
The Role of Anodising Parameters in the Performance of Bare and Coated Aerospace Anodic Oxide Films

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Pre-Treatment
2.2. Anodising
2.3. Organic Coating Application
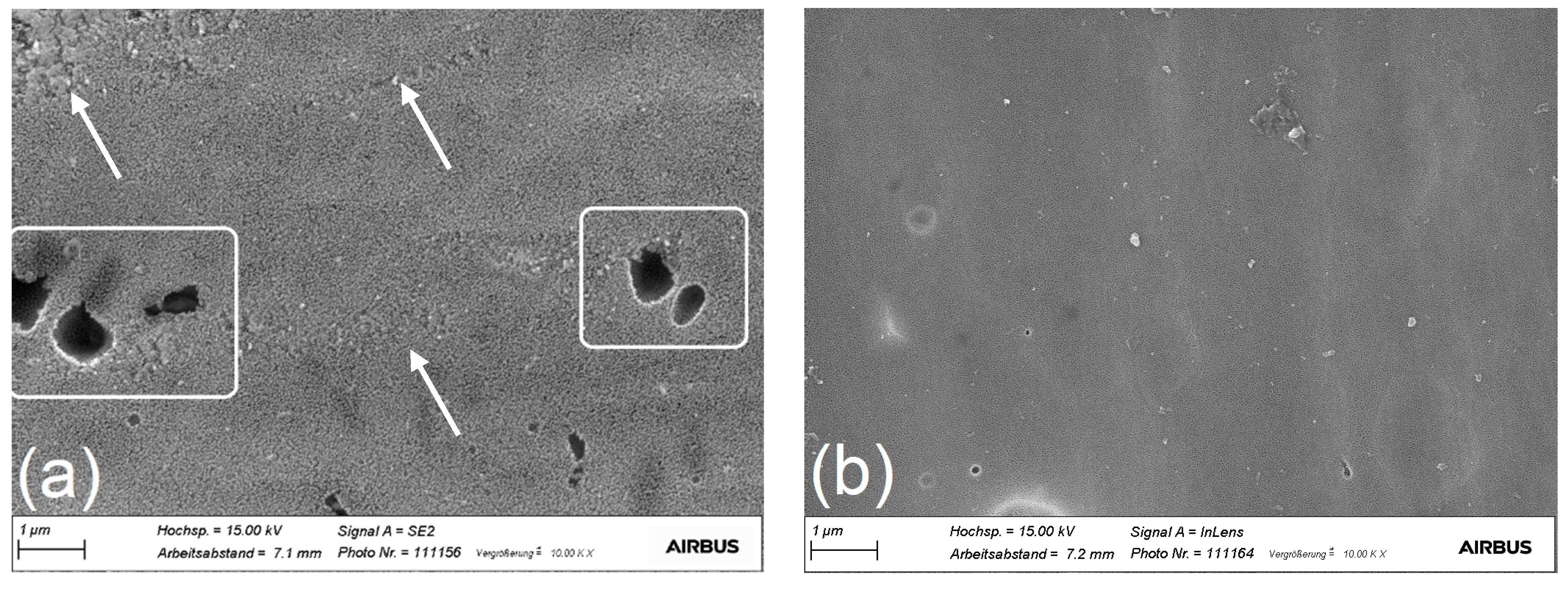
2.4. Field Emission Scanning Electron Microscopy (FE-SEM)
2.5. X-ray Photoelectron Spectroscopy (XPS)
2.6. Chronoamperometry
2.7. Odd Random Phase-Electrochemical Impedance Spectroscopy (ORP-EIS)
2.8. Corrosion Testing: Neutral Salt Spray (NSST)
2.9. Corrosion Testing: Filiform Corrosion (FFT)
2.10. Adhesion Testing: Cross-Cut Test
3. Results
3.1. Anodic Oxide Film Characterisation
3.1.1. Oxide Morphology
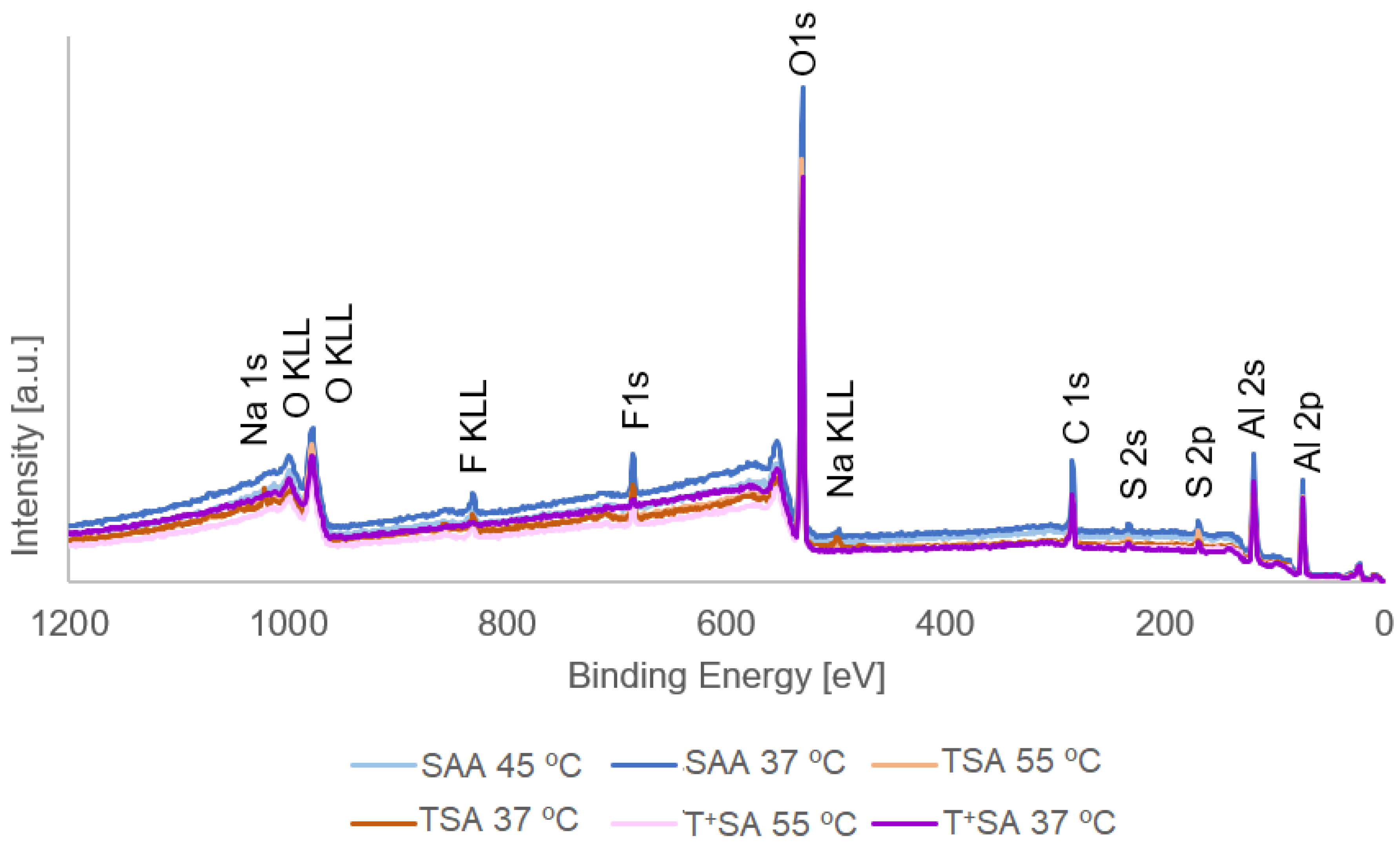
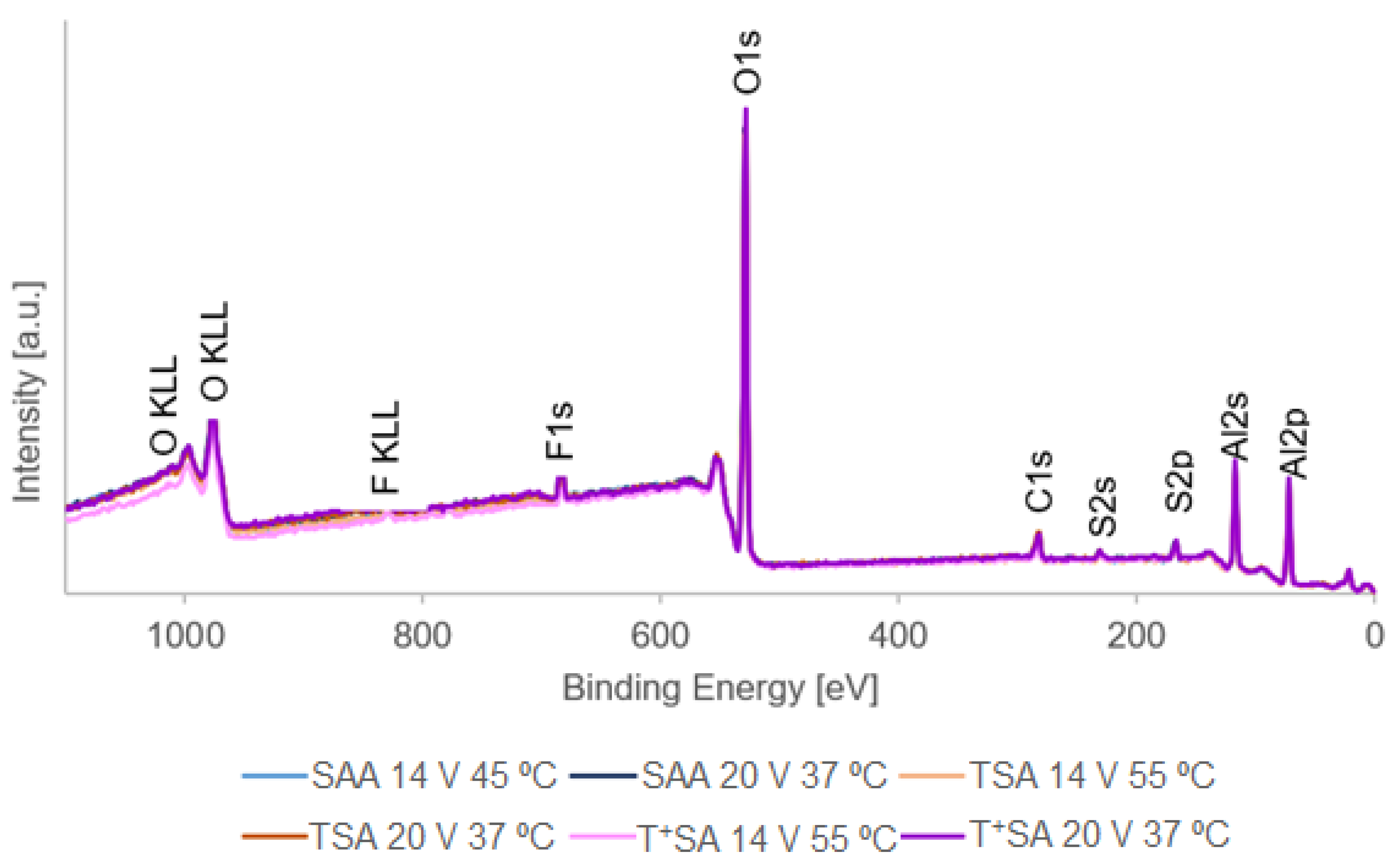
3.1.2. Oxide Chemical Composition
3.2. Protective Behaviour of Anodic Oxide Films
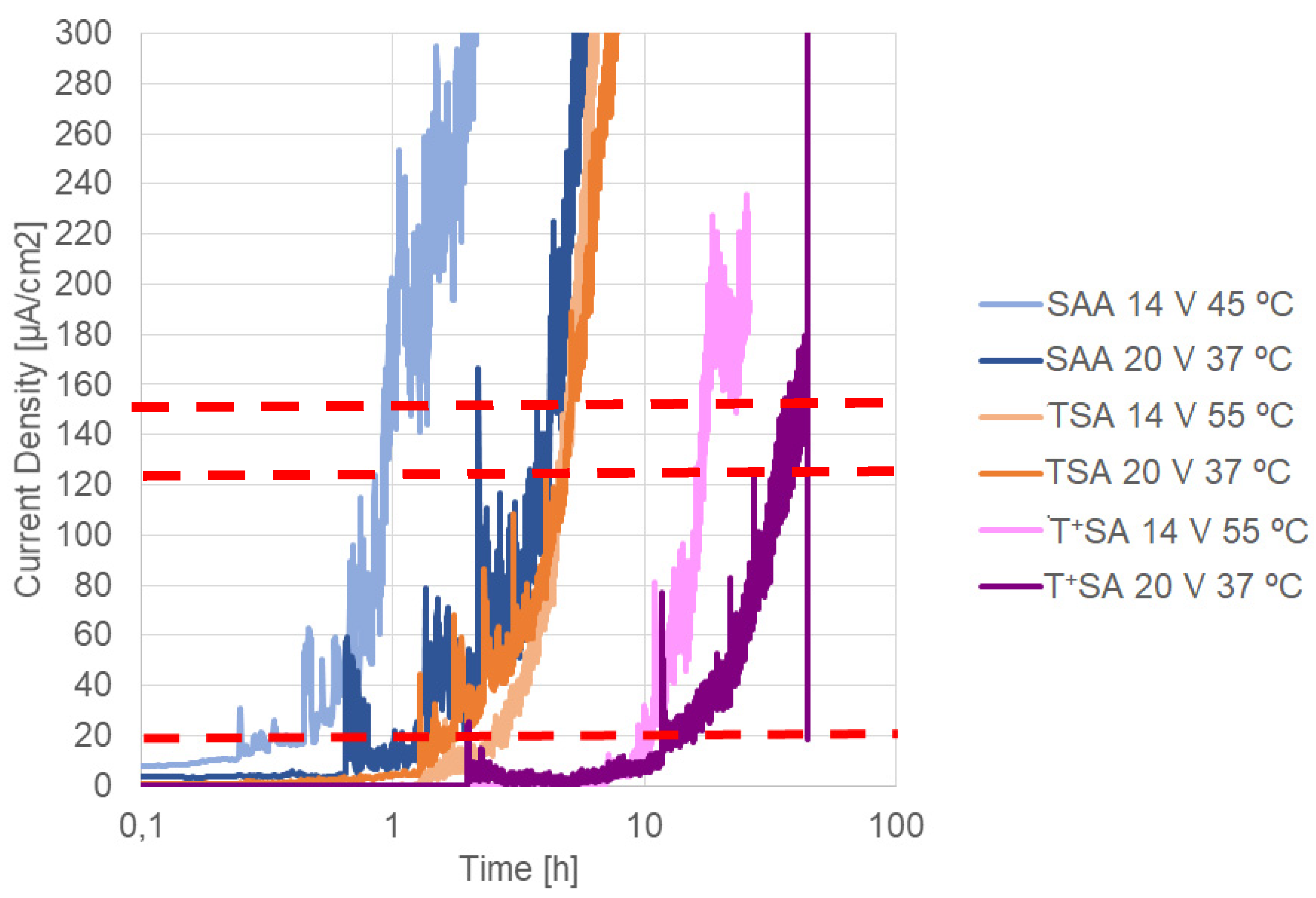
3.2.1. Chronoamperometry
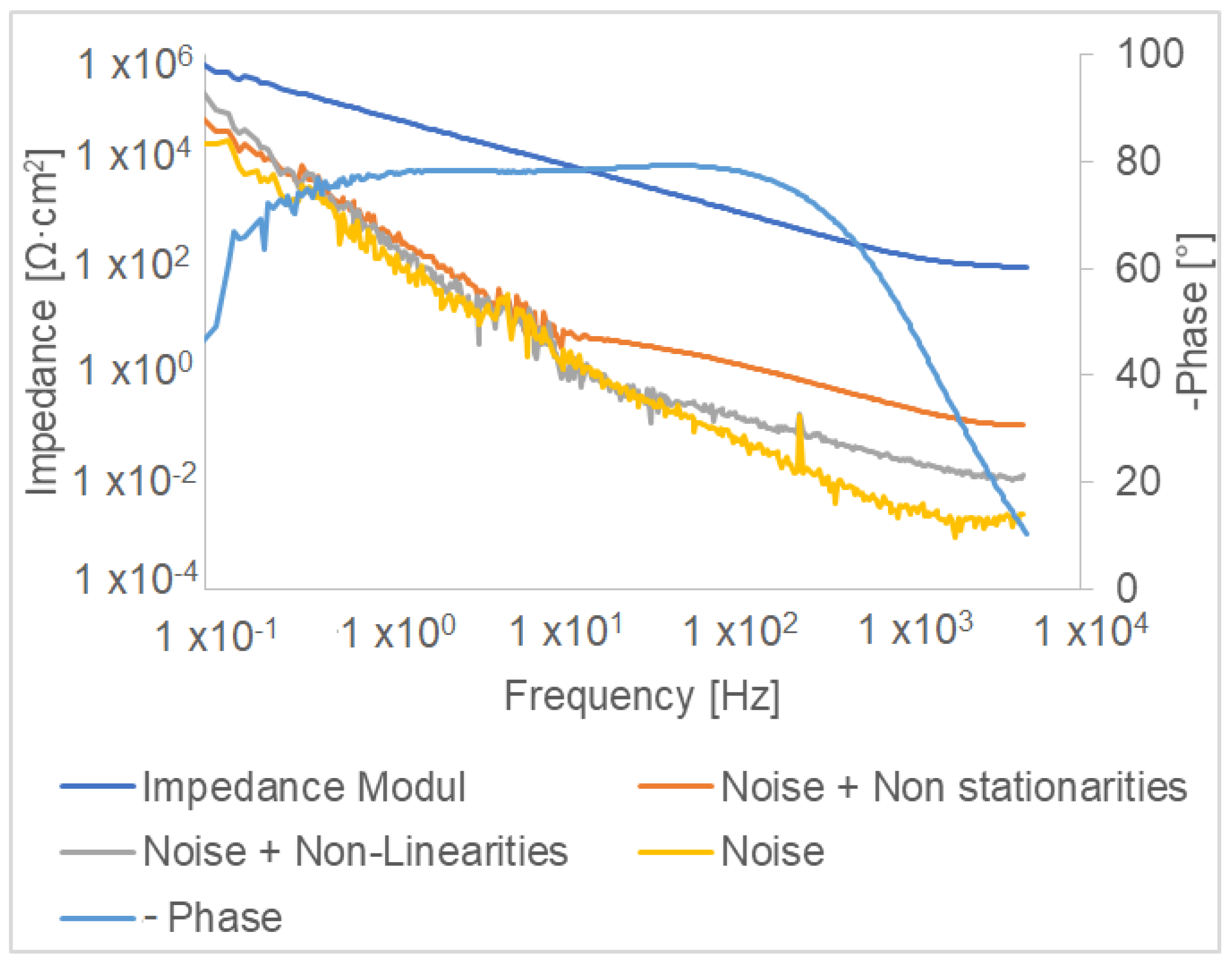
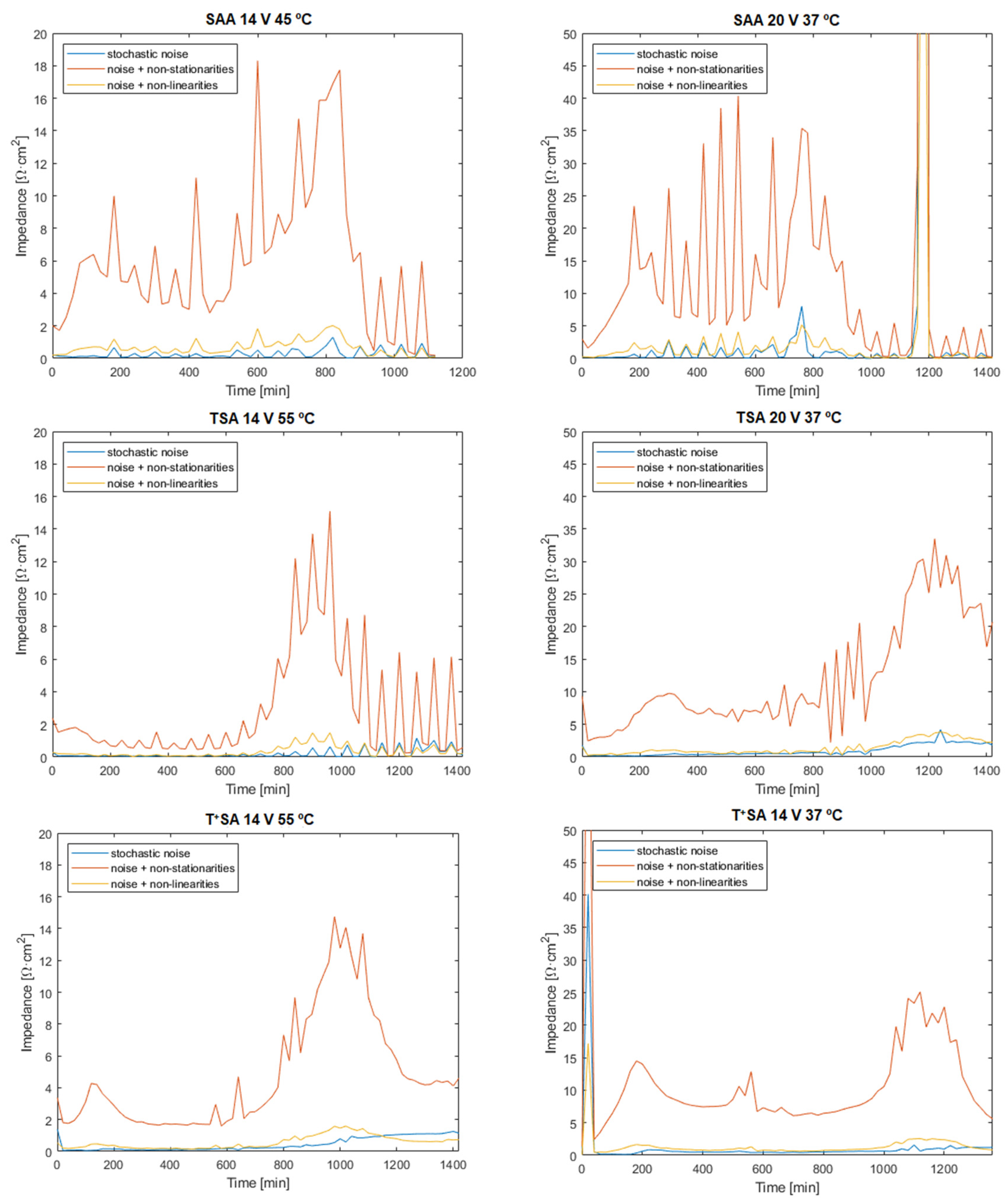
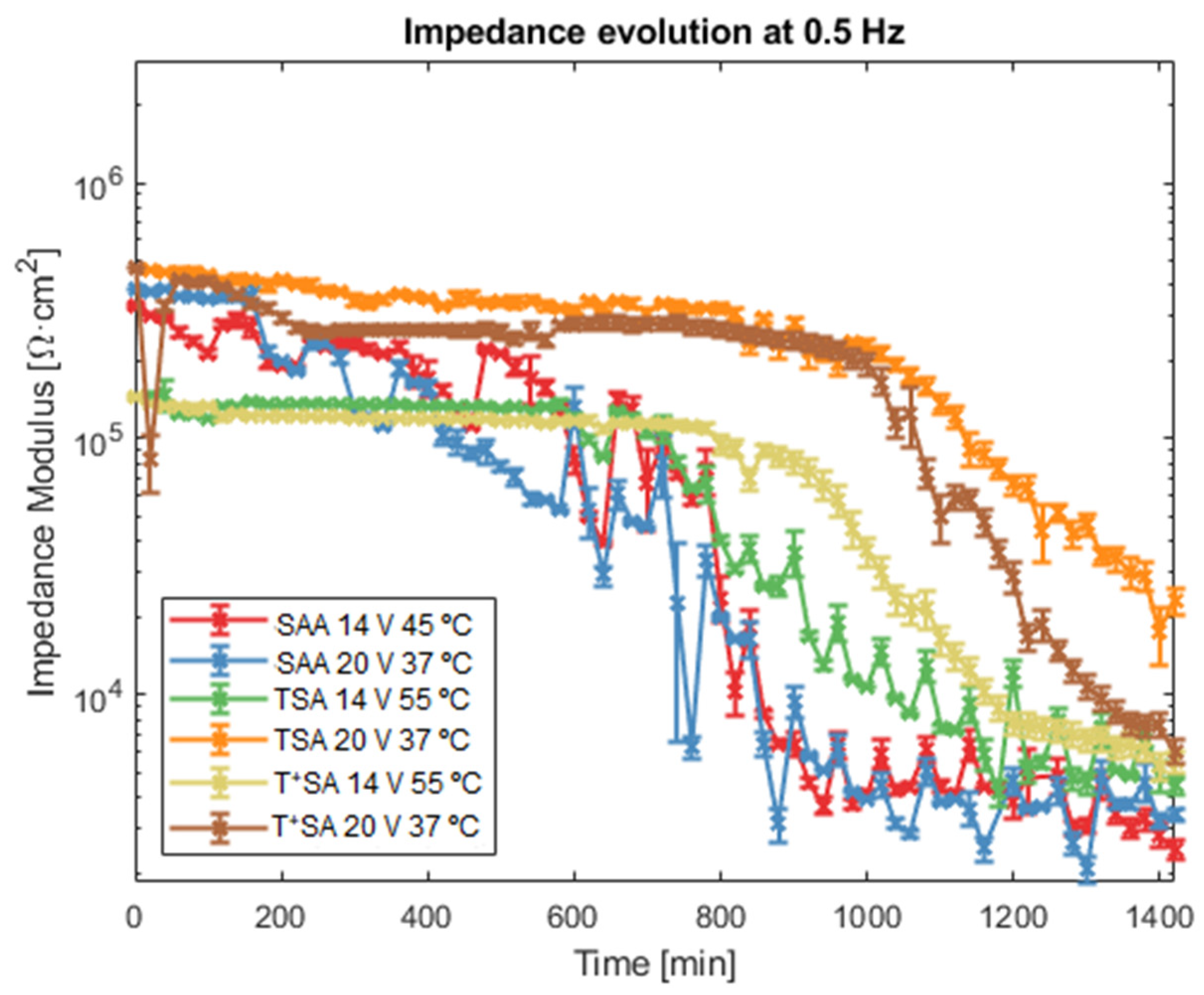
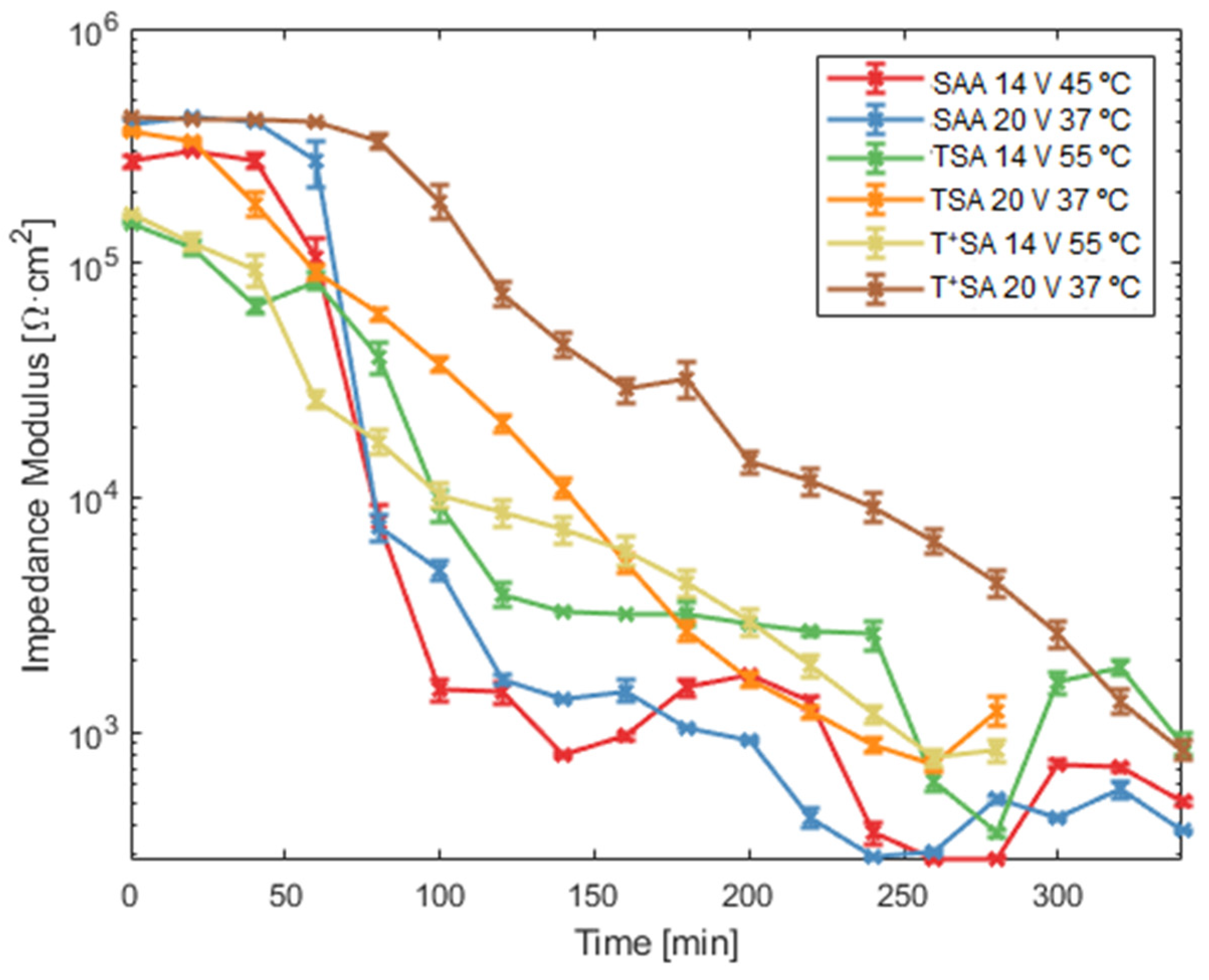
3.2.2. Odd-Random-Phase Electrochemical Impedance Spectroscopy
Degradation in an Acidified (pH 3) Dilute Harrison’s Solution
Degradation in an Alkalised (pH 10) Dilute Harrison’s Solution
3.3. Corrosion Protection Performance of Coated Anodic Oxide Films
3.3.1. Corrosion Protection in Neutral Salt Spray Test
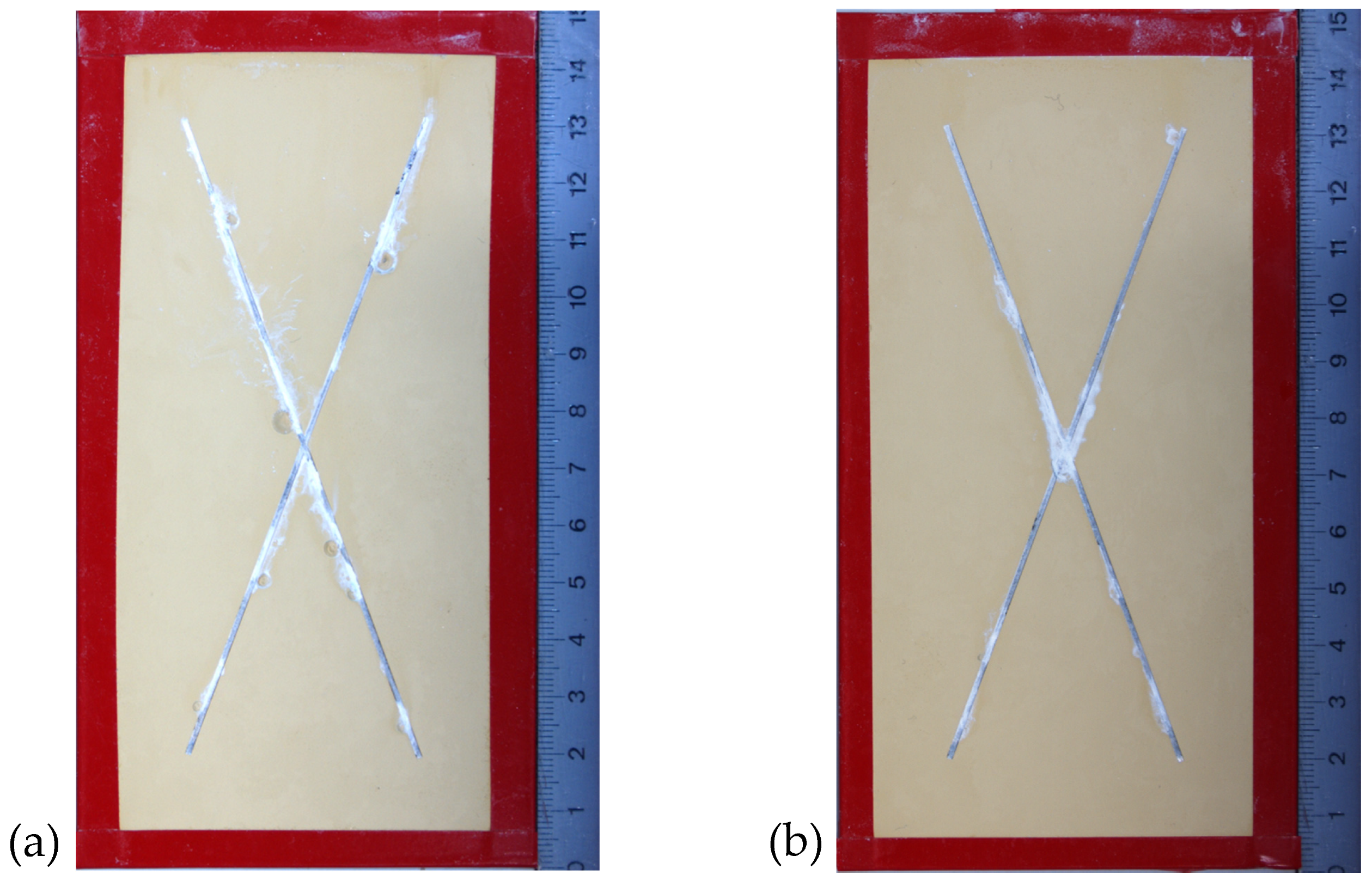
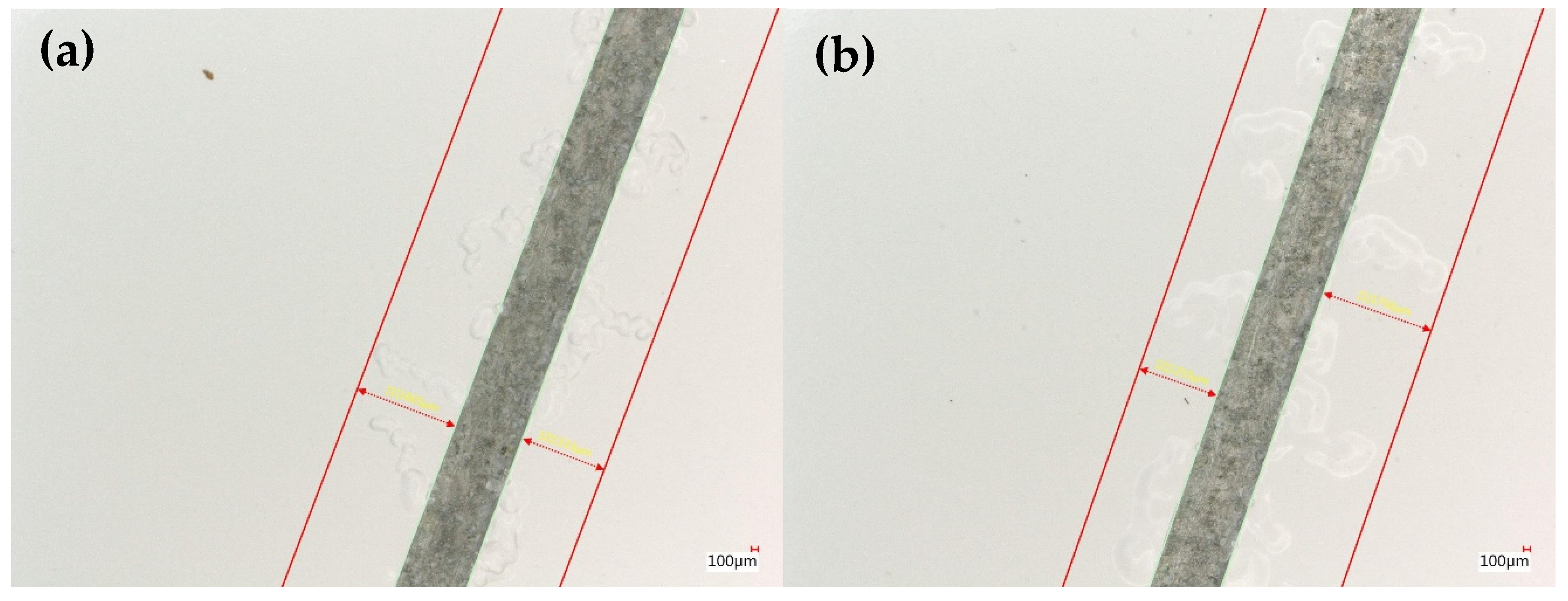
3.3.2. Corrosion Protection Performance in a Filiform Corrosion Test
3.4. Adhesion
4. Discussion
4.1. The Role of Anodising Parameters on the Morphology and Chemistry of Anodic Oxide Films
4.2. The Role of Anodising Parameters on the Protective Properties of Bare Anodic Oxide Films
4.3. The Role of Anodising Parameters on the Corrosion Protection Performance of Coated Anodic Oxide Films
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CAA | Chromic Acid Anodising |
| TSA | Tartaric-Sulfuric Acid Anodising |
| SAA | Sulfuric Acid Anodising |
| NSST | Salt Spray Test |
| FFT | Filiform Corrosion Test |
| Epit | Pitting potential |
| ORP-EIS | Odd Random Phase Electrochemical Impedance Spectroscopy |
| RMS | Root Mean Square |
| CC | Cross cut test |
| FE-SEM | Field Emission Scanning Electron Microscopy |
| XPS | X-Ray photoelectron spectroscopy |
| ToF-SIMS | Time of Flight Secondary Ion Mass Spectroscopy |
References
- Gialanella, S.; Malandruccolo, A. Aerospace Alloys; Springer International Publishing: Cham, Switzerland, 2019; Available online: https://books.google.de/books?id=via7DwAAQBAJ (accessed on 30 May 2022).
- Campestrini, P.; van Westing, E.; van Rooijen, H.; de Wit, J. Relation between microstructural aspects of AA2024 and its corrosion behaviour investigated using AFM scanning potential technique. Corros. Sci. 2000, 42, 1853–1861. [Google Scholar] [CrossRef]
- Ambat, R.; Davenport, A.; Scamans, G.M.; Afseth, A. Effect of iron-containing intermetallic particles on the corrosion behaviour of aluminium. Corros. Sci. 2006, 48, 3455–3471. [Google Scholar] [CrossRef]
- Liu, Y.; Arenas, M.; Skeldon, P.; Thompson, G.; Bailey, P.; Noakes, T.; Habazaki, H.; Shimizu, K. Anodic behaviour of a model second phase: Al–20at.%Mg–20at.%Cu. Corros. Sci. 2006, 48, 1225–1248. [Google Scholar] [CrossRef]
- Guillaumin, V.; Mankowski, G. Localized corrosion of 2024 T351 aluminium alloy in chloride media. Corros. Sci. 1998, 41, 421–438. [Google Scholar] [CrossRef]
- Hughes, A.E.; Birbilis, N.; Mol, J.M.; Garcia, S.J.; Zhou, X.; Thompson, G.E. High Strength Al-Alloys: Microstructure, Corrosion and Principles of Protection. Recent Trends Process. Degrad. Alum. Alloys 2011, 1, 223–262. [Google Scholar] [CrossRef] [Green Version]
- Boag, A.; Hughes, A.; Wilson, N.; Torpy, A.; MacRae, C.; Glenn, A.; Muster, T. How complex is the microstructure of AA2024-T3? Corros. Sci. 2009, 51, 1565–1568. [Google Scholar] [CrossRef]
- Blohowiak, K.Y.; Osborne, J.H.; Seebergh, J.E. Development and Implementation of Sol-Gel Coatings for Aerospace Applications; SAE Mobilus: Warrendale, PA, USA, 2009. [Google Scholar] [CrossRef]
- Becker, M. Chromate-free chemical conversion coatings for aluminum alloys. Corros. Rev. 2019, 37, 321–342. [Google Scholar] [CrossRef]
- del Olmo, R.; Mohedano, M.; Visser, P.; Matykina, E.; Arrabal, R. Flash-PEO coatings loaded with corrosion inhibitors on AA2024. Surf. Coat. Technol. 2020, 402, 126317. [Google Scholar] [CrossRef]
- Thompson, G.E. Porous anodic alumina: Fabrication, characterization and applications. Thin Solid Film. 1997, 297, 192–201. [Google Scholar] [CrossRef]
- Sulka, G.D. Highly ordered anodic porous alumina formation by self-organized anodizing. In Nanostructured Materials in Electrochemistry; Eftekhari, A., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2008; pp. 1–116. [Google Scholar] [CrossRef]
- Curioni, M.; Skeldon, P.; Thompson, G.E.; Ferguson, J. Graded Anodic Film Morphologies for Sustainable Exploitation of Aluminium Alloys in Aerospace. Adv. Mater. Res. 2008, 38, 48–55. [Google Scholar] [CrossRef]
- Wernick, S.; Pinner, R. Surface Treatment and Finishing of Aluminium and Its Alloys, 4th ed.; Finishing Publications: Warrington, UK, 1972; Volume 1. [Google Scholar]
- Martínez-Viademonte, M.P.; Abrahami, S.T.; Hack, T.; Burchardt, M.; Terryn, H. A Review on Anodizing of Aerospace Aluminum Alloys for Corrosion Protection. Coatings 2020, 10, 1106. [Google Scholar] [CrossRef]
- Xu, Y.; Thompson, G.; Wood, G.; Bethune, B. Anion incorporation and migration during barrier film formation on aluminium. Corros. Sci. 1987, 27, 83–102. [Google Scholar] [CrossRef]
- Abrahami, S.T.; Hauffman, T.; de Kok, J.M.; Mol, J.M.; Terryn, H. XPS Analysis of the Surface Chemistry and Interfacial Bonding of Barrier-Type Cr(VI)-Free Anodic Oxides. J. Phys. Chem. C 2015, 119, 19967–19975. [Google Scholar] [CrossRef]
- Aerts, T.; Jorcin, J.-B.; De Graeve, I.; Terryn, H. Comparison between the influence of applied electrode and electrolyte temperatures on porous anodizing of aluminium. Electrochim. Acta 2010, 55, 3957–3965. [Google Scholar] [CrossRef]
- Abrahami, S.T.; De Kok, J.M.M.; Gudla, V.C.; Ambat, R.; Terryn, H.; Mol, J.M.C. Interface strength and degradation of adhesively bonded porous aluminum oxides. NPJ Mater. Degrad. 2017, 1, 8. [Google Scholar] [CrossRef] [Green Version]
- OSHA, T. OSHA, Toxic and Hazardous Substances in Occupational Exposure to Hexavalent Chromium; United States Department of Labor: Washington, DC, USA, 2006. [Google Scholar]
- Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18 December 2006 Concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH), Establishing a European Chemicals Agency, Amending Directive 1999/45/EC and Repealing Council Regulation (EEC) No 793/93 and Commission Regulation (EC) No 1488/94 as Well as Council Directive 76/769/EEC and Commission Directives 91/155/EEC, 93/67/EEC, 93/105/EC and 2000/21/EC. 2006. Available online: https://eur-lex.europa.eu/eli/reg/2006/1907/2020-04-28 (accessed on 30 May 2022).
- Dattilo, A.; Tamiro, S.; Romano, C. Anodizing Process, with Low Environmental Impact, for a Woodpiece of Aluminum or Aluminum Alloys. U.S. Patent US20020157961A1, 31 October 2002. [Google Scholar]
- Curioni, M.; Skeldon, P.; Koroleva, E.; Thompson, G.E.; Ferguson, J. Role of Tartaric Acid on the Anodizing and Corrosion Behavior of AA 2024 T3 Aluminum Alloy. J. Electrochem. Soc. 2009, 156, C147–C153. [Google Scholar] [CrossRef]
- Machado, T.V.; Dick, P.A.; Knörnschild, G.H.; Dick, L.F. The effect of different carboxylic acids on the sulfuric acid anodizing of AA2024. Surf. Coat. Technol. 2019, 383, 125283. [Google Scholar] [CrossRef]
- Marzocchi, V.; Iglesias-Rubianes, L.; Thompson, G.; Bellucci, F. The influence of tartaric acid additions on the anodizing behaviour of aa2024-t3 alloy in sulphuric acid. Corros. Rev. 2007, 25, 461–474. [Google Scholar] [CrossRef]
- de Miera, M.S.; Curioni, M.; Skeldon, P.; Thompson, G. The behaviour of second phase particles during anodizing of aluminium alloys. Corros. Sci. 2010, 52, 2489–2497. [Google Scholar] [CrossRef]
- Iglesias-Rubianes, L.; Garcia-Vergara, S.; Skeldon, P.; Thompson, G.; Ferguson, J.; Beneke, M. Cyclic oxidation processes during anodizing of Al–Cu alloys. Electrochim. Acta 2007, 52, 7148–7157. [Google Scholar] [CrossRef]
- Boisier, G.; Pébère, N.; Druez, C.; Villatte, M.; Suel, S. FESEM and EIS Study of Sealed AA2024 T3 Anodized in Sulfuric Acid Electrolytes: Influence of Tartaric Acid. J. Electrochem. Soc. 2008, 155, C521–C529. [Google Scholar] [CrossRef] [Green Version]
- Arenas, M.; Conde, A.; de Damborenea, J. Effect of acid traces on hydrothermal sealing of anodising layers on 2024 aluminium alloy. Electrochim. Acta 2010, 55, 8704–8708. [Google Scholar] [CrossRef]
- Wang, R.; Wang, L.; He, C.; Lu, M.; Sun, L. Studies on the sealing processes of corrosion resistant coatings formed on 2024 aluminium alloy with tartaric-sulfuric anodizing. Surf. Coat. Technol. 2018, 360, 369–375. [Google Scholar] [CrossRef]
- Setianto, M.H.; Korda, A.A. Characterization of Tartaric-Sulphuric Acid Anodized 2024-T3 Aluminium Alloys with Anodizing Potential Variation. J. Phys. Conf. Ser. 2019, 1204, 012039. [Google Scholar] [CrossRef]
- González-Rovira, L.; González-Souto, L.; Astola, P.J.; Bravo-Benítez, C.; Botana, F.J. Assessment of the corrosion resistance of self-ordered anodic aluminum oxide (AAO) obtained in tartaric-sulfuric acid (TSA). Surf. Coat. Technol. 2020, 399, 126131. [Google Scholar] [CrossRef]
- Martinez-Viademonte, M.P.; Abrahami, S.T.; Hack, T.; Burchardt, M.; Terryn, H. Adhesion properties of tartaric sulfuric acid anodic films assessed by a fast and quantitative peel tape adhesion test. Int. J. Adhes. Adhes. 2022, 116, 103156. [Google Scholar] [CrossRef]
- McCafferty, E. Sequence of steps in the pitting of aluminum by chloride ions. Corros. Sci. 2003, 45, 1421–1438. [Google Scholar] [CrossRef]
- Van Gheem, E.; Pintelon, R.; Vereecken, J.; Schoukens, J.; Hubin, A.; Verboven, P.; Blajiev, O. Electrochemical impedance spectroscopy in the presence of non-linear distortions and non-stationary behaviour. Electrochim. Acta 2004, 49, 4753–4762. [Google Scholar] [CrossRef]
- Breugelmans, T.; Lataire, J.; Muselle, T.; Tourwé, E.; Pintelon, R.; Hubin, A. Odd random phase multisine electrochemical impedance spectroscopy to quantify a non-stationary behaviour: Theory and validation by calculating an instantaneous impedance value. Electrochim. Acta 2012, 76, 375–382. [Google Scholar] [CrossRef]
- Schoukens, J.; Pintelon, R.; Dobrowiecki, T. Linear modeling in the presence of nonlinear distortions. IEEE Trans. Instrum. Meas. 2002, 51, 786–792. [Google Scholar] [CrossRef]
- Schoukens, J.; Pintelon, R.; Van Der Ouderaa, E.; Renneboog, J. Survey of excitation signals for FFT based signal analyzers. IEEE Trans. Instrum. Meas. 1988, 37, 342–352. [Google Scholar] [CrossRef]
- ISO 17872:2019; Paint and Varnishes-Guidelines for the Introduction of Scribe Marks through Coatings on Metallic Panels for Corrosion Testing. International Organization for Standardization: Geneva, Switzerland, 2019.
- ISO 9227; Corrosion Tests in Artificial Atmospheres: Salt Spray Tests. International Organization for Standardization: Geneva, Switzerland, 2017.
- DIN EN 3665; Aerospace Series. Test Methods for Paints and Varnishes: Filiform Corrosion Resistance Test on Aluminium Alloys. Deutsches Institut für Normung e.V.: Berlin, Germany, 1997.
- ISO 2409; Paints and Varnishes: Cross Cut Test. International Organization for Standardization: Geneva, Switzerland, 2013.
- Carangelo, A.; Curioni, M.; Acquesta, A.; Monetta, T.; Bellucci, F. Cerium-based sealing of anodic films on AA2024T3: Effect of pore morphology on anticorrosion performance. J. Electrochem. Soc. 2016, 163, C907–C916. [Google Scholar] [CrossRef] [Green Version]
- Elaish, R. Effects of fluoride ions in the growth of barrier-type films on aluminium. Electrochim. Act. 2017, 245, 854–862. [Google Scholar] [CrossRef]
- Moulder, J.F.; Chastain, J. Handbook of X-ray Photoelectron Spectroscopy: A Reference Book of Standard Spectra for Identification and Interpretation of XPS Data; Physical Electronics Division, Perkin-Elmer Corporation: Waltham, MA, USA, 1992. [Google Scholar]
- Limcharoen, A.; Pakpum, C.; Limsuwan, P. An X-ray Photoelectron Spectroscopy Investigation of Redeposition from Fluorine-based Plasma Etch on Magnetic Recording Slider Head Substrate. Proc. Eng. 2012, 32, 1043–1049. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrolyte | Voltage [V] | Temperature [°C] | Time at Constant V [min] |
|---|---|---|---|
| SAA | 14 | 45 | 10 |
| 20 | 37 | 8 | |
| TSA | 14 | 55 | 8 |
| 20 | 37 | 9 | |
| T+SA | 14 | 55 | 10 |
| 20 | 37 | 10 |
| Oxide | Thickness | SD | Avg. Pore Mouth ø | SD Avg. Pore Mouth ø | Pore Density | Porosity |
|---|---|---|---|---|---|---|
| Units | µm | µm | nm | nm | Pores/µm2 | Area % |
| SAA 14 V 45 °C | 4.16 | 0.02 | 17.3 | 6.2 | 1201.7 | 34.3 |
| SAA 20 V 37 °C | 4.75 | 0.01 | 9.4 | 2.5 | 3095.6 | 7.0 |
| TSA 14 V 55 °C | 4.45 | 0.05 | 19.6 | 6.9 | 1113.7 | 22.1 |
| TSA 20 V 37 °C | 4.26 | 0.05 | 9.1 | 2.7 | 3518.3 | 5.8 |
| T+SA 14 V 55 °C | 4.57 | 0.08 | 20.2 | 7.3 | 1047 | 23 |
| T+SA 20 V 37 °C | 4.62 | 0.03 | 8 | 2.5 | 3913.6 | 6.7 |
| Exposure Time (h) | Paint Creepage | Anodising Parameters | |||||
|---|---|---|---|---|---|---|---|
| SAA 14 V 45 °C | SAA 20 V 37 °C | TSA 14 V 55 °C | TSA 20 V 37 °C | T+SA 14 V 55 °C | T+SA 20 V 37 °C | ||
| 3000 h | Length (mm) | 1.5 | 2.4 | 1.7 | 3.1 | 1.8 | 4.2 |
| SD (mm) | 0.1 | 0.6 | 0.6 | 0.8 | 0.5 | 0.4 | |
| Exposure Time (h) | Filament | Anodising Parameters | |||||
|---|---|---|---|---|---|---|---|
| SAA 14 V 45 °C | SAA 20 V 37 °C | TSA 14 V 55 °C | TSA 20 V 37 °C | T+SA 14 V 55 °C | T+SA 20 V 37 °C | ||
| 168 | Length (mm) | 0.6 | 0.8 | 0.6 | 0.7 | 0.7 | 0.7 |
| SD (mm) | 0.1 | 0.1 | 0.1 | 0.2 | 0.2 | 0.2 | |
| 336 | Length (mm) | 1.0 | 1.0 | 1.0 | 1.0 | 1.1 | 1.0 |
| SD (mm) | 0.1 | 0.2 | 0.2 | 0.1 | 0.2 | 0.1 | |
| 500 | Length (mm) | 1.0 | 1.1 | 1.0 | 1.1 | 1.2 | 1.1 |
| SD (mm) | 0.1 | 0.2 | 0.2 | 0.1 | 0.2 | 0.2 | |
| 750 | Length (mm) | 1.2 | 1.2 | 1.2 | 1.1 | 1.4 | 1.3 |
| SD (mm) | 0.3 | 0.3 | 0.2 | 0.1 | 0.3 | 0.2 | |
| 1000 | Length (mm) | 1.4 | 1.3 | 1.3 | 1.4 | 1.5 | 1.3 |
| SD (mm) | 0.2 | 0.3 | 0.2 | 0.1 | 0.3 | 0.2 | |
| Area (mm2) | 4.8 | 5.6 | 3.9 | 5.7 | 5.2 | 6.5 | |
| SD (mm2) | 0.8 | 1.0 | 0.9 | 1.3 | 1.2 | 1.7 | |
| Anodising Parameters | Dry Adhesion | Wet Adhesion |
|---|---|---|
| SAA 14 V 45 °C | No failure | No failure |
| SAA 20 V 37 °C | No failure | No failure |
| TSA 14 V 55 °C | No failure | No failure |
| TSA 20 V 37 °C | No failure | Delamination <5% of area |
| T+SA 14 V 55 °C | No failure | No failure |
| T+SA 20 V 37 °C | No failure | Delamination <5% of area |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paz Martinez-Viademonte, M.; Abrahami, S.T.; Havigh, M.D.; Marcoen, K.; Hack, T.; Burchardt, M.; Terryn, H. The Role of Anodising Parameters in the Performance of Bare and Coated Aerospace Anodic Oxide Films. Coatings 2022, 12, 908. https://doi.org/10.3390/coatings12070908
Paz Martinez-Viademonte M, Abrahami ST, Havigh MD, Marcoen K, Hack T, Burchardt M, Terryn H. The Role of Anodising Parameters in the Performance of Bare and Coated Aerospace Anodic Oxide Films. Coatings. 2022; 12(7):908. https://doi.org/10.3390/coatings12070908
Chicago/Turabian StylePaz Martinez-Viademonte, Mariana, Shoshan T. Abrahami, Meisam D. Havigh, Kristof Marcoen, Theodor Hack, Malte Burchardt, and Herman Terryn. 2022. "The Role of Anodising Parameters in the Performance of Bare and Coated Aerospace Anodic Oxide Films" Coatings 12, no. 7: 908. https://doi.org/10.3390/coatings12070908
APA StylePaz Martinez-Viademonte, M., Abrahami, S. T., Havigh, M. D., Marcoen, K., Hack, T., Burchardt, M., & Terryn, H. (2022). The Role of Anodising Parameters in the Performance of Bare and Coated Aerospace Anodic Oxide Films. Coatings, 12(7), 908. https://doi.org/10.3390/coatings12070908