
Two-Layer Rt-QFN: A New Coreless Substrate Based on Lead Frame Technology


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Two-Layer Rt-QFN Substrate Technology
2.1. Two-Layer Rt-QFN Manufacturing Processes Flow
2.2. Two-Layer Rt-QFN Main Key Process
3. Two-Layer Rt-QFN Substrate Characteristics
3.1. Surface Characterizations
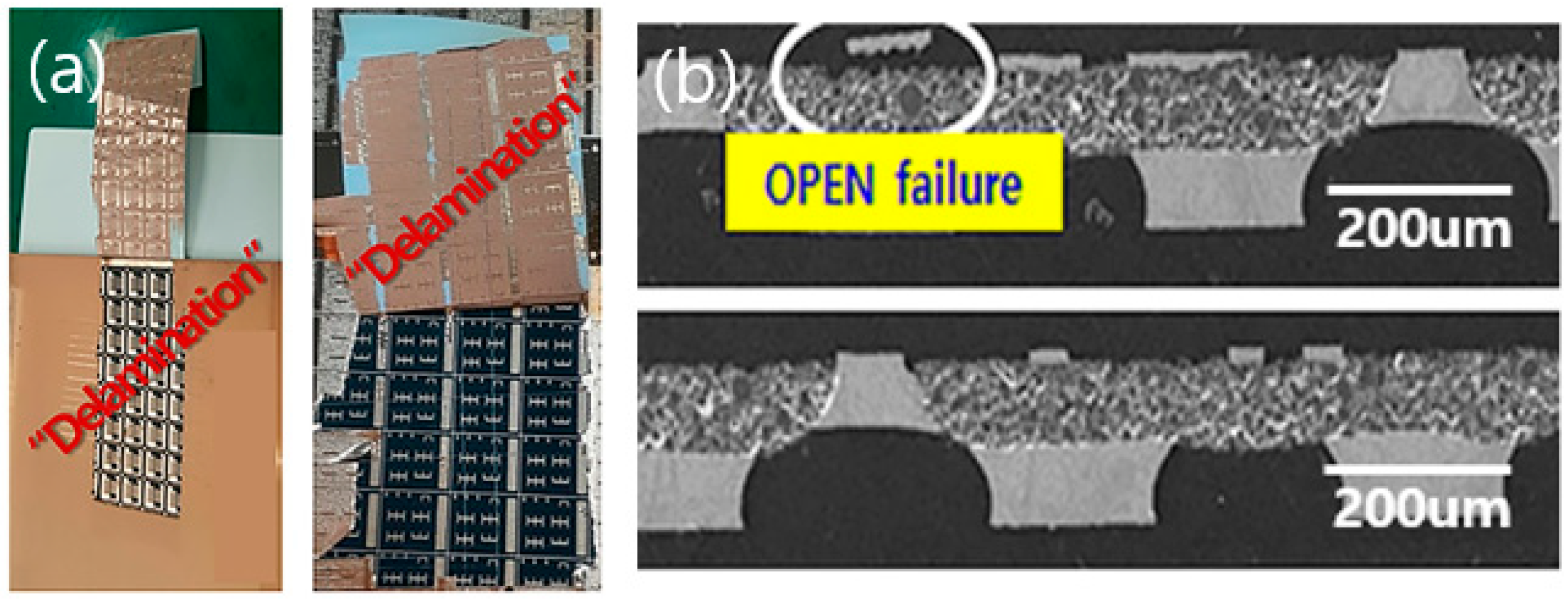
3.2. The Interfacial Adhesion Property and Reliability
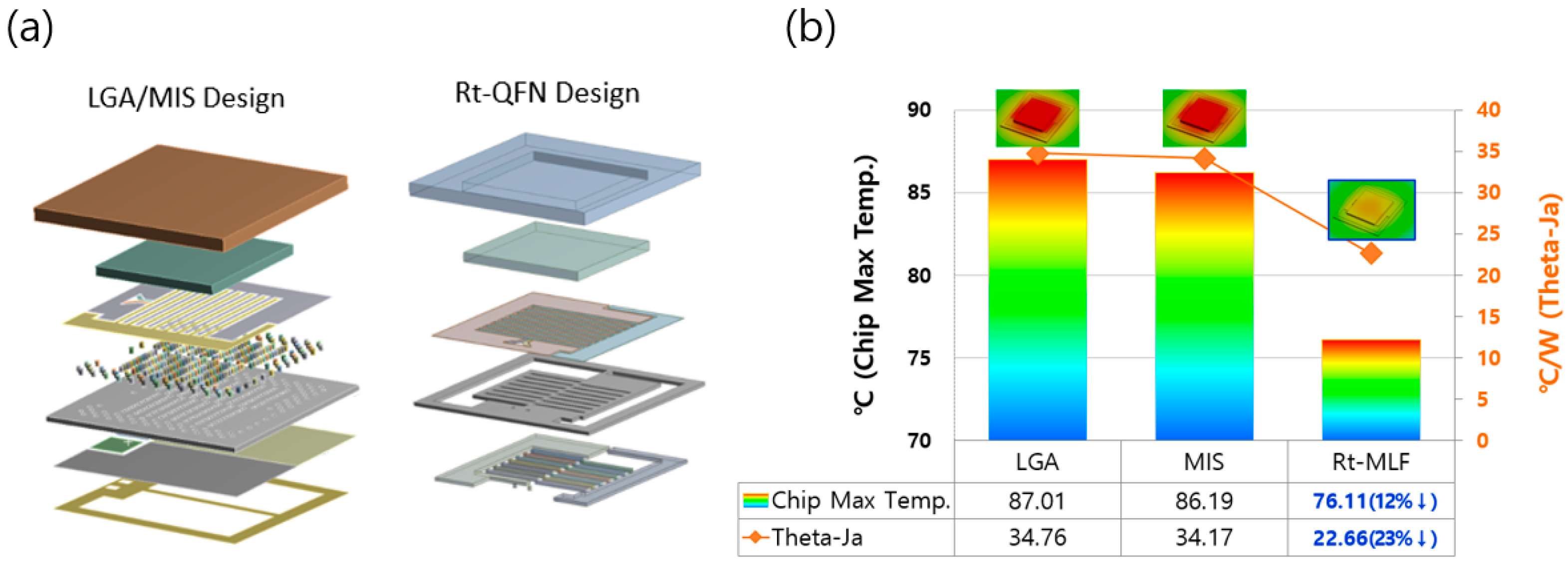
3.3. Thermal Property Analysis with CAE Simulation
4. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lau, J.H. Recent advances and trends in heterogeneous integrations. J. Microelectron. Electron. Packag. 2019, 16, 45–77. [Google Scholar]
- Lau, J.H. Recent advances and trends in fan-out wafer/panel-level packaging. J. Electron. Packag. 2019, 141, 040801. [Google Scholar] [CrossRef] [Green Version]
- Fujihira, T.; Otsuki, M.; Ikawa, O.; Nishiura, A.; Fujishima, N. The state-of-the-art and future trend of power semiconductor devices. In Proceedings of the PCIM Europe 2015, International Exhibition and Conference for Power Electronics, Intelligent Motion, Renewable Energy and Energy Management, Nuremberg, Germany, 19–20 May 2015; pp. 1–8. [Google Scholar]
- Ahmad, A. Automotive semiconductor industry—Trends, safety and security challenges. In Proceedings of the 2020 8th International Conference on Reliability, Infocom Technologies and Optimization, Noida, India, 4–5 June 2020; pp. 1373–1377. [Google Scholar]
- Leteinturier, P. Automotive semi-conductor trend & challenges. In Proceedings of the Design Automation & Test. in Europe Conference, Munich, Germany, 6–10 March 2006; p. 1. [Google Scholar]
- Abelein, U.; Lochner, H.; Hahn, D.; Straube, S. Complexity, quality and robustness—The challenges of tomorrow’s automotive electronics. In Proceedings of the 2012 Design, Automation & Test in Europe Conference & Exhibition, Dresden, Germany, 12–16 March 2012; pp. 870–871. [Google Scholar]
- Chang, N.; Pan, S.; Srinivasan, K.; Feng, Z.; Xia, W.; Pawlak, T.; Geb, D. Emerging ADAS thermal reliability needs and solutions. IEEE Micro. 2018, 38, 66–81. [Google Scholar] [CrossRef]
- Johnson, R.; Evans, J.; Jacobsen, P.; Thompson, J.; Christopher, M. The changing automotive environment: High-temperature Electronics. IEEE Trans. Electron. Packag. Manuf. 2004, 27, 164–176. [Google Scholar] [CrossRef]
- Pinkos, A.F.; Guo, Y. Automotive design challenges for wide-band-gap devices used in high temperature capable, scalable power vehicle electronics. In Proceedings of the 2013 IEEE Energytech, Cleveland, OH, USA, 21–23 May 2013; pp. 1–5. [Google Scholar]
- Yang, Y.; Hefny, M.; Noronha, K.; Callegaro, A.; Goykhman, M.; Baronian, A.; Emadi, A. A fast and accurate thermal-electrical coupled model for SiC traction inverter. In Proceedings of the 2021 IEEE Transportation Electrification Conference & Expo (ITEC), Chicago, IL, USA, 21–25 June 2021; pp. 496–501. [Google Scholar]
- Yu, C.; Buttay, C.; Laboure, E. Thermal management and electromagnetic analysis for GaN devices packaging on DBC substrate. Substrate. IEEE Trans. Power Electron. 2017, 32, 906–910. [Google Scholar] [CrossRef] [Green Version]
- Manikam, V.R.; Cheong, K.Y. Die Attach materials for high temperature applications: A review. IEEE Trans. Compon. Packag. Manuf. Technol. 2011, 1, 457–478. [Google Scholar] [CrossRef]
- Weidner, K.; Kaspar, M.; Seliger, N. Planar interconnect technology for power module system integration. In Proceedings of the 2012 7th International Conference on Integrated Power Electronics Systems (CIPS), Nuremberg, Germany, 6–8 March 2012; pp. 1–5. [Google Scholar]
- Locatelli, M.-L.; Khazaka, R.; Diaham, S.; Pham, C.-D.; Bechara, M.; Dinculescu, S.; Bidan, P. Evaluation of encapsulation materials for high-temperature power device packaging. IEEE Trans. Power Electron. 2014, 29, 2281–2288. [Google Scholar] [CrossRef]
- HAESUNG DS. Semiconductor Artisan, Products. 2021. Available online: www.haesungds.com (accessed on 1 March 2016).
- Lee, K.-H.; Lee, S.-H.; Kang, S.I.; Park, S.-C. Lead Frame and Method for Plating the Same. U.S. Patent Application No. US6469386B1, 22 October 2002. [Google Scholar]
- Kang, S.I.; Bae, I.S.; Kim, J.W. Method of Manufacturing Semiconductor Package Substrate and Semiconductor Package Substrate Manufactured Using the Same. U.S. Patent Application No. US10811302B2, 14 February 2020. [Google Scholar]
- Bae, I.S.; Kang, S.I. Semiconductor Package Substrate and Method for Manufacturing Same. U.S. Patent Application No. WO2017159954A1, 17 September 2017. [Google Scholar]
- Pan, Y.; Liu, Y.; Wang, T.; Lu, X. Effect of a Cu seed layer on electroplated Cu film. Microelectron. Eng. 2013, 105, 18–24. [Google Scholar] [CrossRef]
- Woo, T.G.; Park, I.S.; Seol, K.W. Effect of kind and thickness of seed metal on the surface morphology of copper foil. Korean J. Mater. Res. 2007, 17, 283–288. [Google Scholar] [CrossRef]
- Lee, S.; Byun, E.-Y.; Kim, J.-K.; Kim, D.-G. Ar and O2 linear ion beam PET treatments using an anode layer ion source. Curr. Appl. Phys. 2014, 14, S180–S182. [Google Scholar] [CrossRef]
- Lee, S.; Kim, J.-K.; Kim, D.-G. Effects of electrode geometry on the ion beam extraction of closed drift type anode layer linear ion source. Rev. Sci. Instrum. 2012, 83, 02B703. [Google Scholar] [CrossRef] [PubMed]
- Choi, Y.; Kim, T.-G.; Han, J.; Min, B.-K.; Kim, Y.-J.; Lee, S.J. Design and fabrication of multi-aperture plate for multi-ion beam patterning system. Jpn. J. Appl. Phys. 2010, 49, 06GE06. [Google Scholar] [CrossRef]
- Jiang, X.; Ji, Q.; Chang, A.; Leung, K.N. Mini rf-driven ion sources for focused ion beam systems. Rev. Sci. Instrum. 2003, 74, 2288–2292. [Google Scholar] [CrossRef]
- Hahto, S.K.; Hahto, S.T.; Ji, Q.; Leung, K.N.; Wilde, S.; Foley, E.L.; Grisham, L.R.; Levinton, F.M. Multicusp ion source with external rf antenna for production of protons. Rev. Sci. Instrum. 2004, 75, 355–359. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.; Gough, R.A.; Kunkel, W.B.; Leung, K.N.; Perkins, L.T.; Pickard, D.S.; Sun, L.; Vujic, J.; Williams, M.D.; Wutte, D. Ion energy spread and current measurements of the rf-driven multicusp ion source. Rev. Sci. Instrum. 1997, 68, 1398–1402. [Google Scholar] [CrossRef]
- Lieberman, M.A.; Lichtenberg, A.J. Principles of Plasma Discharges and Materials Processing; Wiley-Interscience: Hoboken, NJ, USA, 1994. [Google Scholar]
- Volkert, C.A.; Minor, A.M. Introductory article: Focused ion beam microscopy and micromachining. MRS Bull. 2007, 32, 389–399. [Google Scholar] [CrossRef] [Green Version]
- Rezaee, M.; Tsai, L.C.; Haider, M.I.; Yazdi, A.; Sanatizadeh, E.; Salowitz, N.P. Quantitative peel test for thin films/layers based on a coupled parametric and statistical study. Sci. Rep. 2019, 9, 19805. [Google Scholar] [CrossRef] [PubMed]
- Miloš, D.; Jaroslav, L.; Silvia, R.; Zuzana, S.; Piero, T.; Jaroslav, V. Standardization of peeling tests for assessing the cohesion and consolidation characteristics of historic stone surfaces. Mater. Struct. 2011, 45, 505–520. [Google Scholar]
- Lee, S.W.; Kim, J.B.; Lee, C.M. Effects of plasma cleaning of the Cu seed layer surface on Cu electroplating. J. Korean Phys. Soc. 2001, 39, S472–S477. [Google Scholar]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, H.-C.; Ryu, H.-J.; Kang, S.-I.; Bae, I.-S. Two-Layer Rt-QFN: A New Coreless Substrate Based on Lead Frame Technology. Coatings 2022, 12, 612. https://doi.org/10.3390/coatings12050612
Kim H-C, Ryu H-J, Kang S-I, Bae I-S. Two-Layer Rt-QFN: A New Coreless Substrate Based on Lead Frame Technology. Coatings. 2022; 12(5):612. https://doi.org/10.3390/coatings12050612
Chicago/Turabian StyleKim, Hong-Chan, Ho-Jun Ryu, Sung-Il Kang, and In-Seob Bae. 2022. "Two-Layer Rt-QFN: A New Coreless Substrate Based on Lead Frame Technology" Coatings 12, no. 5: 612. https://doi.org/10.3390/coatings12050612
APA StyleKim, H. -C., Ryu, H. -J., Kang, S. -I., & Bae, I. -S. (2022). Two-Layer Rt-QFN: A New Coreless Substrate Based on Lead Frame Technology. Coatings, 12(5), 612. https://doi.org/10.3390/coatings12050612