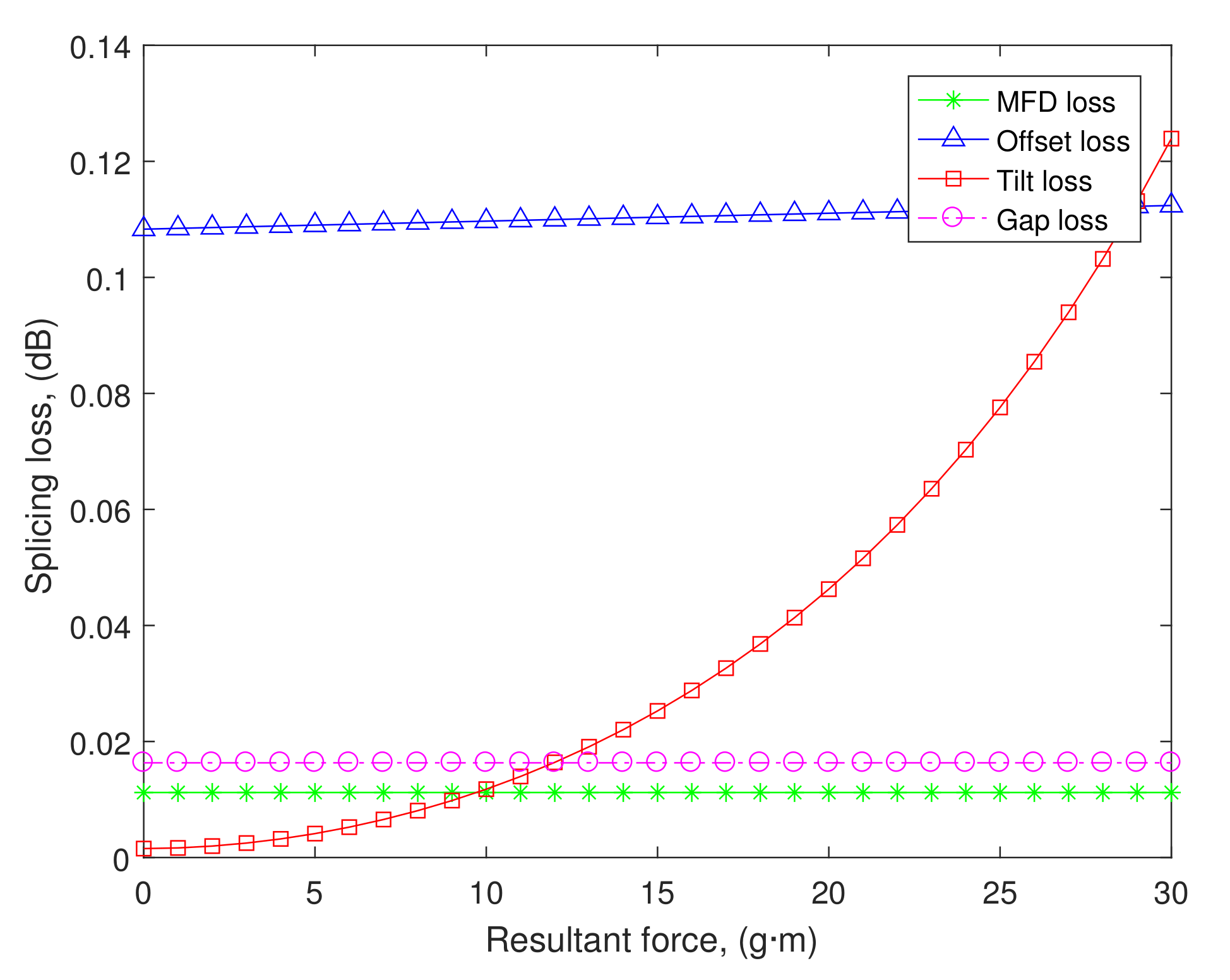
Figure 3 shows that the splice loss is mainly caused by MFD mismatch, axial offset, angle tilt or end face gap in the fusion process. According to the second part of this paper, the corresponding splice loss varies with the changing force being applied on the two fibers, as shown in
Figure 4. The unit of the resultant force is g·m. Obviously, the fusion process is controlled by the fusion splicer. Under ideal conditions, the effective range of applying force for achieving the lowest splice loss is given by I.Hatakeyama as 20∼30 g·m, while A.K. Das also indicates that the effective range of applying force to achieve the lowest splice loss is 20∼25 g·m. So in the environment of high altitude, the range of the applied force is set from the lowest value to the critical value of 30 g·m under ideal conditions. As can be seen from
Figure 4, the green curve with “*” and the water red curve with “∘” all have no significant change, which indicates that the fusion loss
or
caused by the MFD mismatch or the end face spacing d does not change with the change of applied force, while the blue curve with “△” and the red curve with “□” all emerge as an obvious upward trend, which indicates that the fusion loss
or
caused by the axial deviation
s or inclination angle
increases evidently with the increase of the applied force. Besides,
is larger than
,
and
, while
increases significantly with the increase of applied force under ideal conditions.
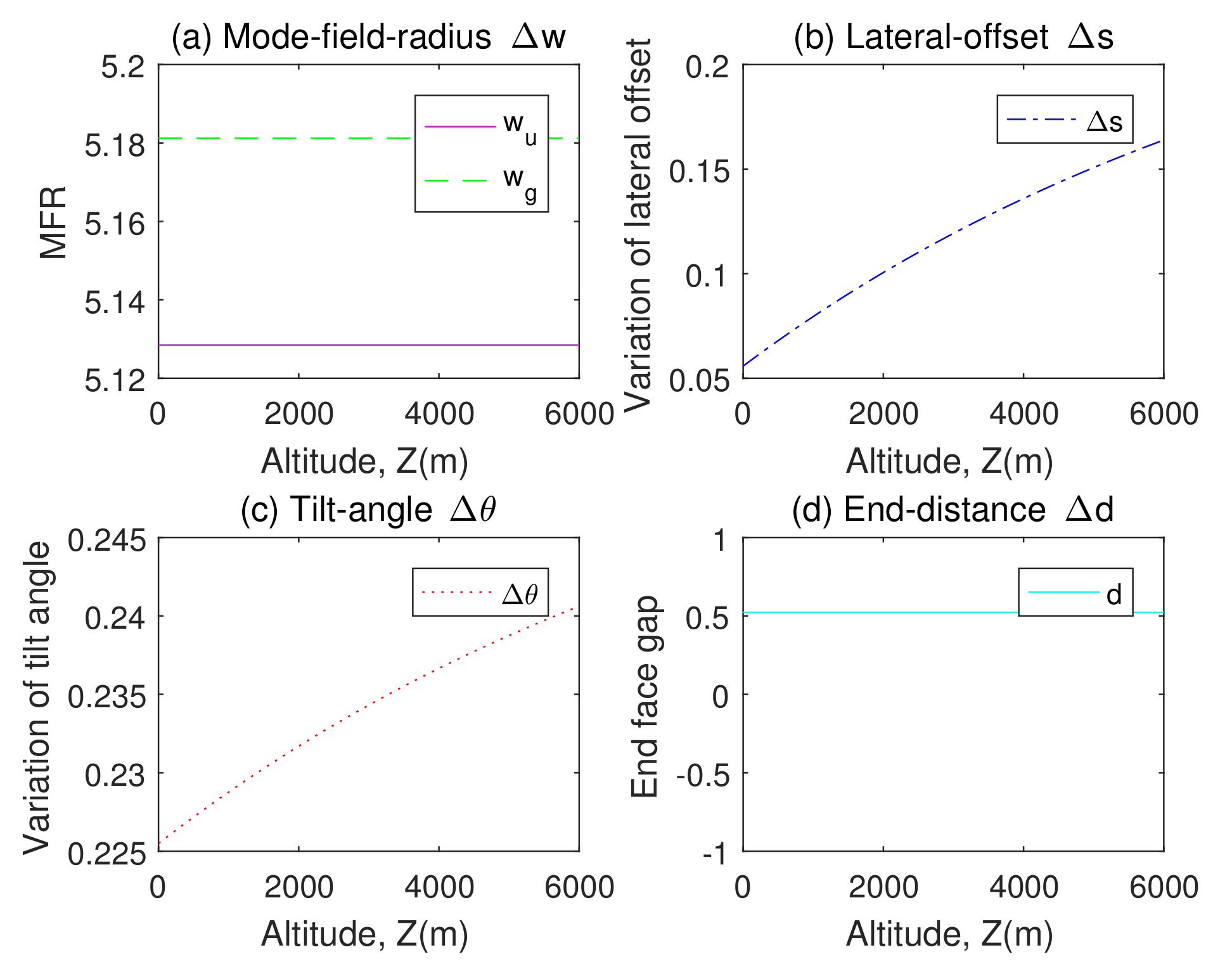
According to Equations (3)–(6), the main factors that cause fusion loss are MFD mismatch, axial offset, angular tilt or end face spacing. Meanwhile, it can be seen from Equations (2), (7), (12), (14) and (15) that, in high altitude environment, the mode field diameter 2
w, axial offset
s, inclination angle
or end face spacing
d of the two optical fibers can be plotted to vary with the increase of altitude, as shown in
Figure 5. Since the units of
w,
s,
and
d are not exactly the same, and the amount of change is also inconsistent, the scale of the corresponding ordinate is here set to be not consistent, as shown in
Figure 5. It is assumed that the properties of optical fiber materials are relatively stable in the environment of high altitude, and according to Equation (
2), the mode field radius of optical fiber does not change with altitude. Therefore, the
of G.652.D and
of ULL fibers all do not change with increasing altitude, and
, as shown in
Figure 5a. According to Equations (12) and (14), the values of axial offset and tilt angle all vary with altitude. For the convenience of comparison and drawing, the variation is used to represent the changes of axial offset and angular tilt with altitude. Then, the axial offset change
and tilt angle change
between two optical fibers all show an obvious upward trend with the increase of altitude, as shown in
Figure 5b,c. It is worth noting that the axial offset change
must be less than
and the tilt angle change
is less than 90 degrees. Otherwise, it is difficult to splice successfully, or the loss of joint splice successfully is also very huge to be unacceptable. Besides, the Equation (
15) shows that, although the end face spacing
d between two optical fibers can change during the fusion-splicing process, it does not change with the increase of altitude. Therefore, the change trend of end face gap with altitude is shown in
Figure 5d. Furthermore, comparing (a), (b), (c) and (d) in
Figure 5 and combining with the Formulas (17)–(20), it can be concluded that Mold field diameter mismatch, axial offset, angle tilt and end face gap can all affect the splice loss, but the axial offset and angular tilt are greatly affected by the high altitude and then have the most tremendous influence on the splice loss between two kinds of optical fibers at high altitudes. In order to highlight the core of this study, it only needs to next focus on the analysis of the influence of the axial offset or angle tilt between two optical fibers affected by the high altitude environment on the fusion loss.
It has been shown that the axial offset or angular tilt is more affected by the high altitude environment and also has a greater impact on the fusion loss than the MFD mismatch or end face spacing between fibers in that environment. So in order to more accurately verify the correctness of the proposed method, in the high altitude environment, this paper next carries out multiple groups of repeated experiments for three fusion methods consisting of “ULL-ULL”, “G652D-G652D” and “ULL-G652D” under the same conditions. The experimental results show that, in the case of MFD mismatch, although the value of UG is greater than that of UU and GG, the three curves of UU, GG and UG all do not change, as shown in
Figure 6a, which indicates that the fusion loss
caused by MFD mismatch is not affected by the high altitude environment. However, when only lateral offset occurs, although the value of UG is greater than that of UU and GG, only attributing to MFD mismatch, the three curves of UU, GG and UG all show a consistent upward trend, without obvious difference, as shown in
Figure 6b. This result shows that the fusion loss
only caused by axial offset increases when being affected by the high altitude environment, but does change greatly not because of MFD mismatch. When only angle tilt occurs, although the value of UG is greater than that of UU and GG, only attributing to MFD mismatch, the three curves of UU, GG and UG all show a consistent upward trend, with no obvious difference, as shown in
Figure 6c, which shows that the fusion loss
caused only by the tilt angle increases when being affected by the high altitude environment, but does change greatly not because of MFD mismatch. Similarly, when only end face gap occurs, although the value of UG is greater than that of UU and GG, the three curves of UU, GG and UG all do not change, as shown in
Figure 6d, which indicates that the fusion loss
only caused by end face spacing is not affected by the high altitude environment and also does change greatly not due to MFD mismatch. It’s very important that these results are basically consistent with the results given by Formulas (18) and (19). Therefore, it can be verified again that the splice loss caused by MFD mismatch or end face gap is not affected by the high altitude environment under any conditions. In addition, by comparing (b) and (c) in
Figure 6, it is found that the curve of
increases sharply at first and then slowly, while the curve of
almost always increases steadily. This difference indicates that
and
are all affected by altitude, but to the different extent, under different conditions.
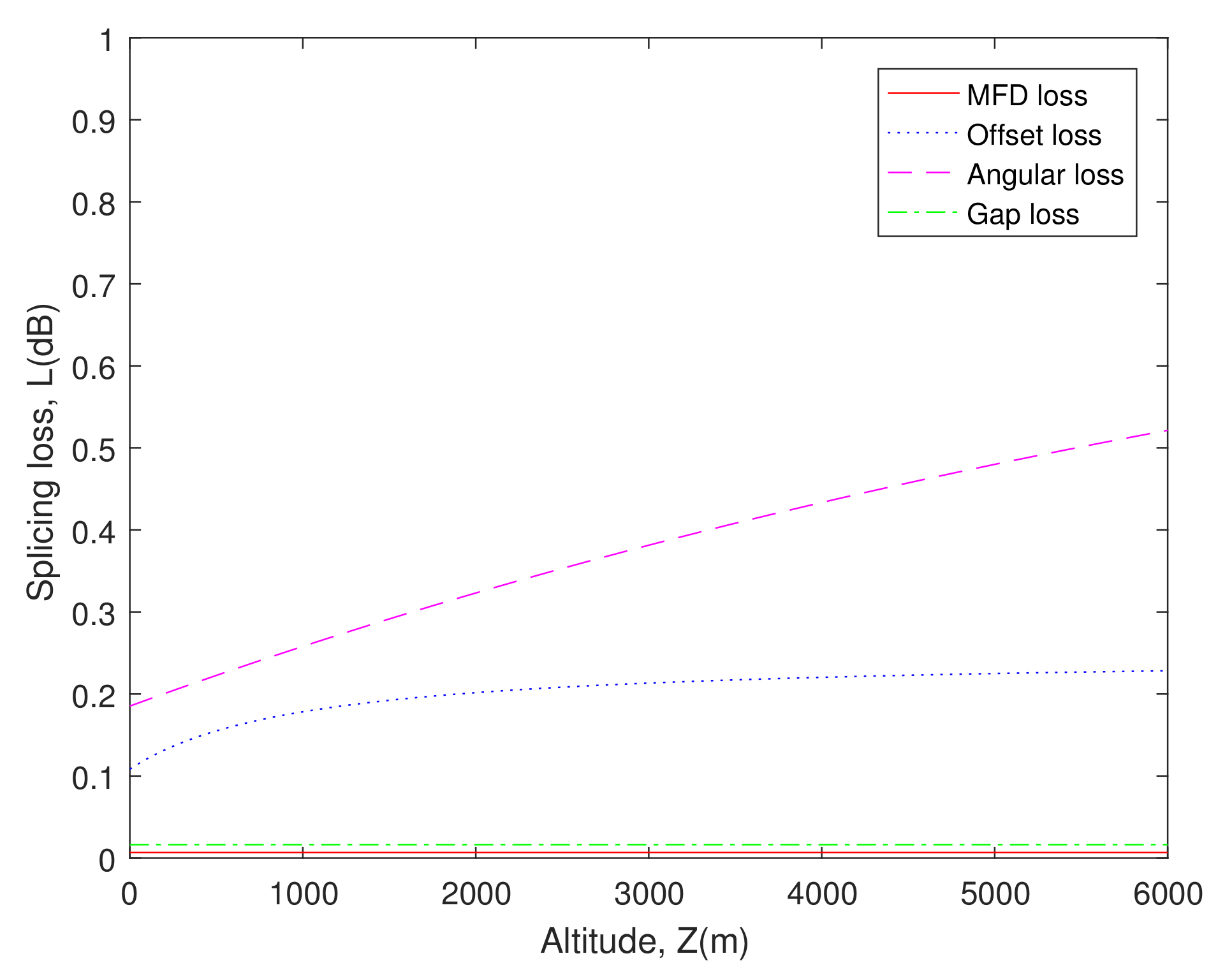
In order to verify the accuracy of the model proposed, the “ULL-ULL” mode is selected for further analysis. In the coordinate system we established, the altitude increases in steps size of 10 m as the altitude increases continuously, as shown in
Figure 7. Combining with Equations (17)–(20), in an ideal condition, the fusion loss caused by axial deviation or angular inclination between the two optical fibers increases significantly, while the fusion loss caused by MFD mismatch or end face spacing does not change, which indicates that
and
are susceptible to the high altitude environment, while
and
are not affected by the same environment. In addition, the curve of
increases sharply at first, then slowly, and finally even levels off, while the curve of
almost always tends to increase steadily, which indicates again that
and
all are affected by altitude, but to the different extent.
By comparing
Figure 5,
Figure 6 and
Figure 7, it is found that the MFD mismatch, axial offset, angle tilt and end face gap as shown in
Figure 3 all cause the fusion loss between optical fibers to a large extent. However, under ideal conditions, according to Equations (2) and (15),
w and
are not affected by the high altitude environment, while according to Equations (12) and (14),
and
are greatly affected by the high altitude environment. Therefore, in order to cut down the splice loss at high altitudes, we should focus on how to reduce the
and
in the future research.
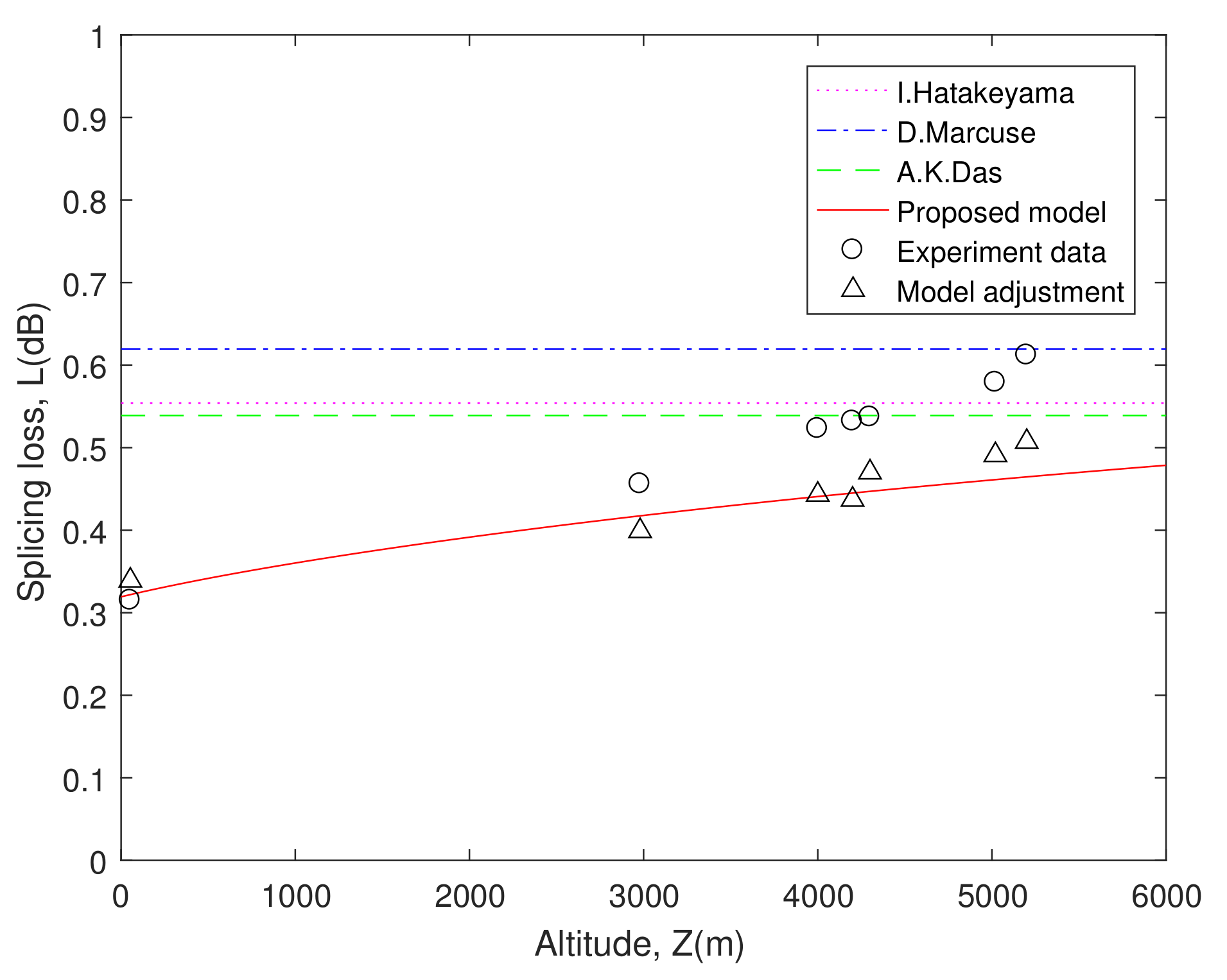
In order to further verify the applicability and accuracy of the model proposed, we further compare it with I.Hatakeyama model, D. Marcuse model and A.K. Das model, as well as with the initial and adjusted experimental results respectively, as shown in
Figure 8. Obviously, it can be seen from the simulation diagram that, D.Marcuse curve, I.Hatakeyama curve and A.K. Das curve all tend to be stable under the high altitude environment. Meanwhile, The average splice loss of 0.62 dB obtained by the D. Marcuse model is the largest, while that of 0.56 dB coming from the I.Hatakeyama model is reduced by 0.09 dB, besides, that of 0.53 dB obtained by the A.K. Das model is reduced to about 90% of the original loss. However, the fusion losses obtained by these models in the high altitude environment under the same conditions all are stable at a very high level continually and greatly exceed the loss budget, which is very difficult to accept. The red curve in the figure shows that the fusion loss increases with the change of altitude
Z, but it is significantly smaller than the results obtained by these above models, which further verifies the applicability of the model proposed whose average is 0.42 dB. In addition, the theoretical values obtained by utilizing the model presented in this paper are obviously smaller than the initial experimental results with the average value of 0.51 dB indicated by the symbol “∘”, but are evidently close to the experimental results after processing with that of 0.43 dB indicated by the symbol “
▵”, and importantly, the splice loss is reduced by at least 0.07 dB at this time, which again verifies the correctness of the model presented. However, when the altitude is higher than 5200 m, the measured losses are obviously greater than the theoretical values. To make matters worse, this phenomenon becomes more and more obvious with the increase of altitude. It needs to be noted that, the deviation of the experimental results, can be due to the failure of instruments and apparatuses such as the light source, optical power meter, fusion splicer or OTDR when they are working in the high altitude environment and exceeding the applicable range specified in their specifications (the effective working range is less than 5000 m generally). It is particularly obvious that the points with large deviation from the theoretical values occur especially when the altitude is higher than 5200 m.
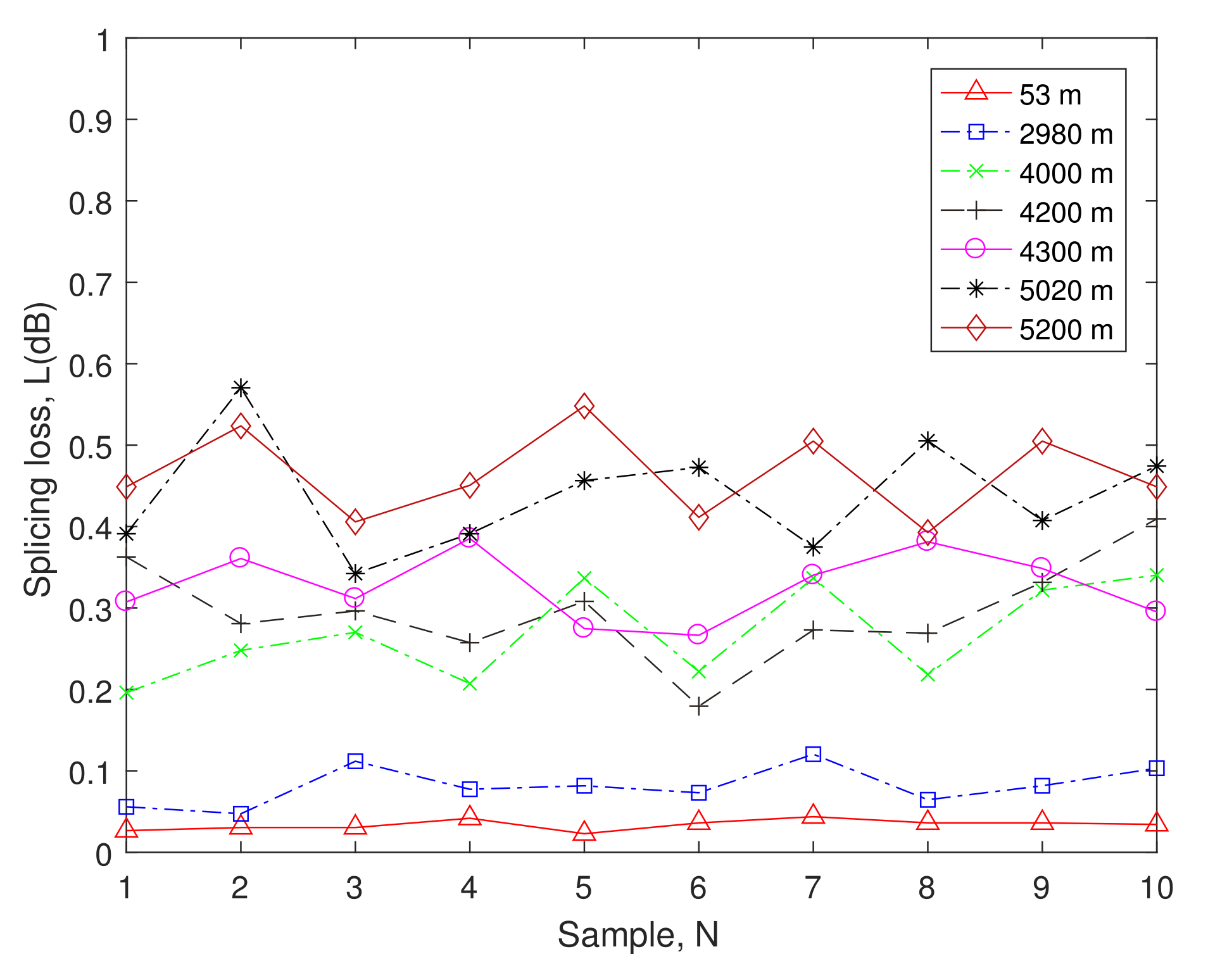
In order to further verify the practicability of the model proposed in the high altitude environment under the same settings, the experiments have been carried out in the areas with altitudes of 53, 2980, 4000, 4200, 4300, 5020 and 5200 m respectively, as described in Experiment II. The measured results of the splice loss obtained are shown in
Figure 9. Obviously, the average splice loss of 0.08 dB at the altitude of 2980 m is greater than that of 0.037 dB at the altitude of 53 m (plain), while that of 0.27, 0.30, and 0.33 dB at the altitude of 4000, 4200, and 4300 m all are greater than that of 0.08 dB at the altitude of 2980 m. In addition, the splice losses at the altitude of 4000, 4200, and 4300 m tend to increase with altitude. Moreover, the average splice loss of 0.44 and 0.47 dB at the altitude of 5020 and 5200 m are greater than that of 0.27, 0.30, and 0.33 dB at the altitude of 4000, 4200, and 4300 m. Therefore, it can be concluded that the splice loss between two fibers can also increase dramatically with the increase of altitude in the high altitude environment. Besides, the average fusion loss of 0.08 dB at an altitude of less than 3000 m is significantly lower than that of 0.26 dB at an altitude of more than 4000 m. When the altitude is higher than 5000 m, the average fusion loss increases significantly. The average fusion loss of 0.43 dB at this time is especially much larger than that of 0.31 dB at an altitude of less than 4300 m. Evidently, the splice loss increases with the ascending of altitude. These results are basically consistent with those obtained by Equation (
21). Consequently, this once again verifies the practicability of the model proposed in the high altitude environment.
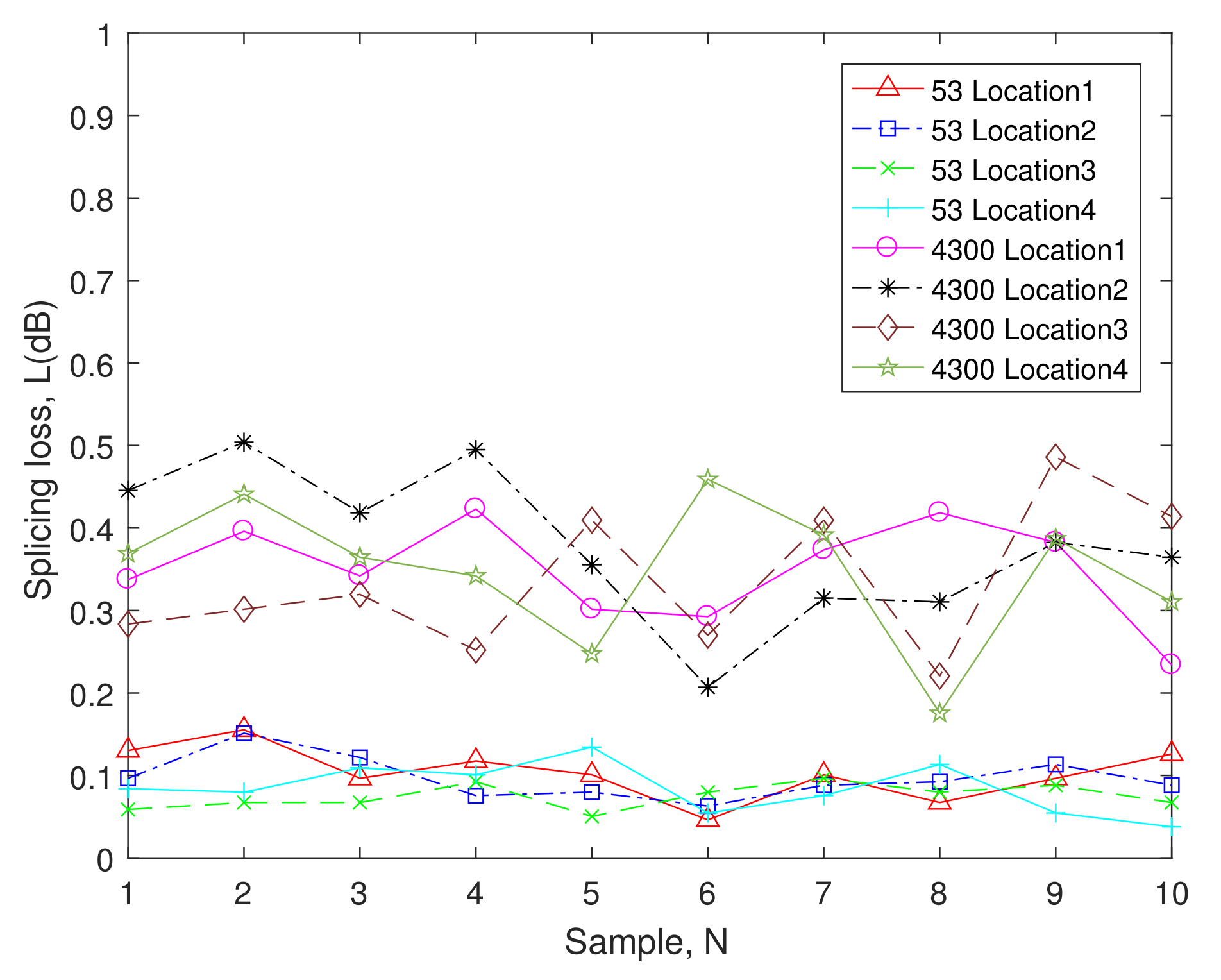
In order to further verify the accuracy of the model proposed, further comparisons are made in four different locations at an altitude of 53 m (plain) and four different locations at an altitude of 4300 m respectively, as shown in
Figure 10. The environmental information at the elevation of 53 and 4300 m has been given in
Table 3. Obviously, the splice losses in four different locations at an altitude of 4300 m all are higher than that in four different locations at an altitude of 53 m. Besides, the splice losses in four different locations at an altitude of 53 m are very close with slight fluctuations, while the splice losses in four different locations at an altitude of 4300 m are also very close, but the splice losses in these four different locations fluctuate greatly. This is largely attributed to the fact that the environmental parameters of different locations at the same altitude are different. This feature is particularly prominent at high altitudes. Importantly, these results are basically consistent with those obtained by the model constructed.
By comparing
Figure 8,
Figure 9 and
Figure 10, It can be confirmed that the splice loss between the two optical fibers increases with the rise of altitude in high altitude environment, and the higher the altitude, the greater the splice loss. Besides, the results respectively obtained by the optimal conditions of D.Marcuse model, I.Hatakeyama model and A.K. Das model all are obviously greater than 0.5 dB or even greater. However, the results obtained by the model constructed in this paper are significantly less than 0.5 dB, and the reduction is at least 0.07 dB. More importantly, when it is applied to the splicing engineering in high altitude environment, the results coming from OTDR are basically consistent with the theoretical values.
The second part of this article shows that, although the main reasons for the splice loss between the two optical fibers are MFD mismatch, axial offset, angle tilt or end face gap, the axial offset and angle tilt are greatly affected by the high altitude under the process of fusion-splicing and hence have a greater impact on the splicing loss in the high altitude environment. Moreover, the experiments mentioned above already prove that the axial offset s and inclination angle are greatly affected by the high altitude and have a greater influence on the splice loss. Therefore, in order to further verify the model proposed in this paper, the MFD and end face spacing d all are fixed next, with only the value s or θ changed.
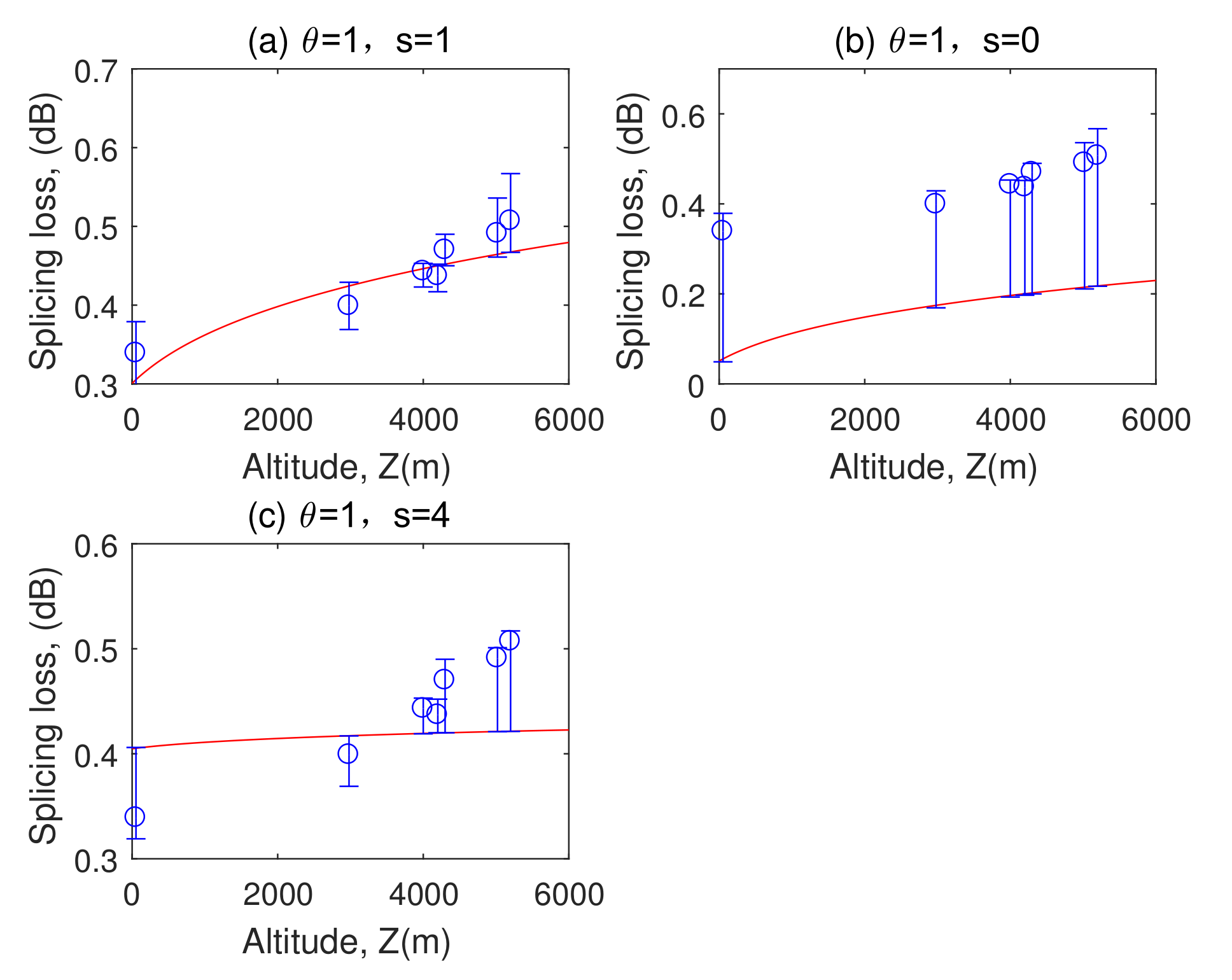
Figure 11 shows that, at
θ = 1°, when the axial offset is 1 μm, the measured values at high altitude approach to the theoretical curve. When the alignment between the two optical fibers is ideal (i.e., there is no axial offset), the measured loss instead is far away from the theoretical value. A big reason for this phenomenon is that, in order to achieve good alignment, the splice joint appears “deformation” or “bulge”, which then leads to the increase of loss, for instance, bringing in microbending loss and so on at this moment. The theoretical value, nevertheless, is reduced, which once again verifies the correctness of the theoretical model. However, when the axial offset is 4 μm, the degree of change of the theoretical value instead becomes smaller, because the effective area of fiber exposed in the fusion process is also significantly increased. At this time, the reaction force the two optical fibers experience when they are squeezed together is also increased, but the splice points are prone to produce “bubbles”, which then leads to large air gap loss.
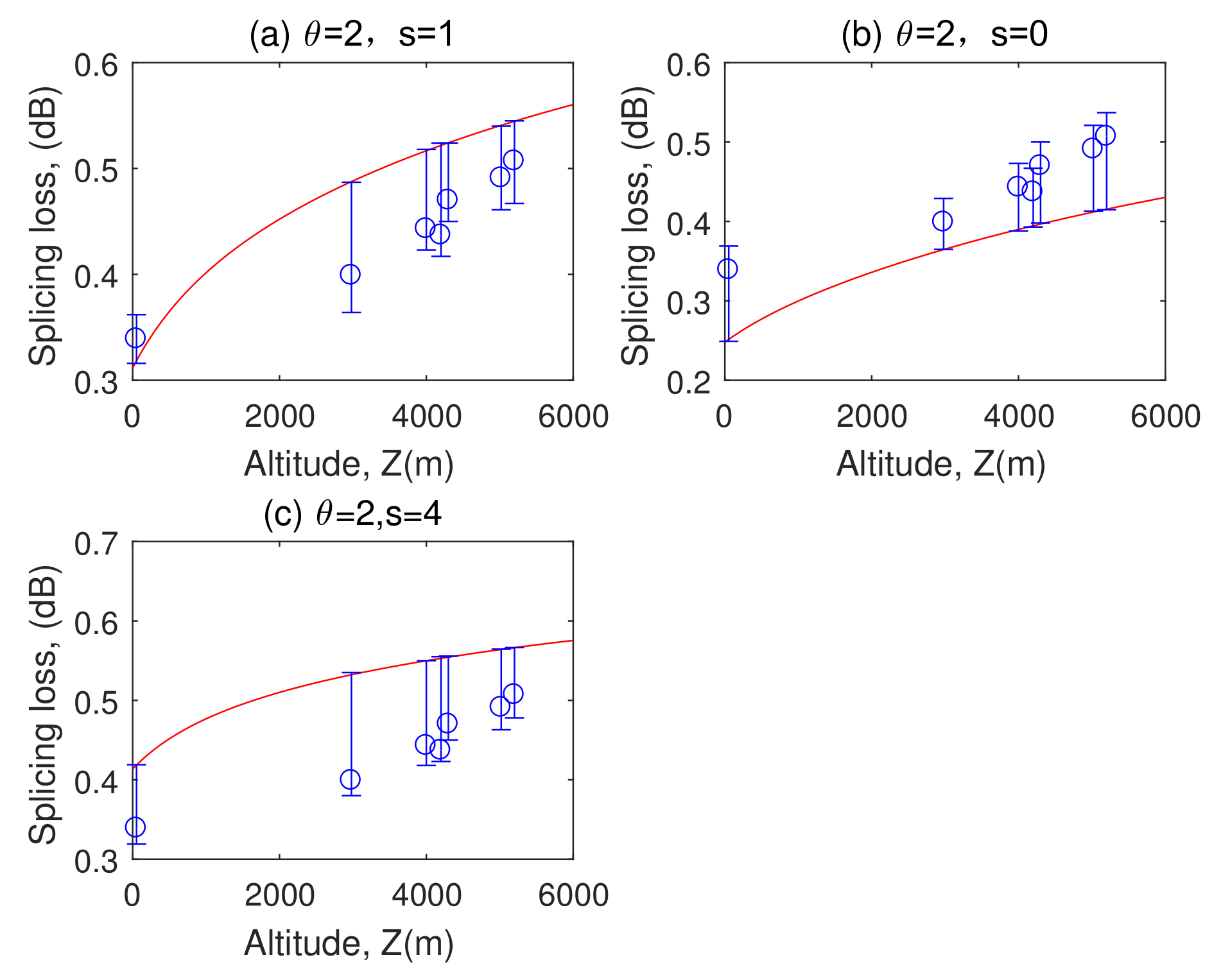
Figure 12 shows that, at
θ = 2°, the measured values at high altitude all deviate from and are even greater than the theoretical value, regardless of the axial deviation s = 1 μm, s = 4 μm, or the ideal axial alignment. This proves once again that, the splice loss caused by the end face tilt is greatly affected by the high altitude. Because of the increase of the tilt angle of the optical fiber end face and the special environment of the high altitude at this time, on the one hand, the “Fresnel reflection” loss between the two optical fibers can not be ignored, and on the other hand, the filling material between the two optical fibers is no longer defaulted as the air with refractive index of 1. What’s more, it is very difficult to accurately control the cutting angle of the end face of the optical fiber [
21,
29], especially to make
θ < 1°, and it is even more difficult to achieve this precision in the high altitude environment.
In addition, comparing
Figure 11 with
Figure 12, it is found that, at
s = 1 μm, when the tilt angle
θ between the two optical fibers is 1° or 2°, the measured results are obviously deviated from the theoretical values, while when
θ = 2°, the loss results deviate to a greater extent. Moreover, this phenomenon becomes more obvious with the increase of altitude. At
s = 0 μm, when the tilt angle
θ is 1° or 2°, the measured results are also obviously deviated from the theoretical values, but when
θ = 1°, the loss results deviate to a greater extent yet, which indicates that when there is no lateral offset, the inclination angle between the end faces of two optical fibers is greatly affected by the high altitude environment and thus has a great influence on the splice loss. At
s = 4 μm, when the tilt angle
is 1° or 2°, the loss results obtained in the plain area are all over 0.4 dB, and the splice loss between the two optical fibers increases significantly with the increase of altitude, which easily leads to failure of fusion-splicing at this time. It is also verified once again that the splice loss caused by the axial offset is greatly affected by the high altitude. In particular, the lateral offset
s and angle tilt
all have a great influence on the splice loss in the high altitude environment. Furthermore, the influence of transverse offset
s between the two optical fibers on the splice loss is even greater than the influence of the angle tilt
between the two optical fibers on splice loss under the same conditions, because the lateral offset and angular inclination are affected by the high altitude environment to different degrees.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}