
Mechanism of the Influence of Weld Pool Wall Constraint on Weld Profile Formation in Gas Metal Arc Welding of Aluminum Alloy

Abstract
:1. Introduction
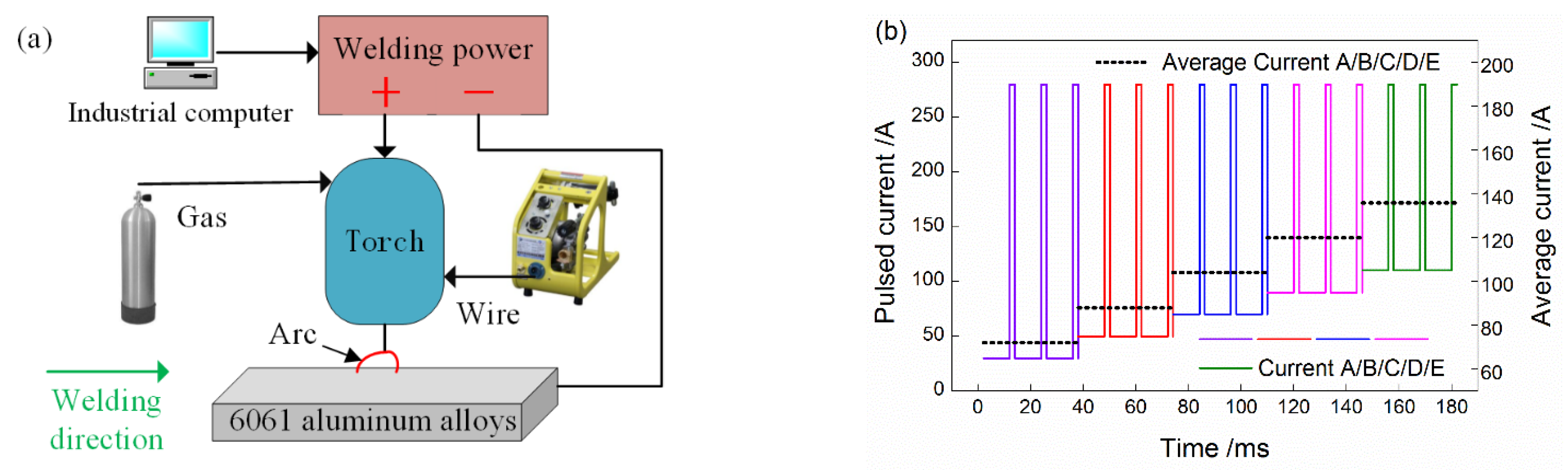
2. Materials and Methods
3. Results and Discussion
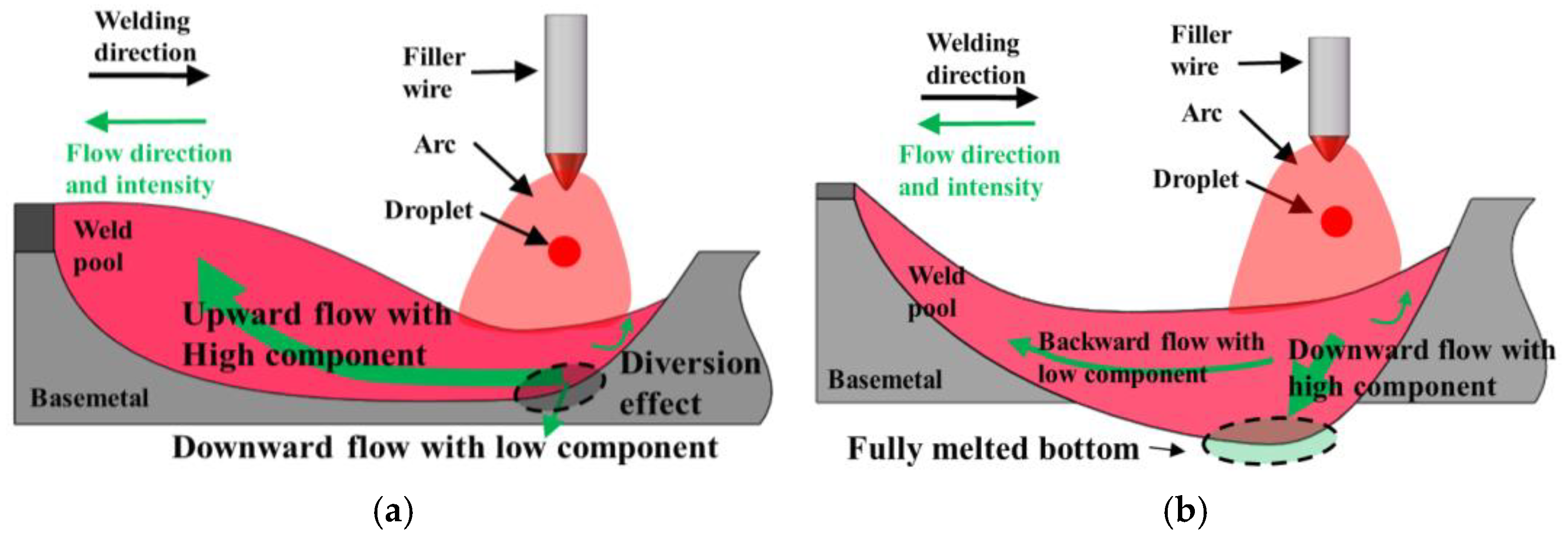
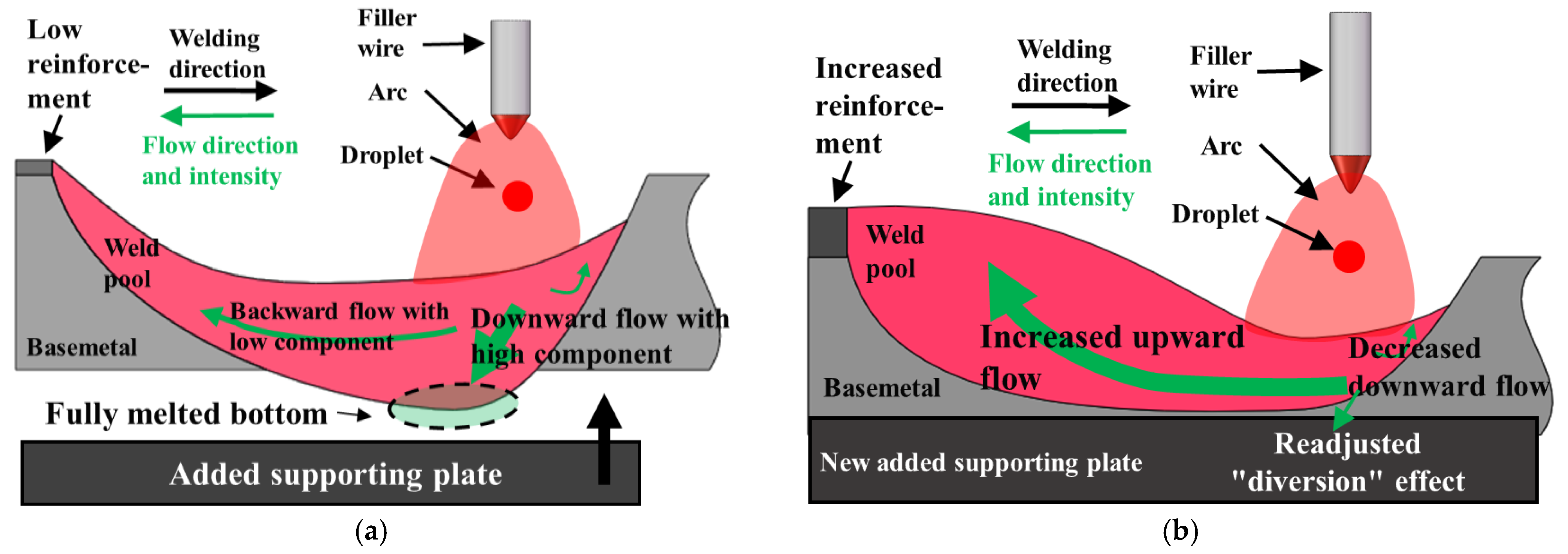
3.1. Effect of Driving Forces and Wall Constraint on the Flow Pattern of Molten Pool
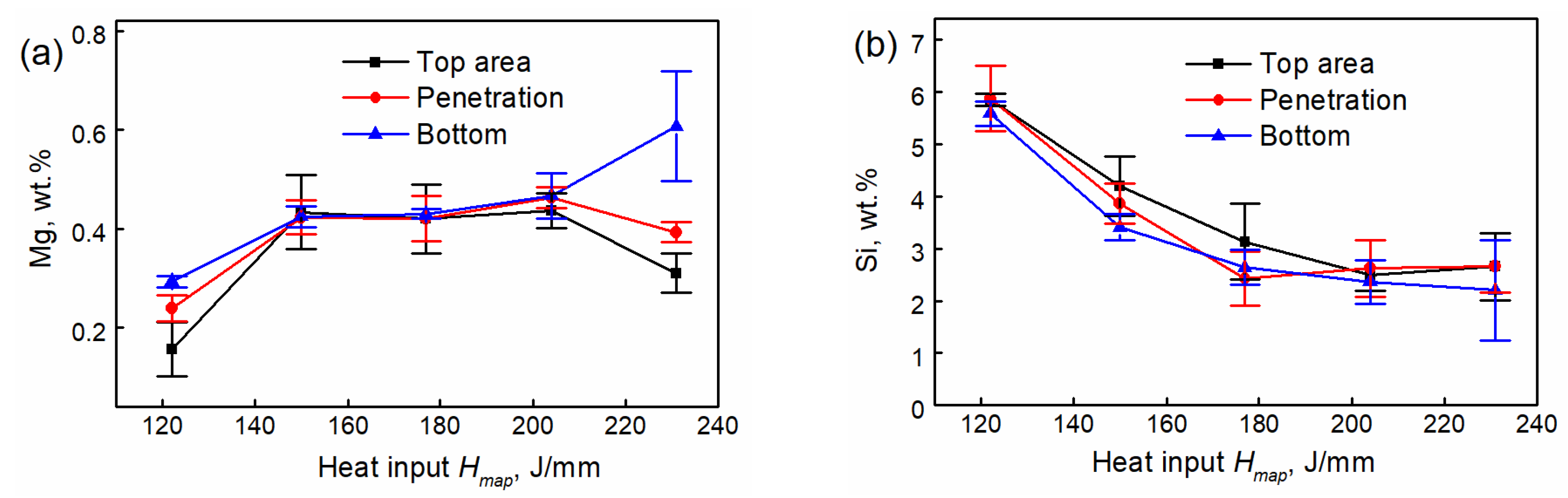
3.2. Distribution of Chemical Element
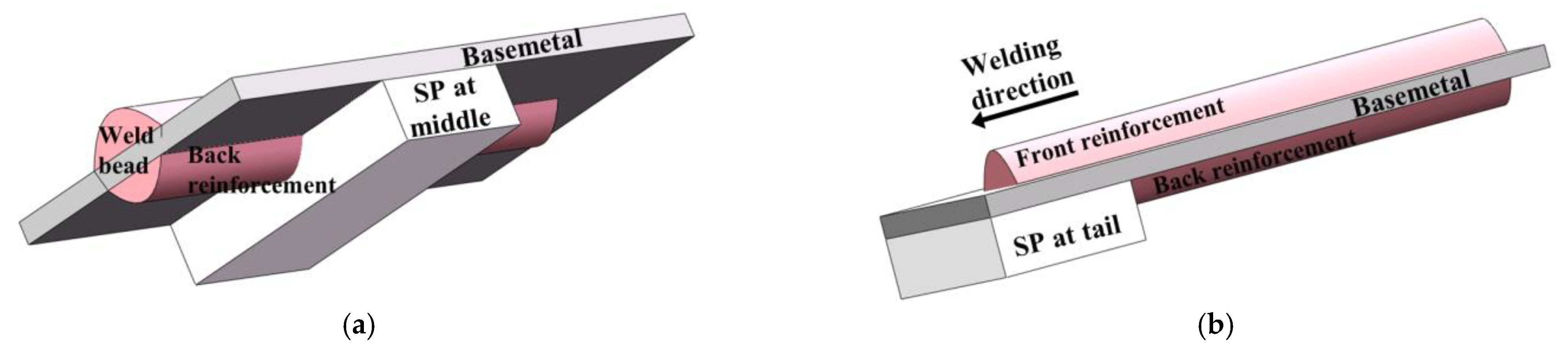
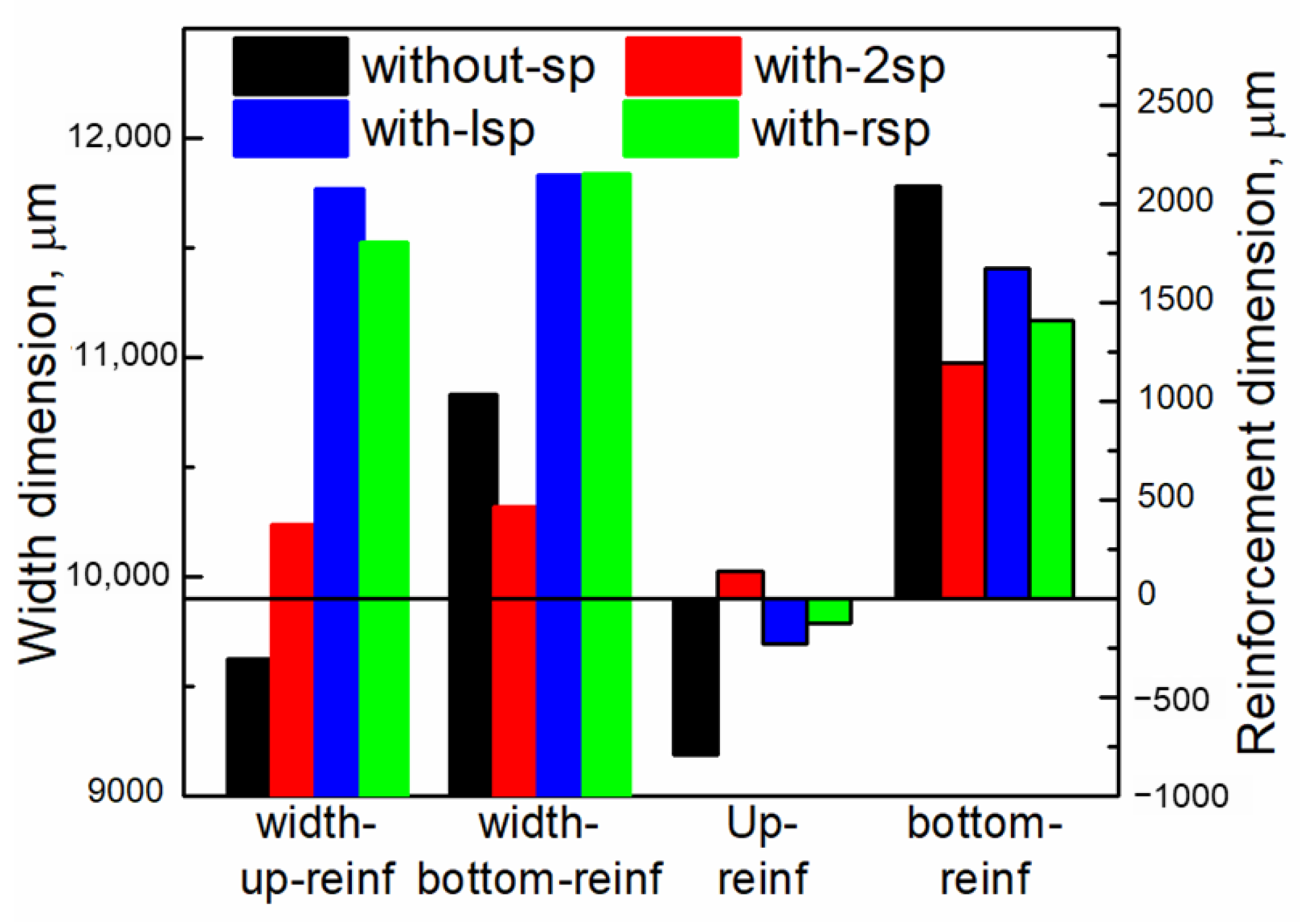
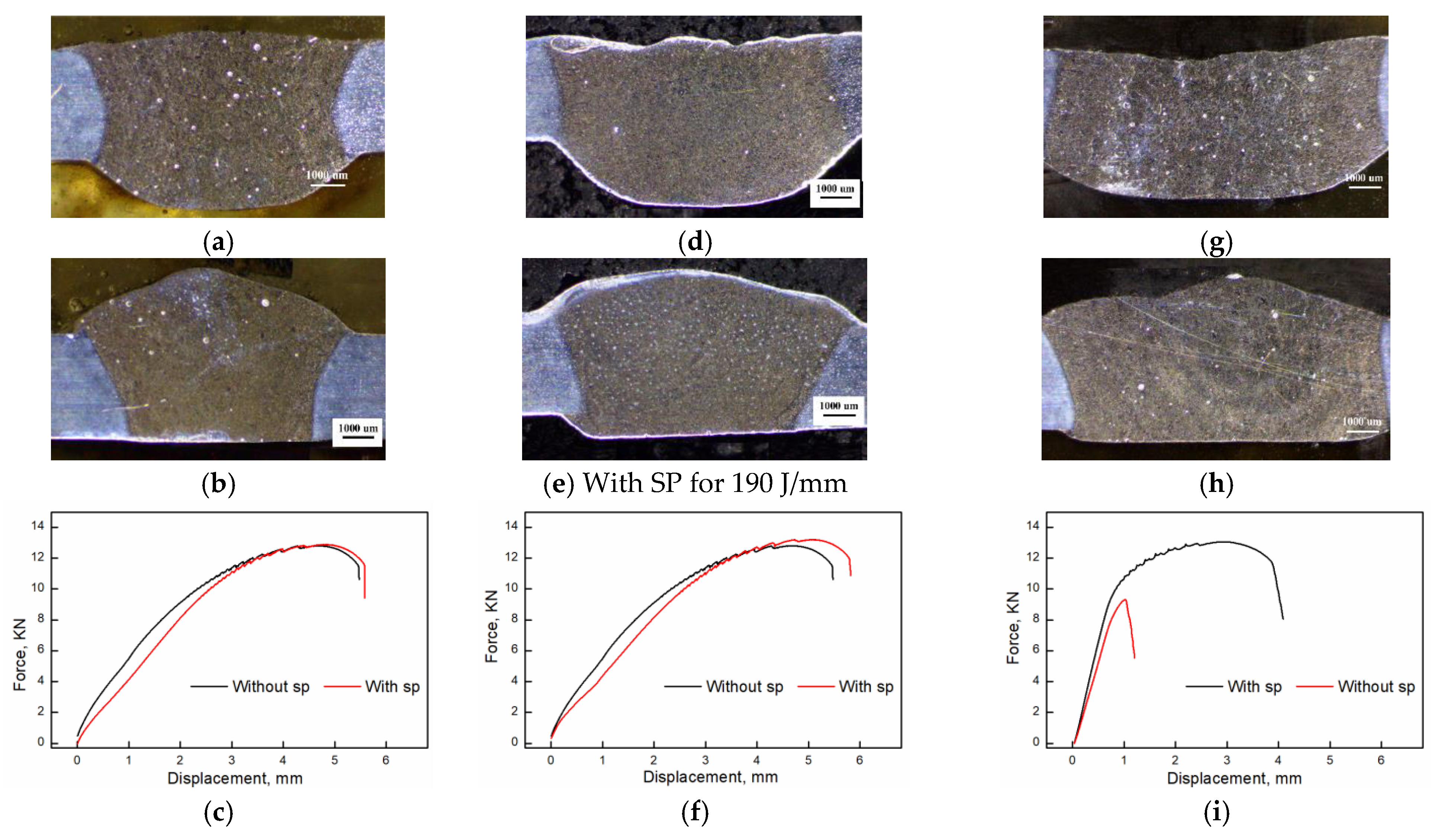
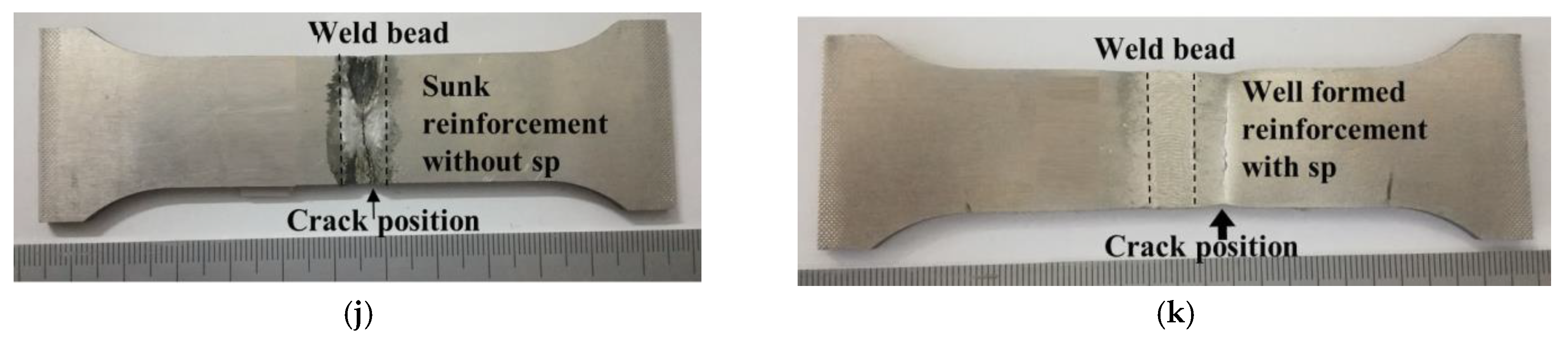
3.3. Profile with Different Supporting Plates
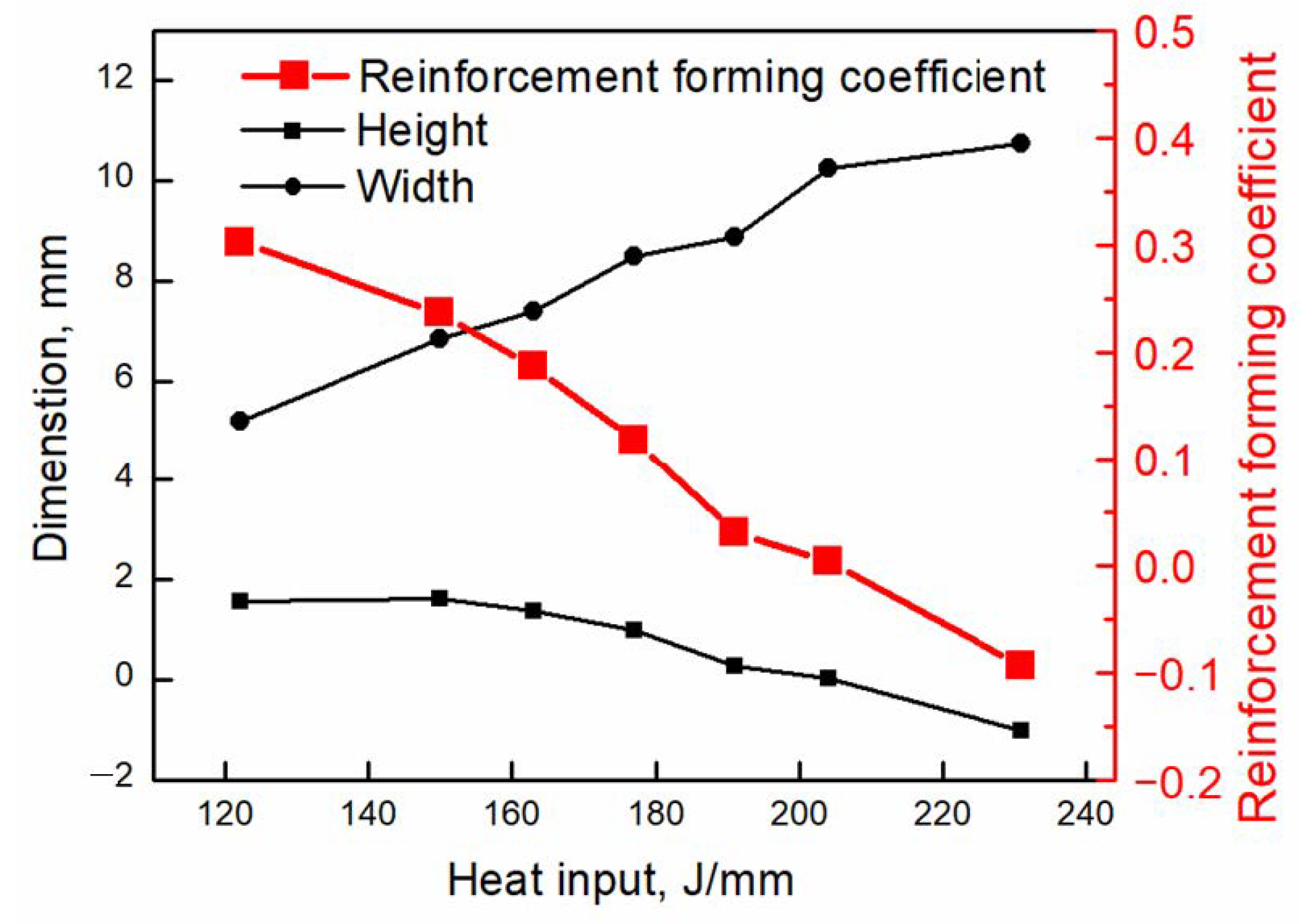
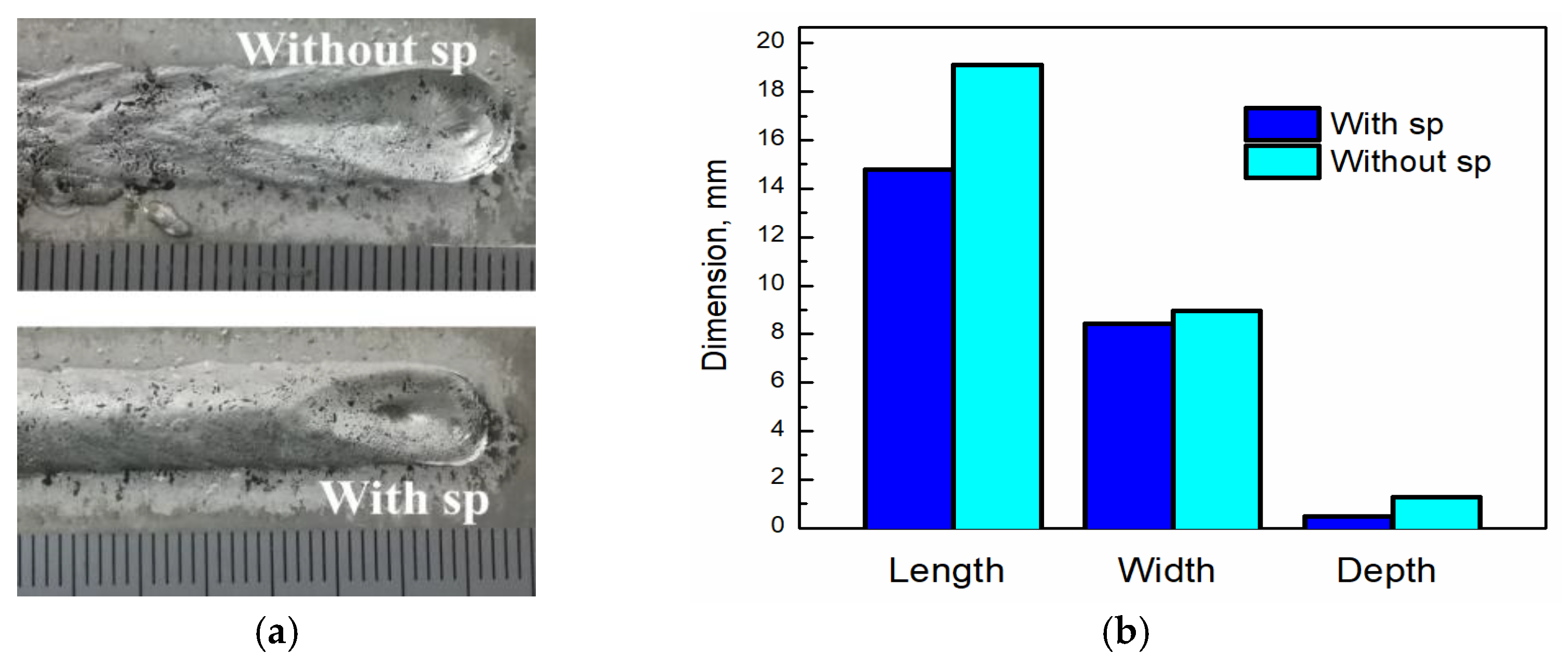
3.4. Comparison of Bead Dimensions with and without Supporting Plate
3.5. Formation Mechanism with Supporting Plate
4. Conclusions
- (1)
- The flow pattern of molten metal and the weld profile are significantly affected by the wall constraint of the bottom wall. When the molten pool is not fully penetrated, most of the molten metal flows to the rear of the molten pool to form weld reinforcement. As the bottom wall changes to being completely penetrated because of the increase in heat input, the constraint effect of the bottom wall on the molten metal gradually weakens, resulting in the decrease or even collapse of the front reinforcement. It shows that the wall constraint has a “diversion” effect on the molten metal. Therefore, the reinforcement forming coefficient Rc is proposed to value the diversion ability.
- (2)
- The distribution of composition is also affected by the flow pattern and wall constraint. When the bottom is fully melted, the content of the Mg element, namely, the “tracker” of the base metal, varies obviously along the depth of the weld zone.
- (3)
- For the fully penetrated weld, the supporting plate on the back of the weld has a significant impact on the weld profile forming. This is because the supporting plate re-establishes the wall constraint on the flow of molten metal in the weld pool, thus restricting the molten metal to flow back and up again. The tensile property can be significantly improved by using wall constraint, such as the tensile strength of the weld increasing by 39.85% after adding back supporting plate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nguyen, T.C.; Weckman, D.C.; Johnson, D.A.; Kerr, H.W. The humping phenomenon during high speed gas metal arc welding. Sci. Technol. Weld. Join. 2005, 10, 447–459. [Google Scholar] [CrossRef]
- Chuansong, H.Z.W. Experimental investigation on forming process of humping bead in high speedmag arc welding. Acta Metall. Sin. 2008, 44, 1445–1449. [Google Scholar]
- Chen, J.; Wu, C. Numerical simulation of forming process of humping bead in high speed gmaw. Acta Metall. Sin. 2009, 79, 1274–1280. [Google Scholar]
- Meng, X.; Qin, G.; Zou, Z. Investigation of humping defect in high speed gas tungsten arc welding by numerical modelling. Mater. Des. 2016, 94, 69–78. [Google Scholar] [CrossRef]
- Wu, D.; Hua, X.; Ye, D.; Zhang, J. Numerical analysis of humping formation in high speed GMAW process. Trans. Sin. Weld. Inst. 2016, 37, 5–8. [Google Scholar]
- Xu, G.; Cao, Q.; Hu, Q.; Zhang, W.; Liu, P.; Du, B. Modelling of bead hump formation in high speed gas metal arc welding. Sci. Technol. Weld. Join. 2016, 21, 700–710. [Google Scholar] [CrossRef]
- Cheon, J.; Kiran, D.V.; Na, S.J. Cfd based visualization of the finger shaped evolution in the gas metal arc welding process. Int. J. Heat Mass Transf. 2016, 97, 1–14. [Google Scholar] [CrossRef]
- Cho, D.W.; Song, W.H.; Cho, M.H.; Na, S.J. Analysis of submerged arc welding process by three-dimensional computational fluid dynamics simulations. J. Mater. Process. Technol. 2013, 213, 2278–2291. [Google Scholar] [CrossRef]
- Zong, R.; Chen, J.; Wu, C.S.; Padhy, G.K. Influence of molten metal flow on undercutting formation in gmaw. Sci. Technol. Weld. Join. 2016, 22, 198–207. [Google Scholar] [CrossRef]
- Chen, J.; Schwenk, C.; Wu, C.S.; Rethmeier, M. Predicting the influence of groove angle on heat transfer and fluid flow for new gas metal arc welding processes. Int. J. Heat Mass Transf. 2012, 55, 102–111. [Google Scholar] [CrossRef]
- Hu, J.; Tsai, H.L. Modelling of transport phenomena in 3d gmaw of thick metals with v groove. J. Phys. D Appl. Phys. 2008, 41, 065202. [Google Scholar] [CrossRef]
- Cho, D.-W.; Na, S.-J. Molten pool behaviors for second pass v-groove gmaw. Int. J. Heat Mass Transf. 2015, 88, 945–956. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Méasson, A.; Cicala, E.; Duband, M.; Peyre, P. Aluminum to titanium laser welding-brazing in v-shaped groove. J. Mater. Process. Technol. 2017, 245, 24–36. [Google Scholar] [CrossRef]
- Liu, L.; Shi, J.; Wang, H. Research on the Low Power Laser Induced Arc Hybrid Welding of Titanium Alloy Thinsheet. J. Mech. Eng. 2016, 52, 38–50 + 50. [Google Scholar] [CrossRef]
- Chai, X.; Yang, Y.K.; Carlson, B.E.; Kou, S. Gas metal arc welding of magnesium alloys: Oxide films, high crowns, and fingers. Weld. J. 2015, 94, 16S–33S. [Google Scholar]
- Liu, Z.; Fang, Y.; Qiu, J.; Feng, M.; Luo, Z.; Yuan, J. Stabilization of weld pool through jet flow argon gas backing in c-mn steel keyhole tig welding. J. Mater. Process. Technol. 2017, 250, 132–143. [Google Scholar] [CrossRef]
- Cho, D.W.; Na, S.J.; Cho, M.H.; Lee, J.S. A study on v-groove gmaw for various welding positions. J. Mater. Process. Technol. 2013, 213, 1640–1652. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Babu, A.; Kleijn, C.R.; Hermans, M.J.M.; Richardson, I.M. The effect of groove shape on molten metal flow behaviour in gas metal arc welding. Materials 2021, 14, 7444. [Google Scholar] [CrossRef]
- Ni, M.; Qin, X.; Hu, Z.; Ji, F.; Yang, S.; Wang, S. Forming characteristics and control method of weld bead for gmaw on curved surface. Int. J. Adv. Manuf. Technol. 2022, 119, 1883–1908. [Google Scholar] [CrossRef]
- Han, S.; Liu, G.; Tang, X.; Xu, L.; Cui, H.; Shao, C. Effect of molten pool behaviors on welding defects in tandem ng-gmaw based on cfd simulation. Int. J. Heat Mass Transf. 2022, 195, 123165. [Google Scholar] [CrossRef]
- Zhu, Q.; Xue, J.; Yao, P.; Dong, C.; Wang, L.; Heng, G.; Li, Z. Gaussian pulsed current waveform welding for aluminum alloys. Mater. Manuf. Processes 2014, 30, 1124–1130. [Google Scholar] [CrossRef]
- Wang, L.; Jin, L.; Huang, W.; Xu, M.; Xue, J. Effect of thermal frequency on aa6061 aluminum alloy double pulsed gas metal arc welding. Mater. Manuf. Processes 2015, 31, 2152–2157. [Google Scholar] [CrossRef]
- Zhang, Z.; Xue, J. Profile map of weld beads and its formation mechanism in gas metal arc welding. Metals 2019, 9, 146. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Xue, J.; Jin, L.; Wu, W. Effect of droplet impingement on the weld profile and grain morphology in the welding of aluminum alloys. Appl. Sci. 2018, 8, 1203. [Google Scholar] [CrossRef]
- Zhang, Z.; Huang, X.; Yao, P.; Xue, J. A new method for weld dilution calculation through chemical composition analysis. Metals 2021, 11, 131. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Loder, B.; Safyari, M.; Willidal, T.; Hojo, T.; Mori, G. Hydrogen trapping and desorption affected by ferrite grain boundary types in shielded metal and flux-cored arc weldments with ni addition. Int. J. Hydrog. Energy 2022, 47, 20676–20683. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mg | Si | Fe | Cu | Mn | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| AA6061 | 0.87 | 0.66 | 0.42 | 0.29 | 0.09 | 0.27 | 0.08 | Bal. |
| ER4047 | 0.05 | 11.06 | 0.30 | 0.13 | 0.12 | 0.04 | 0.07 | Bal. |
| Process Parameters | Value |
|---|---|
| Mean voltage (V) | 24.3 |
| Mean current (A) | A: 72 B: 88 C: 104 D: 120 E: 136 |
| Base current (A) | A: B30 B: B50 C: B70 D: B90 E: B110 |
| Welding speed (mm/s) | 10 |
| Heat input (J/mm) | A: 122 B: 150 C: 177 D: 204 E: 231 |
| Sample | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation | Fracture Location |
|---|---|---|---|---|
| B90-with sp | 125 ± 6 | 175 ± 9 | 4.84 | Base metal |
| B90-without sp | / | 125 ± 6 | / | Weld bead |
| B80-with sp | 116 ± 4 | 169 ± 5 | 4.74 | Base metal |
| B80-without sp | 130 ± 7 | 179 ± 11 | 4.62 | Base metal |
| B70-with sp | 124 ± 8 | 173 ± 6 | 5.24 | Base metal |
| B70-without sp | 122 ± 6 | 172 ± 7 | 4.71 | Base metal |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Liu, G.; Jiang, Q.; Han, L. Mechanism of the Influence of Weld Pool Wall Constraint on Weld Profile Formation in Gas Metal Arc Welding of Aluminum Alloy. Coatings 2022, 12, 1479. https://doi.org/10.3390/coatings12101479
Zhang Z, Liu G, Jiang Q, Han L. Mechanism of the Influence of Weld Pool Wall Constraint on Weld Profile Formation in Gas Metal Arc Welding of Aluminum Alloy. Coatings. 2022; 12(10):1479. https://doi.org/10.3390/coatings12101479
Chicago/Turabian StyleZhang, Zhanhui, Guiqian Liu, Quan Jiang, and Leigang Han. 2022. "Mechanism of the Influence of Weld Pool Wall Constraint on Weld Profile Formation in Gas Metal Arc Welding of Aluminum Alloy" Coatings 12, no. 10: 1479. https://doi.org/10.3390/coatings12101479
APA StyleZhang, Z., Liu, G., Jiang, Q., & Han, L. (2022). Mechanism of the Influence of Weld Pool Wall Constraint on Weld Profile Formation in Gas Metal Arc Welding of Aluminum Alloy. Coatings, 12(10), 1479. https://doi.org/10.3390/coatings12101479