2. Experimental Details
The h-BN coatings were deposited on the high-speed tool steel discs by radio frequency magnetron sputtering system in an Ar atmosphere with an h-BN target (Φ76.2 × 3 mm with the purity of 99.9% and the back target of the copper with the thickness of 2 mm, Quanzhou Qijin New Material Technology Co. Ltd., Quanzhou, China). The chamber was pumped to 2 × 10−5 Pa prior to deposition. The heat treatment of the steel is the heating quenching and tempering. The steel discs, which is steel with high hardness, high wear resistance and high heat resistance, were polished by SiC paper with 400#, 600#, 800#, 1200#, 1500# and 2400# and chenille sandpaper to surface roughness around 0.02 µm. The discs with a radius of 30 mm and a height of 5 mm were ultrasonically cleaned around 10 min with absolute ethanol before sputtering. The substrates were mounted on the rotating sample holder. The sample holder was mounted motionless during the deposition. The distance between the target and the target was around 20 mm. The steel discs were firstly etched for 10 min by Ar ions to remove the contamination on surface. Then, Ti intermediate layer of 100 nm in thickness was prepared to enhance the bonding strength between the coatings and steel substrate by Ti target (Φ76.2 × 3 mm, purity of 99.995%, Zhongnuo Advanced Material Co. Ltd., Beijing, China). Ti intermediate layer buffers the lattice matching and stress between the BN layer and steel surface, and the intermediate layer can improve the service life of the h-BN coatings. Finally, h-BN coatings were deposited for 180 min at 300 °C and the flow rate was about 15 sccm. The power was 300 W. The thickness of h-BN coatings was about 600 nm. A ZrO2 ball of 9.5 mm diameter was used as a rubbing pair. The tribotests were performed by the tribometer at different temperatures. The samples were ultrasonically cleaned with absolute ethanol for 10 min and dried with dry air before tribotests. The load is 2 N and the sliding speed was 0.1 m/s for all tribotests in order to ensure the same friction environmental conditions. The Poisson’s ratio and elastic modulus of ZrO2 ball were 0.3 and 220 GPa and the Poisson’s ratio and elastic modulus of the steel were 0.3 and 206 GPa, the maximum contact pressure was about 0.95 GPa according to the Hertz contact theory. All friction tests were repeated three times to obtain a high level of reproducibility of results. The testing temperatures were 500 °C, 600 °C, 700 °C and 800 °C. The samples were heated to the preset temperature and maintained at this temperature for 15 min to make sure the heating balance and eliminate the effect of the thermal deformation of the substrate and coatings. Then, load was applied to the samples, the tribotest was conducted and data was recorded. A new sample was cleaned and used for each tribotest condition to compare the experimental results.
The microstructure of h-BN coatings was studied by X-ray diffraction (XRD, D8-Advance, Bruker, Saarbrücken, Germany) with a scan rate of 0.5° per second in the range of 2θ form 20–90°. Scanning electron microscope (SEM, MALA3 LMH, TESCAN, Brno, Czech) and Laser scanning confocal microscopy (LSCM, OLS4000, Olympus, Tokyo, Japan) were used to observe the morphologies of the worn surface and the depth of the wear scar, and the wear rate of the coatings was calculated after tribotests. After the tribotesting, SEM was immediately used to observe the morphologies of the worn surface.
The mechanical properties of h-BN coatings were studied using the nanoindentation test method to measure elastic modulus and hardness by a nanoindentation tester (Ti950, Hysitron, Eden Prairie, Hennepin, MN, USA) with a Berkovich diamond indenter. The effective tip radius was 50 nm and the indenter depth was 55 nm. The loading and unloading were both carried out at a constant indentation speed of 5 nm/s, and the loading time and the unloading time were both 11 s. In order to eliminate the influence of the substrate on the hardness and elastic modulus of h-BN coating, the indentation depth was larger than 10% of the actual thickness of h-BN coating. Scratch testing was carried out on the sample using the micro scratch tester. The tester was used as a progressive loading device. The initial load was 0, the final load was 5 N and a loading rate of 50 N/mm was used for the scratch tests. The friction force was measured and an accelerometer detected the acoustic emission produced as the coating is damaged. The value of the critical load was then determined using these traces in conjunction with an optical microscope. Surface roughness is most important in influencing friction. The surface morphology and roughness of h-BN coating was observed and characterized by atomic force microscope (AFM, Innova, Bruker, Saarbrücken, Germany). Raman spectroscopy with 633 nm He-Ne laser excitation source and 1 cm−1 resolution (HR800, Horiba Jobin Yvon, Paris, France) was used to analyze the microstructure and surface morphology of the friction pair.
3. Results and Discussion
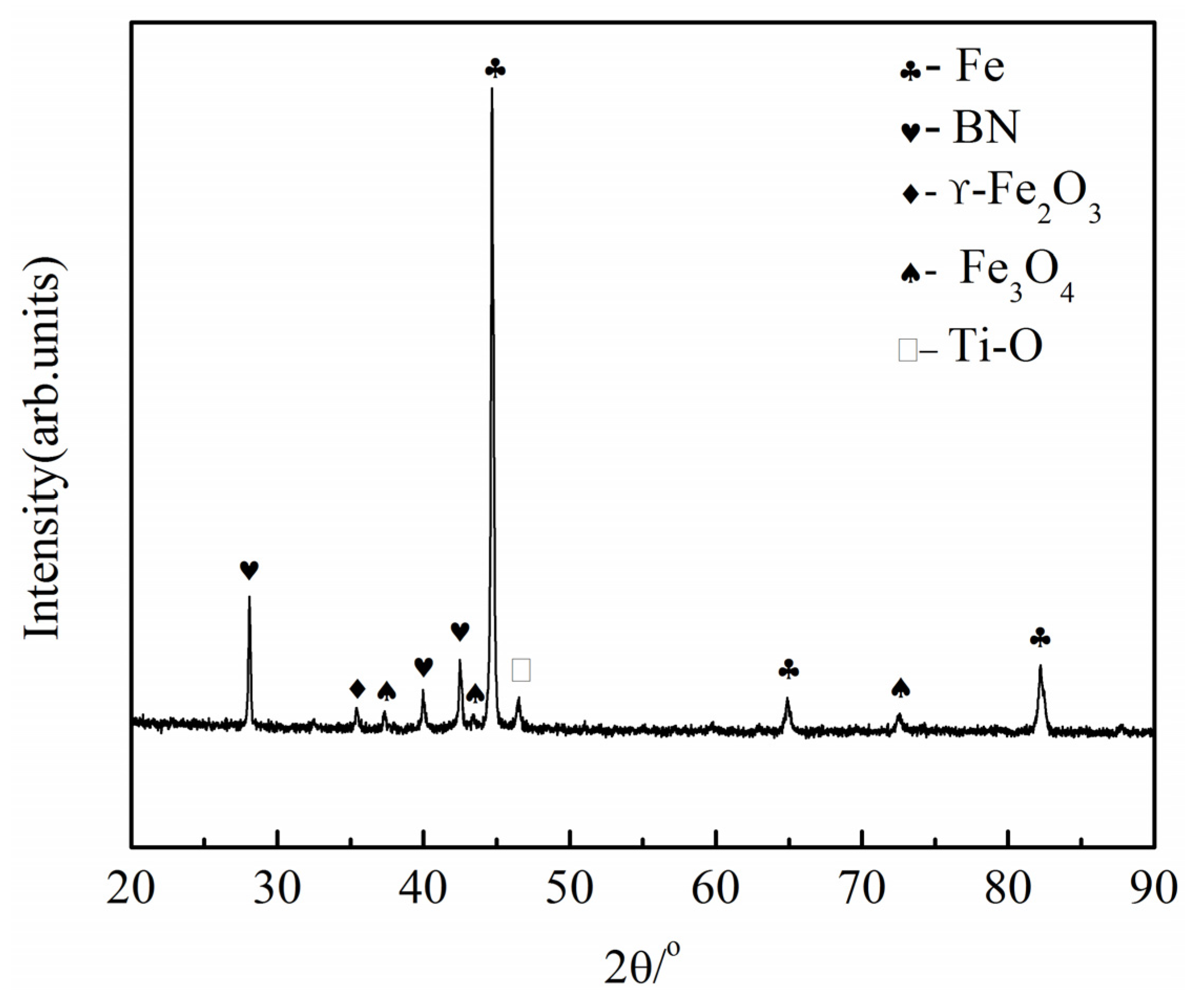
Figure 1 shows the XRD pattern of h-BN coatings. The characterization diffraction peaks at 28°, 41° and 43° were detected, and assigned to (002), (100) and (101) crystallographic planes of h-BN, respectively. These particles are crystalline in coatings with sizes in the range of 80–120 nm calculated by the Debye-Sherrer equation [
34]. The peaks at 45°, 65° and 82° are the characteristic peaks of Fe from the steel substrate. The three peaks at 37°, 44° and 73° maybe the characteristic peaks of Fe
3O
4. Moreover, the weak peak at 46° about TiO
2 phase is also observed in the XRD pattern corresponding to TiO
2 (004) phase from Ti intermediate layer. The weak peak at 35° is due to the presence of γ-Fe
2O
3 phase matched with the standard [
35]. It is clearly concluded from the measurement of XRD that h-BN coatings are prepared on the steel substrate and there is also γ-Fe
2O
3, Fe
3O
4 and TiO
2 on the steel surface. The magnetron sputtering is a clean process. However, the sputtering temperature is around 300 °C, the steel substrate maybe oxidized to Fe
2O
3, Fe
3O
4 and Ti to Ti-O in the coating. These peaks of Fe
2O
3, Fe
3O
4 and Ti-O in XRD are relatively weak, which means there are only a few in the coating.
Figure 2 shows the surface topography of h-BN coatings scanned on the area of 10 μm× 10 μm sizes, which gives an indication of the height and depth dimensions of h-BN coatings in AFM images. The peak-to-valley roughness was found in the range of 5–15 nm. The surfaces of h-BN coatings were slightly smooth.
Figure 3 shows the loading-unloading curve of h-BN coatings. The h
f and h
max are the residual indentation depth and the maximum indentation depth, respectively. The P
max is the peak load at h
max. The results show that the hardness of the coatings is 3.42 GPa, the elastic modulus is 46.29 GPa, and the H/E value of the coating is 0.074. It is found that the maximum displacement of h-BN coatings is 55.5 nm and h
f is 8nm, and the elastic recovery rate is 85.6%. It is well known that the large recoverable strain is important for improving the tribological properties of the friction system apart from high H/E value because large recoverable strain is restored at initial state.
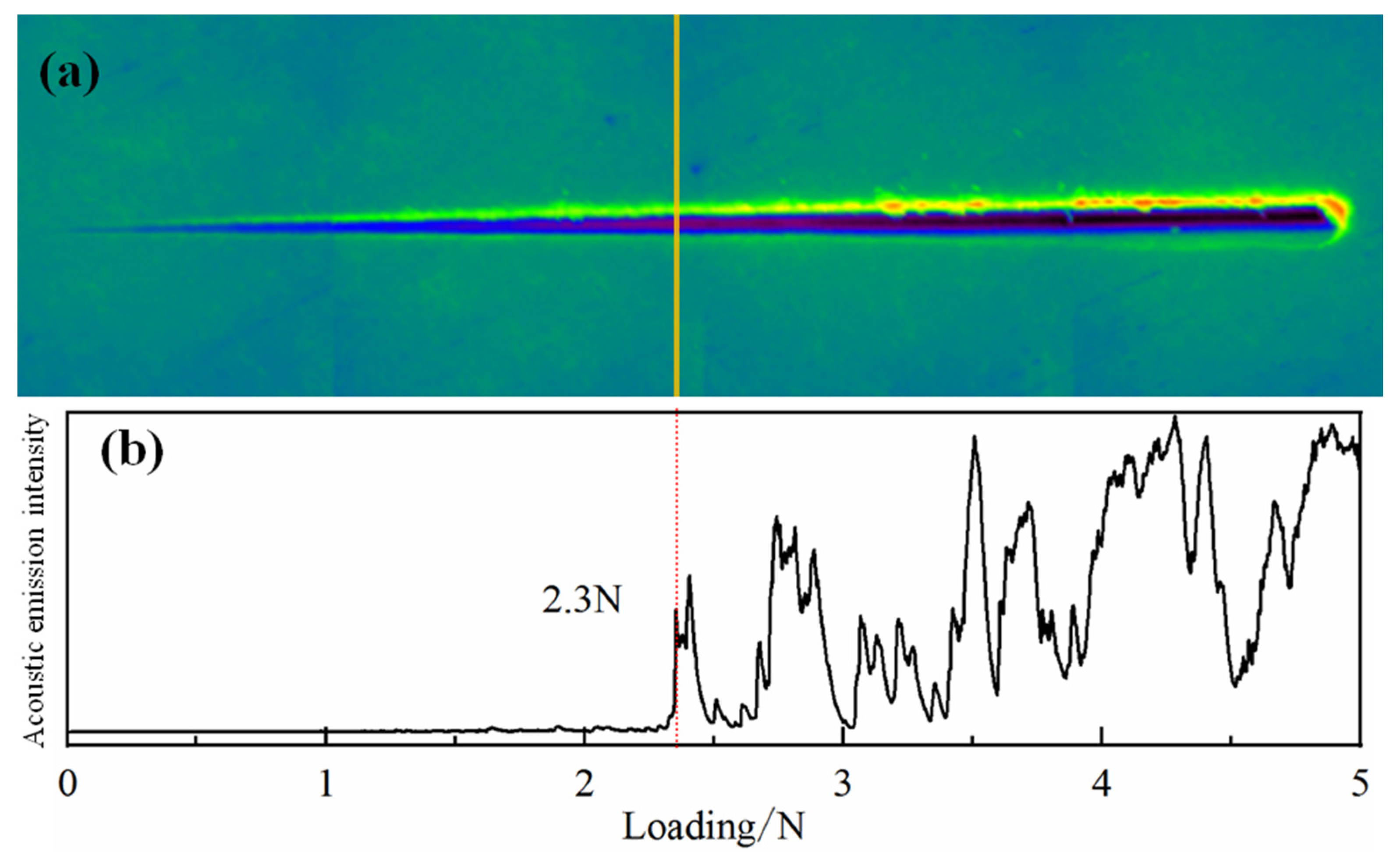
Figure 4 shows the surface topography and the acoustic emission signal of scratches of h-BN coatings. The initial load is 0, the final load is 5 N and the loading rate is 50 mN/s. The total length of the scratch is set to 2 mm. The force L
c1 of BN coatings was measured. It is found from the curve that the acoustic emission signals begin to fluctuate when the load is 2.3 N, meaning that this load reaches the critical load of h-BN coatings. The acoustic emission signal of the indenter prior to the critical load is very weak and h-BN coatings are peeled off slightly from the scratch morphology. The indenter was penetrated to h-BN coatings and even contacted the transition layer or the substrate with the increase in load.
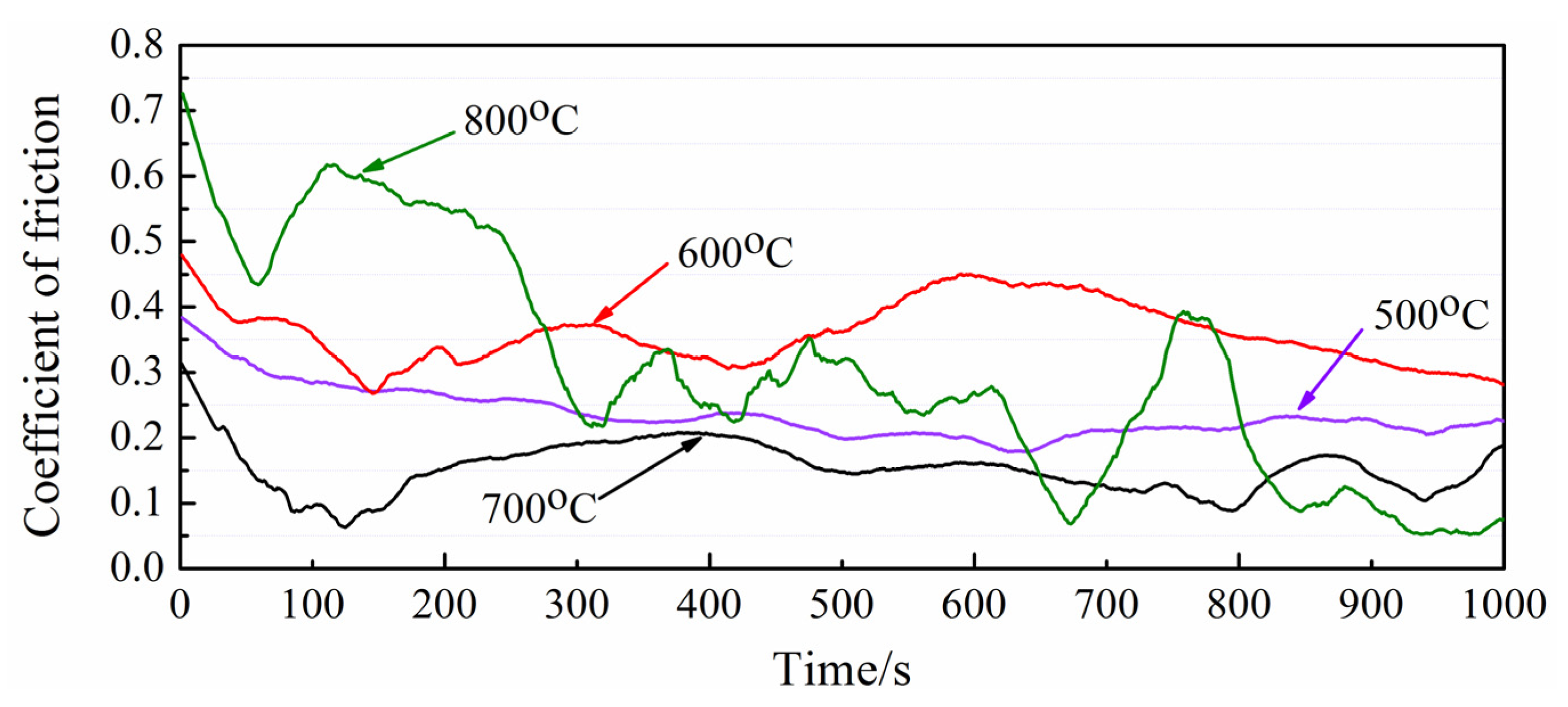
Figure 5 shows the CoF curves of h-BN coatings in the atmospheric environment from 500 to 800 °C. The tendency of the CoF curve is different in each CoF curve among all the temperatures according to
Figure 5.
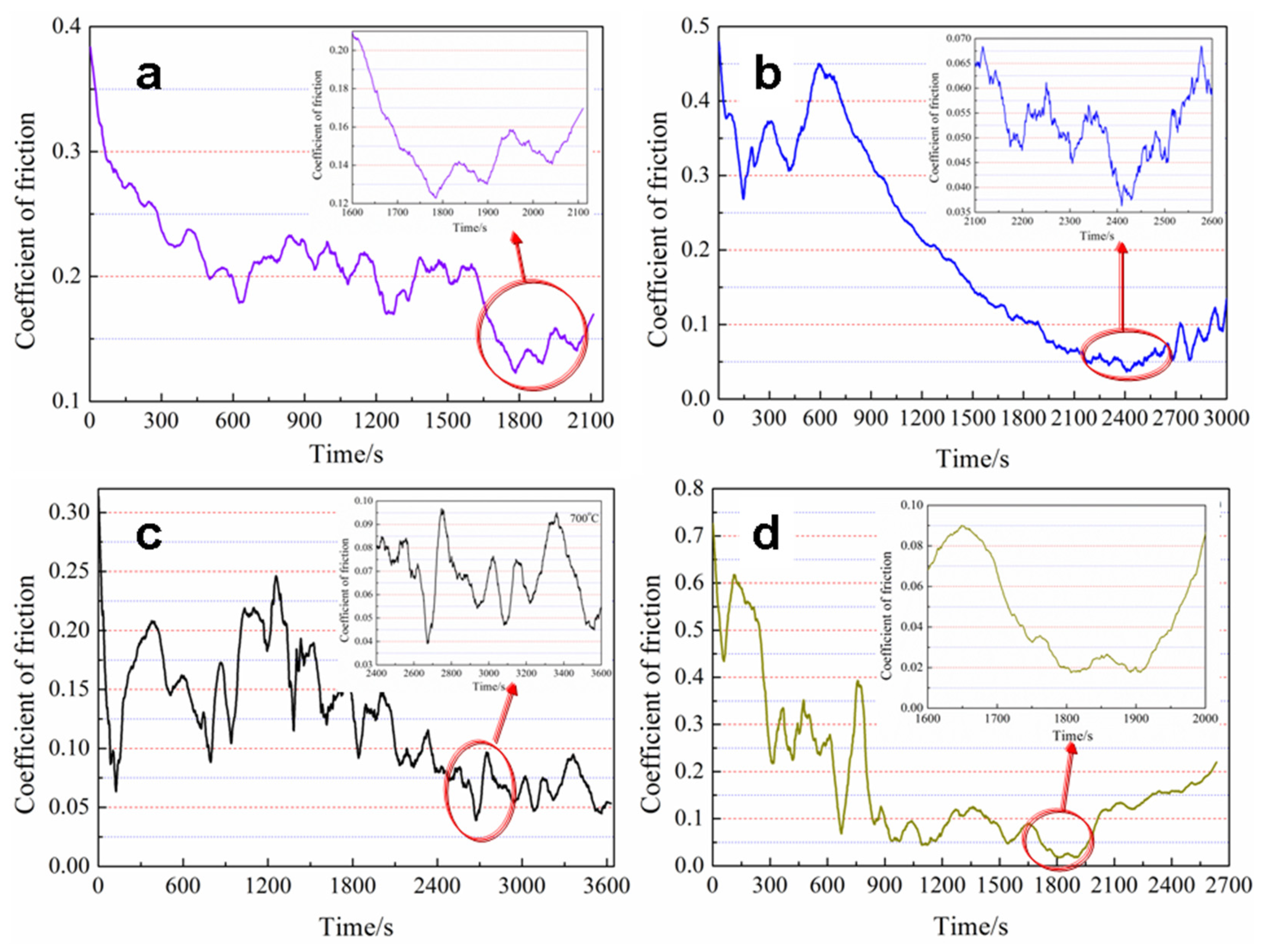
Figure 6 shows the details of the CoF curves of h-BN coatings in the atmospheric environment from 500 to 800 °C. It shows that h-BN coatings are beneficial to improve high temperature antifriction behaviors of steel. The tendency of the CoF curve is slightly different although all initial CoFs are the maximum value in each CoF curve among all the temperatures. At 500 °C, CoF decreased first and then increased slightly with the increase in sliding time. The initial CoF was 0.39 at 500 °C, and then decreased gradually, and the average CoF was around 0.13 at the steady stage. At 600 °C, the initial CoF was around 0.48, and then decreased to a low value; however, this CoF value at the same time was little higher than that at 500 °C. At about 150 s, CoF reached around 0.45 at 610 s, and finally decreased around 0.05, as shown in
Figure 6b. At 700 °C, CoF decreased from 0.3 to 0.05 for the period of 140 s, and then fluctuated with the sliding time, average CoF was about 0.07. At 800 °C, CoFwas as high as 0.72 in the initial stage, and then decreased and increased alternately fluctuations, and CoF reached to the minim value of 0.017 around 1800 s, and then CoF increased again with the increase in the remaining sliding time.
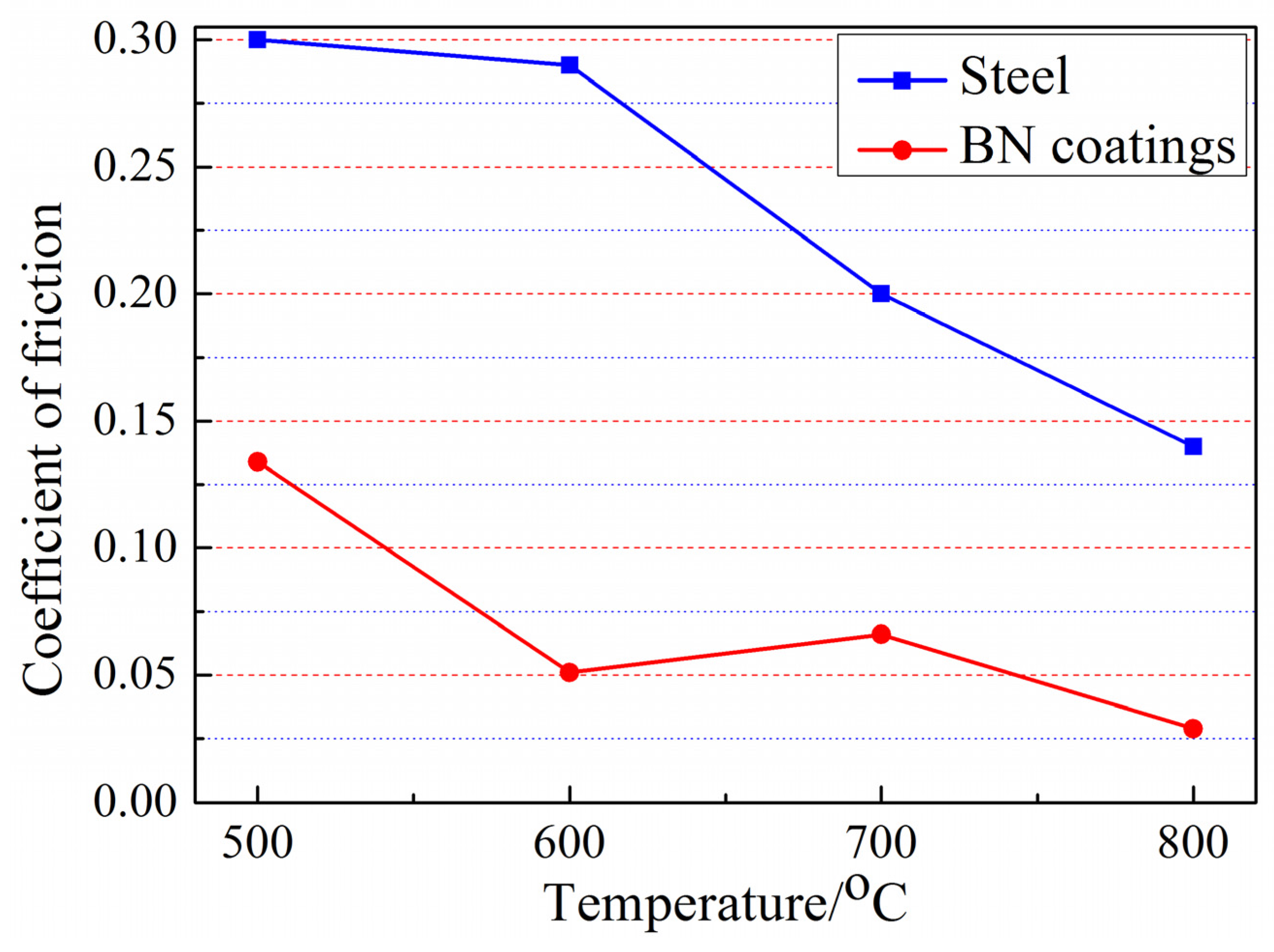
Figure 7 shows the average CoF of the uncoated steel and h-BN coatings on the steel under different temperatures. CoFs of the uncoated steel are also listed in the reference [
3]. It is found that CoFs of the steel decrease and CoFs of h-BN coatings decrease first and then fluctuate from 500 °C to 800 °C. Moreover, CoFs of h-BN coatings are much lower than those of the uncoated steel at the same temperature. It is of interest that h-BN coatings exhibit high temperature superlubricity at 800 °C.
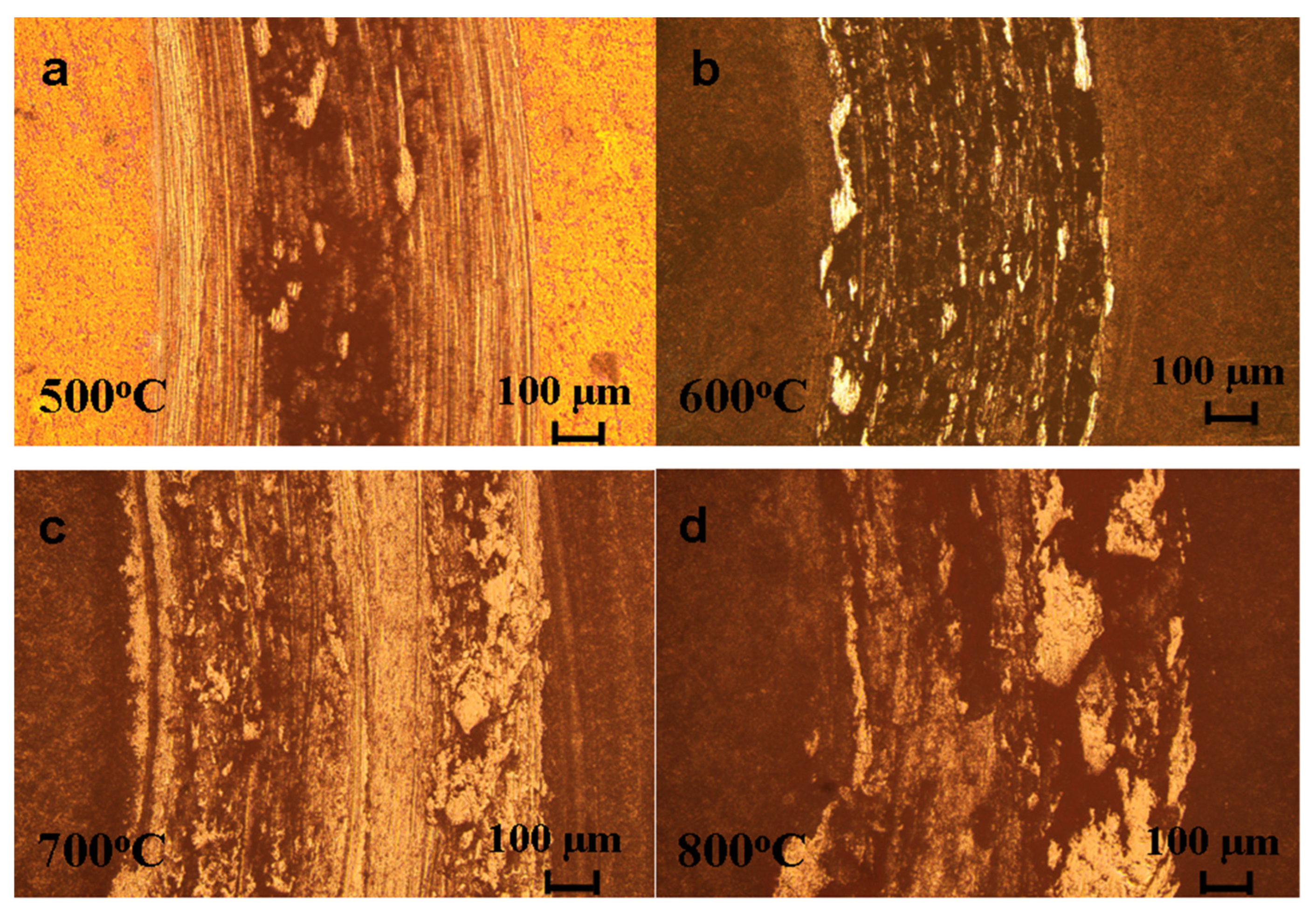
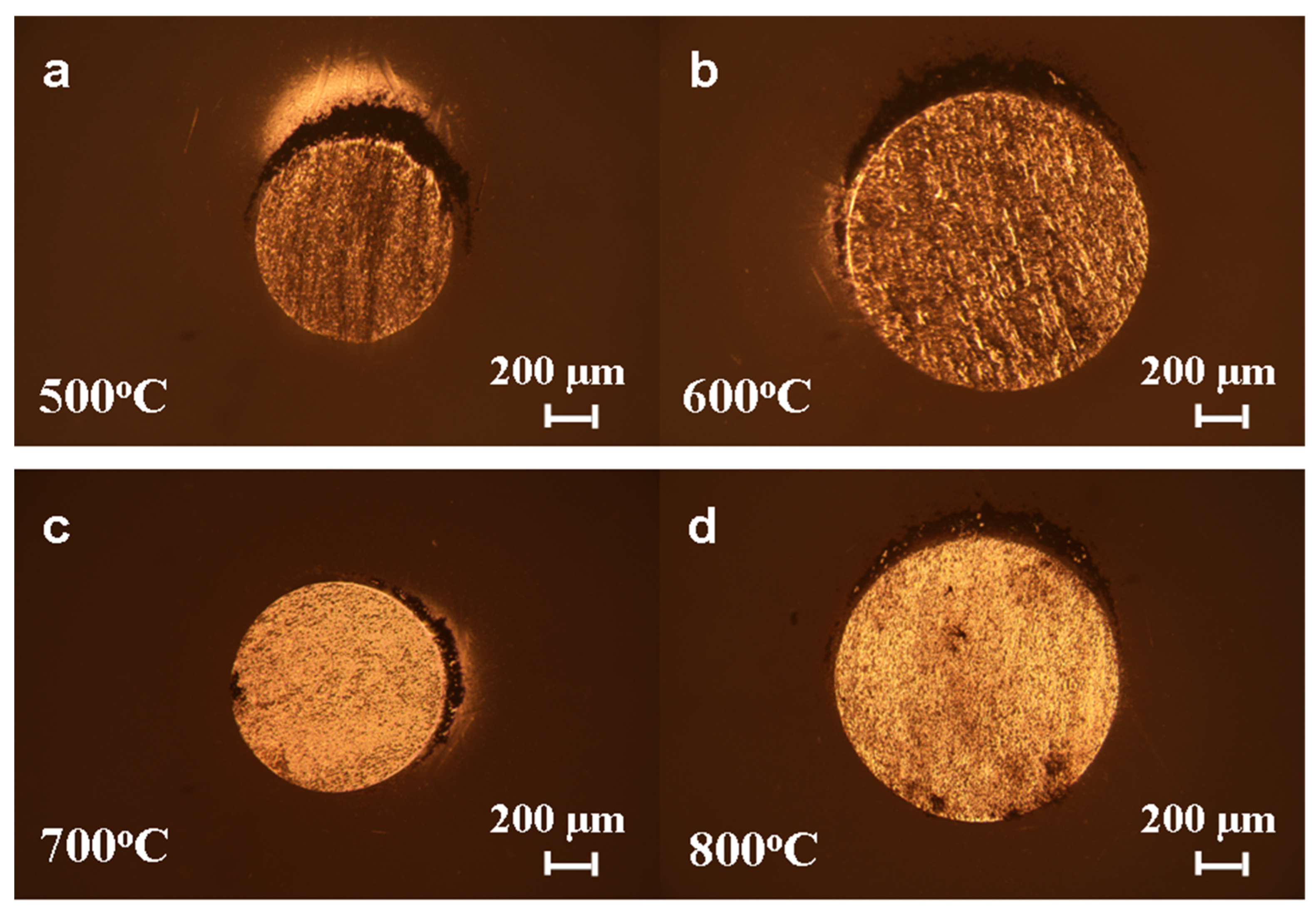
Figure 8 and
Figure 9 show the surface topography of the worn surface of the friction pair, respectively. There was an obvious circle wear scar and wear debris on the ball surface. The wear debris were not only adhered to the worn surface and but also pushed on the edge of the worn surface along the sliding direction. The widths of disc are 818 μm, 1163 μm, 909 μm and 788 μm and the widths of ZrO
2 ball are 831 μm, 1273 μm, 918 μm, and 1202 μm from 500 °C to 800 °C, respectively.
On the worn surface topography of disc, there was obvious adhesion wear on the wear scars from 500 to 800 °C, as well as abrasive wear at the temperatures of 600–800 °C. There was a wear scratch on the worn surface of disc along the sliding direction and the corresponding scratch on ball at 600 °C.
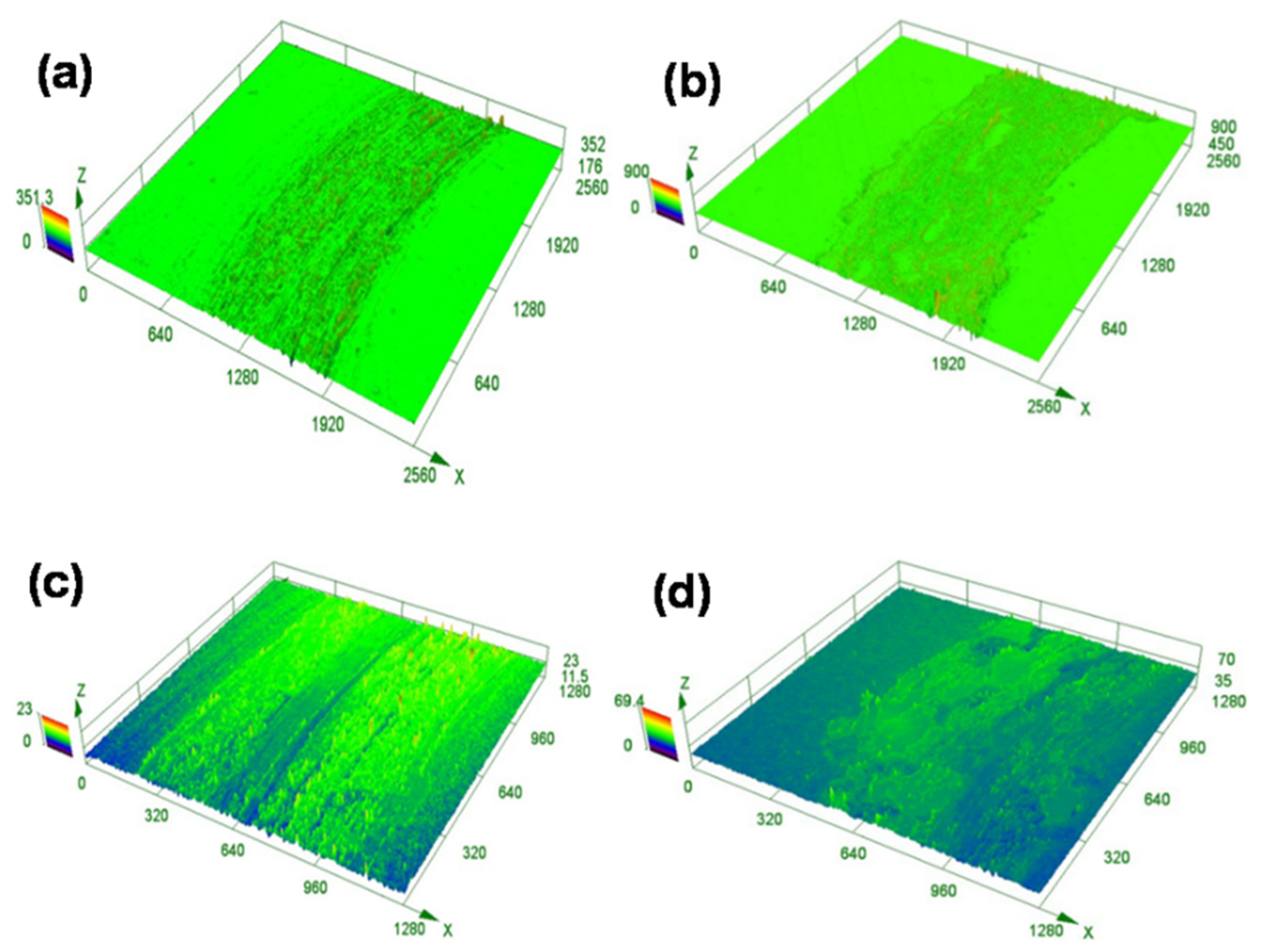
The three-dimensional morphology of the worn surface on the steel disc was observed with a laser confocal microscope, as shown in
Figure 10. The wear rate of h-BN coatings was calculated according to the cross-sectional area of the worn surface at each temperature. The wear rates are 2.89 × 10
−4 mm
3 (Nm)
−1, 1.5 × 10
−4 mm
3 (Nm)
−1, 4.01 × 10
−5 mm
3 (Nm)
−1 and 7.25 × 10
−5 mm
3 (Nm)
−1 from 500 to 800 °C. It is found that the depth is large, although the width of the wear scar of ball and disc is narrower at 500 °C, and the wear rate is high.
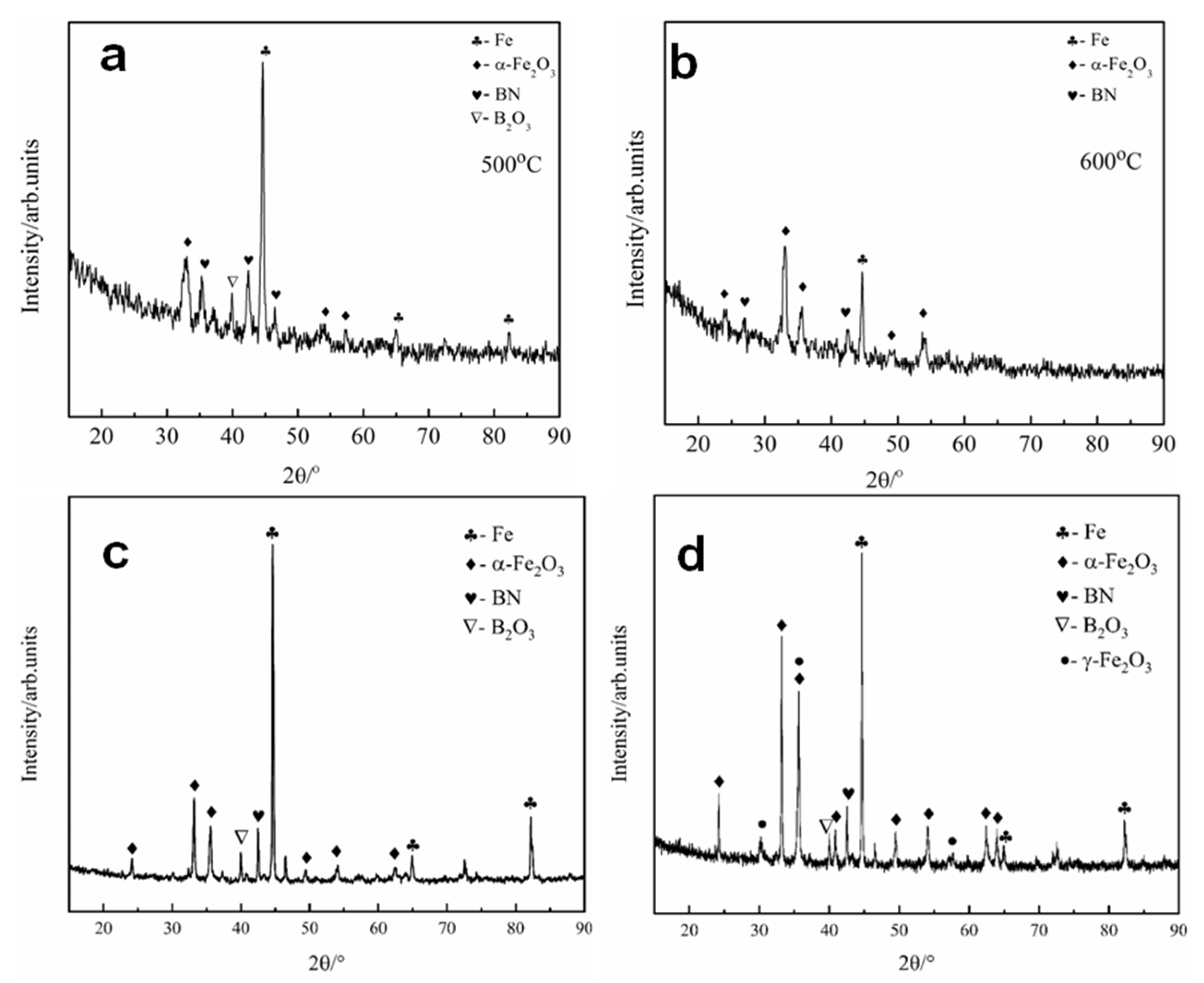
The wear scar of h-BN coatings was measured by XRD to discuss the friction mechanism of the friction pair at high temperature.
Figure 11 shows the XRD pattern of the wear scar of h-BN coatings under different temperatures. It was found that there wash-BN and α-Fe
2O
3 in the worn surface of disc under different temperatures. The steel substrates were easily oxidized in ambient environment once h-BN coatings were worn out or destroyed during sliding. There was a small amount of boron oxide in the wear scar, which is helpful to reduce friction at the temperatures of 500 °C, 700 °C and 800 °C. However, there was no boron oxide measured in the worn surface of disc at 600 °C, although CoF is low at the steady stage. Moreover, it was found that there was γ-Fe
2O
3 in the worn surface at 800 °C.
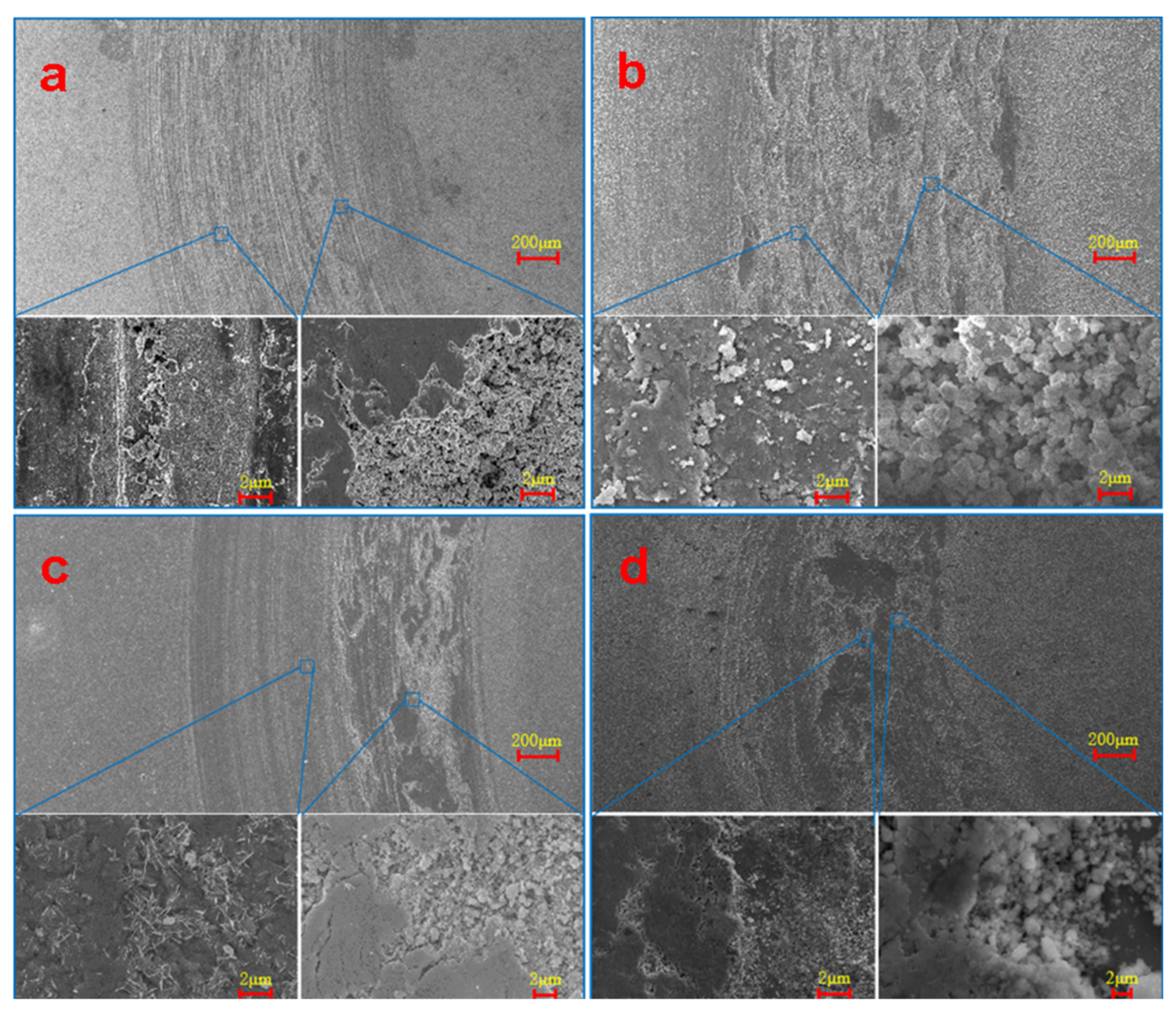
The wear scar of h-BN coatings was observed by SEM, as shown in
Figure 12. At 500 °C, there was a compacted layered material around the center of the wear scar, and there were also block products. At 600 °C, there was a lot of granular debris at the wear scar, while needle-like wear debris appeared on the surface of the ink mark at 700 °C. It shows that more α-Fe
2O
3 was produced at this temperature, the width of the wear scar at 800 °C was narrowed and the surfaces also had a more obvious compaction layer and wear debris particles.
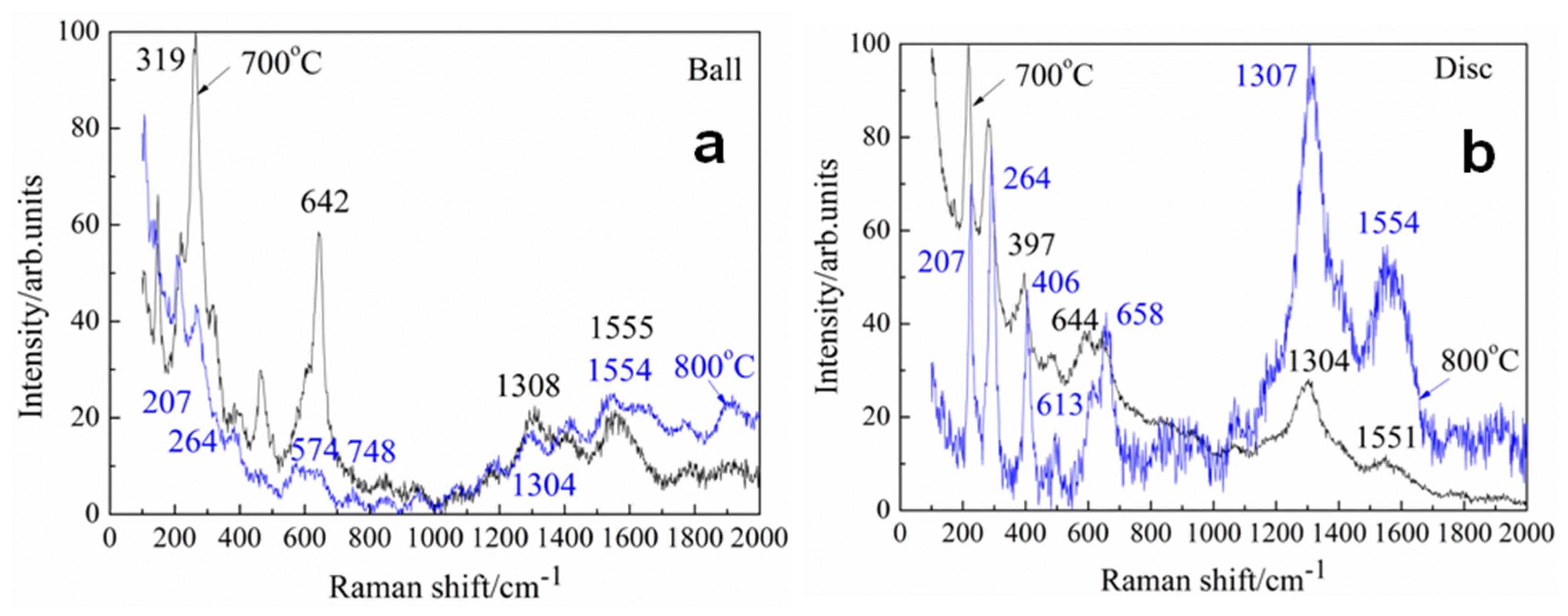
Raman spectroscopy was used to analyze the microstructure of material.
Figure 13 and
Table 1 show Raman spectra of the friction pair at 700 °C and 800 °C, respectively. All obvious peaks were listed. Raman spectra of the disc worn surface exhibited bands at 217 cm
−1, 281 cm
−1, 287 cm
−1, 397 cm
−1, 590 cm
−1, 644 cm
−1, 1304 cm
−1 and 1551 cm
−1 at 700 °C. Raman spectra of the ball worn surface exhibited bands at 219 cm
−1, 264 cm
−1, 319 cm
−1, 463 cm
−1, 642 cm
−1, 848 cm
−1, 1308 cm
−1 and 1555 cm
−1 at 700 °C. Raman spectra of the disc worn surface exhibited bands at 207 cm
−1, 225 cm
−1, 264 cm
−1, 291 cm
−1, 406 cm
−1, 613 cm
−1, 658 cm
−1, 1307 cm
−1 and 1554 cm
−1 at 800 °C. Raman spectra of the ball worn surface exhibited bands at 207 cm
−1, 264 cm
−1, 383 cm
−1, 574 cm
−1, 748 cm
−1, 852 cm
−1, 950 cm
−1, 1067 cm
−1, 1304 cm
−1, 1416 cm
−1, 1554 cm
−1 and 1764 cm
−1 at 800 °C.
For the ball worn surface at 700 °C, the characteristic band was visible at position 642 cm
−1, which may be caused by TiO
2 [
35]. The Raman spectra of 219 cm
−1 and 319 cm
−1 are characteristic of the hematite phase. The sharp and strong intensity band at 463 cm
−1 indicates the metal oxygen (Fe-O) vibrations in hematite. Seen from the Raman spectra, α-Fe
2O
3 exhibited 848 cm
−1 [
36]. The band at 1308 cm
−1 may be assigned to γ-FeOOH [
37]. For the disc worn surface at 700 °C, TiO
2 was also characterized by bands at 397 and 644 cm
−1. The band at 1304 cm
−1 is assigned to second harmonic vibrations ofα-Fe
2O
3. The hematite bands were clearly visible at 281 and 287 cm
−1 derived from symmetric Fe-O bending mode. All these Raman peaks are attributed to the modes arising due to the presence of α-Fe
2O
3.
For the worn surface at 800 °C, we assign the peaks at 207 and 264 cm
−1 to the Fe-O mode. For the disc worn surface at 800 °C, the peak at 658 cm
−1 is characteristic of Fe
3O
4. It can be clearly seen that the peaks appearing at 225, 291, 406 and 613 cm
−1 correspond to the characteristic peaks of α-Fe
2O
3. The wave number was measured at 1307 cm
−1, which represents the metal-oxygen stretching vibrations (Fe-O) and can be assigned to a cubic-phase of α-Fe
2O
3. For the ball worn surface at 800 °C, the 383 cm
−1 and 1304 cm
−1 bands are possibly assignable to α-Fe
2O
3, in agreement with the results of XRD. The peak at 1304 cm
−1 may be characteristic of γ-FeOOH, indicating that some of Fe
3O
4 are transformed into γ-FeOOH due to tribochemical reactions. The peak at 1554 cm
−1 is characteristic of γ-Fe
2O
3 [
38]. This material is generated by the thermal dehydration of γ-FeOOH. The γ-Fe
2O
3 is partially transformed into α-Fe
2O
3, which is the most stable form of iron oxide. The transformation from γ-Fe
2O
3 to α-Fe
2O
3 occurred usually at 800 °C. Therefore, this phase transformation during the friction process could be due to an instantaneous high temperature. The Fe-N-O bending vibrations are located at 574 cm
−1 [
39]. Other bands at 748 cm
−1 and 852 cm
−1 represent the Raman spectra of the iron complex. The peak at 1067 cm
−1 corresponds to Ti-O stretching modes. The band occurs a peak of 950 cm
−1, which is also the main band of iron titanium oxides [
40]. In fact, when Ti-O bonds are present, they are the most prominent features at 1416 cm
−1.
There wasα-Fe2O3on the disc and ball worn surface at 700 °C and 800 °C, which is in agreement with XRD measurements. The γ-Fe2O3 peak was also detected from the disc worn surface at 800 °C. There was α-Fe2O3 and TiO2 on the disc worn surface, and γ-FeOOH, α-Fe2O3 and TiO2 on the ball worn surface at 700 °C. There was α-Fe2O3, Fe3O4 and γ-Fe2O3 on the disc worn surface, and α-Fe2O3, γ-FeOOH, γ-Fe2O3, Fe-N-O and TiO2 on the ball worn surface at 800 °C. Therefore, it is considered that tribooxidation was the main reason leading to antifriction behavior of h-BN coatings.
The h-BN coatings were prepared on the steel substrate to improve high temperature tribological properties of steel. The h-BN coatings were partially worn out during sliding, or there were some cracks due to the thermal expansion between h-BN coatings and substrate under high temperature. The steel substrate was oxidized to iron oxidessuch as magnetite (Fe
3O
4), hematite (α-Fe
2O
3) and magnetic maghemite (γ-Fe
2O
3) according to thermodynamic calculation, as shown in
Table 2. Fe
3O
4was not stable in the ambient atmosphere, and further oxidized to α-Fe
2O
3 and γ-Fe
2O
3 at high temperature. According to XRD and Raman measurements, there was h-BN and α-Fe
2O
3 on the worn surface and Fe-N-O species were also observed. It is inferred that the composite of Fe
2O
3/h-BN is formed during sliding although there is also few B
2O
3. This composite is helpful to improve the high temperature antifriction behavior even high temperature superlubricity of the friction pair. Moreover, γ-Fe
2O
3crystalline has FCC crystal microstructure and 12 kinds of slip plane, which leads to the good antifriction behaviors comparing with α-Fe
2O
3, which is beneficial to achieve superlubricity at 800 °C. However, as shown in
Figure 8 and
Figure 9, the wear debris were accumulated on the wear scar of disc and these wear debris were partially transferred to the worn surface of the ball, which may result in the fluctuation of CoF.
High temperature friction results prove that h-BN is very suitable to be served as high temperature solid lubricant. The h-BN coatings show excellent high temperature tribological properties due to the intrinsic interlayer slipping reducing the sliding resistance. The superb chemical inertness and high temperature resistance of h-BN can be applied in many harsh conditions [
41]. The h-BN has its distinctive advantages at 500 °C and above. The friction mechanism of h-BN coatings is attributed to the lamellar structures of h-BN at relatively low temperature. The lamellar structures have strong covalent bonds in the plane and weak van der Waalsforces between the planes. During sliding, h-BN coatings were partially worn out and the steel substrate was unavoidably oxidized by oxygen in ambient environment at high temperature. There was α-Fe
2O
3 on the worn surface of disc and ball according to XRD and Raman measurements. Theα-Fe
2O
3weretransferred and adhered to form a dense lubrication layer on the worn surface on ball, as shown in
Figure 9, which makes low CoF of the friction system. Therefore, it is considered that the tribooxidation was the main reason leading to low CoF of the friction system [
42,
43,
44,
45]. Oxygen atoms tended to be embedded in B and N vacancies and reacted with B atoms to form B
2O
3 at high temperature. B
2O
3 was detected in the wear scar of disc at the temperatures of 500 °C, 700 °C and 800 °C. It is well known that h-BN can be functionalized with iron oxide [
46]. At high temperature, there is much more friction heating, which improves the surface activity of h-BN. Therefore, the composite of α-Fe
2O
3and BN was generated in situ during sliding as h-BN is functionalized with α-Fe
2O
3. The XRD measurement of the disc worn surface shows the characterization peaks of h-BN andα-Fe
2O
3, which signifies α-Fe
2O
3was successfully prepared on the surface of h-BN. The h-BN is expected to be used as a supporter of α-Fe
2O
3. Theα-Fe
2O
3/h-BN composite achieves an excellent high temperature antifriction performance. Therefore, this composite combines the advantageous mechanical properties of α-Fe
2O
3 and h-BN, forming the synergistic effect in improving high temperature tribological performances of h-BN coatings. The results verify that the hybrid materials exhibit the superior tribological performance than h-BN andα-Fe
2O
3 alone.
At 500 °C, friction occurred between h-BN coatings and ZrO
2 at the initial stage. The initial CoF is high, about 0.39, because the friction occurred between h-BN and ZrO
2 ceramics. There maybe at hermalm is match expansion and stress behavior of h-BN coatings and steel; therefore, the cracks were formed and oxygen was penetrated into coatings at high temperature. The oxides were generated on the disc due to high friction heating and oxides were partially transferred to the worn surface of ball. The steel substrate was oxidized to iron oxide, such as Fe
3O
4, since the Gibbs free energy of the chemistry reaction of Fe
3O
4 is low at initial stage. However, Fe
3O
4 is easily oxidized into Fe
2O
3 in open air. The contact friction pair was iron oxide on ZrO
2 ball and the composite of α-Fe
2O
3/h-BN; therefore, CoF decreased, although CoF fluctuated slightly and was relatively stable due to the good sliding between plans of h-BN with the increase in the sliding time. At the final stage, h-BN was oxidized to B
2O
3 according to XRD measurement under high friction heating and high environment temperature. The contact friction pair became α-Fe
2O
3 on ZrO
2 ball and the composite of α-Fe
2O
3/h-BN and B
2O
3; therefore, CoF decreased further to the minim value around 1800s and increased slowly again along the sliding time. At 600 °C, there was Fe
3O
4 and α-Fe
2O
3 on the steel because the steel was sufficiently oxidized at higher temperature. The friction occurred between ZrO
2 on ball and mostly iron oxides with h-BN on steel at the initial stage, which causes a high initial CoF of 0.48 compared with that at 500 °C. It is interesting that there is more wear debris and the transferred films on ball at 600 °C. The transferred films are probably α-Fe
2O
3 [
3] and covered evenly all the worn surfaces of ball, as shown in
Figure 9b. CoF decreased to a low value with the adding of α-Fe
2O
3 on ball. The contact friction pair became α-Fe
2O
3 and ZrO
2 on ball and the composite of Fe
3O
4, α-Fe
2O
3 and h-BN, which is probably wrapped in iron oxides and as hardening phase due to high hardness, as shown in
Figure 3. CoF increased slowly and fluctuated to a high value around 600 s with the full coverage of α-Fe
2O
3 on ball. At this point, the temperature at the friction interface was higher than 600 °C because there was high friction heating and the environmental temperature was 600 °C. It is well known that Fe
3O
4 is stable at high temperature and the transition from Fe
3O
4 to γ-Fe
2O
3 was performed at 650 °C [
46]. The contact friction pair was α-Fe
2O
3 on ball and the composite of Fe
3O
4, γ-Fe
2O
3, α-Fe
2O
3 and h-BN on steel, which resulted in high CoF at this point. The γ-Fe
2O
3 acts as a soft solid lubricant between the contact surfaces at high temperature [
47]. CoF decreased with increase in the transition from Fe
3O
4 to γ-Fe
2O
3until all Fe
3O
4 was worn out. CoF decreased to the minimum value around 0.03 due to the phase transformation of iron oxides and increased slowly because the soft γ-Fe
2O
3 was possibly worn out and there was no more transition from Fe
3O
4 to γ-Fe
2O
3. It is surprising that there is no boron oxide according to XRD measurement, because h-BN was probably wrapped in iron oxides and the steel was much easily oxidized than h-BN according to
Table 2. At the final stage, CoF was low because the contact pair was α-Fe
2O
3 on the ball and the composite of α-Fe
2O
3/h-BN according to XRD. With temperature reaching 700 °C, Ti was oxidized to TiO
2 according to Raman spectra and XRD measurement. Fe
3O
4 was oxidized to α-Fe
2O
3 and friction occurred between ZrO
2 on ball and the mixtures of iron oxides, TiO
2 and h-BN on steel, which results in a low initial CoF of 0.31. There were few oxides on the worn surface of the ball, as shown in
Figure 9 and
Figure 13, and then α-Fe
2O
3 reacted with ZrO
2 to form the composite of α-Fe
2O
3/ZrO
2 under the synergistic effect of high friction heating and high environment temperature [
3], which results in low CoF. CoF fluctuated with the sliding time and was relatively stable according to tribochemistry reaction of Fe, Ti and h-BN under high friction heating and high environment temperature. The average CoF was about 0.07 at final and stable stage. The contact pair was α-Fe
2O
3, TiO
2 and γ-FeOOH on ball and the composite of α-Fe
2O
3/h-BN, B
2O
3 and TiO
2 according to XRD and Raman spectra. The phase transition from metastable γ-Fe
2O
3 to stable α-Fe
2O
3 with rhombohedral crystal structure was approved at 800 °C. At 800 °C, there was mostly α-Fe
2O
3 on the disc surface. The contact pair was ZO
2 on ball and the mixtures of iron oxides, h-BN and TiO
2, which leads to high initial CoF of 0.73. The iron oxide was transferred to ball and there is the tribochemistry reaction of h-BN, the formation of Fe-N-O and the phase transformation of iron oxide due to high friction heating and high environment temperature. CoF fluctuated and decreased to the minima value of 0.02 although CoF increased slightly. The contact pair was α-Fe
2O
3, TiO
2, γ-FeOOH, γ-Fe
2O
3 and Fe-N-O species on the ball and the mixtures of α-Fe
2O
3/h-BN, γ-Fe
2O
3, B
2O
3 and Fe
3O
4 on steel according to XRD and Raman spectra. There was complex tribooxidation and the phase transformation during sliding, resulting in high temperature superlubricity at 800 °C.
According to the analysis, the possible high temperature superlubricity mechanisms can be concluded as shown in
Figure 14. Firstly, h-BN exhibits excellent antifriction behaviors inherently due to its unique lamellar structure. Secondly, Fe
2O
3, especially in γ-Fe
2O
3, has good high temperature plasticity and lubricity. Thirdly, α-Fe
2O
3 supported by h-BN plays an important synergistic effect in enhancing high temperature antifriction behavior. Finally, the friction occurred between the composite of α-Fe
2O
3/ZrO
2 on ball and the composite of γ-Fe
2O
3/h-BN on the disc, which results in high temperature superlubricity at 800 °C, although there maybe h-BN, oxides of Fe and Ti and boron oxide. Actually, these oxides of Fe and Ti, boron oxide and BN are beneficial to improve the high temperature tribological properties of steel, or not superlubricity in the friction system. Therefore, the composite of α-Fe
2O
3/h-BN against the composite of α-Fe
2O
3/ZrO
2 can significantly improve high temperature antifriction behaviors of steel.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}