
A Past, Present, and Prospective Review on Microwave Nondestructive Evaluation of Composite Coatings


 ,
, 
Abstract
:1. Introduction
2. Conventional Inspection Methods
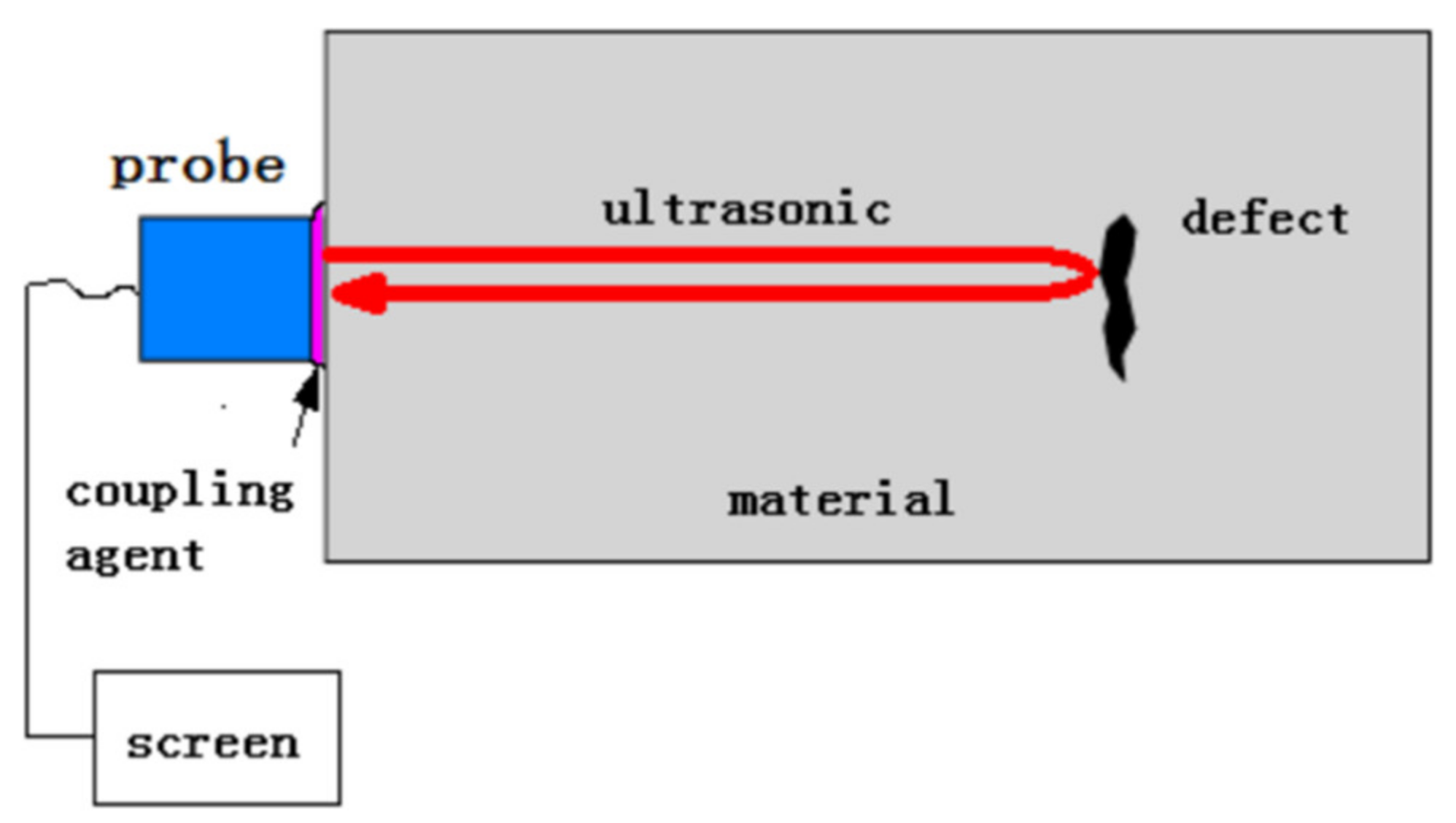
2.1. Ultrasonic Testing (UT)
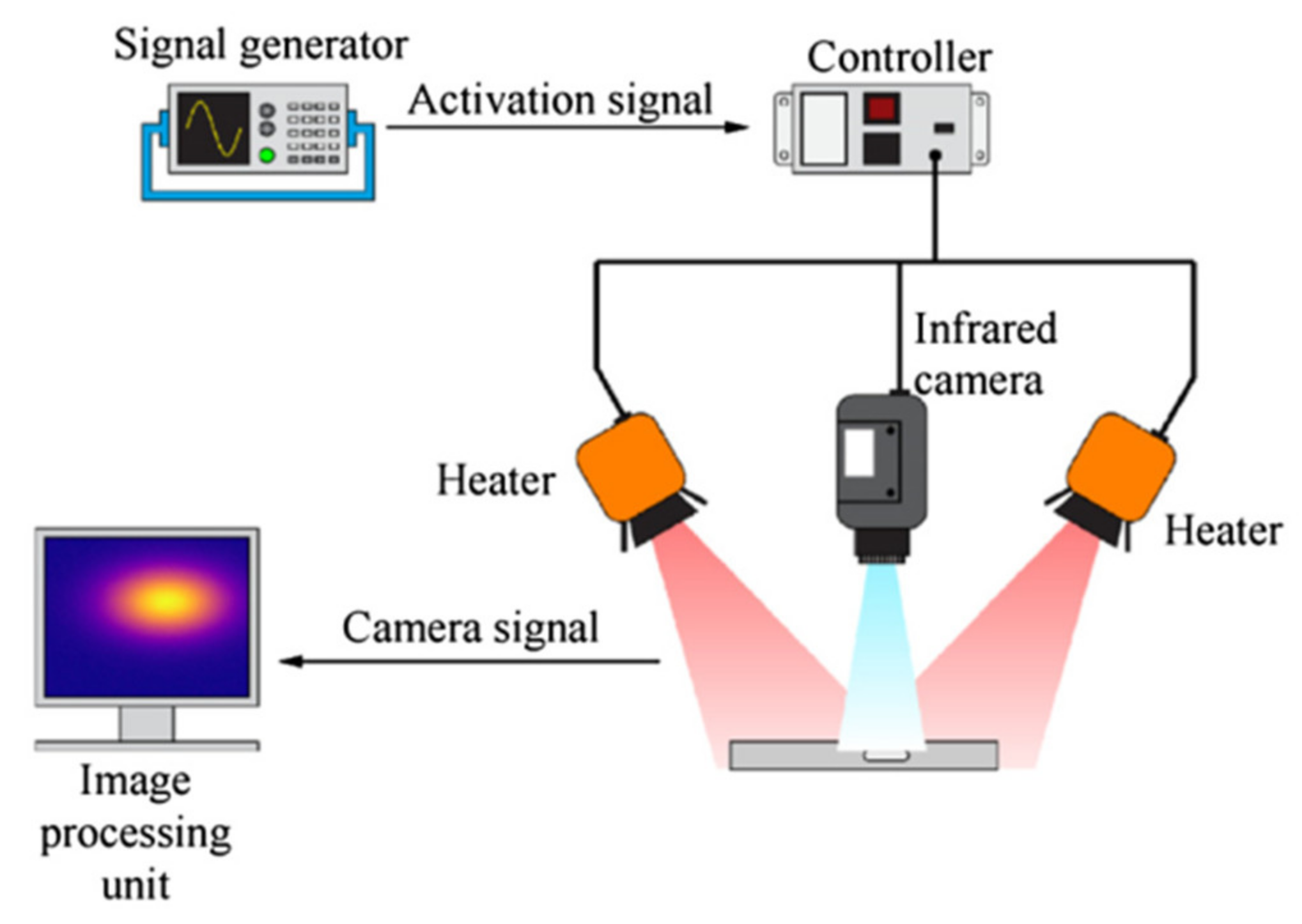
2.2. Infrared Thermography (IRT)
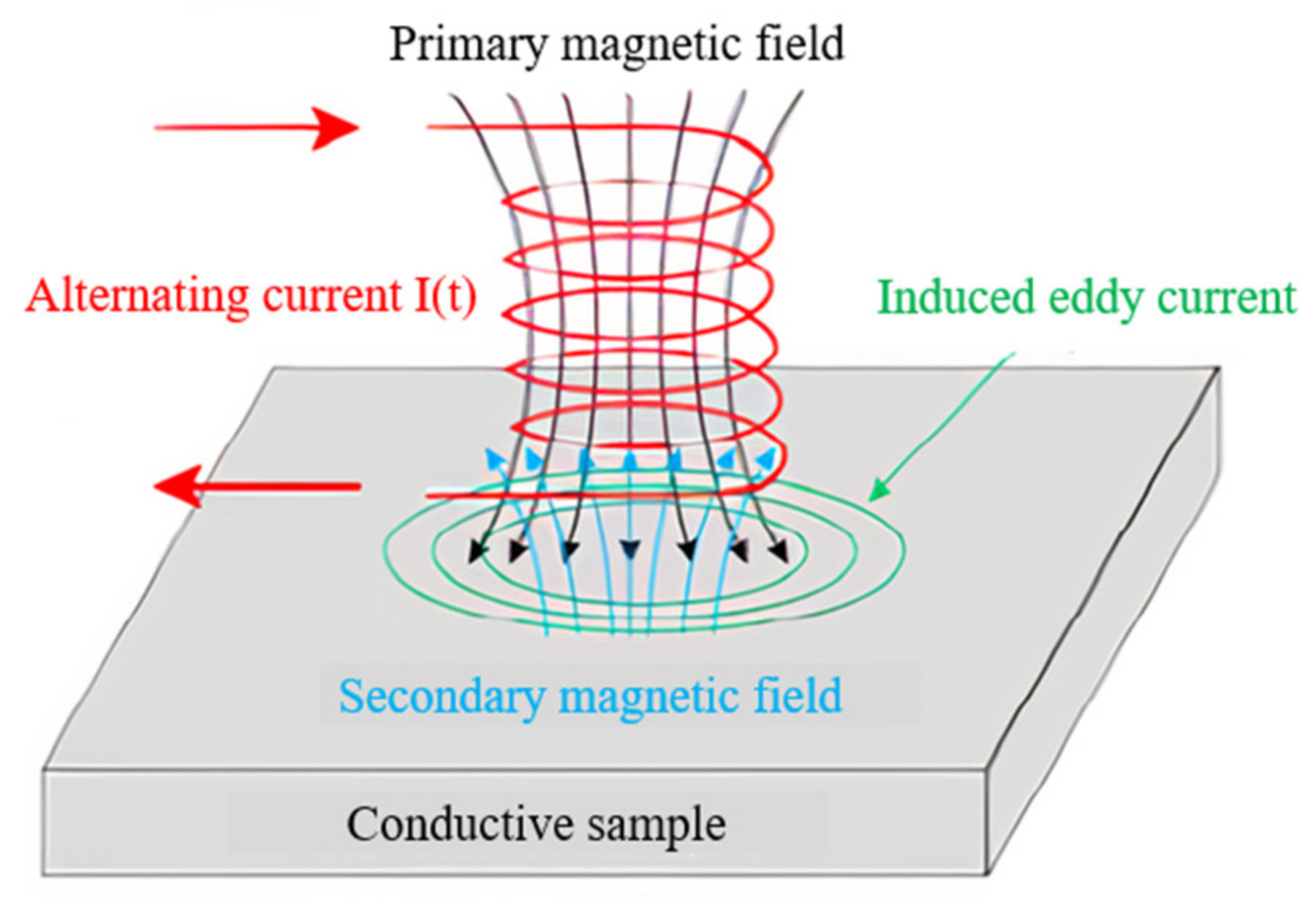
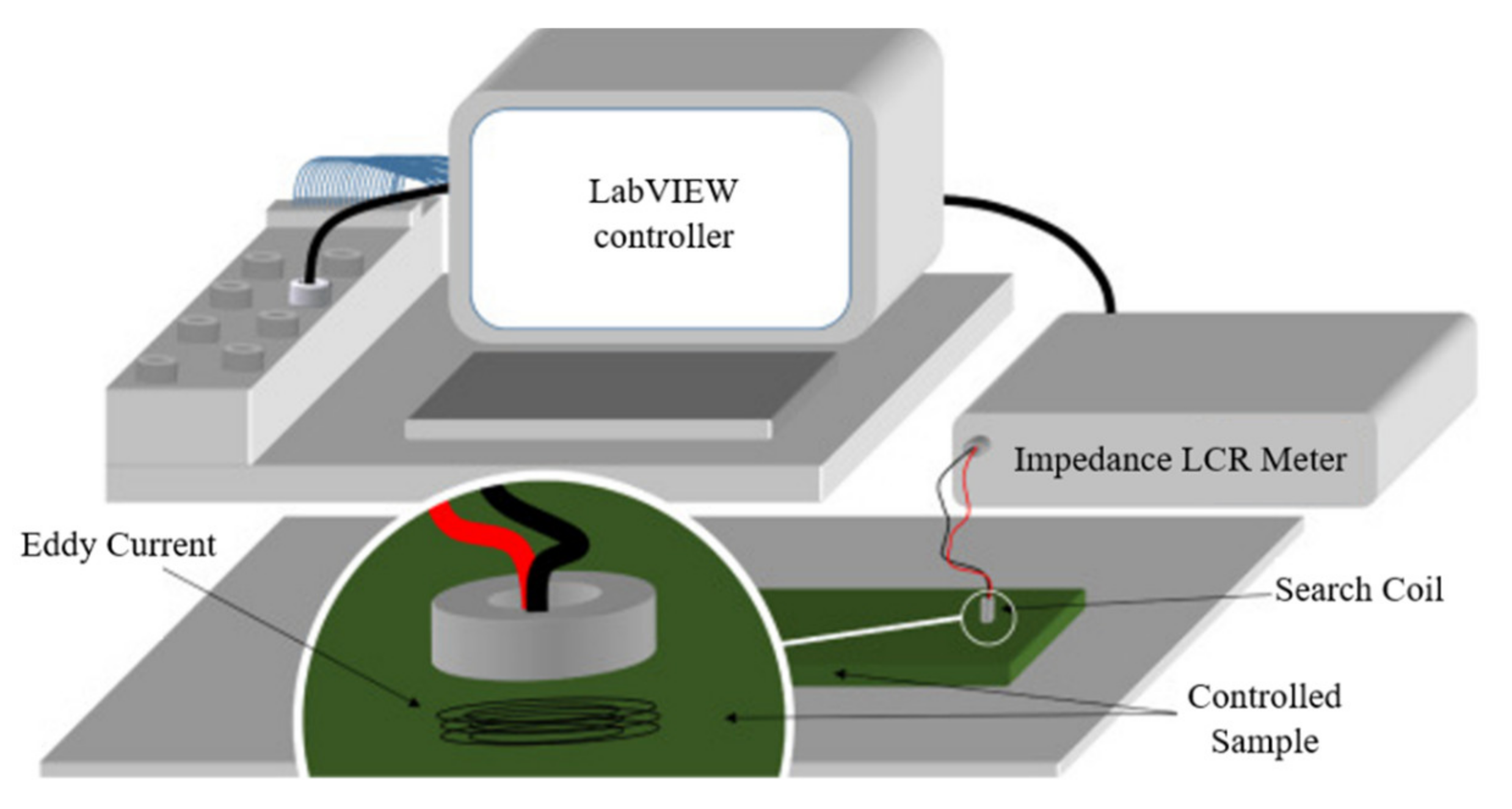
2.3. Eddy Current Testing (ECT)
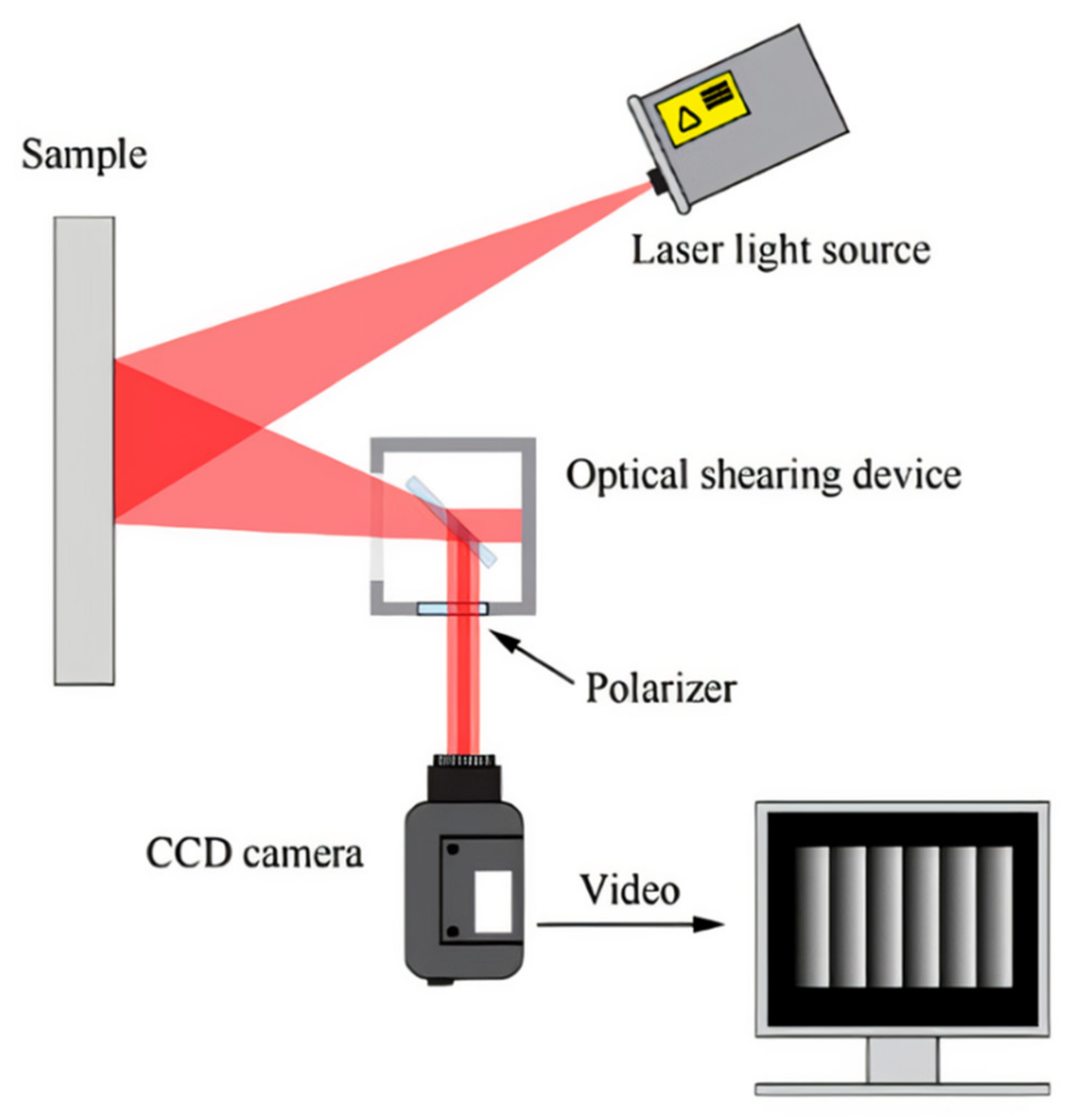
2.4. Laser Shearography (LS)
3. Microwave Inspection
3.1. Techniques of Microwave Inspection
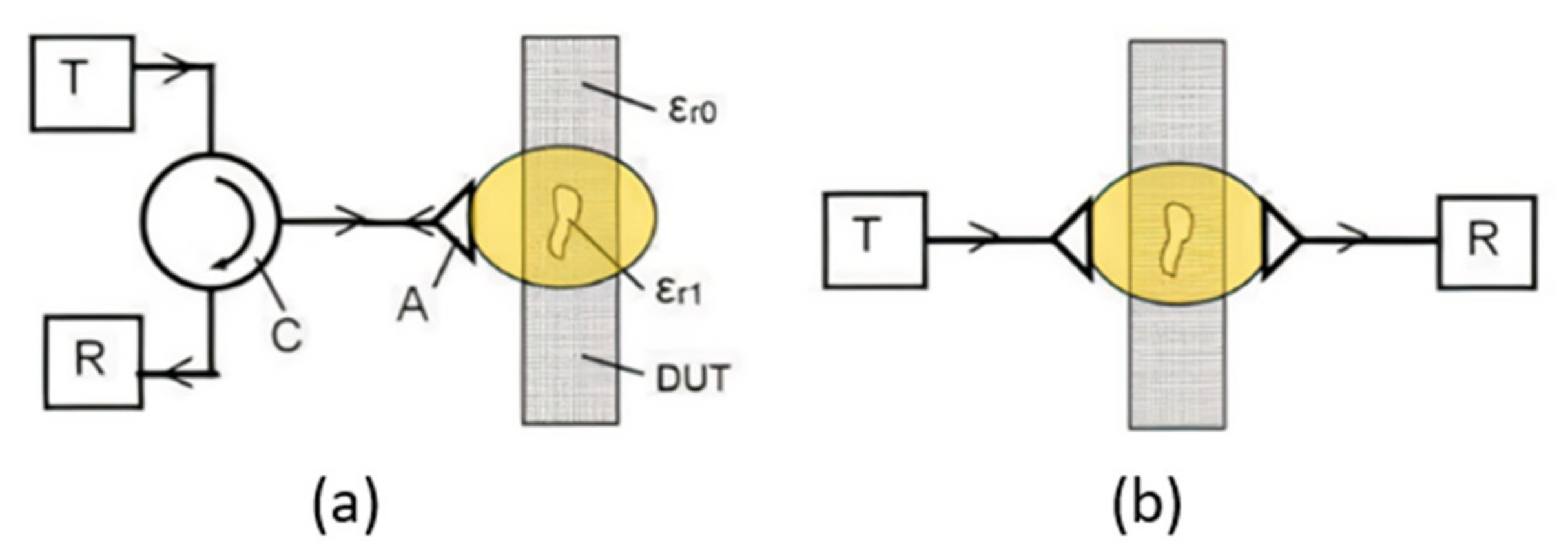
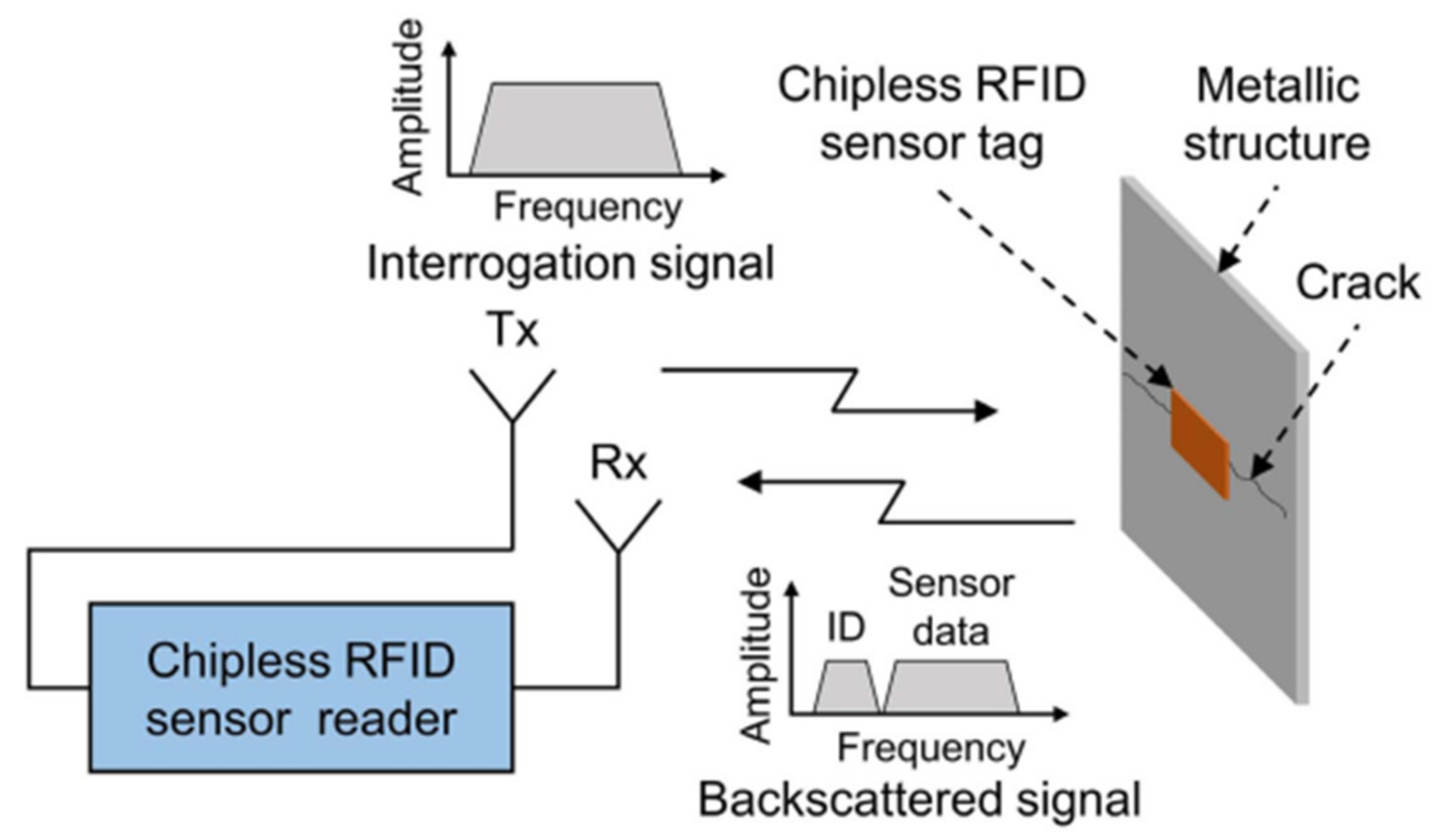
3.1.1. Chipless Radio-Frequency Identification (RFID) Sensor System
3.1.2. Guided Microwave Testing (GMT)
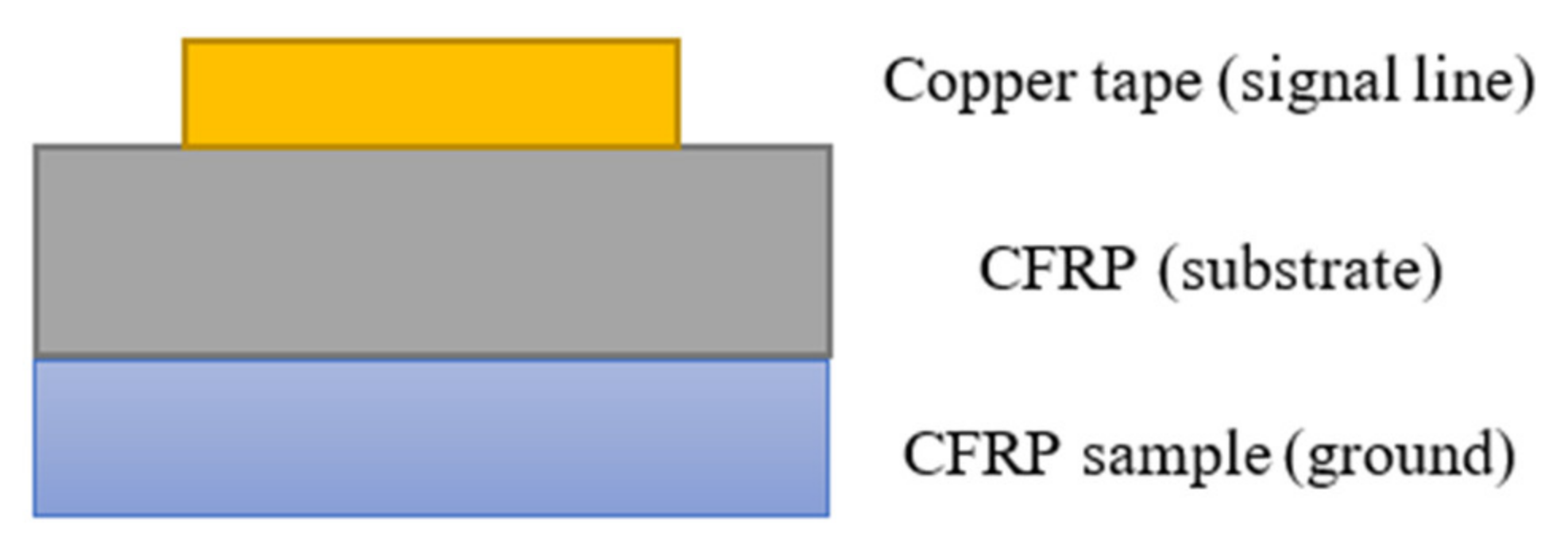
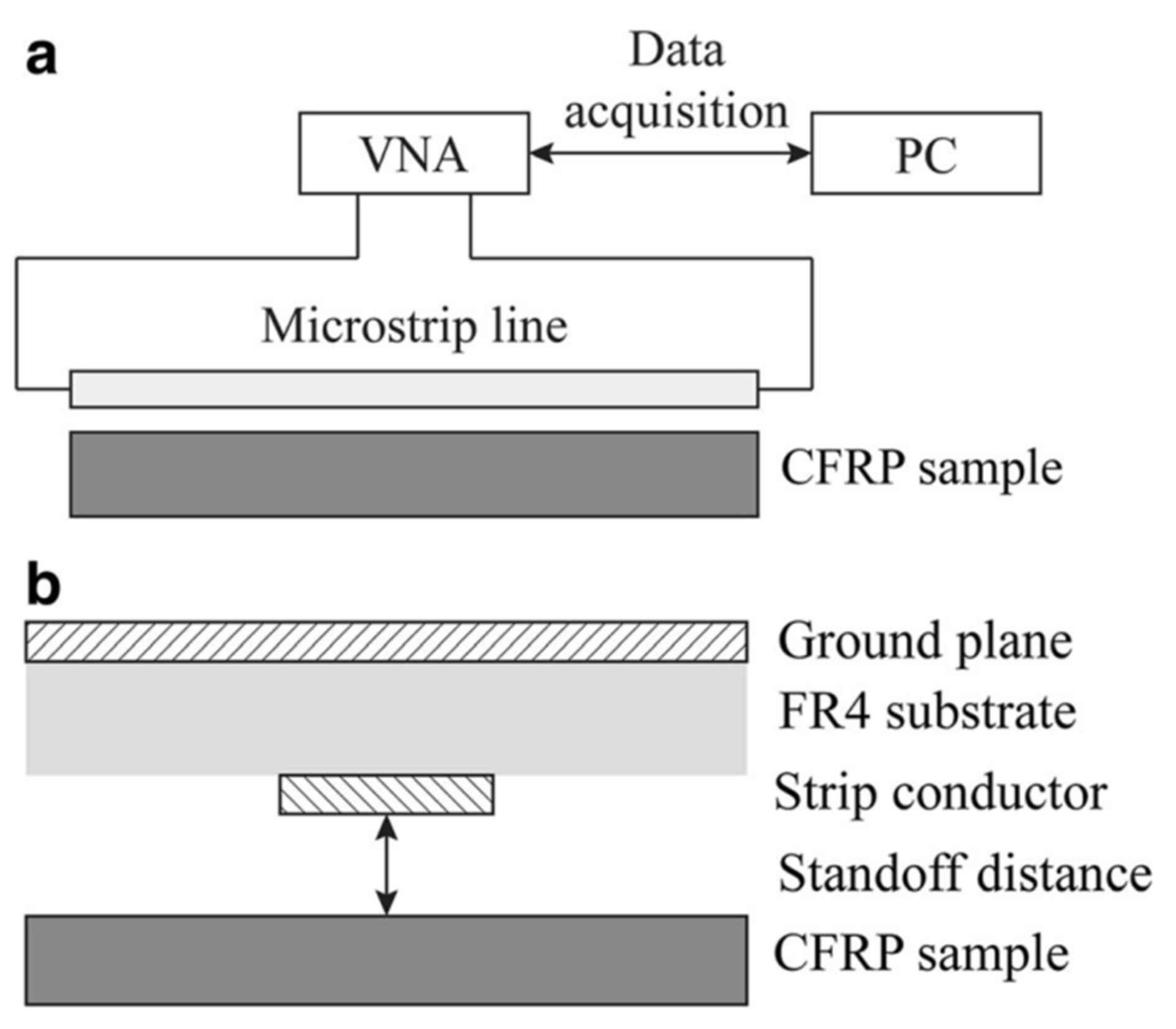
3.1.3. Microwave Transmission Line Sensor
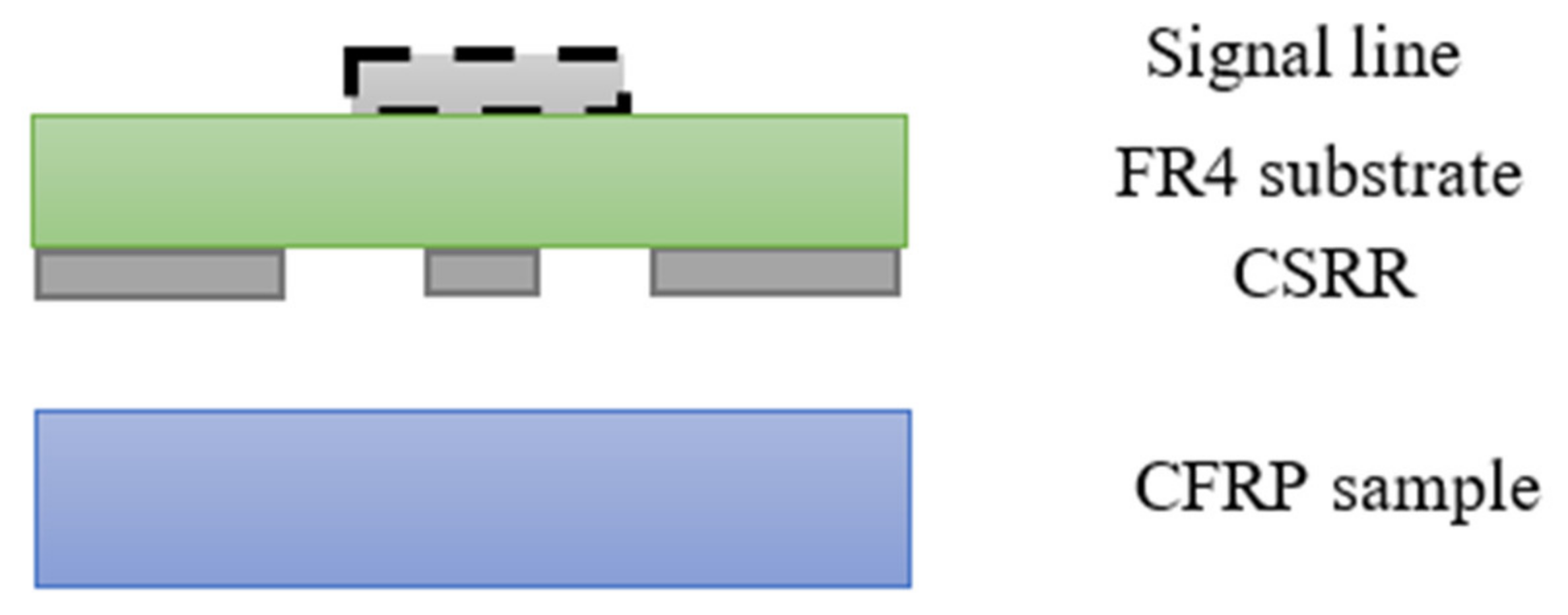
3.1.4. Microwave Planar Resonator
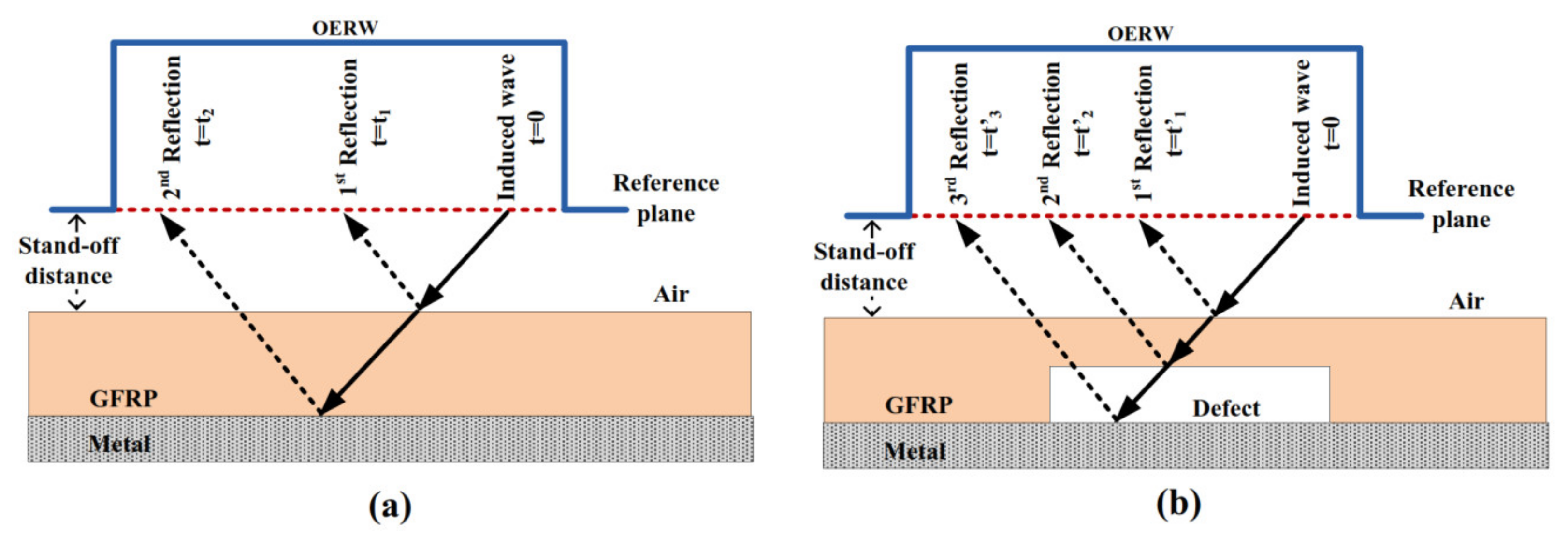
3.1.5. Microwave Open-Ended Waveguide
3.1.6. Horn Antenna
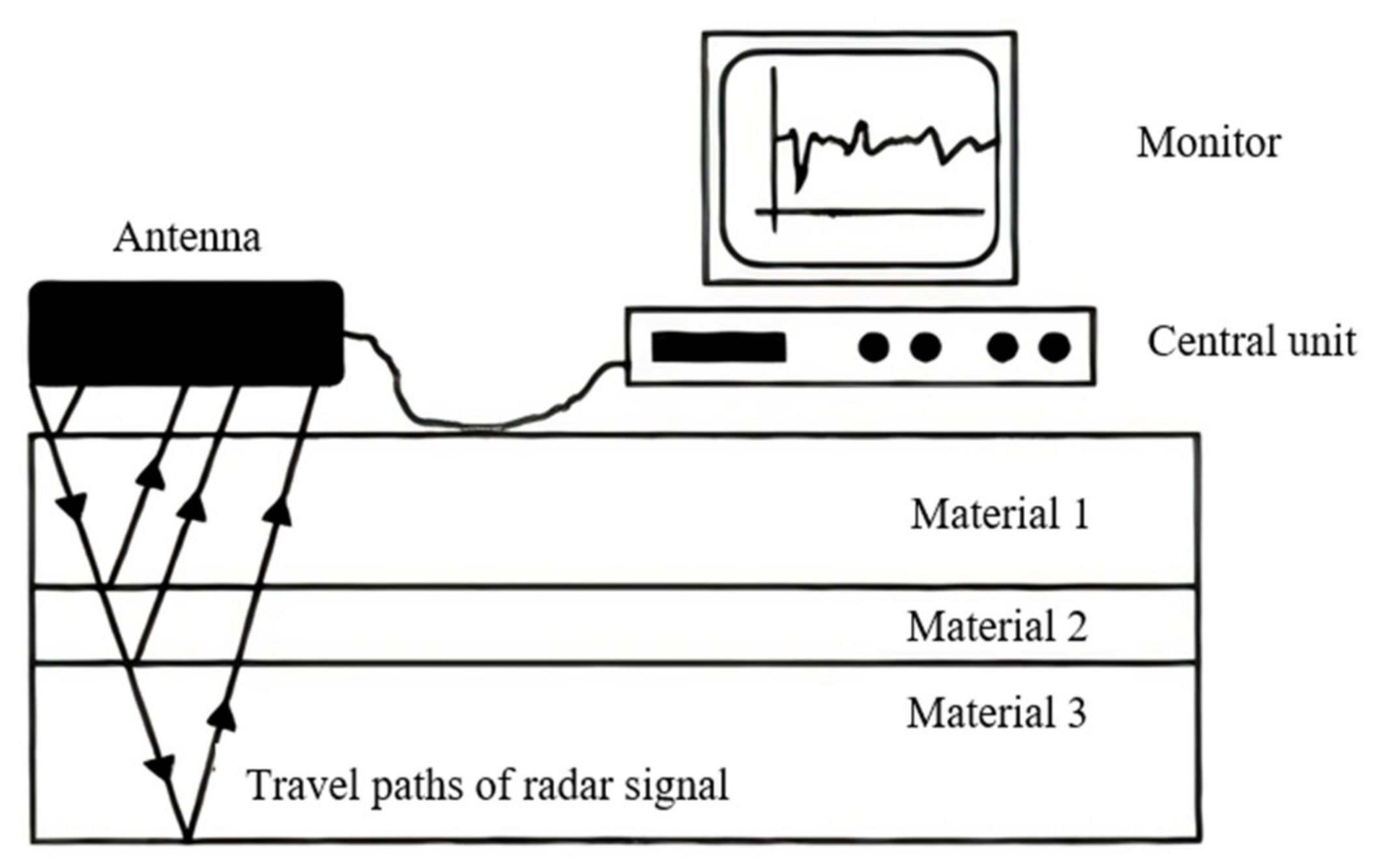
3.1.7. Ground-Penetrating Radar (GPR)
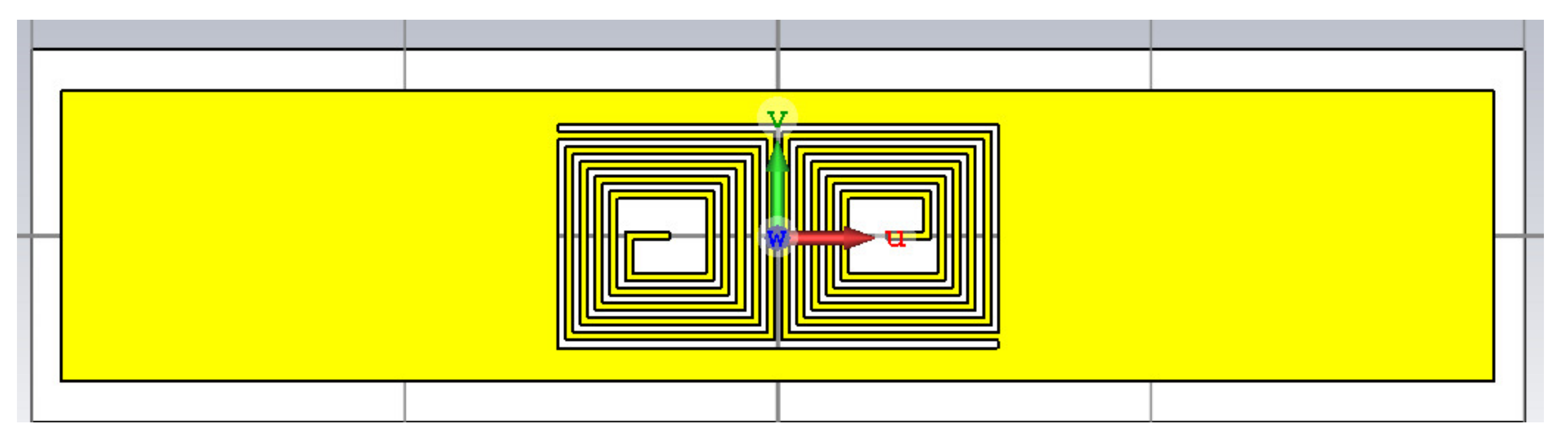
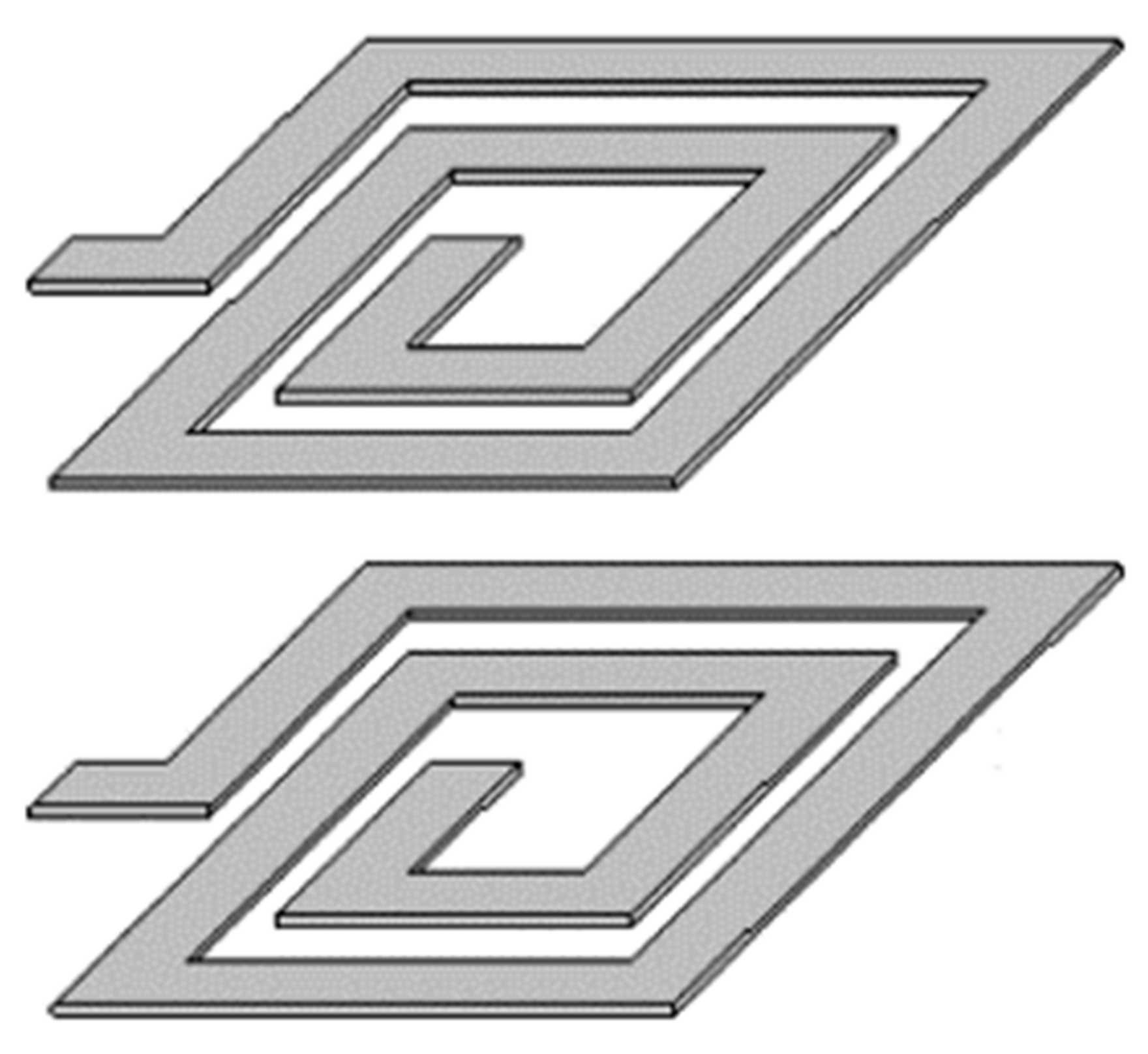
3.1.8. Couple Spiral Inductors (CSI)
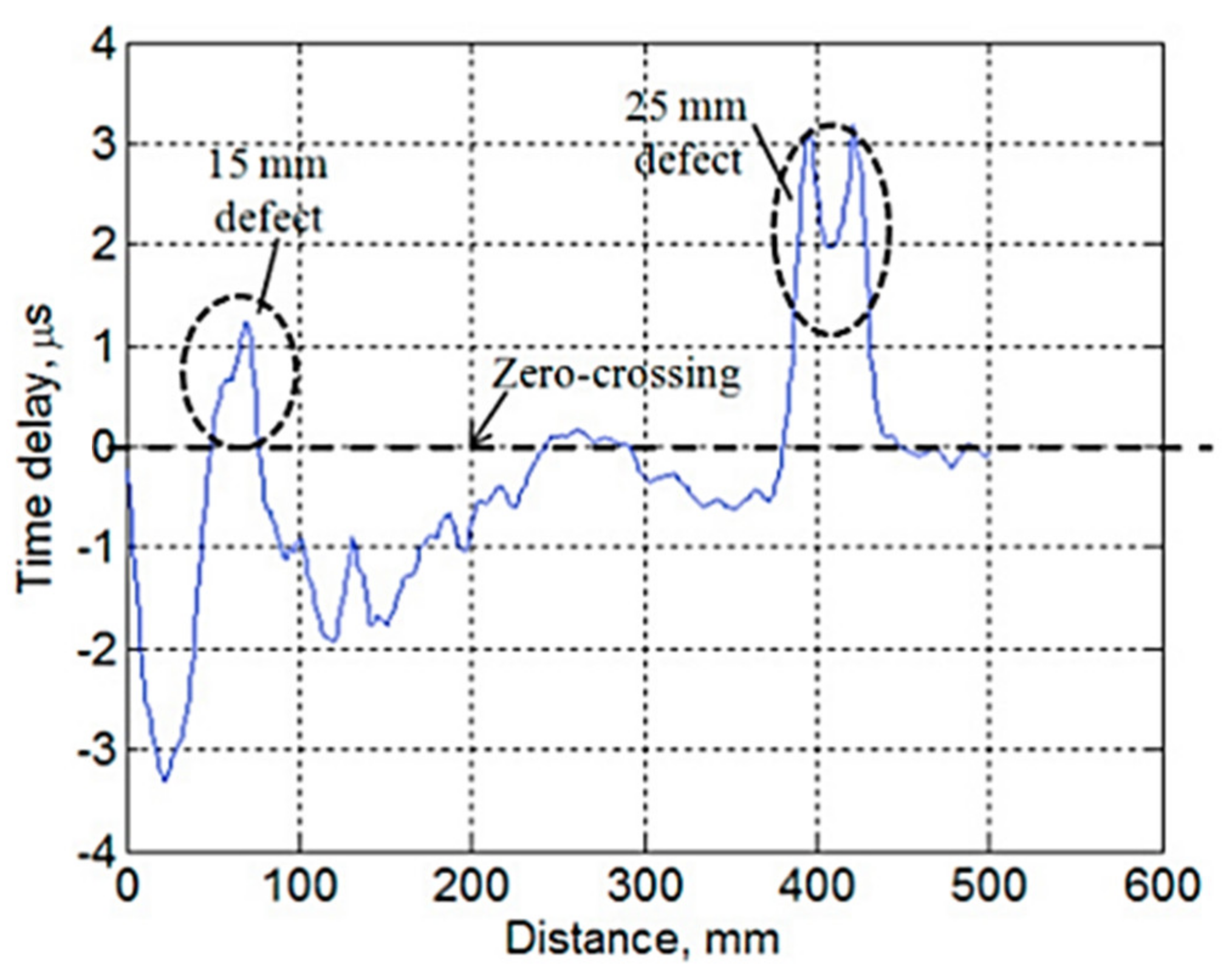
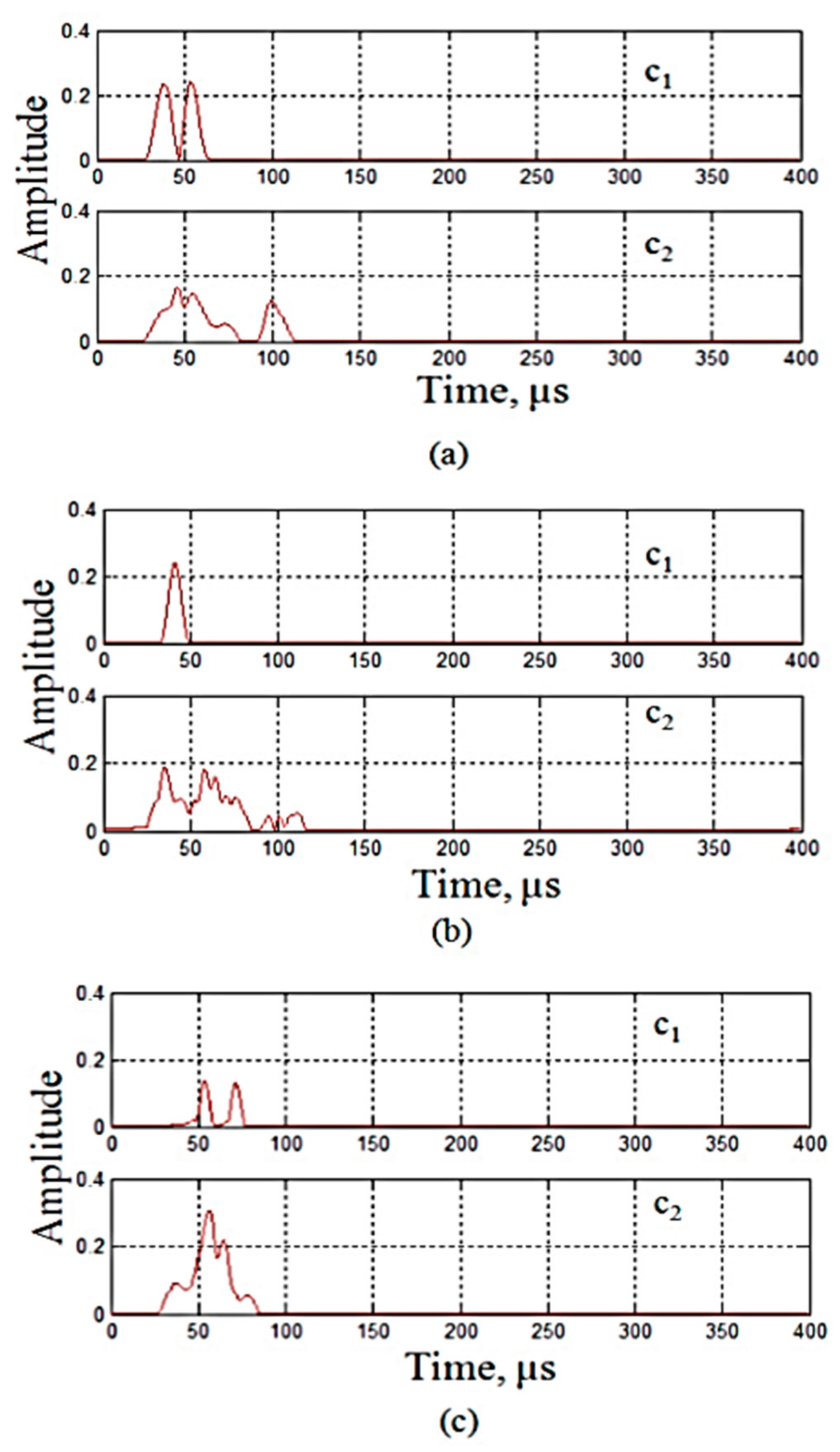
3.2. Signal Processing Development
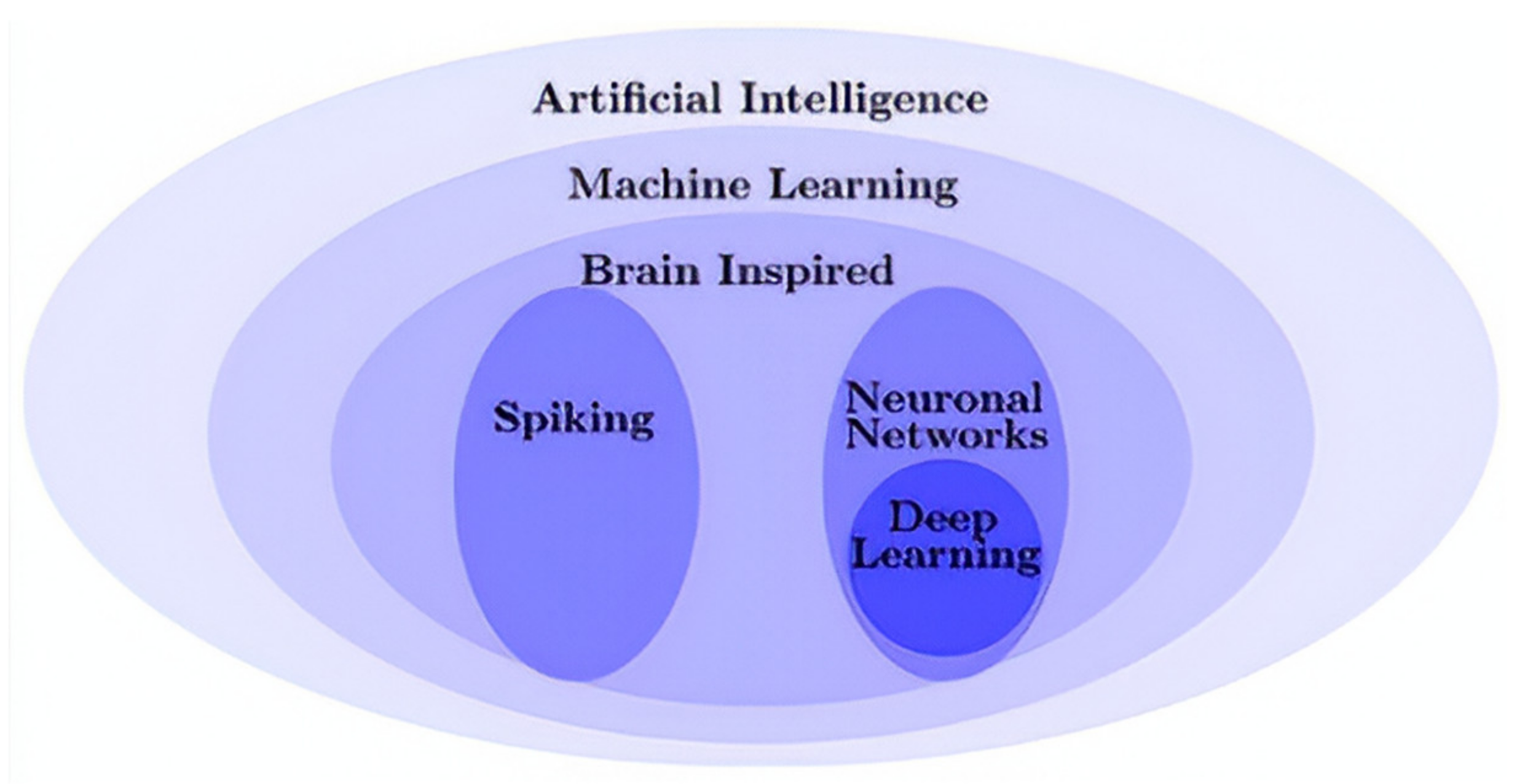
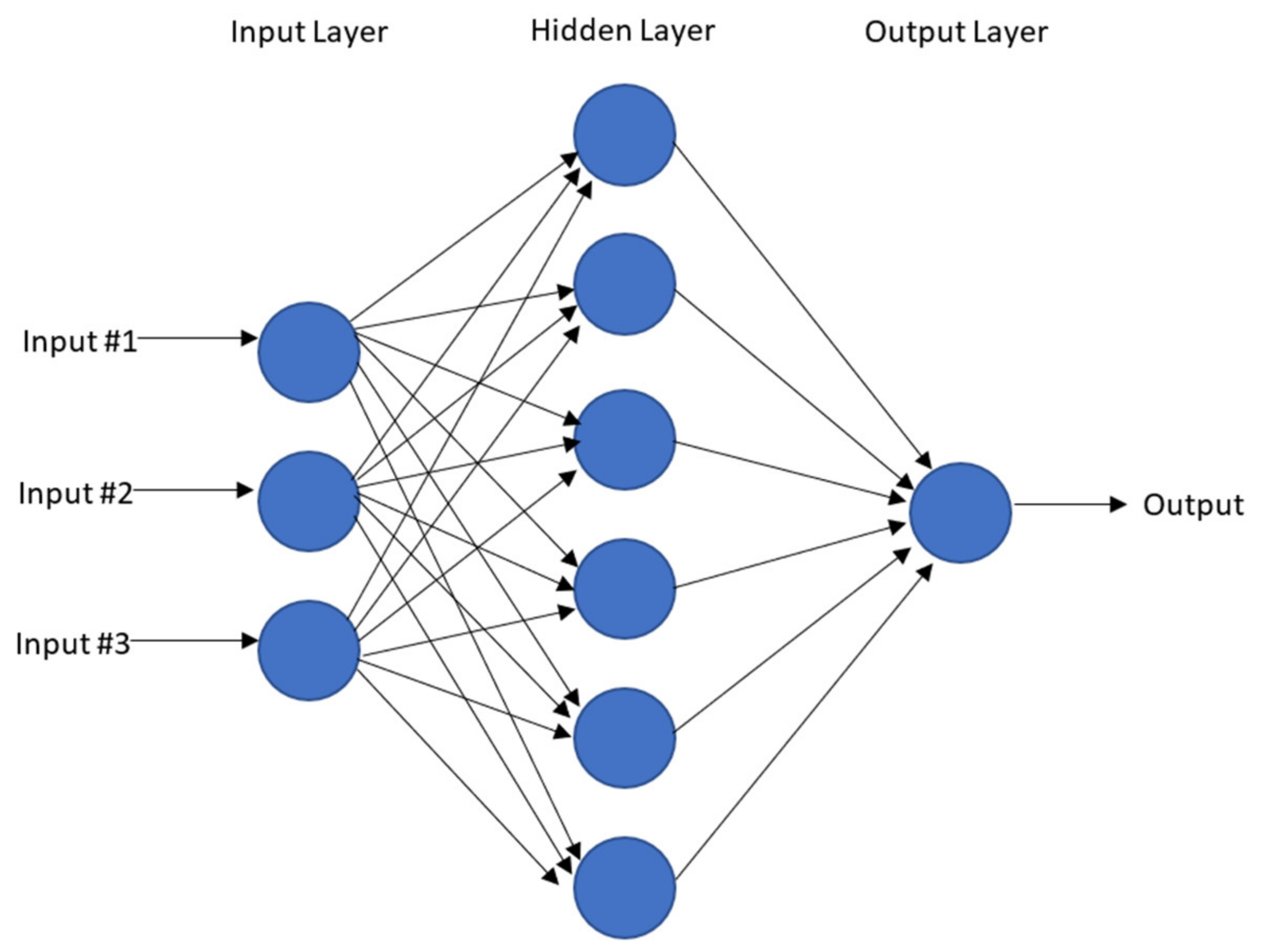
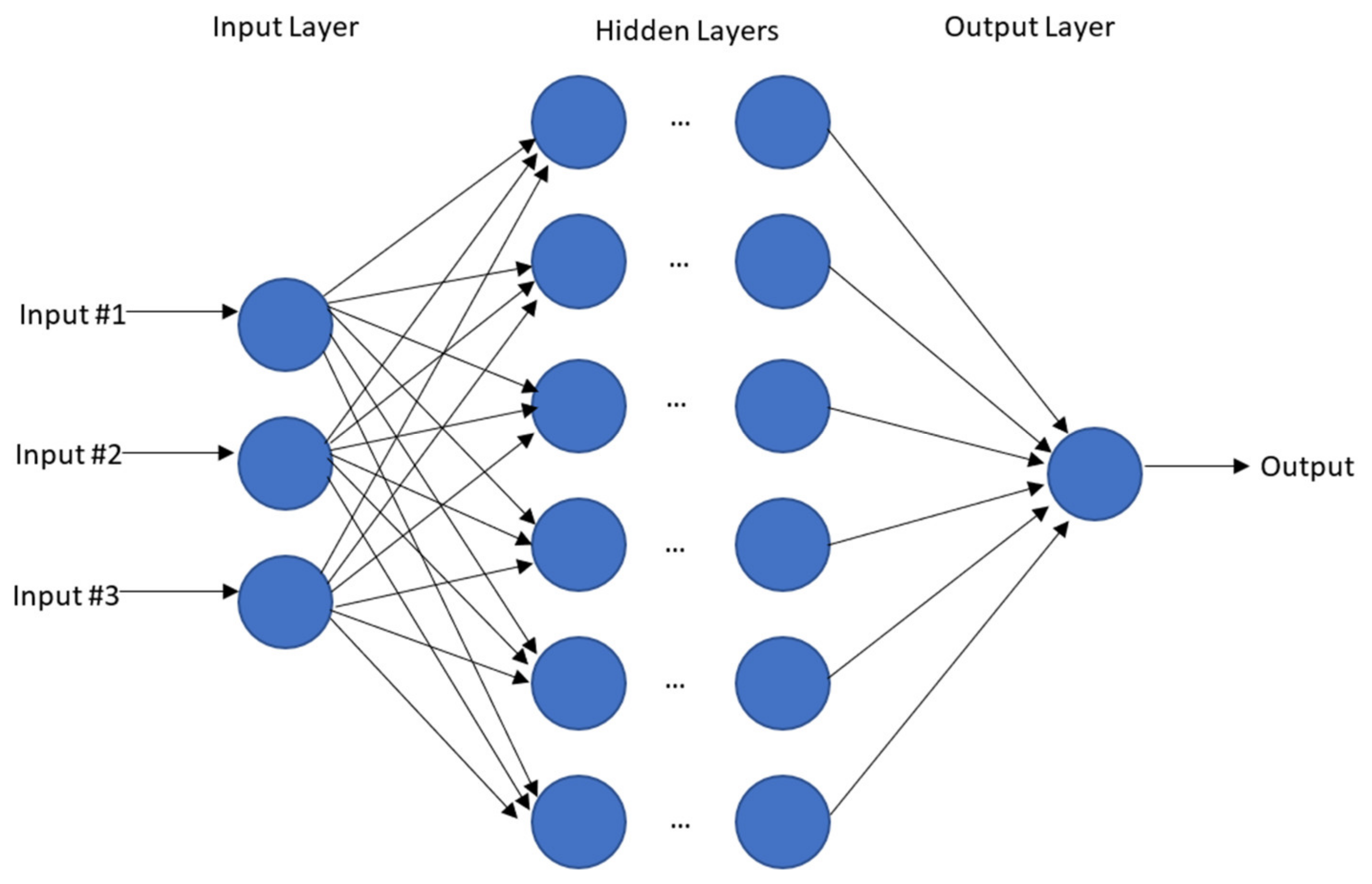
3.3. Nondestructive Testing (NDT) Using Artificial Intelligence
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ngo, T.-D. Introduction to Composite Materials. In Composite and Nanocomposite Materials—From Knowledge to Industrial Applications; InnoTech Alberta: Edmonton, AB, Canada, 2020; pp. 1–27. [Google Scholar]
- Al-Oqla, F.M.; Salit, M.S. Natural Fiber Composites. In Materials Selection for Natural Fiber Composites; Woodhead Publishing: Shaston, UK, 2017; pp. 23–48. [Google Scholar]
- Alem, S.; Latifi, R.; Angizi, S.; Hassanaghaei, F.; Aghaahmadi, M.; Ghasali, E.; Rajabi, M. Microwave Sintering of Ceramic Reinforced Metal Matrix Composites and their Properties: A Review. Mater. Manuf. Process. 2020, 35, 303–327. [Google Scholar] [CrossRef]
- Mirala, A.; Shirazi, R.S. Detection of Surface Cracks in Metals using Time-Domain Microwave Non-Destructive Testing Technique. IET Microw. Antennas Propag. 2017, 11, 564–569. [Google Scholar] [CrossRef]
- Al-Mattarneh, H. Determination of Chloride Content in Concrete using Near- and Far-Field Microwave Non-Destructive Methods. Corros. Sci. 2016, 105, 133–140. [Google Scholar] [CrossRef]
- Wahab, A.; Aziz, M.M.A.; Sam, A.R.M.; You, K.Y.; Bhatti, A.Q.; Kassim, K.A. Review on Microwave Non-Destructive Testing Techniques and its Applications in Concrete Technology. Constr. Build. Mater. 2019, 209, 135–146. [Google Scholar] [CrossRef]
- Akbar, M.F.; Jawad, G.N.; Duff, C.I.; Sloan, R. Porosity Evaluation of In-Service Thermal Barrier Coated Turbine Blades using a Microwave Nondestructive Technique. NDT E Int. 2018, 93, 64–77. [Google Scholar] [CrossRef]
- Alderman, B.; Huggard, P.G.; Powell, J.; Parow-Souchon, K.; Firdaus, M.; Liu, H.; Duff, C.I.; Sloan, R. Active Millimeter-Wave Radiometry for Nondestructive Testing/Evaluation of Composites-Glass Fiber Reinforced Polymer. IEEE Access 2016, 65, 641–650. [Google Scholar]
- Viegas, C.; Alderman, B.; Huggard, P.G.; Powell, J.; Firdaus, A.J.K.M.; Parow-Souchon, K.; Liu, H.; Duff, C.I.; Sloan, R. Active Imaging of Glass Reinforced Plastic using Millimeter-wave Radiometry. In Proceedings of the 2016 46th European Microwave Conference (EuMC), London, UK, 4–6 October 2016. [Google Scholar]
- Firdaus, J.K.M.; Sloan, R.; Duff, C.I.; Wielgat, M.; Knowles, J.F. Microwave Nondestructive Evaluation of Thermal Barrier Coated Turbine Blades using Correlation Analysis. In Proceedings of the 2016 46th European Microwave Conference (EuMC), London, UK, 4–6 October 2016. [Google Scholar]
- Shrifan, N.H.M.M.; Akbar, M.F.; Isa, N.A.M. Prospect of Using Artificial Intelligence for Microwave Nondestructive Testing Technique: A Review. IEEE Access 2019, 7, 1–13. [Google Scholar] [CrossRef]
- Shrifan, N.H.; Akbar, M.F.; Isa, N.A.M. Maximal Overlap Discrete Wavelet-Packet Transform Aided Microwave Non-Destructive Testing. NDT E Int. 2021, 119, 11. [Google Scholar] [CrossRef]
- Yu, Y.; Li, Y.; Qin, H.; Cheng, X. Microwave Measurement and Imaging for Multiple Corrosion Cracks in Planar Metals. Mater. Des. 2020, 196, 109151. [Google Scholar] [CrossRef]
- Towsyfyan, H.; Biguri, A.; Boardman, R.; Blumensath, T. Successes and Challenges in Non-Destructing Testing of Aircraft Composite Structures. Chin. J. Aeronaut. 2020, 33, 771–791. [Google Scholar] [CrossRef]
- Sharath, D.; Menaka, M.; Venkatraman, B. Comparison of Pulse and Lock-In Thermography Techniques for Debond Detection in Ni-B Coatings. Mater. Eval. 2019, 77, 1450–1462. [Google Scholar]
- Haigler, T. Introduction of NDT Methods and Techniques in Power Plants. Mater. Eval. 2002, 78, 1–9. [Google Scholar] [CrossRef]
- She, S.; Chen, Y.; He, Y.; Zhou, Z.; Zou, X. Optimal Design of Remote Field Eddy Current Testing Probe for Ferromagnetic Pipeline Inspection. Measurement 2021, 168, 108306. [Google Scholar] [CrossRef]
- Bossi, R.H.; Georgeson, G.E. Nondestructive Testing of Composites. Mater. Eval. 2018, 76, 1048–1060. [Google Scholar]
- Yan, P.; Wang, Y.; Sun, F.; Lu, Y.; Liu, L.; Zhao, Q. Shearography for Non-Destructive Testing of Specular Reflecting Objects using Scattered Light Illumination. Opt. Laser Technol. 2019, 112, 452–457. [Google Scholar] [CrossRef]
- Gupta, M.; Khan, M.A.; Butola, R.; Singari, R.M. Advances in Applications of Non-destructive Testing: A Review. Adv. Mater. Process. Technol. 2021, 7, 1–22. [Google Scholar] [CrossRef]
- Meyendorf, N.G.; Heilmann, P.; Bond, L.J. NDE 4.0 in Manufacturing: Challenges and Opportunities for NDE in the 21st Century. MeFeature 2020, 78, 1–10. [Google Scholar]
- Li, S.; Shi, K.; Yang, K.; Xu, J. Research on the Defect Types Judgment in Wind Turbine Blades using Ultrasonic NDT. In Proceedings of the Global Conference on Polymer and Composite Materials (PCM 2015), Beijing, China, 16–18 May 2015. [Google Scholar]
- Benedict, Z.; Dayal, V. Progress Towards the Development of a Compact Calibration Set for Quantitative NDE Inspection of Aerospace Composites; The American Society for Nondestructive Testing: Ames, IA, USA, 2016. [Google Scholar]
- Linke, M.; Chakraborty, S.; Gobel, H.; Lammering, R. On the Accuracy of Monitoring Inter-Fibre Fractures in Composites using Passive Infrared Thermography extended by Microscopic Analysis. Nondestruct. Test. Eval. 2021, 1–13. [Google Scholar] [CrossRef]
- Ramzan, B.; Malik, M.S.; Martarelli, M.; Ali, H.T.; Yusuf, M.; Ahmad, S. Pixel Frequency based Railroad Surface Flaw Detection using Active Infrared Thermography for Structural Health Monitoring. Case Stud. Therm. Eng. 2021, 27, 101234. [Google Scholar] [CrossRef]
- Theodorakeas, P.; Ftikou, E.; Cheilakou, E.; Koui, M. Passive and Active Infra-Red Thermography: An Overview of Applications for the Inspection of Mosaic Structures. J. Phys. Conf. Ser. 2015, 655, 1742–6596. [Google Scholar] [CrossRef]
- Gryzagoridis, J.; Findeis, D.; Dirk, N.B. Vacuum Excitation in Shearographic NDT. Insight-Non-Destr. Test. Cond. Monit. 2007, 49, 98–101. [Google Scholar] [CrossRef]
- Alhammad, M.; Avdelidis, N.P.; Deane, S.; Ibarra-Castanedo, C.; Pant, S.; Nooralishahi, P.; Ahmadi, M.; Genest, M.; Zolotas, A.; Zanotti-Fragonara, L.; et al. Diagnosis of Composite Materials in Aircraft Applications: Towards a UAV-based Active Thermography Inspection Approach. In Proceedings of the Thermosense: Thermal Infrared Applications XLIII 11743, Online, 12 April 2021; p. 1174306. [Google Scholar]
- Fierro, G.P.M.; Calla, D.; Ginzburg, D.; Ciampa, F.; Meo, M. Nonlinear Ultrasonic Stimulated Thermography for Damage Assessment in Isotropic Fatigued Structures. J. Sound Vib. 2017, 404, 102–115. [Google Scholar] [CrossRef] [Green Version]
- Aouf, A.; Bouchala, T.; Abdou, A.; Abdelhadi, B. Eddy Current Probe Configuration for Full Rail Top Surface Inspection. Instrum. Mes. Metrol. 2021, 20, 65–72. [Google Scholar]
- Xie, S.; Tian, M.; Xiao, P.; Pei, C.; Chen, Z.; Takagi, T. A Hybrid Non-Destructive Testing Method of Pulsed Eddy Current Testing and Electromagnetic Acoustic Transducer Techniques for Simultaneous Surface and Volumetric Defects Inspection. NDT E Int. 2017, 86, 153–163. [Google Scholar] [CrossRef]
- Li, Z.; Meng, Z. A Review of the Radio Frequency Non-Destructive Testing for Carbon-Fibre Composites. Meas. Sci. Rev. 2016, 16, 68–76. [Google Scholar] [CrossRef] [Green Version]
- Durcharne, B. Micromagnetic Nondestructive Testing Barkhausen Noise vs other Techniques. In Barkhausen Noise for Nondestructive Testing and Materials Characterization in Low-Carbon Steels; Woodhead Publishing: Shaston, UK, 2020; pp. 223–238. [Google Scholar]
- Chen, Z.; Fan, M.; Cao, B.; Hu, B.; Sha, J. Characterization of Image Sequences of a Defect using Pulsed Eddy Current Signals. J. Magn. Magn. Mater. 2021, 534, 168007. [Google Scholar] [CrossRef]
- Bato, M.R.; Hor, A.; Rautureau, A.; Bes, C. Experimental and Numerical Methodology to Obtain the Probability of Detection in Eddy Current NDT Method. NDT E Int. 2020, 114, 102300. [Google Scholar] [CrossRef]
- Case, J.T.; Kenderian, S. MW NDT: An Inspection Method. Mater. Eval. 2017, 75, 338–346. [Google Scholar]
- Hinken, J.H. Microwave Testing: An Overview. Nondestruct. Test. (NDT) 2016, 8, 1–7. [Google Scholar]
- Marindra, M.J.; Tian, G.Y. Chipless RFID Sensor Tag for Metal Crack Detection and Characterization. Microw. Theory Tech. 2018, 66, 2452–2462. [Google Scholar] [CrossRef]
- Simonetti, F.; Nagy, P.B.; Bejjavarapu, S.M.; Instanes, G.; Pedersen, A.O. Long-Range Microwave Detection of Wet Insulation for CUI Mitigation. In Proceedings of the Corrosion 2015, Dallas, TX, USA, 15–19 March 2015. [Google Scholar]
- Bejjavarapu, S.M.; Simonetti, F. An Experimental Model for Guided Microwave Backscattering from Wet Insulation in Pipelines. J. Nondestruct. Eval. 2014, 33, 583–596. [Google Scholar] [CrossRef]
- Li, Z.; Haigh, A.; Soutis, C.; Gibson, A.; Sloan, R. Evaluation of Water Content in Honey using Microwave Transmission Line Technique. J. Food Eng. 2017, 215, 113–125. [Google Scholar] [CrossRef] [Green Version]
- Qi, S.; Ren, J.; Gu, L.; Xu, H.; Wang, Y. The Application Research of Microwave Nondestructive Testing and Imaging based on w-k Algorithm. In Proceedings of the Ninth International Conference on Digital Image Processing (ICDIP 2017), Shenyang, China, 21 July 2017. [Google Scholar]
- Li, Z.; Haigh, A.; Soutis, C.; Gibson, A.; Sloan, R. Applications of Microwave Techniques for Aerospace Composites. In Proceedings of the 2017 IEEE International Conference on Microwaves, Antennas, Communications and Electric Systems (COMCAS), Tel-Aviv, Israel, 13–16 November 2017. [Google Scholar]
- AJK, M.F.; Sloan, R.; Duff, C.I.; Wielgat, M.; Knowles, J.F. Nondestructive Testing of Thermal Barrier Coated Turbine Blades using Microwave Techniques. Am. Soc. Nondestruct. Test. 2016, 74, 543–551. [Google Scholar]
- Zahia, G.; Monir, A.; Hichem, A.; Mourad, Z.; Latifa, H. Design and Simulation of Pyramidal Horn Antenna for NDT Applications. Int. J. Math. Comput. Simul. 2017, 11, 143. [Google Scholar]
- Wu, H.-K.; Shu, Z.-L.; Liu, C.-W.; Miao, Y.-C.; Liu, B.-X. Experimental Study on an Improved Joint Detection Technique for Concrete Structures. Mater. Eval. 2020, 78, 537–546. [Google Scholar] [CrossRef]
- Garrett, S. Nondestructive Assessment of Bridge Decks. Mater. Eval. 2019, 77, 479–488. [Google Scholar]
- Dhamodaram, M.; Kumar, R.P.; Jegadeesan, S. On-Chip Spiral Inductors and On-Chip Spiral Transistors for Accurate Numerical Modeling. J. Magn. 2018, 23, 50–54. [Google Scholar] [CrossRef]
- Salski, B.; Gwarek, W.; Korpas, P.; Reszewicz, S.; Chong, A.Y.; Theodorakeas, P.; Hatziioannidis, I.; Kappatos, V.; Selcuk, C.; Gan, T.-H.; et al. Non-Destructive Testing of Carbon-Fibre-Reinforced Polymer Materials with a Radio-Frequency Inductive Sensor. Compos. Struct. 2015, 122, 104–112. [Google Scholar] [CrossRef]
- Li, Q.; Chen, J.; Zhao, L. Research on an Improved Metal Surface Defect Detection Sensor Based on a 3D RFID Tag Antenna. J. Sens. 2020, 2020, 1–13. [Google Scholar] [CrossRef]
- Todoroki, A.; Yamada, K.; Mizutani, Y.; Suzuki, Y.; Matsuzaki, R. Impact Damage Detection of a Carbon-Fibre-Reinforced-Polymer Plate Employing Self-Sensing Time-Domain Reflectometry. Compos. Struct. 2015, 130, 174–179. [Google Scholar] [CrossRef]
- Korokawa, H.; Todoroki, A.; Mizutani, Y. Damage Monitoring of CFRP Plate Using Self-Sensing TDR Method. J. Solid Mech. Mater. Eng. 2012, 6, 1053–1061. [Google Scholar] [CrossRef] [Green Version]
- Todoroki, A.; Ohara, K.; Mizutani, Y.; Suzuki, Y.; Matsuzaki, R. Lightning Strike Damage Detection at a Fastener using Self-Sensing TDR of Composite Plate. Compos. Struct. 2015, 132, 1105–1112. [Google Scholar] [CrossRef]
- Li, Z.; Haigh, A.D.; Saleh, M.N.; McCarthy, E.D.; Soutis, C.; Gibson, A.A.; Sloan, R. Detection of Impact Damage in Carbon-Fibre Composites using an Electromagnetic Sensor. Res. Nondestruct. Eval. 2018, 29, 123–142. [Google Scholar] [CrossRef] [Green Version]
- Jawad, G.N.; Akbar, M.F. IFFT-based Microwave Non-Destructive Testing for Delamination Detection and Thickness Estimation. IEEE Access 2021, 9, 98561–98572. [Google Scholar]
- Li, Z.; Haigh, A.; Soutis, C.; Gibson, A. Principles and Applications of Microwave Testing for Woven and Non-Woven Carbon Fibre-Reinforced Polymer Composites: A Topical Review. Appl. Compos. Mater. 2018, 25, 965–982. [Google Scholar] [CrossRef]
- Akbar, M.F.; Jawad, G.N.; Rashid, L.D.; Sloan, R. Nondestructive Evaluation of Coatings Delamination Using Microwave Time Domain Reflectometry Technique. IEEE Access 2020, 8, 114833–114841. [Google Scholar] [CrossRef]
- Akbar, M.F.; Jawad, G.N.; Danoon, L.R.; Sloan, R. Delamination Detection in Glass-Fibre Reinforced Polymer (GFRP) Using Microwave Time Domain Reflectometry. In Proceedings of the 15th European Radar Conference (EuRAD), Madrid, Spain, 26–28 September 2018; pp. 253–256. [Google Scholar]
- Shrifan, N.H.M.M.; Jawad, G.N.; Isa, N.A.M.; Akbar, M.F. Microwave Nondestructive Testing for Defect Detection in Composites Based on K-means Clustering Algorithm. IEEE Access 2020, 9, 4820–4828. [Google Scholar] [CrossRef]
- Abhignya, G.; Yogita, B.; Abhinay, C.; Balaji, B.; Murthy, M. Design, Fabrication and Testing of Pyramidal Horn Antenna. Int. J. Eng. Appl. Sci. 2015, 2, 2394–3661. [Google Scholar]
- Wilson, B.; Devadas, A.; Lytton, R.; Sebesta, S. Ground Penetrating Radar as a Quality Assurance Tool in Hot-Mix Asphalt Road Construction. Mater. Eval. 2020, 78, 1129–1139. [Google Scholar] [CrossRef]
- Morcous, G.; Erdogmus, E. Use of Ground Penetrating Radar for Construction Quality Assurance of Concrete Pavement. In Nebraska LTAP. Mid-America; Nebraska Transportation Center: Boulder, CO, USA, 2009. [Google Scholar]
- Liang, H.; Xing, L.; Lin, J. Application and Algorithm of Ground-Penetrating Radar for Plant Root Detection: A Review. Sensors 2020, 20, 2836. [Google Scholar] [CrossRef]
- Rasol, M.A.; Perez-Gracia, V.; Fernandes, F.M.; Pias, J.C.; Santos-Assuncao, S.; Santos, C.; Sossa, V. GPR Laboratory Tests and Numerical Models to Characterize Cracks in Cement Concrete Specimens, Exemplifying Damage in Rigid Pavement. Measurement 2020, 158, 107662. [Google Scholar] [CrossRef]
- Sossa, V.; Perez-Gracia, V.; Gonzalez-Drigo, R.; Rasol, M.A. Lab Non Destructive Test to Analyze the Effect of Corrosion on Ground Penetrating Radar Scans. Remote Sens. 2019, 11, 2814. [Google Scholar] [CrossRef] [Green Version]
- Rasol, M.A.; Perez-Gracia, V.; Fernandes, F.M.; Pais, J.C.; Solla, M.; Santos, C. NDT Assessment of Rigid Pavement Damages with Ground Penetrating Radar: Laboratory and Field Tests. Int. J. Pavement Eng. 2002, 1–16. [Google Scholar] [CrossRef]
- Feistkorn, S.; Muhlan, B.; Schiegg, Y.; Algernon, D.; Hasenstab, A. Nondestructive Testing in Civil Engineering Requirements for the Practical Application and State of the Art in Switzerland (Research Project AGB 2012/016 for the Federal Roads Office; FEDRO). In Proceedings of the NDE/NDT for Highways & Bridges: SMT 2018, Ittigen, Switzerland, 27–29 August 2018; 2018. [Google Scholar]
- Solla, M.; Laguela, S.; Riveiro, B.; Lorenzo, H. Non-destructive Testing for the Analysis of Moisture in the Masonry Arch Bridge of Lubians (Spain). Struct. Control. Health Monit. 2013, 20, 1366–1376. [Google Scholar] [CrossRef]
- Giamou, P. Ground Penetrating Radar Imaging of Concrete at a Nuclear Power Plant; The American Society for Nondestructive Testing, Inc.: Columbus, OH, USA, 2015; Volume 14, pp. 1–4. [Google Scholar]
- Rasol, M.A.; Perez-Gracia, V.; Solla, M.; Pais, J.C.; Fernandes, F.M.; Santos, C. An Experimental and Numerical Approach to Combine Ground Penetrating Radar and Computational Modeling for the Identification of Early Cracking in Cement Concrete Pavements. NDT E Int. 2020, 115, 102293. [Google Scholar] [CrossRef]
- Quinta-Ferreira, M. Ground Penetration Radar in Geotechnics. Advantages and Limitations. In Proceedings of the IOP Conferences—World Multidisciplinary Earth Sciences Symposium (WMESS 2018), Coimbra, Portugal, 3–7 September 2018. [Google Scholar]
- Li, Z.; Haigh, A.; Soutis, C.; Gibson, A.; Sloan, R.; Karimian, N. Detection and Evalution of Damage in Aircraft Composites using Electromagnetically Coupled Inductors. Compos. Struct. 2016, 140, 252–261. [Google Scholar] [CrossRef]
- Ye, J.; Ito, S.; Toyama, N. Computerized Ultrasonic Imaging Inspection: From Shallow to Deep Learning. Sensors 2018, 18, 3820. [Google Scholar] [CrossRef] [Green Version]
- Dorafshan, S.; Maguire, M.; Chang, M. Comparing Automated Image-Based Crack Detection Techniques in the Spatial and Frequency Domains. In Proceedings of the 26th ASNT Research Symposium, Jacksonville, FL, USA, 13–16 March 2017; pp. 13–16. [Google Scholar]
- Tiwari, K.A.; Raisutis, R.; Samaitis, V. Signal Processing Methods to Improve the Signal-to-Noise Ratio (SNR) in Ultrasonic Non-Destructive Testing of Wind Turbine Blade. Procedia Struct. Integr. 2017, 5, 1184–1191. [Google Scholar] [CrossRef]
- Vejdannik, M.; Sadr, A.; de Albuquerque, V.H.C.; Tavares, J.M.R. Signal Processing for NDE. In Handbook of Advanced Non-Destructive Evaluation; Springer International Publishing: Heidelberg, NY, USA, 2018; pp. 1–19. [Google Scholar]
- Crouch, G.; Kesharaju, M.; Nagarajah, R. Characterisation, Significance and Detection of Manufacturing Defects in Reaction Sintered Silicon Carbide Armour Materials. Ceram. Int. 2015, 41, 11581–11591. [Google Scholar] [CrossRef]
- Kesharaju, M.; Nagarajah, R. Feature Selection for Neural Network based Defect Classification of Ceramic Components using High Frequency Ultrasound. Ultrasonics 2015, 62, 271–277. [Google Scholar] [CrossRef]
- Tiwari, A.; Chenji, H.; Devabhaktuni, V. Comparison of Statistical Signal Processing and Machine Learning Algorithms for Spectrum Sensing. In Proceedings of the 2018 IEEE Global Communications Conference (GLOBECOM), Abu Dhabi, United Arab Emirates, 9–13 December 2018. [Google Scholar]
- Harley, B.; Sparkman, D. Machine Learning and NDE. Past, Present, and Future. In Proceedings of the AIP Conference Proceedings, Gainesville, OH, USA, 8 May 2019. [Google Scholar]
- Anis, S.; Lai, K.W.; Chuah, J.H.; Ali, S.M.; Mohafez, H.; Hadizadeh, M.; Yan, D.; Ong, Z.-C. An Overview of Deep Learning Approaches in Chest Radiograph. IEEE Access 2020, 8, 182347–182354. [Google Scholar]
- Zhu, W.; Ma, Y.; Zhou, Y.; Benton, M.; Romagnoli, J. Deep Learning Based Soft Sensor and Its Application on a Pyrolysis Reactor for Compositions Predictions of Gas Phase Components. Comput. Aided Chem. Eng. 2018, 44, 2245–2250. [Google Scholar]
- Elenchezhian, M.R.P.; Vadlamudi, V.; Nandini, A.; Raihan, M.R. Detection and Prediction of Defects in Composite Material using Di-electric Characterization and Neural Network. In Proceedings of the SAMPE Conference Proceedings, Long Beach, CA, USA, 21–24 May 2018. [Google Scholar]
- Sacco, C. Machine Learning Methods for Rapid Inspection of Automated Fiber Placement Manufactured Composite Structures. Scholar Commons. Master’s Thesis, University of South Carolina, Columbia, SC, USA, 2019; p. 99. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. No. | NDT Technique | Advantages | Limitations |
|---|---|---|---|
| [14] | Ultrasonic Testing (UT) |
|
|
| [15] | Infrared Thermography (IRT) |
|
|
| [16,17] | Eddy Current Testing (ECT) |
|
|
| [18,19] | Laser Shearography (LS) |
|
|
| Ref. No. | NDT Technique | Applications |
|---|---|---|
| [38] | Chipless Radio-Frequency Identification (RFID) Sensor System |
|
| [39,40] | Guided Microwave Testing (GMT) |
|
| [41,42] | Microwave Transmission Line Sensor |
|
| [43] | Microwave Planar Resonator |
|
| [10,44] | Microwave Open-Ended Waveguide |
|
| [45] | Horn Antenna |
|
| [46,47] | Ground-Penetrating Radar (GPR) |
|
| [48,49] | Couple Spiral Inductor (CSI) |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siang, T.W.; Firdaus Akbar, M.; Nihad Jawad, G.; Yee, T.S.; Mohd Sazali, M.I.S. A Past, Present, and Prospective Review on Microwave Nondestructive Evaluation of Composite Coatings. Coatings 2021, 11, 913. https://doi.org/10.3390/coatings11080913
Siang TW, Firdaus Akbar M, Nihad Jawad G, Yee TS, Mohd Sazali MIS. A Past, Present, and Prospective Review on Microwave Nondestructive Evaluation of Composite Coatings. Coatings. 2021; 11(8):913. https://doi.org/10.3390/coatings11080913
Chicago/Turabian StyleSiang, Teng Wei, Muhammad Firdaus Akbar, Ghassan Nihad Jawad, Tan Shin Yee, and Mohd Ilyas Sobirin Mohd Sazali. 2021. "A Past, Present, and Prospective Review on Microwave Nondestructive Evaluation of Composite Coatings" Coatings 11, no. 8: 913. https://doi.org/10.3390/coatings11080913
APA StyleSiang, T. W., Firdaus Akbar, M., Nihad Jawad, G., Yee, T. S., & Mohd Sazali, M. I. S. (2021). A Past, Present, and Prospective Review on Microwave Nondestructive Evaluation of Composite Coatings. Coatings, 11(8), 913. https://doi.org/10.3390/coatings11080913