
Flame Retardancy Performance of Continuous Glass-Fiber-Reinforced Polypropylene Halogen-Free Flame-Retardant Prepreg

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Preparation of Flame Retardant Modified Polypropylene
2.3. Preparation of Continuous Glass-Fiber-Reinforced Polypropylene Flame-Retardant Prepreg Tape
2.4. Preparation of Unidirectional Laminates and Specimens
2.5. Characterization and Testing Methods
2.5.1. Melt Flow Index (MFI)
2.5.2. Void Content
2.5.3. Thermogravimetric Analysis (TGA)
2.5.4. The Limit Oxygen Index (LOI)
2.5.5. Vertical Burning Tests
2.5.6. The Cone Calorimeter Tests (CCT)
2.5.7. Scanning Electronic Microscopy (SEM)
3. Results and Discussion
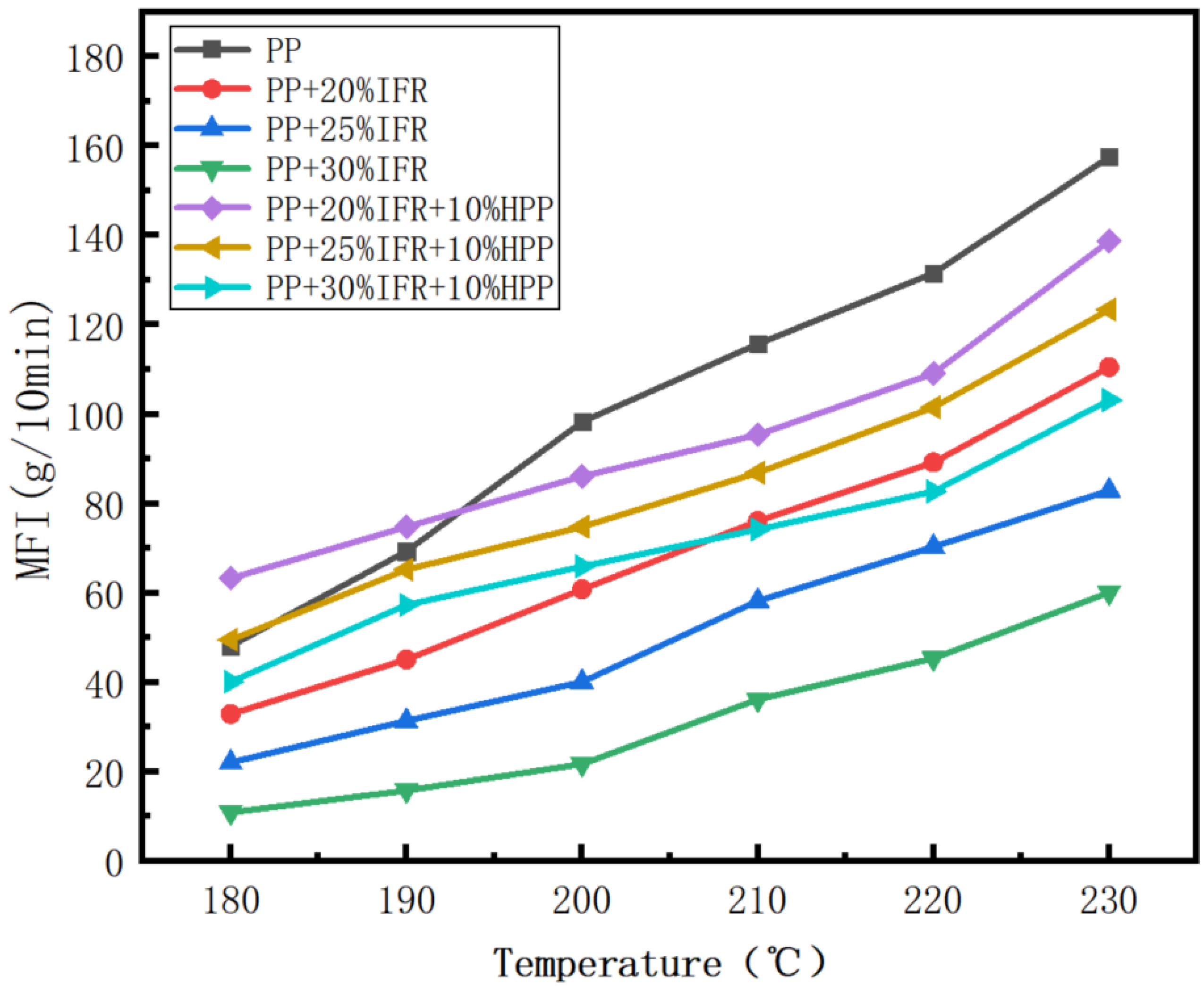
3.1. MFI
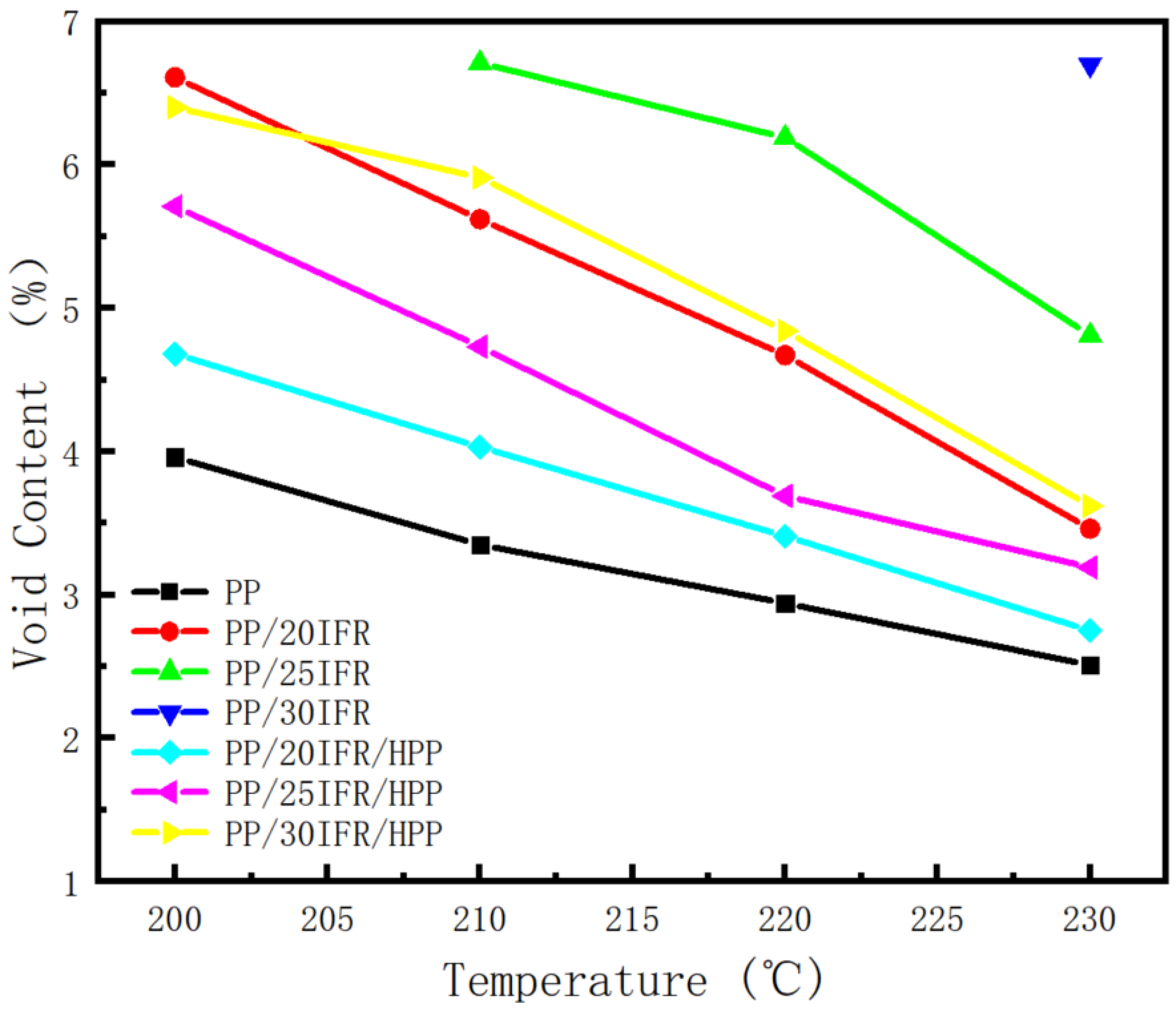
3.2. Void Content
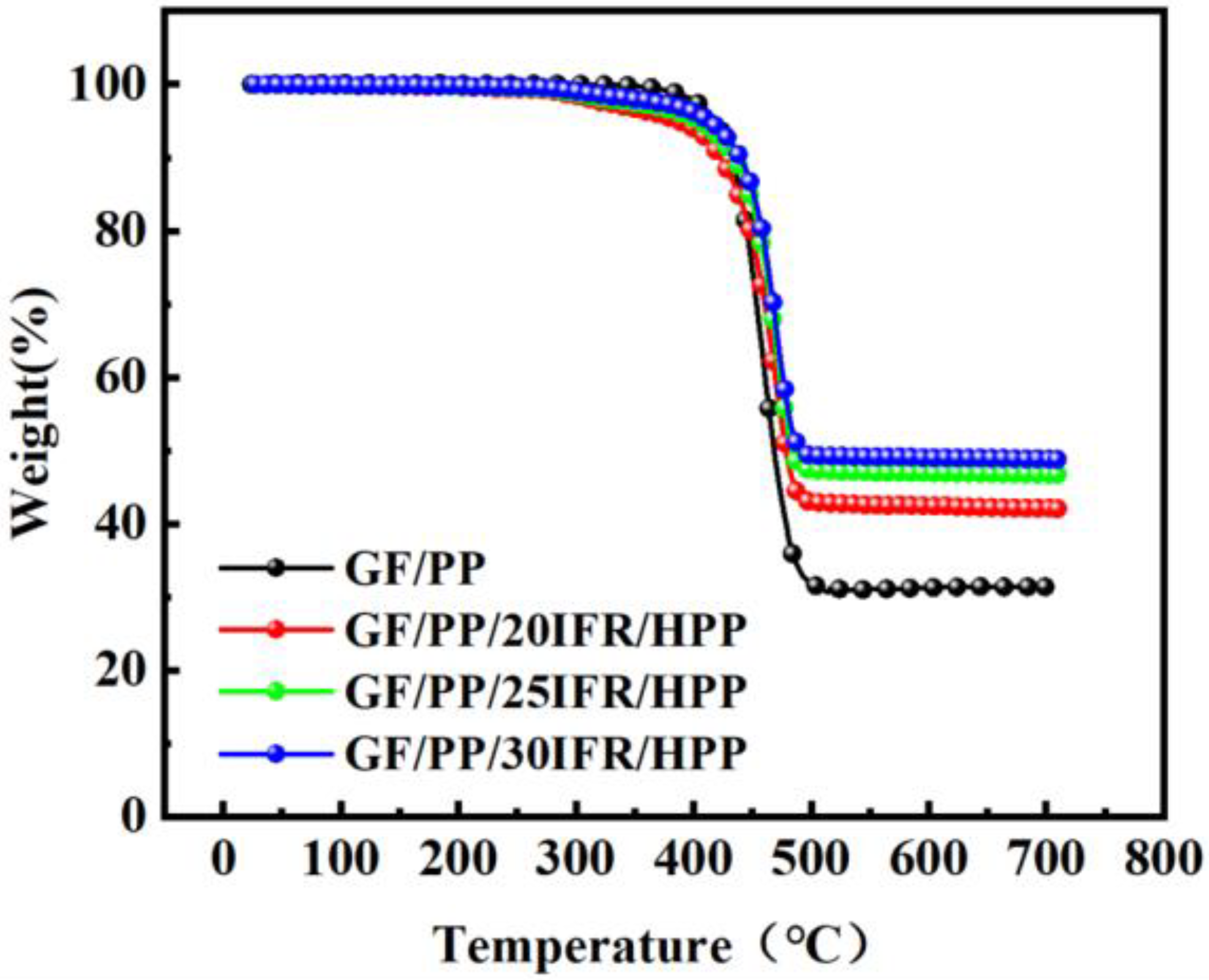
3.3. Thermal Properties
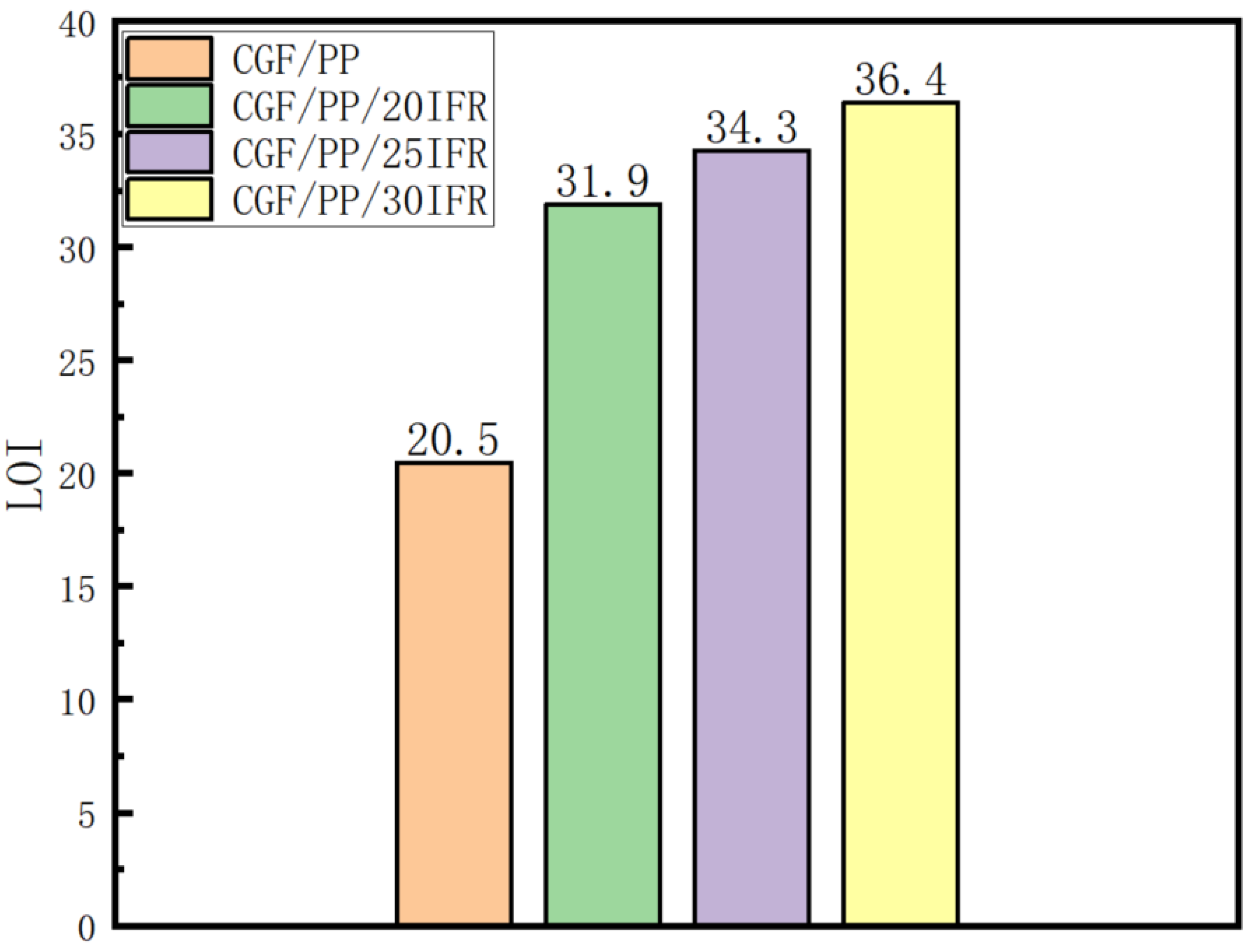
3.4. Flame Retardancy and Burning Behaviors
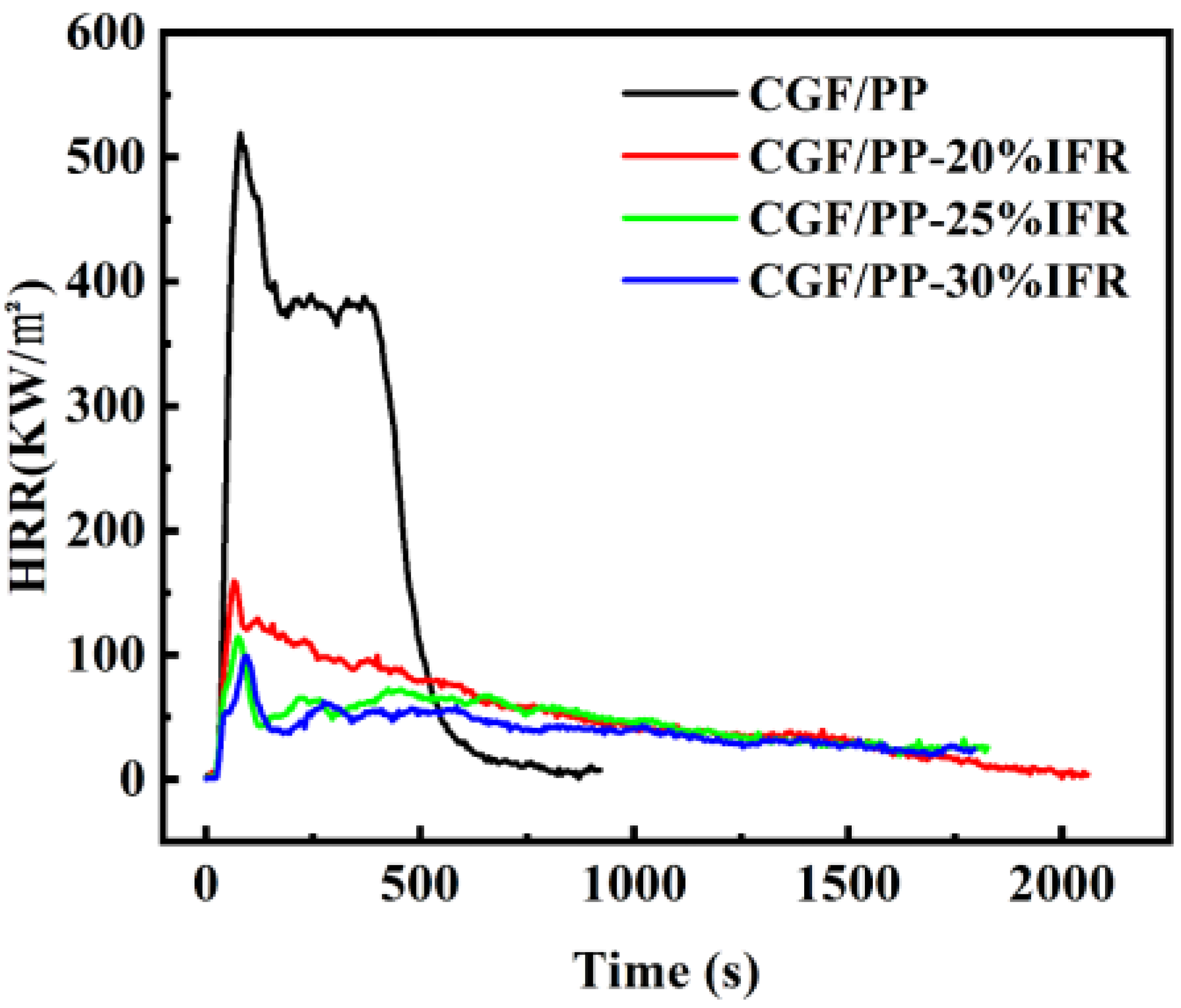
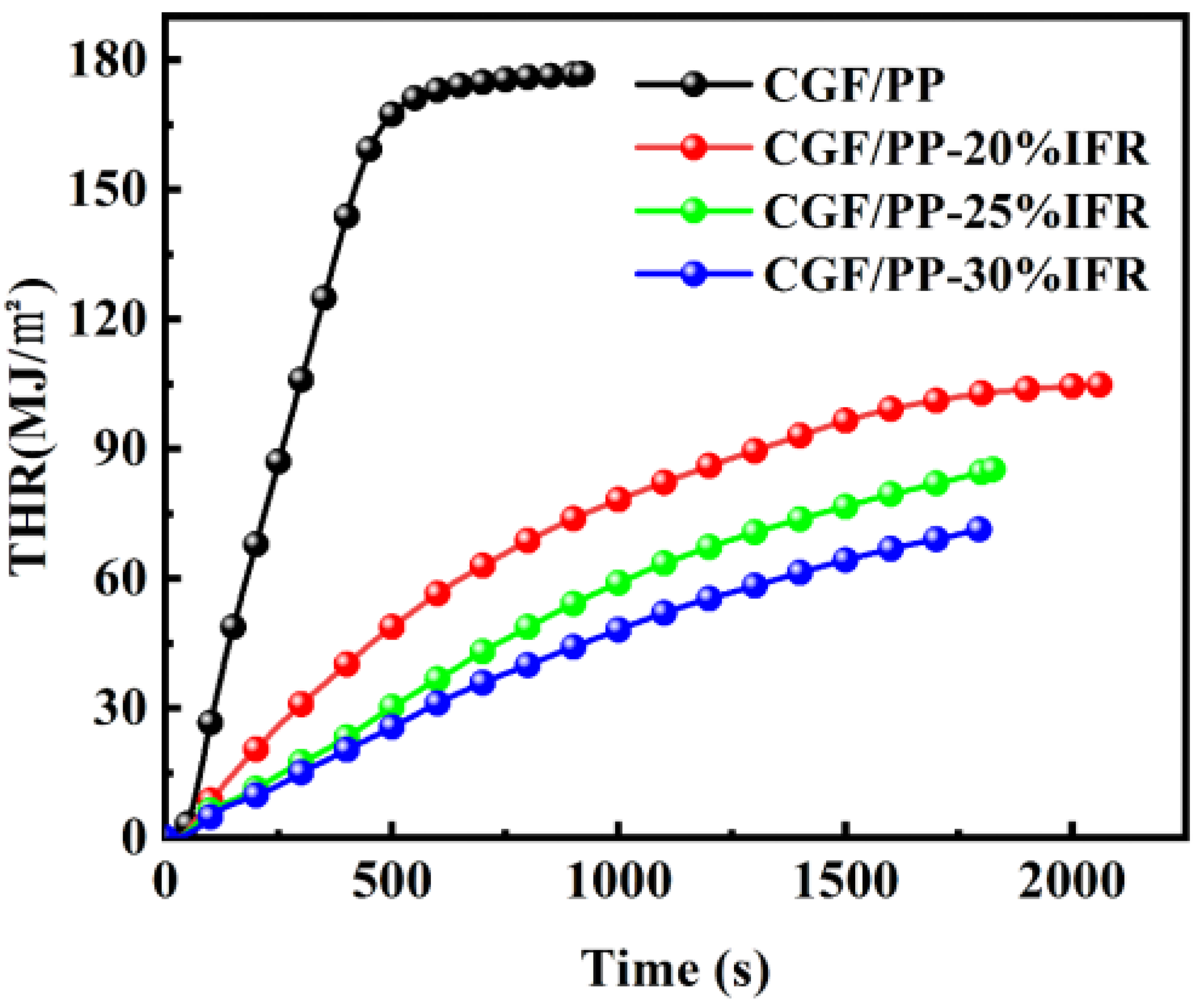
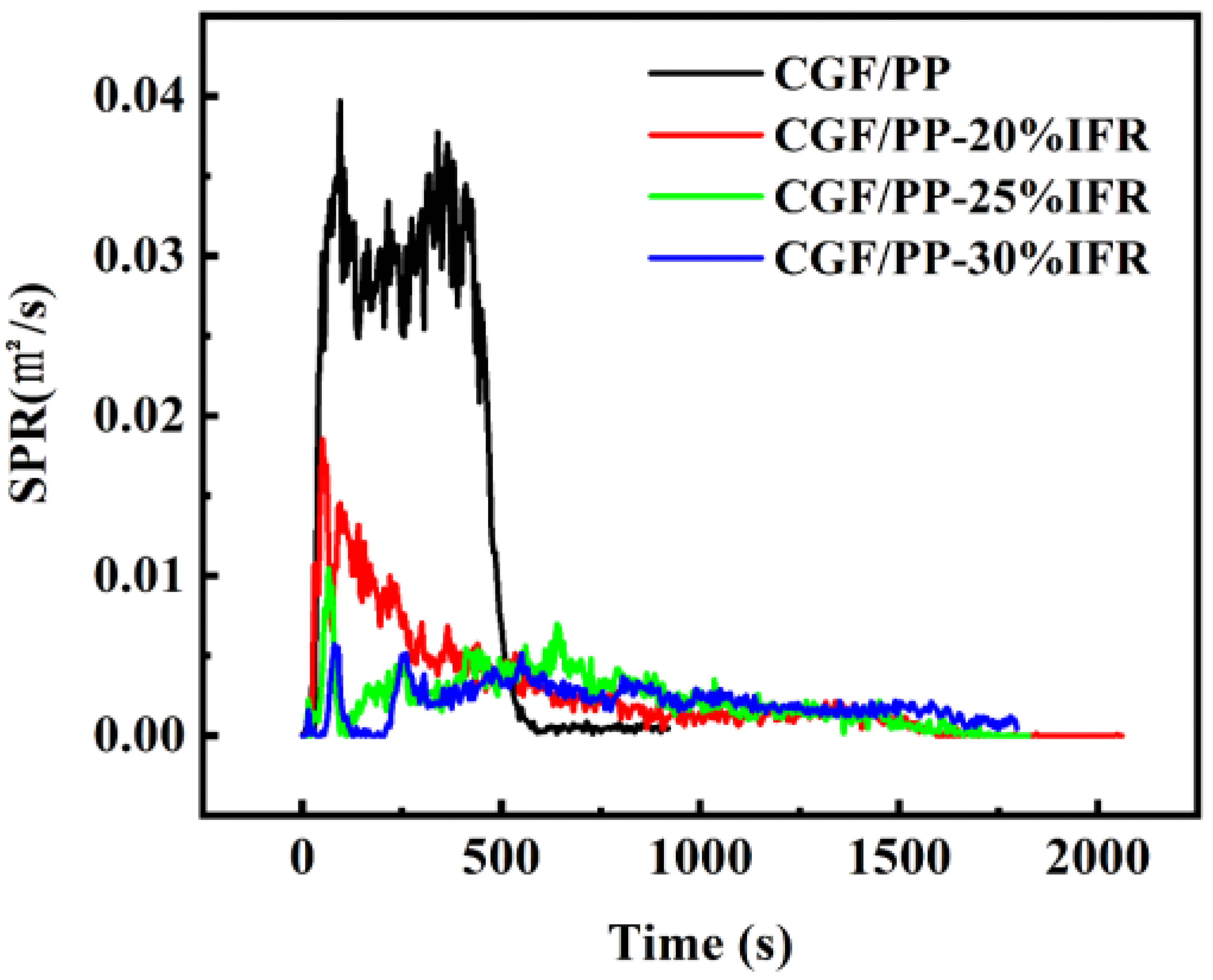
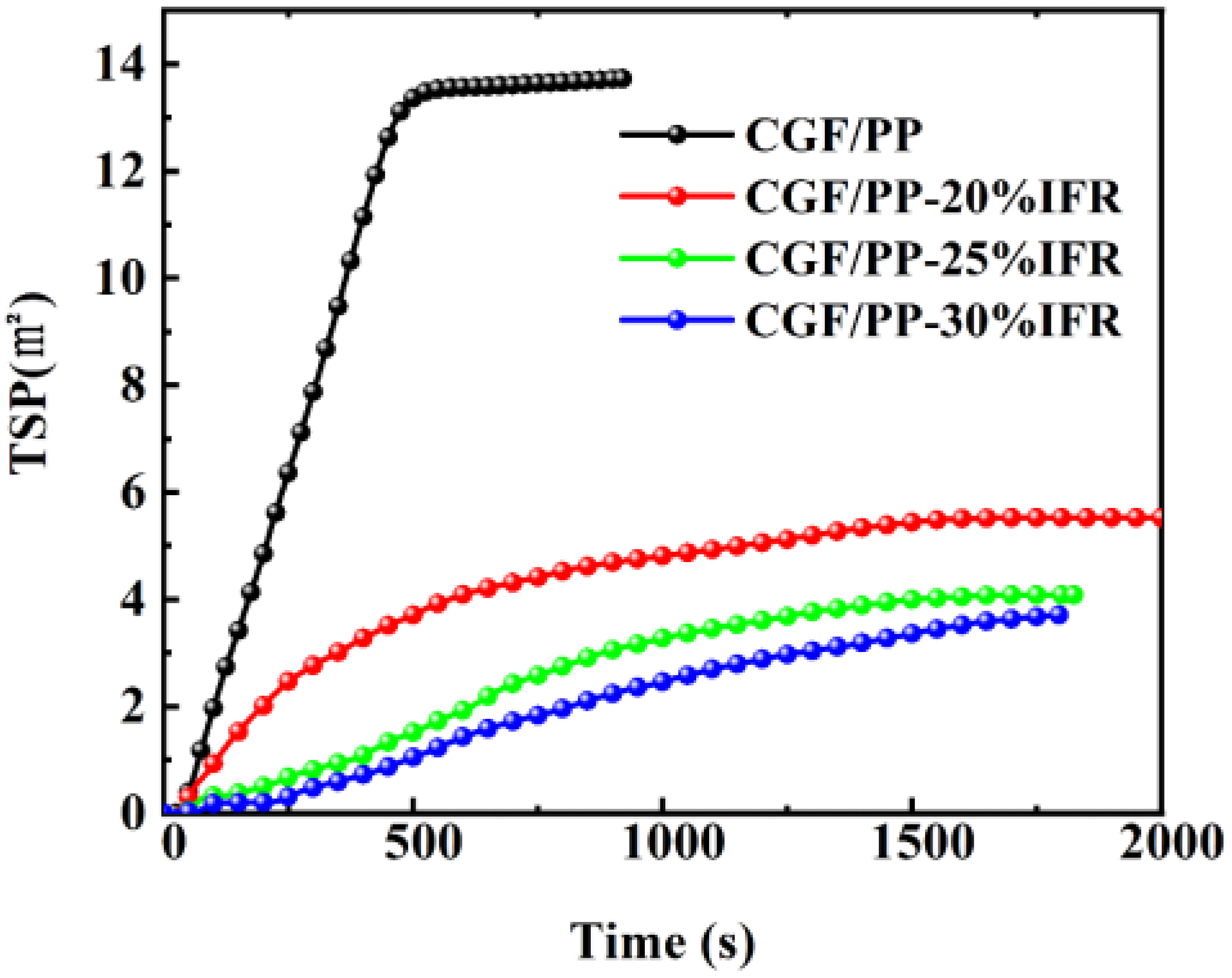
3.5. CCT Results and Discussion
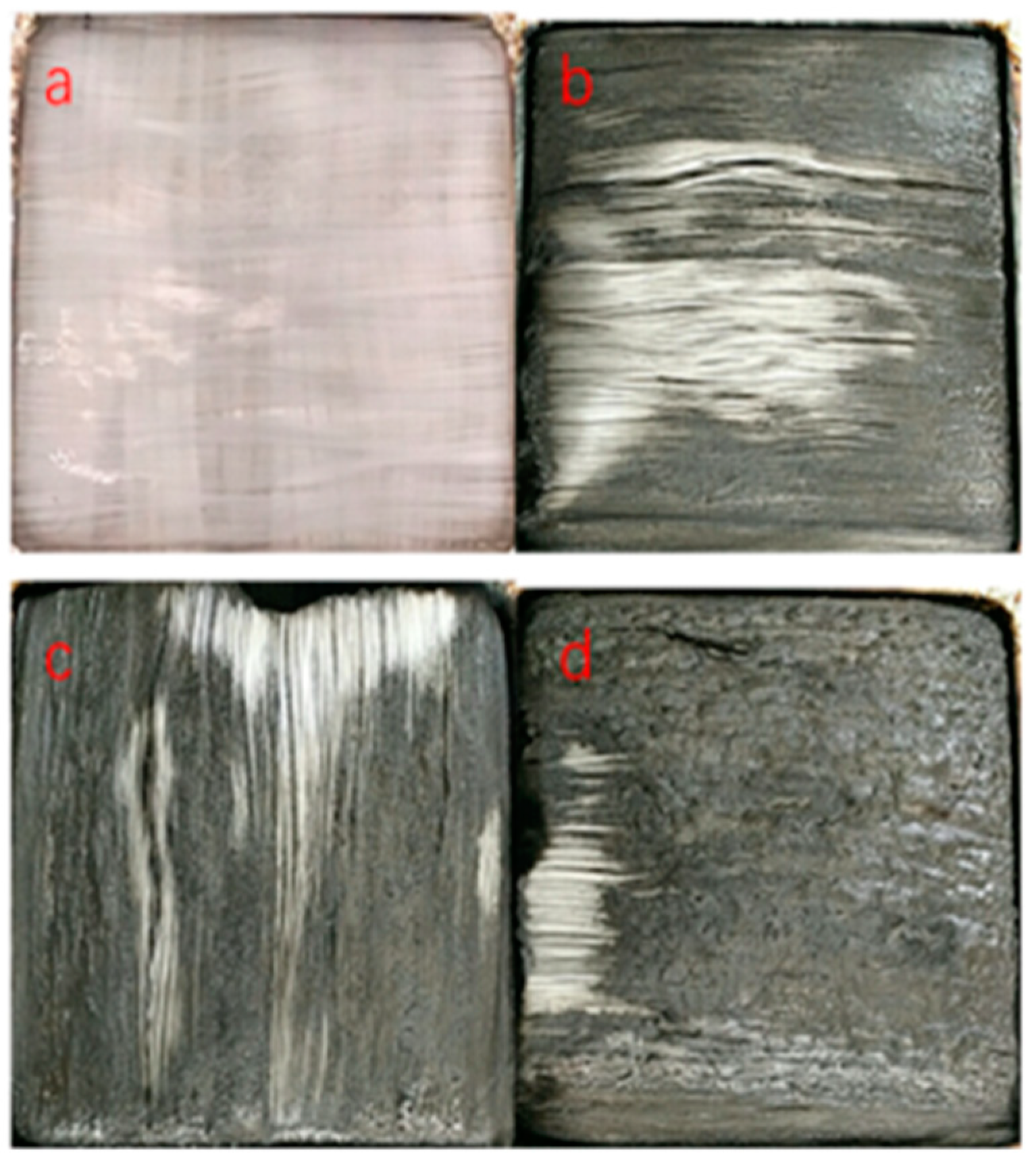
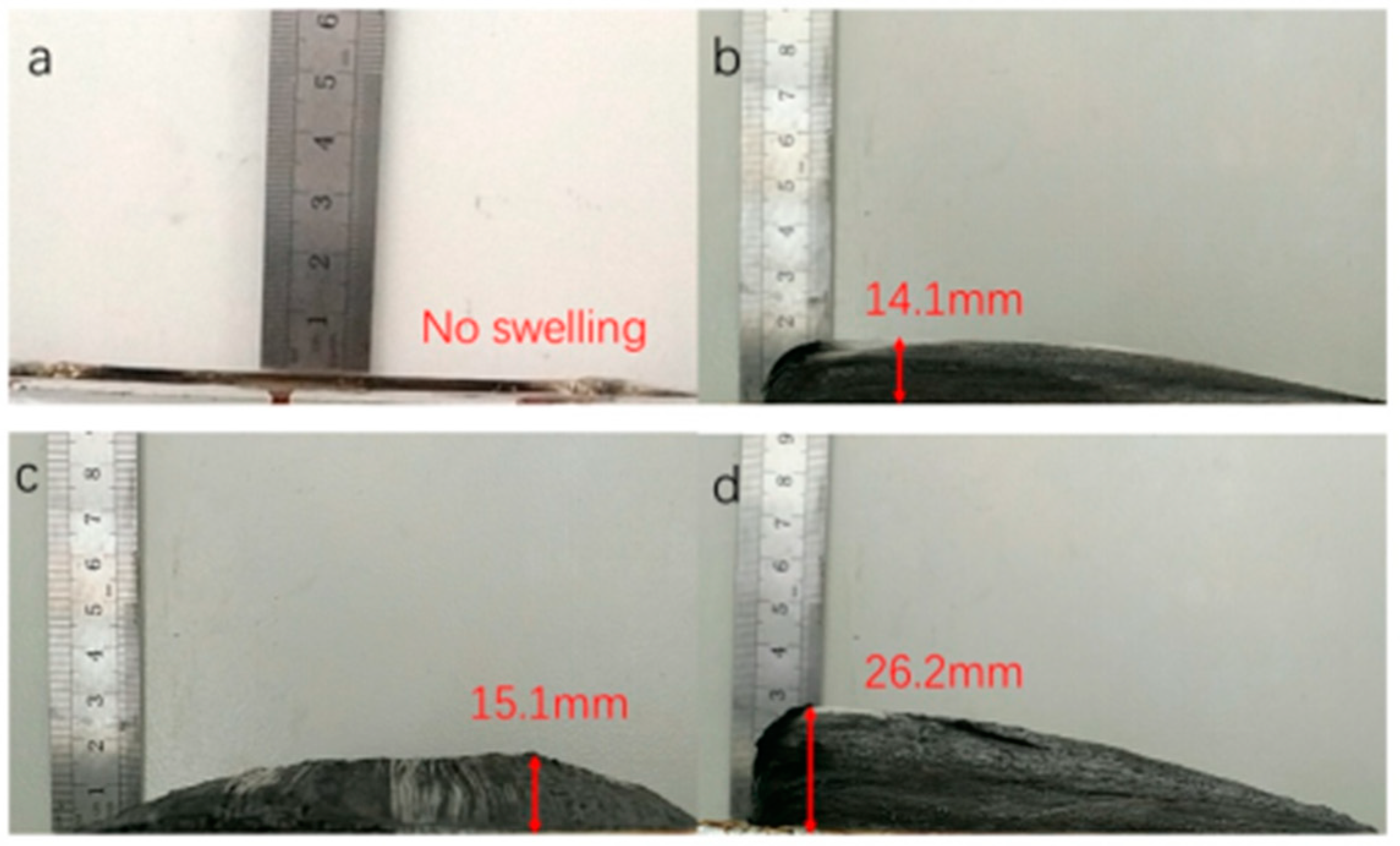
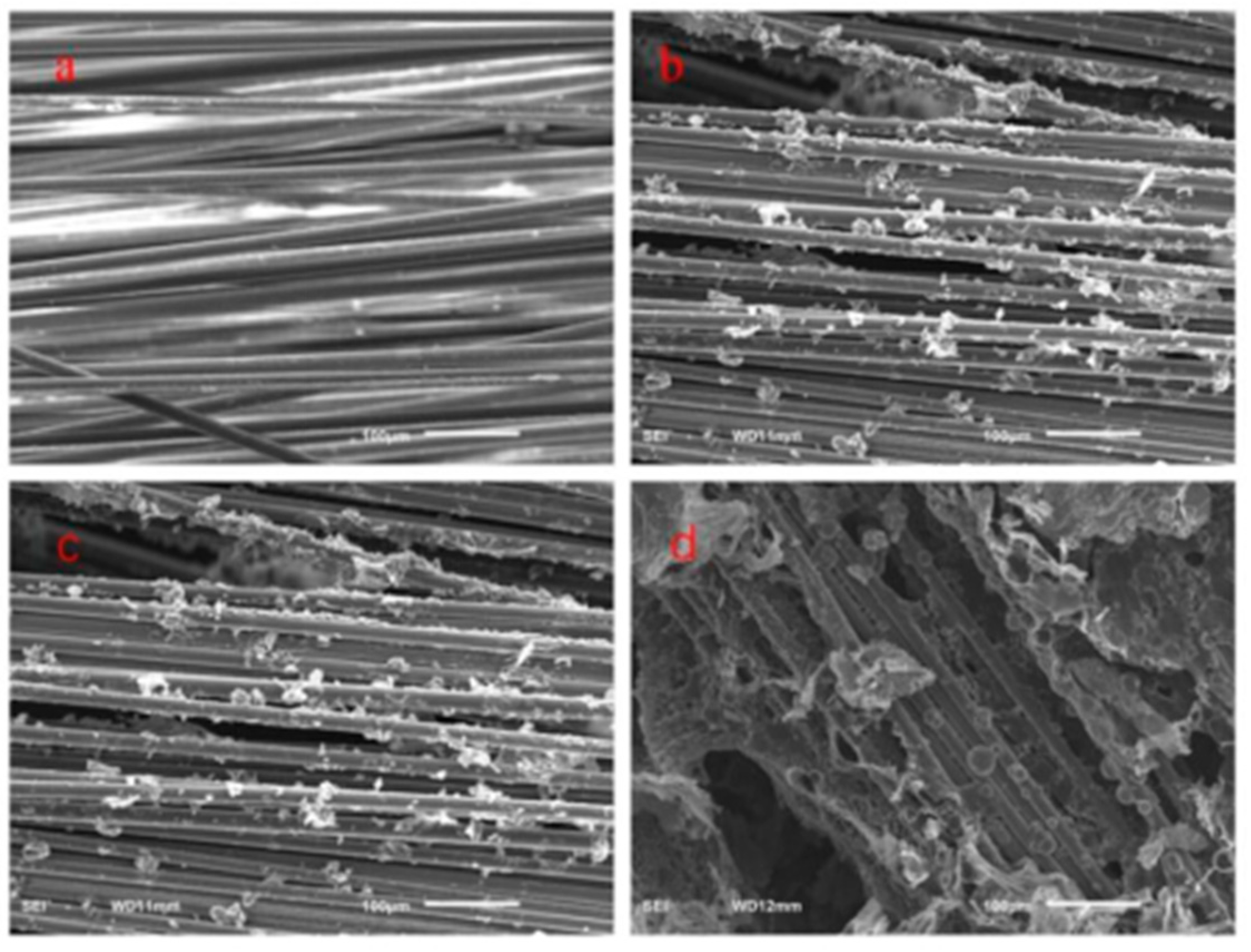
3.6. The Morphology Analysis of Residual Char after the CCT
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vaidya, U. Thermoplastic Composites for Aerospace Applications. Aeronaut. Manuf. Technol. 2015, 14, 69–71. [Google Scholar]
- Gibson, A.G.; Torres, M.O.; Browne, T.N.A.; Feih, S.; Mouritz, A.P. High temperature and fire behaviour of continuous glass fibre/polypropylene laminates. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1219–1231. [Google Scholar] [CrossRef]
- Correia, J.R.; Bai, Y.; Keller, T. A review of the fire behaviour of pultruded GFRP structural profiles for civil engineering applications. Compos. Struct. 2015, 127, 267–287. [Google Scholar] [CrossRef]
- Li, D.P.; Li, C.X.; Jiang, X.L.; Liu, T.; Zhao, L. Synergistic effects of intumescent flame retardant and nano-CaCO3 on foamability and flame-retardant property of polypropylene composites foams. J. Cell. Plast. 2018, 54, 615–631. [Google Scholar] [CrossRef]
- Zhao, Z.L.; Jin, Q.; Zhang, N.E.; Guo, X.R.; Yan, H. Preparation of a novel polysiloxane and its synergistic effect with ammonium polyphosphate on the flame retardancy of polypropylene. Polym. Degrad. Stab. 2018, 150, 73–85. [Google Scholar] [CrossRef]
- Shen, H.Y.; Liu, Y.Z. One-step synthesis of hydrophobic magnesium hydroxide nanoparticles and their application in flame-retardant polypropylene composites. Chin. J. Chem. Eng. 2018, 26, 2199–2205. [Google Scholar] [CrossRef]
- Ren, Y.; Yuan, D.D.; Li, W.M.; Cai, X.F. Flame retardant efficiency of KH-550 modified urea-formaldehyde resin cooperating with ammonium polyphosphate on polypropylene. Polym. Degrad. Stab. 2018, 151, 160–171. [Google Scholar] [CrossRef]
- Zhao, P.P.; Guo, C.G.; Li, L.P. Exploring the effect of melamine pyrophosphate and aluminum hypophosphite on flame retardant wood flour/polypropylene composites. Constr. Build. Mater. 2018, 170, 193–199. [Google Scholar] [CrossRef]
- Chen, H.D.; Wang, J.H.; Ni, A.Q.; Ding, A.X.; Han, X.; Sun, Z.H. The Effects of a Macromolecular Charring Agent with Gas Phase and Condense Phase Synergistic Flame Retardant Capability on the Properties of PP/IFR Composites. Materials 2018, 11, 111. [Google Scholar] [CrossRef] [Green Version]
- Zhao, W.; Kumar Kundu, C.; Li, Z.; Li, X.; Zhang, Z. Flame retardant treatments for polypropylene: Strategies and recent advances. Compos. Part A Appl. Sci. Manuf. 2021, 145, 106382. [Google Scholar] [CrossRef]
- Zhu, J.Q.; Lu, X.; Yang, H.Y.; Xin, Z. Vinyl polysiloxane microencapsulated ammonium polyphosphate and its application in flame retardant polypropylene. J. Polym. Res. 2018, 25, 107. [Google Scholar] [CrossRef]
- Zhu, C.J.; He, M.S.; Cui, J.G.; Tai, Q.L.; Song, L.; Hu, Y. Synthesis of a novel hyperbranched and phosphorus-containing charring-foaming agent and its application in polypropylene. Polym. Adv. Technol. 2018, 29, 2449–2456. [Google Scholar] [CrossRef]
- Zhu, C.J.; He, M.S.; Liu, Y.; Cui, J.G.; Tai, Q.L.; Song, L.; Hu, Y. Synthesis and application of a mono-component intumescent flame retardant for polypropylene. Polym. Degrad. Stab. 2018, 151, 144–151. [Google Scholar] [CrossRef]
- Bazan, P.; Salasińska, K.; Kuciel, S. Flame retardant polypropylene reinforced with natural additives. Ind. Crops Prod. 2021, 164, 113356. [Google Scholar] [CrossRef]
- Dasari, A.; Yu, Z.-Z.; Cai, G.-P.; Mai, Y.-W. Recent developments in the fire retardancy of polymeric materials. Prog. Polym. Sci. 2013, 38, 1357–1387. [Google Scholar] [CrossRef]
- Qin, Y.; Li, M.; Huang, T.; Shen, C.; Gao, S. A study on the modification of polypropylene by a star-shaped intumescent flame retardant containing phosphorus and nitrogen. Polym. Degrad. Stab. 2022, 195, 109801. [Google Scholar] [CrossRef]
- Lin, Q.; Ferriol, M.; Cochez, M.; Vahabi, H.; Vagner, C. Continuous fiber-reinforced thermoplastic composites: Influence of processing on fire retardant properties. Fire Mater. 2017, 41, 646–653. [Google Scholar] [CrossRef] [Green Version]
- Kim, N.K.; Bhattacharyya, D. Development of fire resistant wool polymer composites: Mechanical performance and fire simulation with design perspectives. Mater. Des. 2016, 106, 391–403. [Google Scholar] [CrossRef]
- Chen, H.D.; Wang, J.H.; Ni, A.Q.; Ding, A.X.; Sun, Z.H.; Tao, S.L. Effect of an intumescent flame retardant on the fracture toughness (Mode I), thermal, and flame-retardant properties of continuous glass fibre-reinforced polypropylene composites. Plast. Rubber Compos. 2018, 47, 113–121. [Google Scholar] [CrossRef]
- Chen, H.D.; Wang, J.H.; Ni, A.Q.; Ding, A.X.; Sun, Z.H.; Han, X. Effect of novel intumescent flame retardant on mechanical and flame retardant properties of continuous glass fibre reinforced polypropylene composites. Compos. Struct. 2018, 203, 894–902. [Google Scholar] [CrossRef]
- Liu, L.; Liu, Y.S.; Han, Y.; Liu, Y.; Wang, Q. Interfacial charring method to overcome the wicking action in glass fiber-reinforced polypropylene composite. Compos. Sci. Technol. 2015, 121, 9–15. [Google Scholar] [CrossRef]
- Zhou, Y.; He, W.D.; Wu, Y.F.; Xu, D.H.; Chen, X.L.; He, M.; Guo, J.B. Influence of thermo-oxidative aging on flame retardancy, thermal stability, and mechanical properties of long glass fiber-reinforced polypropylene composites filled with organic montmorillonite and intumescent flame retardant. J. Fire Sci. 2019, 37, 176–189. [Google Scholar] [CrossRef]
- Zhou, D.F.; He, W.D.; Wang, N.; Chen, X.L.; Guo, J.B.; Ci, S.T. Effect of thermo-oxidative aging on the mechanical and flame retardant properties of long glass fiber-reinforced polypropylene composites filled with red phosphorus. Polym. Compos. 2018, 39, 2634–2642. [Google Scholar] [CrossRef]
- Xu, J.Y.; Li, K.D.; Deng, H.M.; Lv, S.; Fang, P.K.; Liu, H.; Shao, Q.; Guo, Z.H. Preparation of MCA-SiO2 and Its Flame Retardant Effects on Glass Fiber Reinforced Polypropylene. Fibers Polym. 2019, 20, 120–128. [Google Scholar] [CrossRef]
- Luo, X.; He, M.; Guo, J.B.; Zhang, K.Z.; Wu, B. Brominated flame retardant composed of decabromodiphenyl oxide and antimonous oxide flame retardant for long glass fiber-reinforced polypropylene. J. Thermoplast. Compos. Mater. 2015, 28, 1373–1386. [Google Scholar] [CrossRef]
- Khosravani, M.R. Composite Materials Manufacturing Processes. Appl. Mech. Mater. 2011, 110–116, 1361–1367. [Google Scholar] [CrossRef]
- Wang, C.; Yue, G.; Bai, G.; Pan, L.; Zhang, B. Compaction behavior and permeability property tests of preforms in vacuum-assisted resin transfer molding using a combined device. Measurement 2016, 90, 357–364. [Google Scholar] [CrossRef]
- Mitschang, P.; Blinzler, M.; Wöginger, A. Processing technologies for continuous fibre reinforced thermoplastics with novel polymer blends. Compos. Sci. Technol. 2003, 63, 2099–2110. [Google Scholar] [CrossRef]
- Trende, A.; Åström, B.T.; Wöginger, A.; Mayer, C.; Neitzel, M. Modelling of heat transfer in thermoplastic composites manufacturing: Double-belt press lamination. Compos. Part A Appl. Sci. Manuf. 1999, 30, 935–943. [Google Scholar] [CrossRef]
- Wang, Y.; Dong, Q.; Liu, X. Mode 1 Interlaminar Fracture Behaviour of Continuous Glass Fibre/ Polypropylene Composites Based on Commingled Yarn. Polym. Polym. Compos. 2006, 15, 229–239. [Google Scholar] [CrossRef]
- Fang, J.; Zhang, L.; Li, C. The combined effect of impregnated rollers configuration and glass fibers surface modification on the properties of continuous glass fibers reinforced polypropylene prepreg composites. Compos. Sci. Technol. 2020, 197, 108259. [Google Scholar] [CrossRef]
- Kiss, P.; Stadlbauer, W.; Burgstaller, C.; Archodoulaki, V.-M. Development of high-performance glass fibre-polypropylene composite laminates: Effect of fibre sizing type and coupling agent concentration on mechanical properties. Compos. Part A Appl. Sci. Manuf. 2020, 138, 106056. [Google Scholar] [CrossRef]
- Lebrun, G.; Bureau, M.N.; Denault, J. Thermoforming-Stamping of Continuous Glass Fiber/Polypropylene Composites: Interlaminar and Tool–Laminate Shear Properties. J. Thermoplast. Compos. Mater. 2016, 17, 137–165. [Google Scholar] [CrossRef]
- Thomason, J.L. Glass fibre sizing: A review. Compos. Part A Appl. Sci. Manuf. 2019, 127, 105619. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | IFR (wt%) | BX3900 (wt%) | MF650X (wt%) | MAPP (wt%) |
|---|---|---|---|---|
| 1 | 0 | 97 | 0 | 3 |
| 2 | 20 | 77 | 0 | 3 |
| 3 | 25 | 72 | 0 | 3 |
| 4 | 30 | 67 | 0 | 3 |
| 5 | 20 | 67 | 10 | 3 |
| 6 | 25 | 62 | 10 | 3 |
| 7 | 30 | 57 | 10 | 3 |
| Samples | T5% (°C) | T10% (°C) | T20% (°C) | T50% (°C) | Residual Weight (wt%) |
|---|---|---|---|---|---|
| CGF/PP | 419 | 433 | 445 | 468 | 31.4 |
| CGF/PP/20IFR/HPP | 414 | 440 | 458 | 491 | 42.0 |
| CGF/PP/25IFR/HPP | 404 | 434 | 455 | 484 | 46.7 |
| CGF/PP/30IFR/HPP | 387 | 423 | 448 | 478 | 48.7 |
| Sample | UL-94 Rating | Dripping |
|---|---|---|
| CGF/PP | No rating | No |
| CCF/PP/20IFR | V1 | No |
| CCF/PP/25IFR | V0 | No |
| CCF/PP/30IFR | V0 | No |
| Samples | TTI (s) | TPHRR (s) | PHRR (kw/m2) | THR (MJ/m2) | PSPR (m2/S) | TSP (m2) | FPI (sm2/ kW) | FGI (kW/ sm2) |
|---|---|---|---|---|---|---|---|---|
| CGF/PP | 23 | 55 | 519.1 | 176.7 | 0.039 | 13.72 | 0.044 | 9.438 |
| CGF/PP-20%IFR | 20 | 46 | 159.5 | 104.7 | 0.018 | 5.53 | 0.125 | 3.467 |
| CGF/PP-25%IFR | 18 | 59 | 117.4 | 85.4 | 0.010 | 4.08 | 0.153 | 1.990 |
| CGF/PP-30%IFR | 19 | 76 | 101.1 | 71.5 | 0.007 | 3.71 | 0.188 | 1.330 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Y.; Li, J.; Li, H. Flame Retardancy Performance of Continuous Glass-Fiber-Reinforced Polypropylene Halogen-Free Flame-Retardant Prepreg. Coatings 2022, 12, 976. https://doi.org/10.3390/coatings12070976
Sun Y, Li J, Li H. Flame Retardancy Performance of Continuous Glass-Fiber-Reinforced Polypropylene Halogen-Free Flame-Retardant Prepreg. Coatings. 2022; 12(7):976. https://doi.org/10.3390/coatings12070976
Chicago/Turabian StyleSun, Yiliang, Jingwen Li, and Hongfu Li. 2022. "Flame Retardancy Performance of Continuous Glass-Fiber-Reinforced Polypropylene Halogen-Free Flame-Retardant Prepreg" Coatings 12, no. 7: 976. https://doi.org/10.3390/coatings12070976
APA StyleSun, Y., Li, J., & Li, H. (2022). Flame Retardancy Performance of Continuous Glass-Fiber-Reinforced Polypropylene Halogen-Free Flame-Retardant Prepreg. Coatings, 12(7), 976. https://doi.org/10.3390/coatings12070976