3.2. Microstructural Characterization
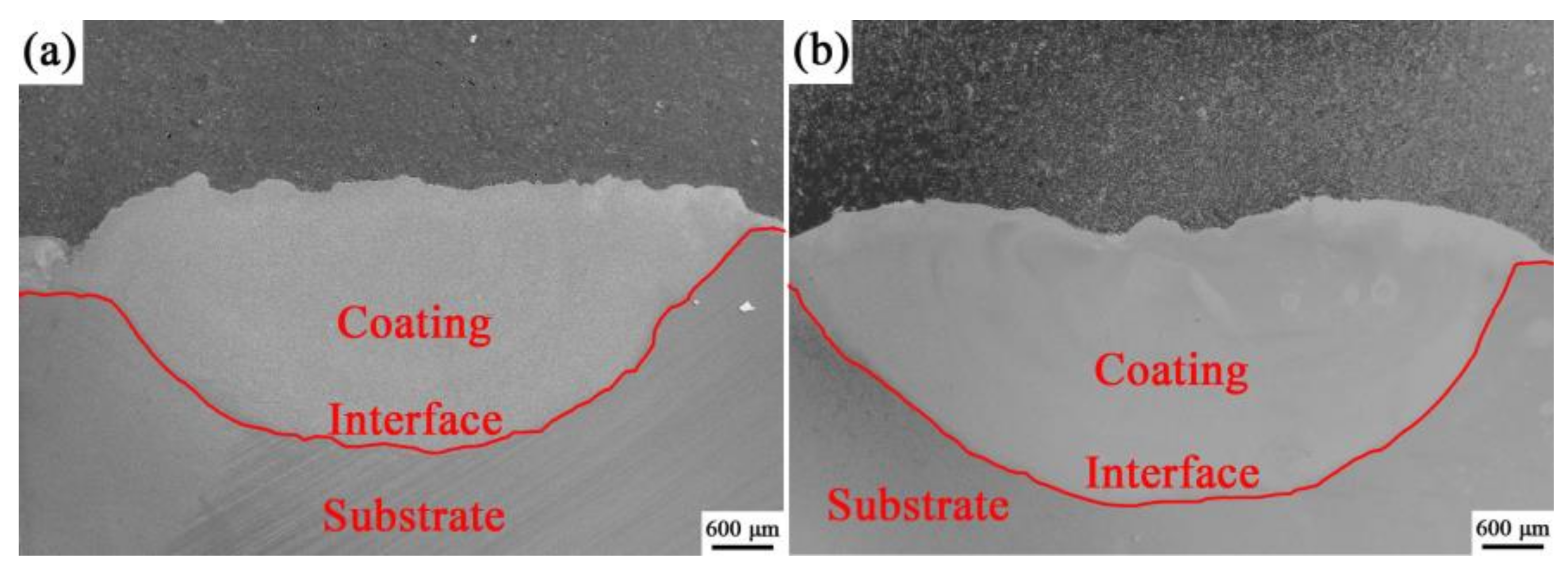
The cross-sectional macro-morphology of the coatings is illustrated in
Figure 2. A smooth wave-like interface divides the cross section into the coating and the substrate, indicating that a strong metallurgical bonding was formed between the two. The maximum thickness and width of the coatings are approximately 2.74/6.46 and 2.82/6.68 mm for the coatings without and with Ta, respectively. The profile of the coatings presented a crescent shape, that is, the thickness is largest in the central zone and gradually decreased along the sides. This finding should be associated with the Gaussian distribution in laser energy. Careful examination showed that the coatings are very dense, showing typical melting and solidification characteristics. Moreover, no cracks, pores, nor inclusions were observed.
Figure 3 indicates the microstructure of the two coatings under different magnifications. For the coating without Ta, a large number of irregular grains were uniformly distributed in the coating, among which wide and irregular honeycomb-like grain boundaries were connected with each other (
Figure 3a). When Ta was introduced into the coating, the irregular grains were transformed into regular equiaxed grains with comparatively smooth edges, accompanied with honeycomb-like grain boundary that was greatly reduced in volume fraction (
Figure 3b). A clear observation revealed that some fine dendrites were wrapped in the grains of the two coatings, and their volume fraction increased upon introducing Ta.
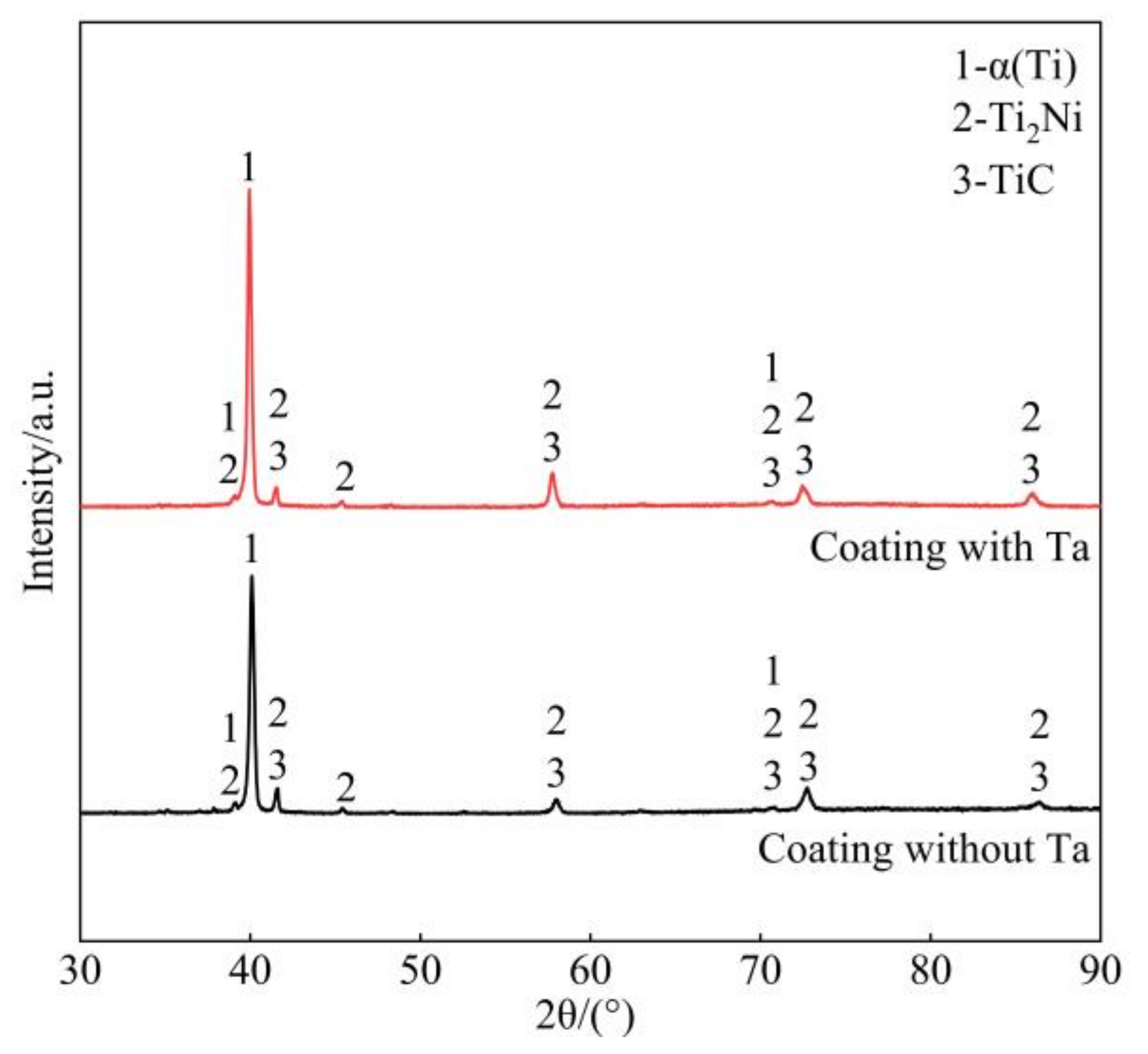
Figure 3c–f show the images with high magnification. Besides the grains (marked as 1 and 5) and dendrites (marked as 4 and 8), the other two morphological phases could be obviously observed in the grain boundary, corresponding to the raised zones (marked as 3 and 7) and shrunken zones (marked as 2 and 5). EDS was applied to identify the chemical compositions of the abovementioned phases, and the results are shown in
Table 2. Zone 1 is rich in Ti (67.04 at.%). Small quantities of Al (9.81 at.%), V (3.51 at.%), Cr (5.18 at.%), Fe (4.25 at.%), Co (4.16 at.%), and Ni (4.49 at.%) were also detected. Besides those elements, Ta was found in Zone 5. Combined with the XRD results, the grains in the two coatings could be confirmed as a α(Ti) solid solution, in which α-Ti with close-packed hexagonal structure played the role of solvent, and other alloying elements acted as solute. Zone 4 is rich in Ti and C, indicating the dendrites could be determined as TiC secondary solid solution. When Ta was introduced in the coating, Ta was involved in TiC, which displaced Ti atoms in the lattice due to their similar atomic radius. The raised zones could be confirmed as α(Ti) due to their similar chemical compositions with the grains. The shrunken zone (Zone 2) in the coating without Ta mainly contained Ti (55.28 at.%) and Ni (11.27 at.%), followed by Al (5.19 at.%), Cr (3.69 at.%), Fe (9.18 at.%), and Co (12.25 at.%). The zone could be identified as Ti
2Ni, a secondary solid solution. As mentioned above, the atomic radius values of Ti, Al, and Cr are similar, and the electronegativity values among the three elements are about the same (Ti: 1.54, Al: 1.61, and Cr: 1.66), suggesting that the Al and Cr atoms could replace the Ti atoms in the Ti
2Ni lattice. In the same manner, the Ni atoms in Ti
2Ni could be substituted for Co and Fe atoms due to the close values in atomic radius and electronegativity (Ni: 1.24 Å in atomic radius, 1.91 in electronegativity; Co: 1.26 Å in atomic radius, 1.88 in electronegativity; and Fe: 1.27 Å in atomic radius, 1.83 in electronegativity). In addition, the atomic ratio of Ti + Al + Cr to Ni + Co + Fe was calculated as 1.96: 1, relatively close to 2:1. Similarly, the shrunken zone (Zone 6) in the coating with Ta was Ti
2Ni. Based on the above analyses, the microstructure consisted of primary α(Ti), eutecticum (α(Ti) + Ti
2Ni), and reinforcement TiC. The increase in the number of TiC and eutecticum is closely associated with Ta.
3.3. Corrosion Performance
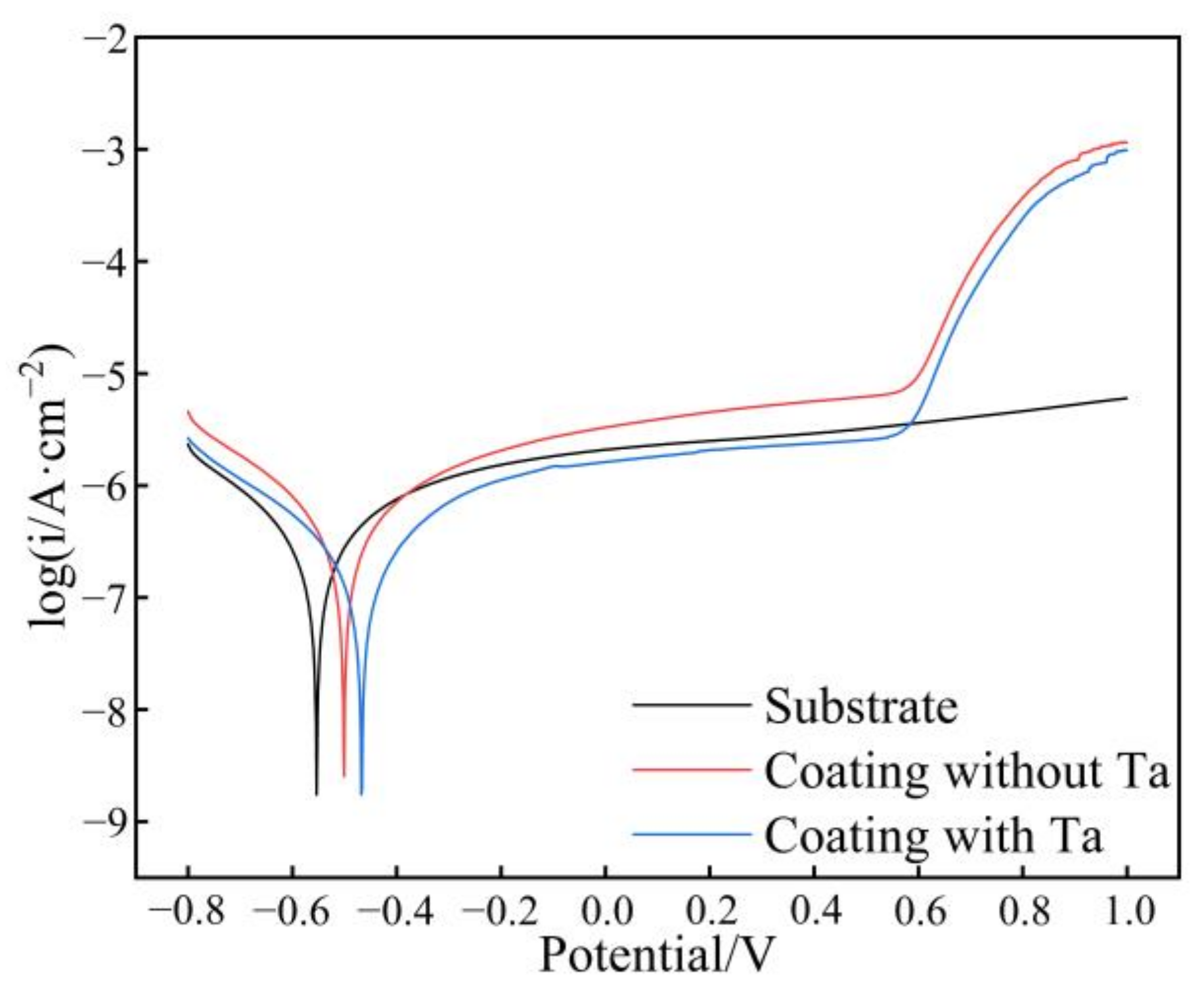
Figure 4 indicates the potentiodynamic anodic polarization curves of the substrate and the coatings in neutral environment (3.5 wt.% NaCl solution, pH = 7), and the curves of the samples presented a similar shape. Some characteristic parameters (
Table 3) in terms of corrosion potential (E
corr), corrosion current density (i
corr), and current density (i
s) in the comparatively stable corrosion zone were used to evaluate the electrochemical performance of the substrate and the coatings.
E
corr is defined as the potential at which the material reaches a stable corrosion state. This parameter characterizes the ability of the electrode to lose electrons, and it could be applied to identify the corrosion tendency of a material. When a material is in contact with another material in a corrosion system, the material with a more negative E
corr is inclined to act as the anode and suffers from serious corrosion by losing electrons. According to the results in
Table 3, the E
corr values of the substrate and coatings are similar (−0.359 V for the substrate, −0.367 V for the coating without Ta, and −0.360 V for the coating with Ta). The i
corr is the corrosion current density corresponding to E
corr, which represents the corrosion rate of the material. The i
corr value of the coating without Ta is 1.412 × 10
−6 A·cm
−2, reduced by 45.5% compared with that of the substrate (2.591 × 10
−6 A·cm
−2). The i
corr value of the coating with Ta was further reduced to 1.582 × 10
−7 A·cm
−2, which is an order-of-magnitude lower than that of the coating without Ta. This finding indicated that laser cladding could effectively improve the corrosion resistance of the substrate by fabricating the two coatings on it, and the introduction of Ta further strengthened the corrosion resistance. When the applied potential exceeded E
corr, the electrode entered into an active state. The current sharply increased along with the increase in potential. In this stage, metallic elements were subject to be oxidized, and they entered into the electrolyte in the form of ions. When the applied potential was further enhanced, the current density increased slowly and gradually tended to be a stable value (i
s) due to the formation of a uniform and dense passive film on the sample surface, indicating that the electrode already entered into a comparatively stable corrosion state. The corrosion rate in the comparatively stable corrosion state could be described by i
s, and the results demonstrated the following order: substrate (3.535 × 10
−6 A·cm
−2) > coating without Ta (1.974 × 10
−6 A·cm
−2) > coating with Ta (3.507 × 10
−7 A·cm
−2). Evidently, the corrosion rate of the coating with Ta in the comparatively stable corrosion state is lower than that of other samples, suggesting that the oxidation film formed on the coating with Ta could effectively protect the sample from corrosion.
The above analyses confirmed that laser cladding the coating of CoCrFeNiTa could improve the corrosion resistance of the substrate in neutral environment. XPS was applied to detect the compositions and their corresponding valences of the oxidation film formed on the coating with Ta in 3.5 wt.% NaCl solution to further investigate the relationship between corrosion resistance and passive film (
Figure 5).
Figure 5a shows the survey spectrum of the oxidation film formed on the surface of coating with Ta, revealing that the oxidation film was composed of Ta, Co, Cr, Fe, Ni, Ti, and O. This finding indicated that the alloy was subject to oxidization. The chemical valences of the metallic elements could be obtained from the high-resolution narrow spectra (
Figure 5b–g). The spectrum of Ta
4f could be fitted into three peaks at 26.00, 27.9, and 22.00 eV in
Figure 5b, indicating that Ta existed in the form of Ta
2O
5. For Co, two strong peaks were observed at 795.00 and 779.90 eV (
Figure 5c), corresponding to the Co
2p1/2 and Co
2p3/2 peaks, respectively, proving the presence of CoO.
Figure 5d illustrates the Cr
2p peak, which was composed of the Cr
2p1/2 peak at 586.4 eV and the Cr
2p3/2 peak at 576.8 eV. The two peaks confirmed the formation of Cr
2O
3 during the electrochemical tests. Two strong peaks of Fe
2p could be clearly detected at 710.2 and 725.5 eV in
Figure 5e, confirming the existence of Fe
3O
4. In
Figure 5f, the raw line was not smooth, but two peaks could still be found at 854.5 and 871.9 eV, indicating the synthesis of NiO. Two strong peaks at 458.5 and 464.19 eV were also observed in the Ti
2p spectrum in
Figure 5g, which fit the standard peak of Ti in TiO
2 well. Therefore, the oxidation film formed on the surface of coating CoCrFeNiTa was composed of Ta
2O
5, CoO, Cr
2O
3, Fe
3O
4, NiO, and TiO
2. The above analyses showed that the following reactions occurred during the electrochemical test:
The change in the standard Gibbs free energy (∆G
θ) for the preceding reactions at room temperature (298 K) could be calculated as follows: −3822.29 KJ∙mol
−1 for Reaction (2), −786.50 KJ∙mol
−1 for Reaction (3), −2096.27 KJ∙mol
−1 for Reaction (4), −1015.44 KJ∙mol
−1 for Reaction (5), −424.95 KJ∙mol
−1 for Reaction (6), and −889.53 KJ∙mol
−1 for Reaction (7). Obviously, the ΔG
θ values of these reactions are all negative, so all these reactions could occur spontaneously at room temperature. In thermodynamics, the smaller the ΔG
θ value is, the easier it is for the reaction to occur, so the order of these reactions is Reaction (2) > Reaction (4) > Reaction (5) > Reaction (7) > Reaction (3) > Reaction (6). The corresponding oxides formed is in the order of Ta
2O
5 > Cr
2O
3 > Fe
3O
4 > TiO
2 > CoO > NiO. Thus, compared with the substrate rich in Ti, the Cr and Fe introduced to the cladding material could promote the formation of oxidation film, and the addition of Ta could further accelerate this process. For the coating, the compactness of the oxidation film formed on the surface of the coating played the essential role in the corrosion resistance of the coating. In the process of electrochemical test, metallic elements were oxidized into oxides and formed a thin oxidation film on the electrode surface, during which the oxidized zone could suffer from expansion or shrinkage and result in the creation of internal stress within it. The Pilling–Bedworth ratio (PBR) was used to reflect the stress in the oxidation film, and it is defined as the change in volume of a given metal element (X) before and after the oxidation (AX + BO
2 = CX
mO
n), which is also applicable in aqueous solutions [
29]. PBR could be calculated using the following formula:
where
A and
C denote the mole number of the metal element (X) and the corresponding oxide (X
mO
n), respectively;
and
refers to the density of X and X
mO
n, respectively;
and
signify the atomic weight of X and the molecular weight of X
mO
n; and
X and X
mO
n represent the reactant and the product.
When PBR < 1, the corrosion resistance of the oxidation film is poor due to the existence of tension stress, which results in incomplete coverage of the oxidation film on the sample surface, accompanied with a porous structure. When PBR > 1, the compressive stress exists in the oxidation film, and the formed oxide film is compact and complete, which could effectively protect the sample from corrosion. With the increase in PBR, the volume expansion of the sample is increased, and the oxidation film is denser. However, an excessive PBR value is not conducive to the improvement in the corrosion resistance of the sample due to the increase in cracking and debonding susceptibility of the oxidation film caused by the excessive stress. For Reactions (2)–(7), the values of PBR were calculated as 2.47, 1.76, 2.02, 2.10, 1.70, and 1.77, respectively. Compared with the substrate, the addition of Fe and Cr into the coating could effectively improve the compactness of the oxidation film because of the higher PBR value than that of Ti. However, the PBR of Ta2O5 is 2.47, which revealed that the oxidation film has a tendency to rupture. Meanwhile, the PBR of Co and Ni is between 1 and 2, in which the oxidation film could not only protect the coating effectively with a density structure, but also reduce the stress of the oxidation film, resulting in the tight binding between the oxidation film and the sample. This finding is the reason for the improvement in the corrosion resistance of the coating after the addition of Ta.
Electrochemical testing was also carried out to investigate the corrosion resistance of the samples in alkaline environment (NaOH solution, pH = 11), and the corresponding Tafel curves are shown in
Figure 6. The characteristic parameters obtained from the curves are listed in
Table 4. A new parameter E
s-a is obtained in
Table 4, and it is denoted as the breakdown potential of the passive film. When the applied current reaches E
s-a, the passive film is destroyed, and the electrode enters the re-active state.
As shown in
Table 4, the values of E
corr of the substrate and the coatings showed a gradual upward trend (−0.554 V for substrate, −0.501 V for coating without Ta, and −0.468 V for coating with Ta). This result showed that the corrosion tendency of the substrate was reduced by laser-cladding CoCrFeNi, and the effect was more obvious after introducing Ta. With regard to i
corr, the result showed a downward tendency as follows: 1.554 × 10
−6 A·cm
−2 (coating without Ta), 1.182 × 10
−6 A·cm
−2 (substrate), and 7.70 × 10
−7 A·cm
−2 (coating with Ta). Although the i
corr value of the coating without Ta was a little higher than that of the substrate, the value of coating with Ta decreased by 34.86%. The i
s value showed an upward trend with the following order: coating with Ta (2.079 × 10
−6 A·cm
−2), substrate (2.629 × 10
−6 A·cm
−2), and coating without Ta (4.022 × 10
−6 A·cm
−2). Evidently, the corrosion rate of the coating with Ta in the comparatively stable corrosion state was lower than that of the other samples, suggesting that the oxidation film formed on the coating with Ta could protect the sample from corrosion effectively.
The passive film formed on the surface of the coatings obviously broke down with the increase in potential, which is relatively related to the strong corrosive of the NaOH solution. The passive film was composed of various oxides, and micro-gaps exist between oxides. The NaOH solution could penetrate into the passivation film from the gaps. Moreover, the anodic Tafel slope of the coatings was significantly higher than the cathodic Tafel slope, indicating that the kinetic of corrosion of the coatings in NaOH solution is mainly controlled by the anode [
30]. The anodic dissolution process in electrochemical testing is the entry of metal as ions into the corrosion solution. According to the study on the microstructure of the coating, the coating is a non-single phase coating, and the potential of different phases differs. After the NaOH solution entered the passivation film, different phases formed micro-galvanic cells [
31]. The passivation film and matrix could also form micro-cells because of the same principle, thus accelerating the anodic dissolution, which leads to the appearance of the cavitation in the passivation film. The vacuoles gradually accumulate into a complete crack, finally leading to the cracking of the passivation film.
3.4. Tribocorrosion Resistance
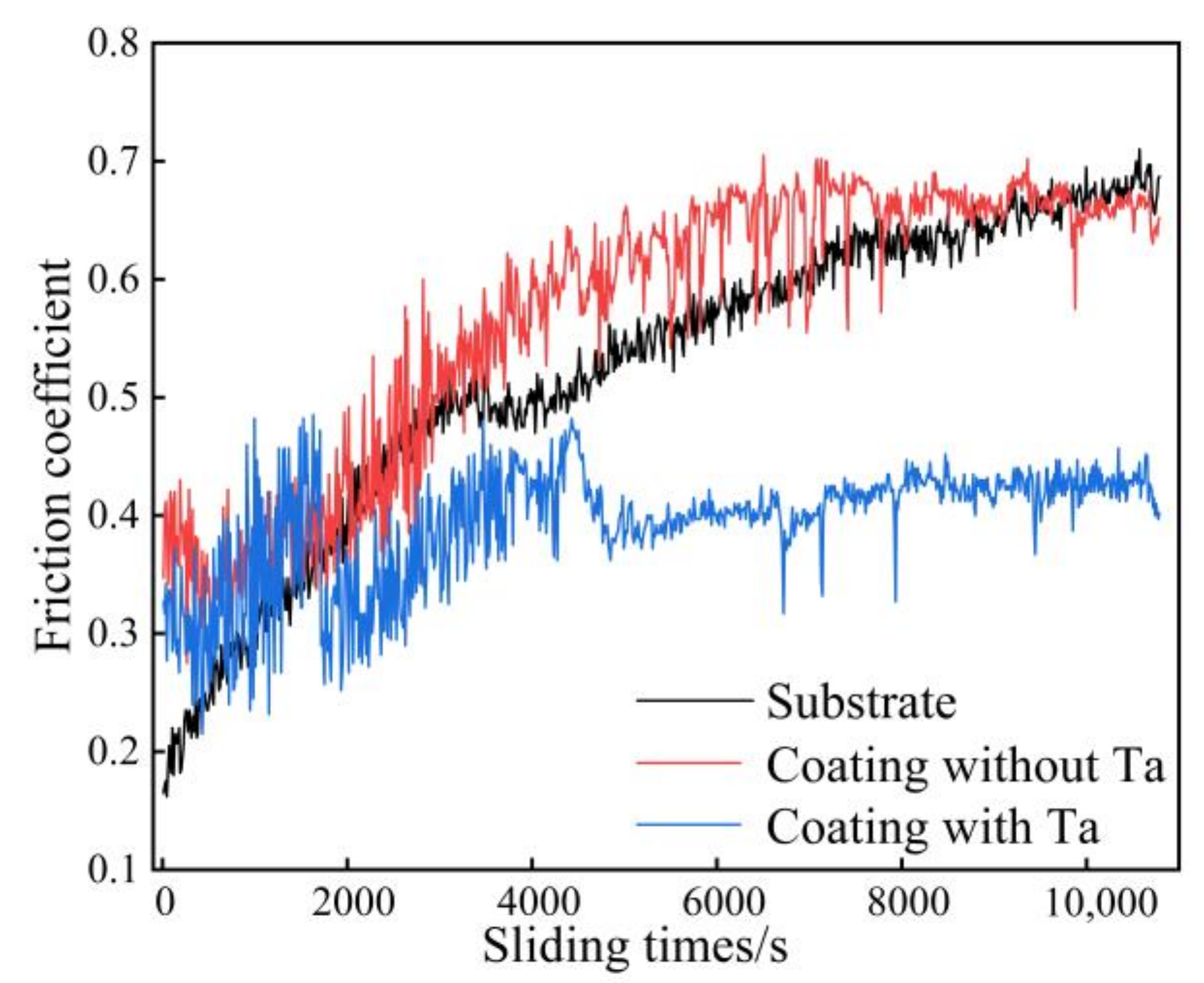
Figure 7 indicates the change in the friction coefficient of the coatings and the substrate with sliding time in neutral environment (3.5 wt.% NaCl solution, pH = 7). Two stages were clearly observed during the friction. The first stage is called the initial wear stage, in which the friction coefficient increased dramatically. When the counterpart YG6 started to come into contact with the coating, the contact mainly occurred among the protrusions between the two and greatly increased the motion resistance of the friction pair, causing an increase in the friction coefficient with the sliding time. With the protrusions peeled off from the surface, the contacting area gradually increased, resulting in the wear entering into the stable stage, in which the friction coefficient fluctuates in a small range, showing relative stability. In the stable wear stage, the friction coefficient of the coating without Ta clearly fluctuated more violently than the other two, and the average value was also the highest (coating without Ta: 0.715, coating with Ta: 0.645, and substrate: 0.613). The wear profiles of the substrate and the coatings are indicated in
Figure 8, and the corresponding wear volumes and wear rates are shown in
Table 5. The wear rates of the coatings were clearly lower than that of the substrate, reduced by 14.8% and 64.5%. As far as the coatings are concerned, the introduction of Ta resulted in the wear rate of the coating being reduced by 58.3%, and the wear rate for the coating without Ta is 4.7458 × 10
−4 mm
3·N
−1·m
−1. Feng et al. [
20] prepared Ti-Al-(C, N) composite coatings on the surface of TC4 by laser cladding and investigated the tribocorrosion of the coatings in artificial seawater. When the load was 20 N, similar to the load in the present paper, the wear rate was calculated to be 1.04 × 10
−3 mm
3·N
−1·m
−1. The coating fabricated in the present paper obviously showed a better tribocorrosion resistance property.
Corrosion could increase the roughness of the material surface by destroying the integrity of grain boundaries or the other microstructure, resulting in the surface nring being easily removed by the counterpart (YG6). Moreover, corrosion could lead to the appearance of pitting pits on the surface of the sample. The stress concentration at the tips of pits could promote the generation and propagation of the cracks, accelerating the loss of coating. According to the conclusion in part 3.3, the coating without and with Ta exhibited more excellent corrosion resistance than the substrate in neutral environment, which could effectively reduce the coating loss caused by corrosion during the sliding process. Meanwhile, the hardness of the coatings was higher than that of the substrate (microhardness: 330 HV0.2 for the substrate, 593.28 HV0.2 for the coating without Ta, and 617.3 HV0.2 for the coating with Ta), which could effectively restrain the plastic deformation, making it hard for the counterpart YG6 to be impressed into the coating surface. The improvement in resistance to corrosion and micro-cutting is responsible for the decrease in the wear rate of the coatings (especially the coating with Ta).
Figure 9 indicates the wear morphologies of the substrate and coatings subjected to wearing in 3.5 wt.% NaCl solution. The chemical compositions of the marked zones in
Figure 9 are listed in
Table 6. As shown in
Figure 9a, the wear surface of the substrate was severely rough and full of fine grooves that were parallel to the sliding direction of the counterpart (YG6). The grooves may have originated from micro-cutting or plastic deformation. A large amount of irregular wear debris in different sizes were attached to the substrate surface due to the white boundaries between the two. EDS was applied to analyze the two zones (substrate in Zone 1 and debris in Zone 2), and the results are demonstrated in
Figure 9b. Zone 1 was mainly composed of Ti (73.79 at.%), Al (7.74 at.%), and V (4.49 at.%). Moreover, approximately 4.02 at.% of O was detected, indicating that the wear surface suffered from oxidization during sliding. The elements in Zone 2 were completely similar to those in Zone 1, and no elements of YG6 were detected, indicating that the wear debris was mainly derived from the substrate. However, the O content of Zone 2 (26.57 at.%) was much higher than that of Zone 1, indicating that the exfoliated debris underwent more serious oxidation. Therefore, the wear mechanism of the substrate could be determined as a combination of serious micro-cutting, active dissolution, and oxidation. The wear morphology of the coating without Ta was smooth, and the width and depth of the grooves were reduced compared with those of the substrate (
Figure 9c,d). The number in wear debris was greatly reduced compared with that on the substrate surface. The high-magnification BSE image revealed that the surface of the wear debris was considerably smooth. Some fine cracks were also observed in the debris. The EDS results also demonstrated that the wear debris originated from the coating due to the same elements in Zones 3 and 4 and suffered from serious oxidization. Owing to the high hardness of the coating, the debris from micro-cutting was broken into fine particles, and the coating provided strong support to allow them to easily roll and conglomerate into a large sheet-like debris with a smooth surface during wearing. The sheet-like debris could shield the coating from being destroyed. However, the generated alternating stress during sliding caused the initiation and propagation of cracks. Moreover, a large number of corrosion pits were formed in the wear tracks, demonstrating that a portion of loss came from the active dissolution. As an abnormal phenomenon, the corrosion pits were not observed on the wear surface of the substrate with lower corrosion resistance than the coating, which should be attributed to the serious plastic deformation of the substrate surface. After Ta was introduced into the coating, only extremely fine scratches could be observed on the surface (
Figure 9e,f), and the corrosion pits on wear tracks were also reduced, which resulted from the further improvement in hardness and corrosion resistance. Moreover, the sheet-like debris also decreased in number due to a portion of them being crushed into a large number of small dark gray particles uniformly distributed on the wear surface. The wear mechanism of the coatings is similar to that of the substrate. However, serious micro-cutting was transformed into moderate micro-cutting of the coating without Ta, and finally into slight micro-cutting of the coating with Ta.
Figure 10 indicates the change in friction coefficient of the coatings and the substrate with sliding time in NaOH solution (pH = 11). The friction coefficient of the substrate maintained a rising trend with the increase in sliding time without the entrance into the stable wear stage, indicating that the substrate remained in the initial wear stage until the end of the test, which may be due to the strong causticity of the solution. The friction coefficient of the coatings fluctuated widely until the sliding time reached 75 min and then entered the relative stable stage. The average friction coefficient of the coatings with Ta was about 0.419, 36.71% less than that of the coating without Ta (about 0.662).
The wear profiles of the substrate and the coatings subjected to NaOH solution (pH = 11) are shown in
Figure 11, and the corresponding wear rates are calculated in
Table 7. Combining the result of
Figure 11 and
Table 7, the wear rates of coating without and with Ta were found to be reduced by 59.64% and 61.78% compared with that of the substrate, respectively. This finding indicated that laser cladding endows the substrate with good wear resistance, even in a strong alkaline operating environment, and it could play a good role in substrate protection. Compared with the wear rate of samples subjected to neutral environment, the friction coefficient of the coating with Ta subjected to NaOH solution (pH = 11) decreased by 35.04%, and the wear rate of that increased by 40.77%.
Mechanical wear and corrosion wear occur at the same time and interact with each other in the friction wear testing in corrosive media. A thin passive film was quickly formed on the surface of coatings when it came into contact with the corrosion solution. When the counterpart contacted the surface of the samples, the local stress sharply increased, leading to an increase in surface roughness. Meanwhile, the passivation film was destroyed, and the surface was re-exposed to the solution, which accelerated the corrosion of the sample surface and made the friction coefficient show a rising trend at the beginning. However, with continuous friction, the debris on the wear surface was brought out of the wear area by the continuous flow of liquid, and the formation and destruction of the passivation film reached a dynamic equilibrium state. Thus, the fluctuation of the friction coefficient gradually decreased. The decrease in the wear rate of the coating without Ta in alkaline environment may be due to the passivation behavior of Ni and Cr in an alkaline solution, whereas the corrosion resistance performance of Ta in strong alkali is poor.
The wear morphologies of the substrate and coatings subjected to NaOH solution (pH = 11) are shown in
Figure 12, and
Table 8 shows the EDS results for the marked areas in
Figure 12. Compared with the wear surface of the coatings, that of the substrate was extremely rough, as obviously shown in
Figure 12a,b. Moreover, a large number of grooves were parallel to the sliding direction. The formation mechanism of these grooves is similar to the furrows in
Figure 9a,b. The surface protrusions of the hard counterpart contributed to the micro-cutting effect on the substrate, and the coarse and blunt protrusions caused the intense plastic deformation of the substrate, leaving the patterns in the figure. The blocky debris (Zone 2) that left the substrate surface still adhered to the substrate surface under the action of micro-cutting. The elements in Zone 2 were completely the same as those in Zone 1, and the atomic percentages of each element in the two zones were similar. The contents of O in Zones 1 and 2 are 15.86 at.% and 17.26 at.%, respectively, suggesting that the surface of the substrate was oxidized. The wear mechanism of the substrate could be identified as the combination of micro-cutting, oxidation, and active dissolution. The wear surfaces of the coating without Ta was clearly smoother than that of the substrate, and the width of the furrows was thinner (
Figure 12c,d). This finding indicated the wear loss of the coating caused by micro-cutting was reduced. A large area of peeling could be observed on the surface of the coating without Ta, leaving sheet-like debris. Moreover, cracks and pitting pits could be observed, and the grain boundaries of the coating could be faintly seen. The result of EDS in the coating surface (Zone 3) and the debris (Zone 4) revealed that the degree of oxidation in Zone 2 was more serious because the content of O in Zone 4 was twice than that in Zone 3. Compared with the wear morphology of the substrate, the plastic deformation caused by micro-cutting was not obvious because of the increase in coating hardness. After Ta was introduced into the coating, only scratches could be observed on the surface (
Figure 12e,f), indicating that the coating was strongly resistant to micro-cutting. More corrosion pits and cracks appeared on the surface of the coating. The cracks, which were formed under the effect of shear stress, were perpendicular to the sliding direction. After the passivation film on the surface was destroyed, the solution entered the cracks to accelerate the crack expansion and increase the loss of the coating. The debris particles that left the coating surface during sliding piled up and adhered to the surface under the action of hard counterpart. According to the EDS result of Zone 6, the main elements of grey block were Ti (43.49 at.%), O (16.29 at.%), and C (18.26 at.%). Compared with that in the coating without Ta, the content of O increased, indicating that more oxidation reactions occurred. However, in the formed oxides, Ta
2O
5 was compact, and it showed good wear resistance and corrosion resistance, leading to excellent protection of the surface of the coating. Therefore, the wear mechanism of the coating with Ta could be identified as the combination of slight micro-cutting, oxidation, and active dissolution. Furthermore, Ta plays a positive role in improving the resistance to micro-cutting.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}