


Ecofriendly Ultrasonic Rust Removal: An Empirical Optimization Based on Response Surface Methodology



Abstract
:1. Introduction
2. Experimental Procedure
2.1. Test Samples
2.2. Test Design
3. Results and Discussion
3.1. Response Surface Methodology
3.2. Central Composite Design
3.2.1. Central Compound Test Design
3.2.2. Rust Removal Test
- According to the generated parameters, the cleaning temperature and ultrasonic power are adjusted. There are 13 groups of test parameters. The test factors and levels are shown in Table 2.
- According to the order of each experimental group, the rusted iron sheets are numbered and cleaned with absolute alcohol. After drying, the rusted iron sheets are weighed and marked as m0. The weighed iron sheets are then placed into the ultrasonic rust removal tank and cleaned at the specified temperature and ultrasonic frequency for 45 s. The descaling sheets are cleaned with anhydrous ethanol and weighed with electronic balance, which is marked as m1.
- According to Formula (1), the rust removal rate of a rusted iron sheet under various process parameters is calculated.
3.2.3. Regression Analysis
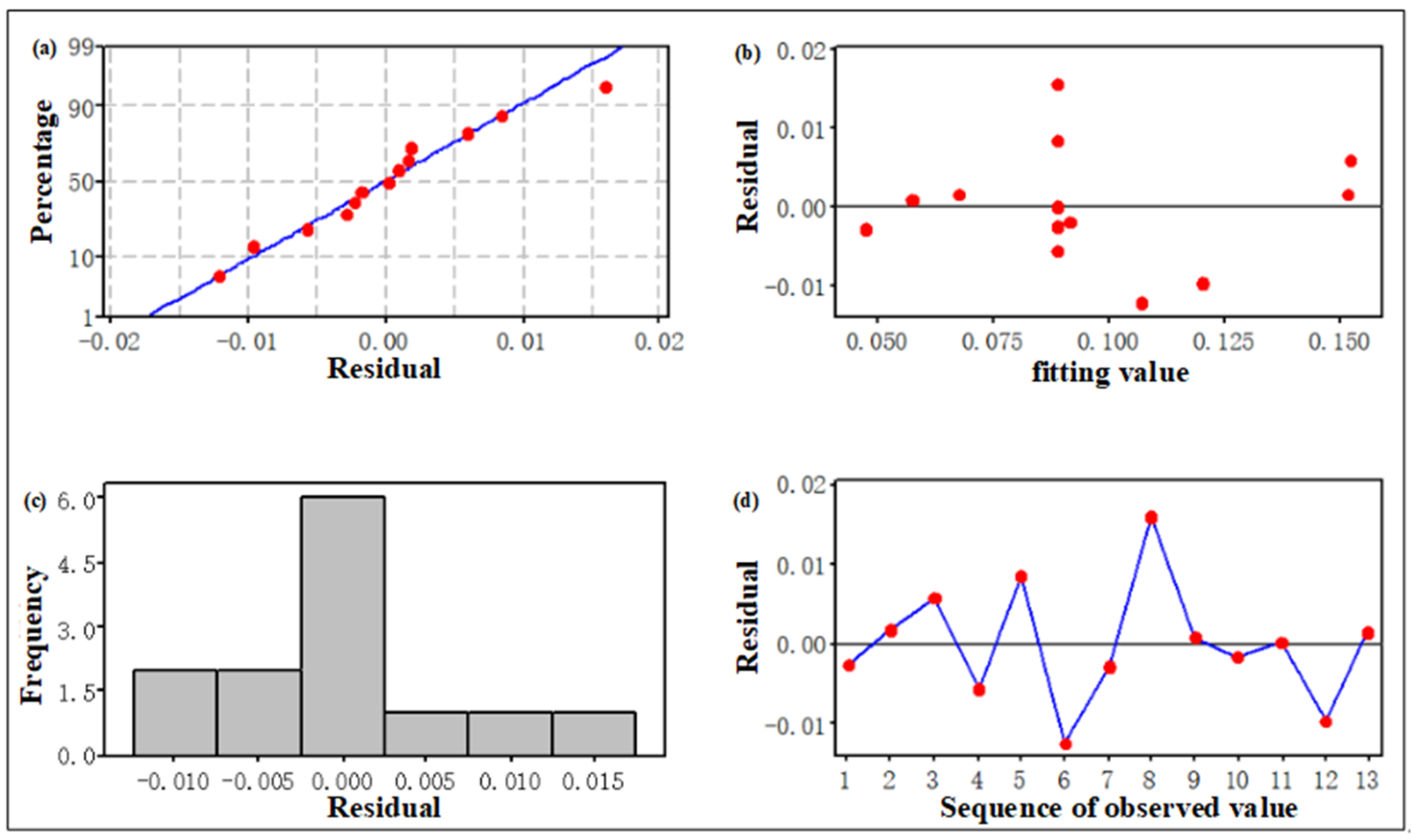
3.2.4. Residual Analysis
3.2.5. Establishment of Regression Equation
3.2.6. Response Surface
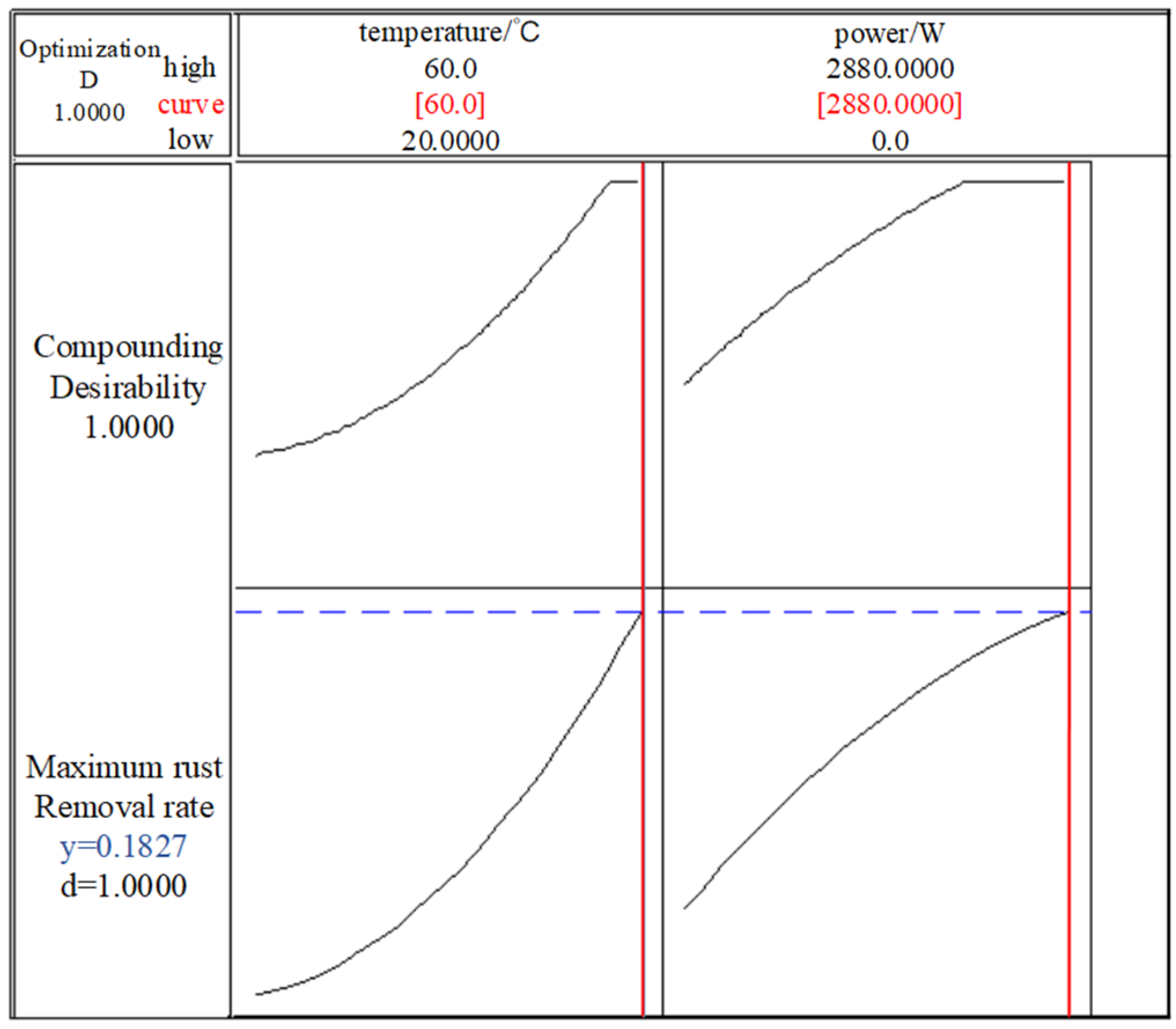
3.2.7. Response Optimization
3.2.8. Result Verification
4. Conclusions
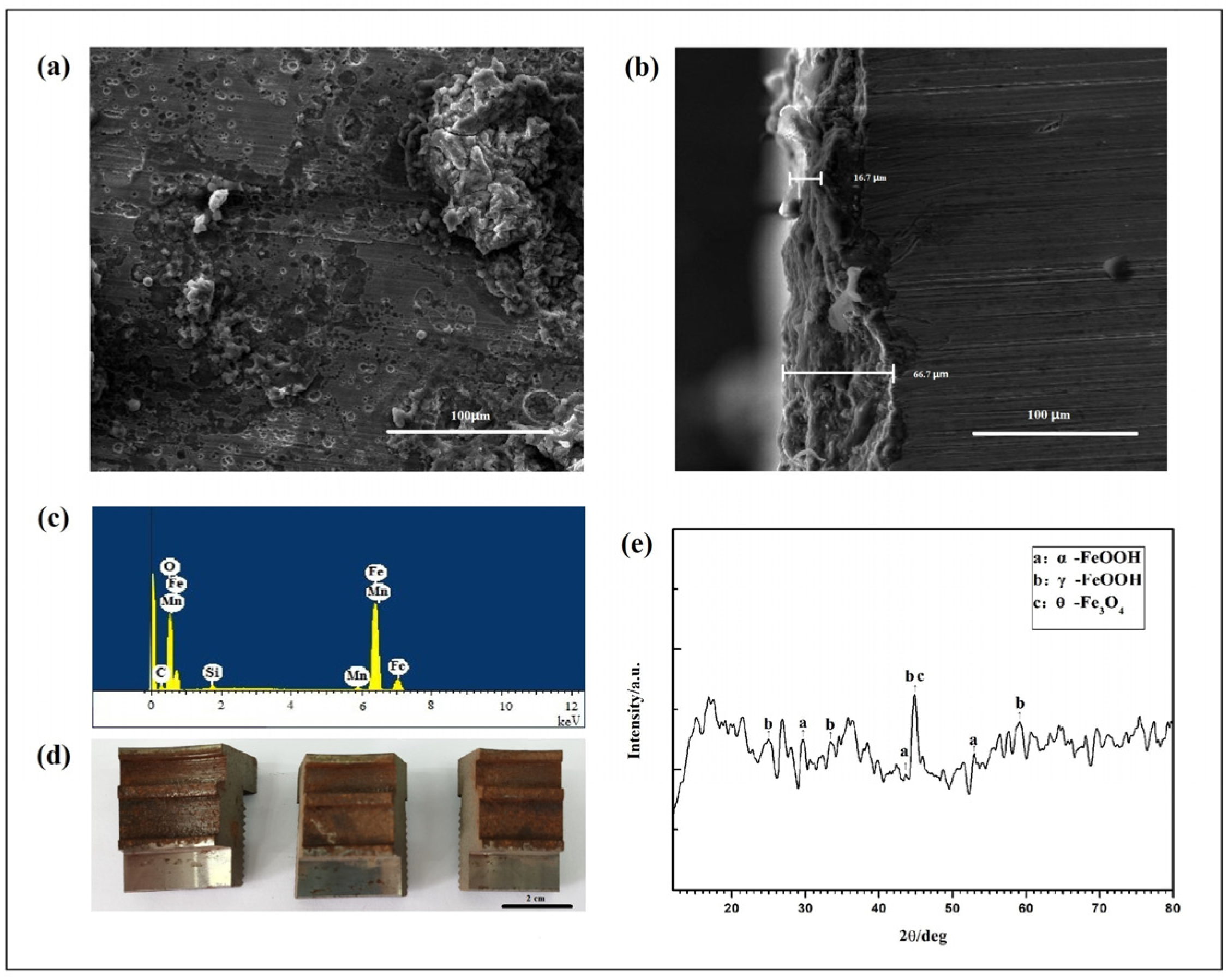
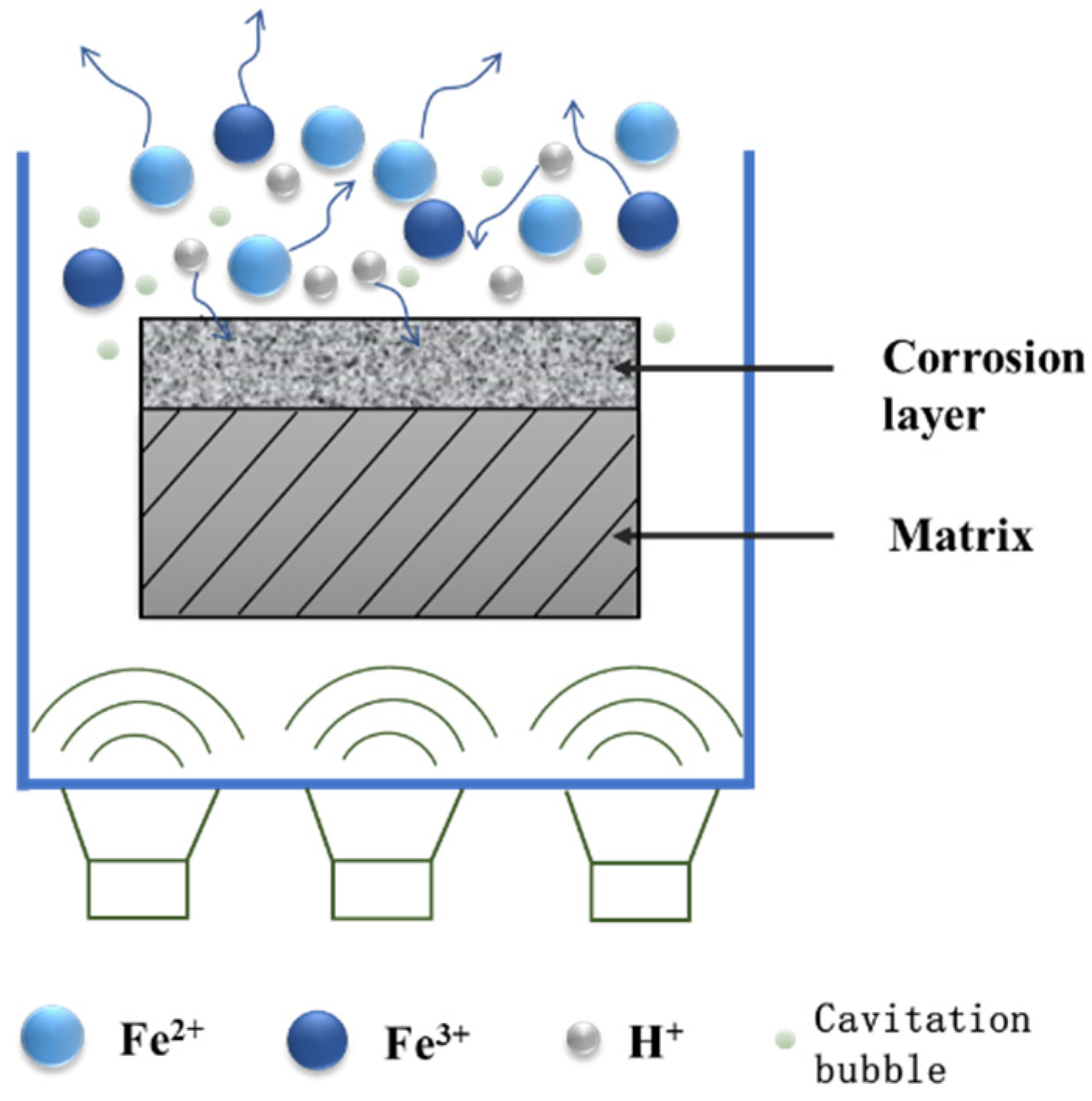
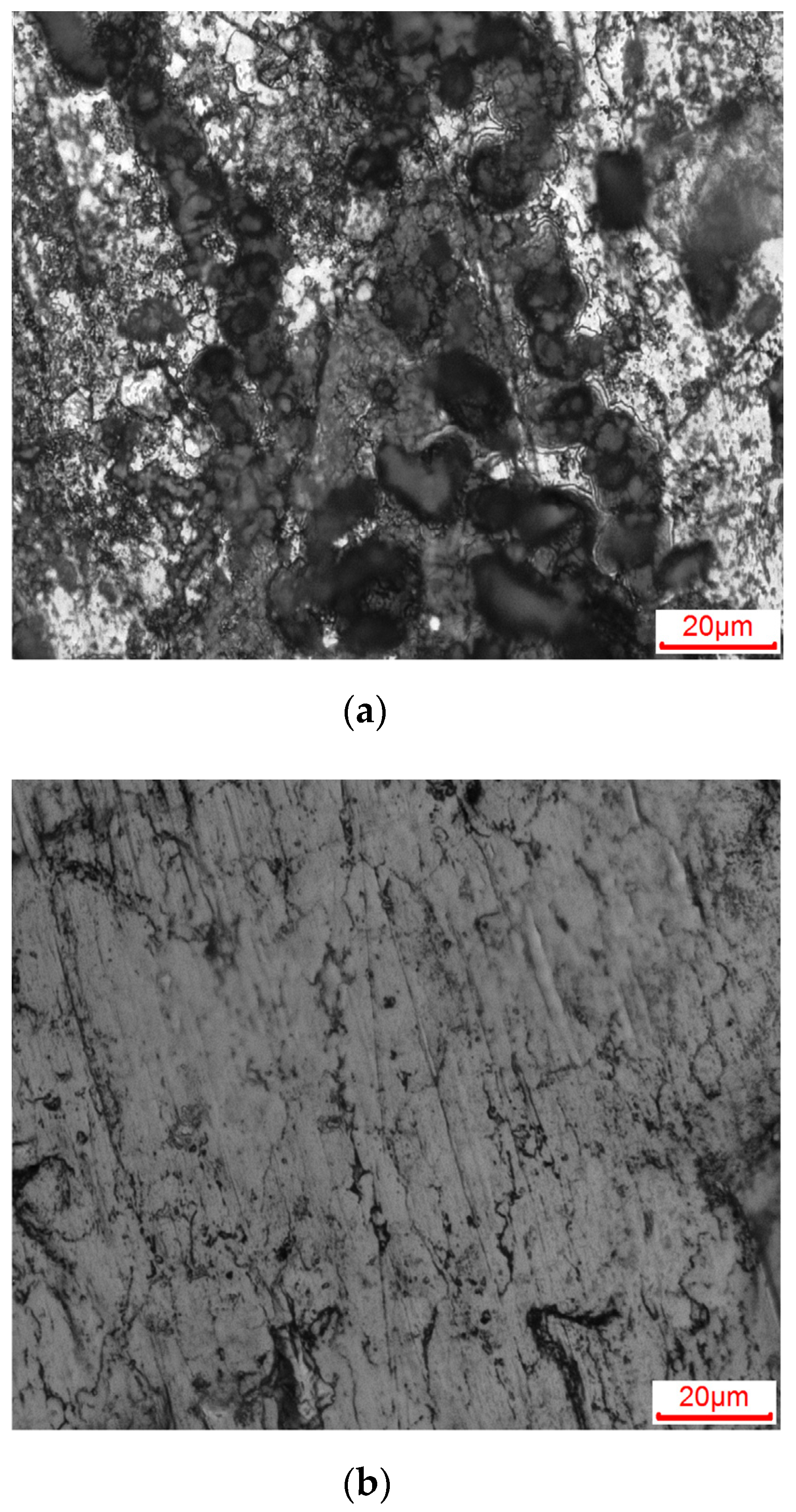
- This paper takes the rust of a cylinder guide sleeve as an example of how to optimize rust removal efficiency and use the environmentally friendly citric acid as an alternative to traditional cleaning chemicals for rust removal. Under the action of H+ and ultrasonic cavitation impact, the rust layer reacts and peels off.
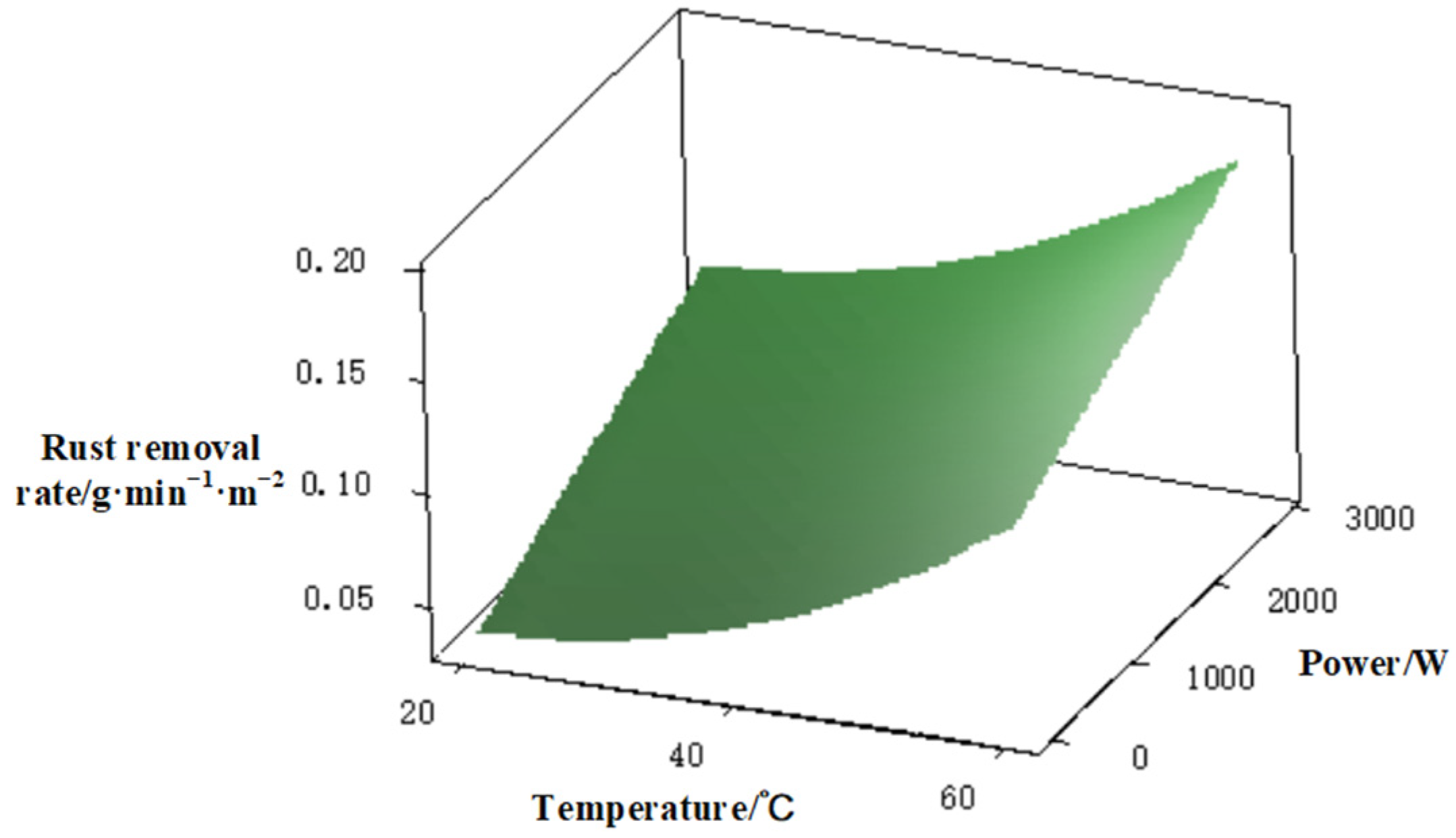
- The regression equation and response surface model of rust removal rate were obtained by using a central composite test method. The higher the cleaning temperature and the ultrasonic power, the higher the rust removal rate. Considering the rust removal rate and the application scope of rust remover, we chose 55 °C as the optimal rust-cleaning temperature.
- The optimal process parameters of ultrasonic rust removal have been determined. The cleaning temperature is 55 °C, the ultrasonic power is 2880 W, and the descaling rate under the optimal parameters is 0.15 g·min−1·m−2.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, B. Remanufacturing of construction machinery and its key technology. Constr. Mach. Equip. 2009, 40, 1–7. [Google Scholar]
- Liu, S.W. Research on Cleaning Technology of Remanufacturing Blank. Ph.D. Thesis, Department Mechanical Design and Theory Engineering, Shanghai Jiaotong University, Shanghai, China, 2010. [Google Scholar]
- Kiyak, M.; Altan, M.; Altan, E. Prediction of chip flow angle in orthogonal turning of mild steel by neural network approach. Int. J. Adv. Manuf. Technol. 2006, 33, 251–259. [Google Scholar] [CrossRef]
- Zhao, H.H. Study on Preparation and Properties of Water-Based Rust Conversion Agent; Tianjin University of Science and Technology: Tianjin, China, 2017. [Google Scholar]
- Niemczewski, B. Influence of concentration of substances used in ultrasonic cleaning in alkaline solutions on cavitation intensity. Ultrason. Sonochem. 2009, 16, 402–407. [Google Scholar] [CrossRef] [PubMed]
- Bi, C.X.; Yang, W.; Meng, M.L. Research on ultrasonic derusting technology for ferrous metal parts of armored equipment. Equip. Manuf. Technol. 2009, 1, 105–107. [Google Scholar]
- Qin, S.S. Research and Application of Ultrasonic Cleaning for Remanufacturing. Ph.D. Thesis, Department Industry Engineering, Shandong University, Jinan, China, 2012. [Google Scholar]
- Zhang, M.C. Study on Influence Factors of Ultrasonic Cleaning and Cavitation Field; Shaanxi Normal University: Xian, China, 2013. [Google Scholar]
- Cao, Y.Y.; Lin, S.Y. Study on the Interaction Between Two Ultrasonic Cavities. J. Shaanxi Norm. Univ. 2010, 38, 46–50. [Google Scholar]
- Collazo, A.; Novoa, X.R.; Pérez, C.; Puga, B. The corrosion protection mechanism of rust converters: An electrochemical impedance spectroscopy study. Electrochim. Acta 2010, 55, 6156–6162. [Google Scholar] [CrossRef]
- Zhang, C.; Sun, Y.H.; Jia, X.J.; Li, F.Y.; Yang, M.B.; Xin, B.L.; Wang, X.; Wang, G.C. Research and process optimization of paint removal technology based on molten salt ultrasonic composite. Surf. Technol. 2018, 47, 280–287. [Google Scholar]
- Wang, J.; Fu, M.; Ding, P.D.; Zhang, M.H. Study on ultrasonic pickling process of iron and steel. Surf. Technol. 2004, 33, 30–32. [Google Scholar]
- Lin, J.Z. Application analysis of citric acid in chemical cleaning. Guizhou Chem. Ind. 2011, 36, 33–35. [Google Scholar]
- Shao, M.W.; Wang, J.; Qiao, X.; Li, X.G.; Zhao, H. Friction sensitivity theory of solid propellant based on response surface central composite design. Chin. J. Energetic Mater. 2019, 26, 509–515. [Google Scholar]
- Wang, G.; Wang, X.; Song, X.; Zheng, X. Comparison of BBD and CCD in optimization of preparation conditions of mercaptoacetylated chitosan by Response Surface Methodology. J. Environ. Eng. 2018, 12, 2502–2511. [Google Scholar]
- Wang, Y.F.; Wang, C.G. Theory and application of response surface methodology. J. Minzu Univ. China 2005, 14, 236–240. [Google Scholar]
- Li, J.F. Optimization of Extraction Process of Low Grade Ionic Rare Earth by Response Surface Methodology; Jiangxi University of Science and Technology: Ganzhou, China, 2018. [Google Scholar]
- Sun, C.; Ning, J.; Song, Z.X.; Xie, P.; Tang, Z.S. Optimization of extraction process of total flavonoids from seabuckthorn pomace by central composite design response surface methodology. Mod. Chin. Med. 2018, 20, 74–82. [Google Scholar]
- Zi, J.Y.; Zhang, S.P.; Li, Y.Q.; Zhou, W. Optimization of diesel engine performance parameters based on response surface design. Small Intern. Combust. Engine Veh. Technol. 2020, 49, 28–34. [Google Scholar]
- Zhang, Z.H.; Zhen, H.; Guo, W. A comparative study of three types of central composite design in response surface methodology. J. Shenyang Aerosp. Univ. 2007, 24, 87–91. [Google Scholar]
- Liu, W.; Zhang, Y.; Cheng, T.C.; Wang, H.Y. Optimization design of exhaust manifold response surface based on face center combination. Mech. Strength. 2021, 43, 137–144. [Google Scholar]
- Yan, D.P.; Jiang, B. Optimization of milling parameters for titanium alloy TC21 based on response surface methodology. Tool Eng. 2016, 50, 18–22. [Google Scholar]
- Yuan, J.L.; Mao, M.J.; Li, M.; Liu, S.; Wu, F. Optimization of chemical mechanical polishing process parameters for YG8 cemented carbide blade based on response surface methodology. China Mech. Eng. 2018, 29, 2290–2297. [Google Scholar]
- Wang, Q.; Chai, B.; Lu, X.H.; Bai, X.F.; Liu, L.J. Optimization of coagulation effect by potassium ferrate pre oxidation by response surface methodology. Technol. Water Treat. 2017, 43, 42–46. [Google Scholar]
- Bi, C.X.; Yang, W.; Lu, M.L. Research on ultrasonic rust removal technology for ferrous metal parts of armored equipment. Equip. Manuf. Technol. 2009, 30, 105–107. [Google Scholar]
- Bi, J.C.; Zhang, X.D.; Xu, F. Neutral Rust Remover. China Patent 103,938,217, 2 July 2014. [Google Scholar]
- Sun, Y.; Huang, S.Y.; Mao, Y.L.; Zhu, L.H. Crushing effect of near wall ultrasonic cavitating micro jet on fine particles. China Mech. Eng. 2019, 30, 2953–2960. [Google Scholar]
- Huang, S.Y. Study on the Crushing Effect of Ultrasonic Cavitation Near the Wall in Rotating Flow Field on Fine Particles; Zhejiang University of Technology: Hangzhou, China, 2019. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Code | Variable Level | ||||
|---|---|---|---|---|---|---|
| −1 | −0.7 | 0 | 0.7 | 1 | ||
| Cleaning temperature (/°C) | X | 20 | 26 | 40 | 54 | 60 |
| Ultrasonic power (/W) | Y | 0 | 432 | 1440 | 2448 | 2880 |
| Number | X | Y | Cleaning Temperature/(°C) | Ultrasonic Power/(W) | Rust Removal Rate/(g·min−1·m−2) |
|---|---|---|---|---|---|
| 1 | 0 | 0 | 40 | 1440 | 0.087 |
| 2 | 0 | 1 | 40 | 2880 | 0.119 |
| 3 | 1 | 0 | 60 | 1440 | 0.158 |
| 4 | 0.7 | −0.7 | 54 | 432 | 0.095 |
| 5 | 0 | 0 | 40 | 1440 | 0.083 |
| 6 | 0 | 0 | 40 | 1440 | 0.098 |
| 7 | −0.7 | −0.7 | 26 | 432 | 0.044 |
| 8 | 0 | 0 | 40 | 1440 | 0.105 |
| 9 | 0 | −1 | 40 | 0 | 0.058 |
| 10 | −0.7 | 0.7 | 26 | 2448 | 0.090 |
| 11 | 0 | 0 | 40 | 1440 | 0.089 |
| 12 | 0.7 | 0.7 | 54 | 2448 | 0.153 |
| 13 | −1 | 0 | 20 | 1440 | 0.069 |
| Term | Coefficient | Standard Error of Coefficient | T-Value (abs.) | p-Value (abs.) |
|---|---|---|---|---|
| Constant | 0.0923 | 0.0036 | 25.330 | 0.000 |
| X | 0.0300 | 0.0029 | 10.422 | 0.000 |
| Y | 0.0223 | 0.0029 | 7.739 | 0.000 |
| X* X | 0.0098 | 0.0031 | 3.179 | 0.016 |
| Y* Y | −0.0048 | 0.0031 | −1.540 | 0.167 |
| X* Y | 0.0031 | 0.0041 | 0.767 | 0.468 |
| Term | Coefficient | Standard Error of Coefficient | T-Value (abs.) | p-Value (abs.) |
|---|---|---|---|---|
| Constant | 0.0890 | 0.0031 | 28.745 | 0.000 |
| X | 0.0300 | 0.0030 | 9.906 | 0.000 |
| Y | 0.0223 | 0.0030 | 7.356 | 0.000 |
| X* X | 0.0104 | 0.0032 | 3.240 | 0.010 |
| Source | Freedom | Seq SS | Adj SS | Adj MS | F-Value (abs.) | p-Value (abs.) |
|---|---|---|---|---|---|---|
| Regression | 3 | 0.011967 | 0.011967 | 0.003989 | 54.25 | 0.000 |
| Linear | 2 | 0.011195 | 0.011195 | 0.005597 | 76.12 | 0.000 |
| X | 1 | 0.007216 | 0.007216 | 0.007216 | 98.14 | 0.000 |
| Y | 1 | 0.003979 | 0.003979 | 0.003979 | 54.11 | 0.000 |
| Square | 1 | 0.000772 | 0.000772 | 0.000772 | 10.50 | 0.010 |
| X* X | 1 | 0.000772 | 0.000772 | 0.000772 | 10.50 | 0.010 |
| Error | 9 | 0.000662 | 0.000662 | 0.000074 | ||
| Misfit | 5 | 0.000352 | 0.000352 | 0.000070 | 0.91 | 0.553 |
| Pure error | 4 | 0.000310 | 0.000310 | 0.000078 | ||
| Total | 12 | 0.012629 |
| Term | Coefficient |
|---|---|
| Constant | 0.0560859 |
| X | −0.00205385 |
| Y | 0.0000219022 |
| X* X | 0.0000522192 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; He, B.; Wang, S.; Wang, G.; Yuan, X. Ecofriendly Ultrasonic Rust Removal: An Empirical Optimization Based on Response Surface Methodology. Coatings 2021, 11, 1127. https://doi.org/10.3390/coatings11091127
Zhang L, He B, Wang S, Wang G, Yuan X. Ecofriendly Ultrasonic Rust Removal: An Empirical Optimization Based on Response Surface Methodology. Coatings. 2021; 11(9):1127. https://doi.org/10.3390/coatings11091127
Chicago/Turabian StyleZhang, Lijie, Bing He, Shengnan Wang, Guangcun Wang, and Xiaoming Yuan. 2021. "Ecofriendly Ultrasonic Rust Removal: An Empirical Optimization Based on Response Surface Methodology" Coatings 11, no. 9: 1127. https://doi.org/10.3390/coatings11091127
APA StyleZhang, L., He, B., Wang, S., Wang, G., & Yuan, X. (2021). Ecofriendly Ultrasonic Rust Removal: An Empirical Optimization Based on Response Surface Methodology. Coatings, 11(9), 1127. https://doi.org/10.3390/coatings11091127