
Steel Surface Defect Recognition: A Survey



Abstract
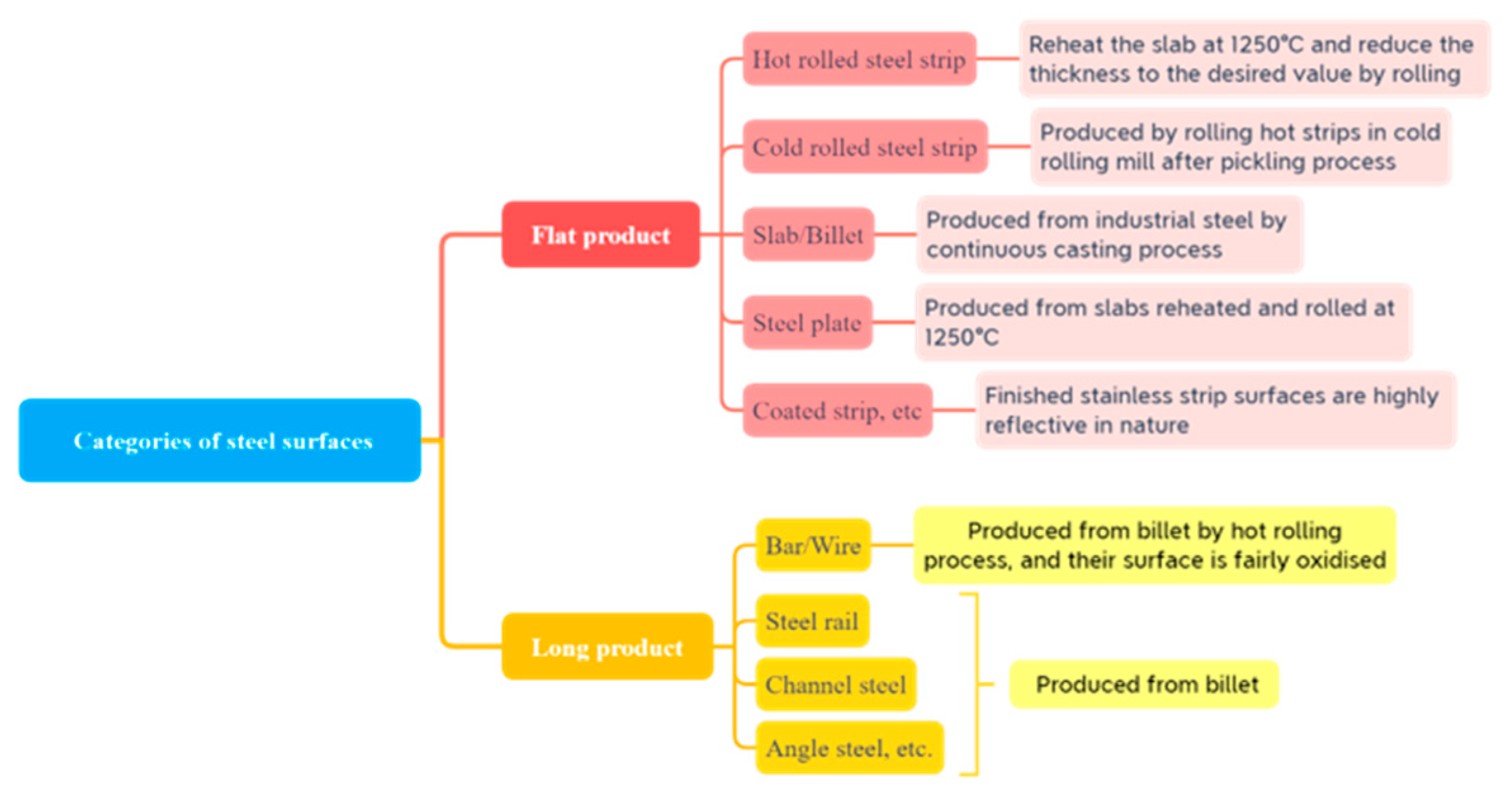
:1. Introduction
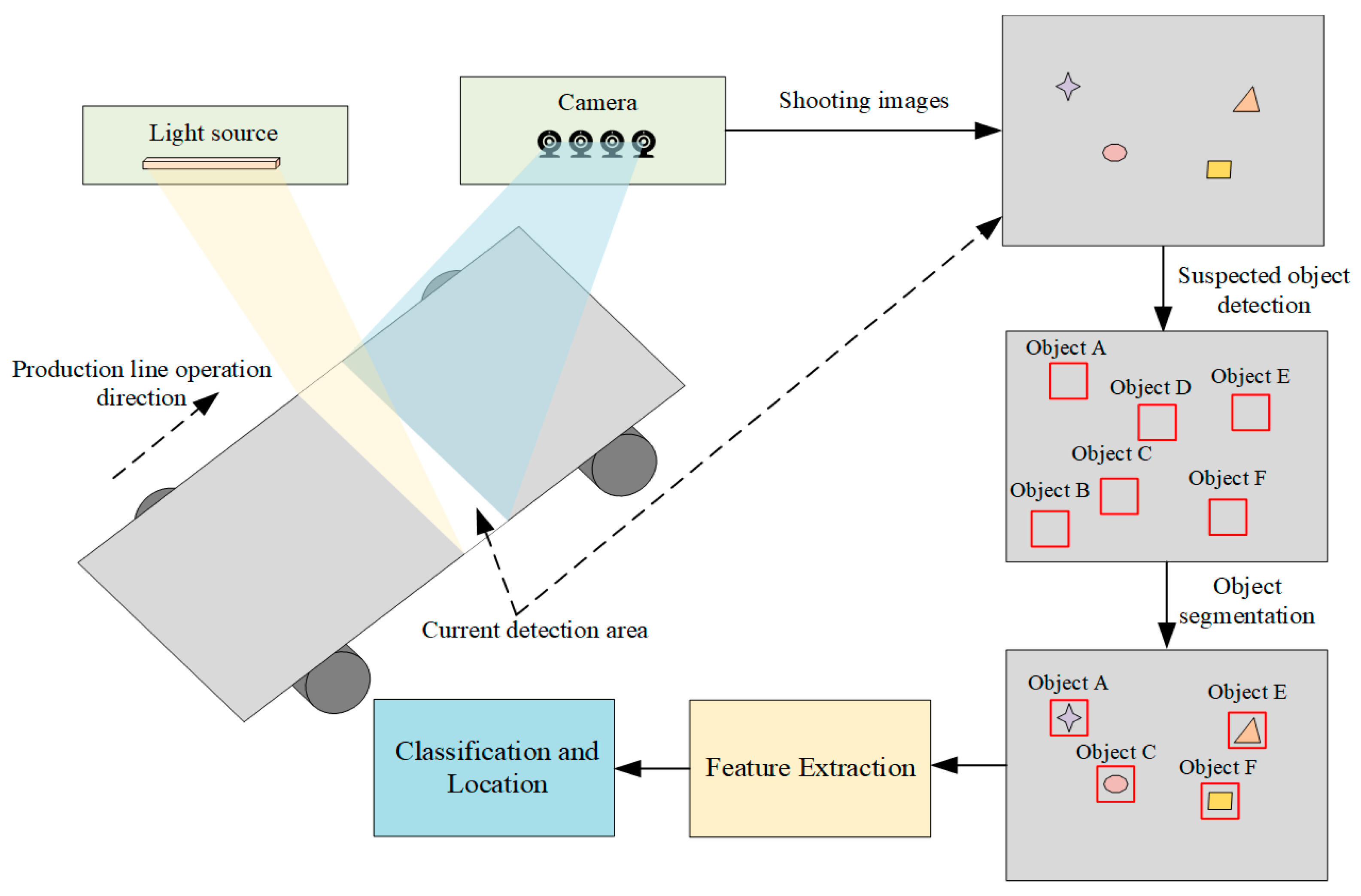
2. Key Hardware for Steel Surface Defect Recognition System
2.1. Camera
2.2. Light Source
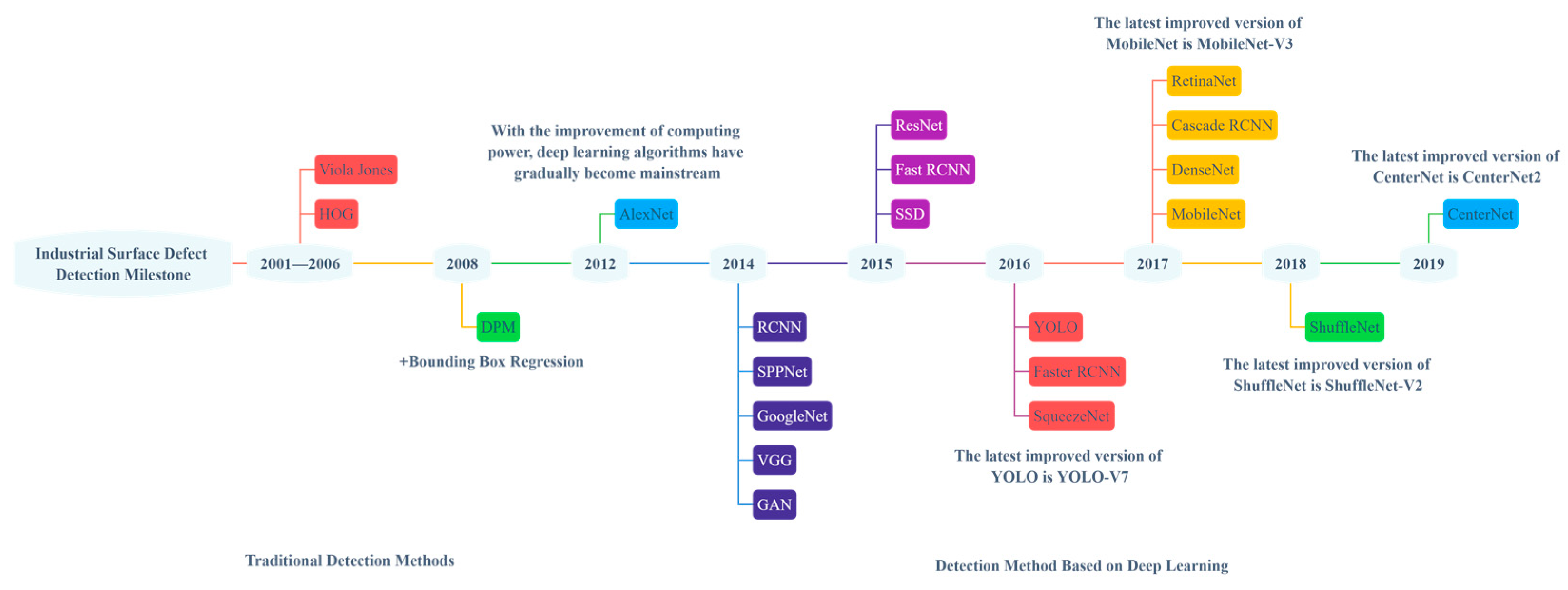
3. Algorithm Classification and Overview
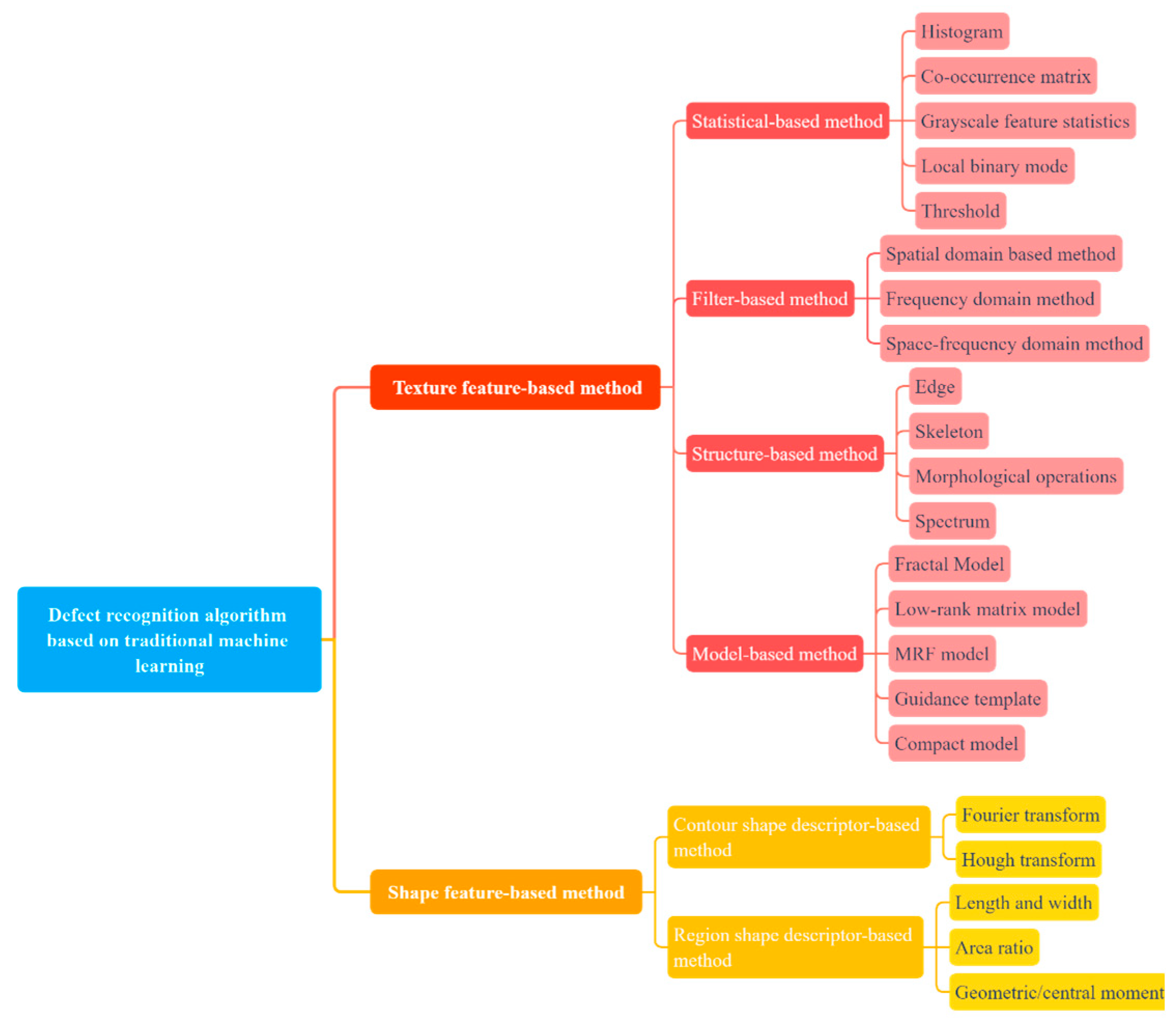
3.1. Defect Recognition Algorithm Based on Traditional Machine Learning
3.1.1. Texture Feature-Based Methods
3.1.2. Shape Feature-Based Methods
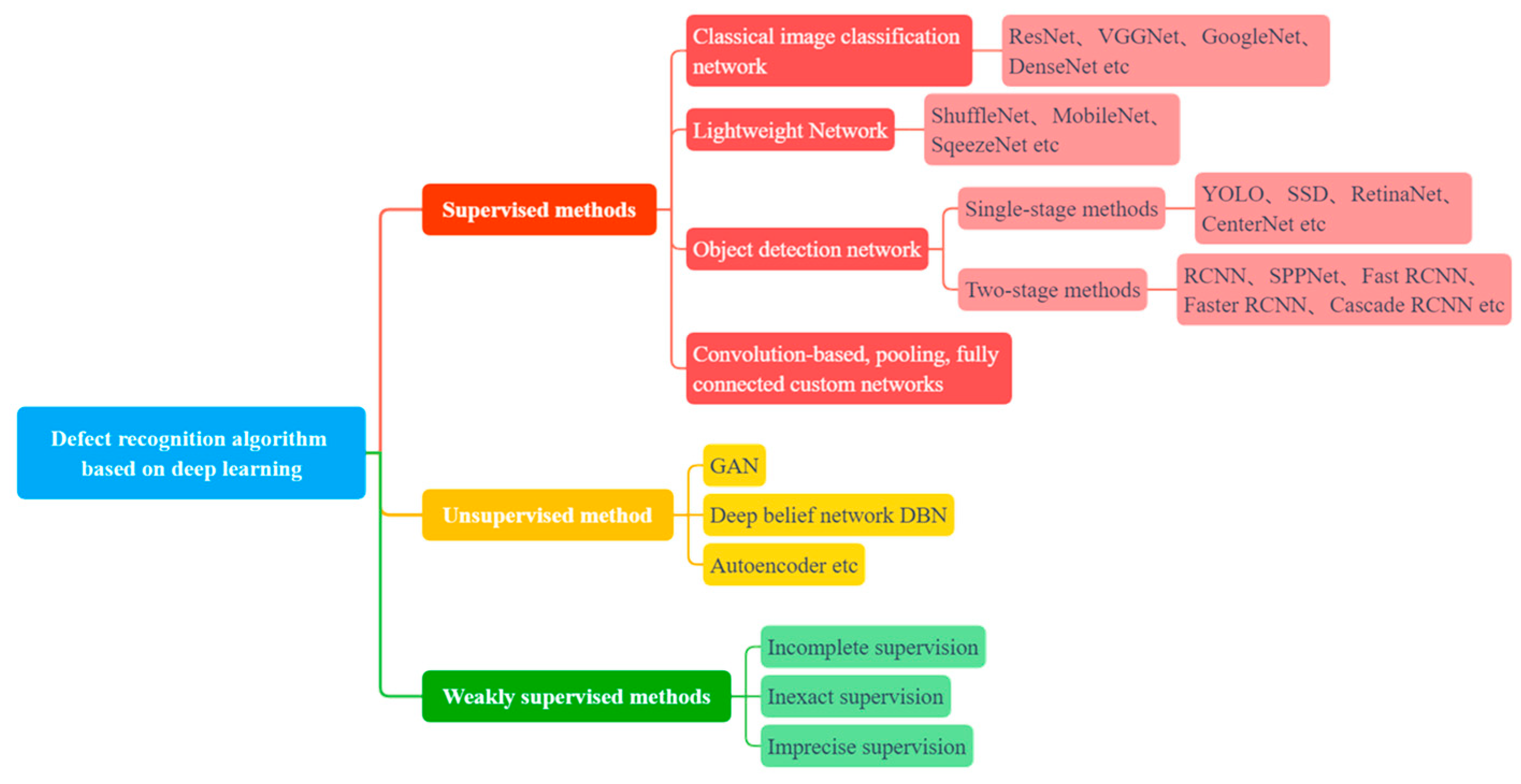
3.2. Defect Recognition Algorithm Based on Deep Learning
3.2.1. Supervised Methods
3.2.2. Unsupervised Methods
3.2.3. Weakly Supervised Methods
3.3. Object Detection Methods
3.3.1. Single-Stage Methods
3.3.2. Two-Stage Methods
4. Datasets and Performance Evaluation Metrics
4.1. Datasets
4.2. Defect Recognition Algorithm Performance Evaluation Metrics
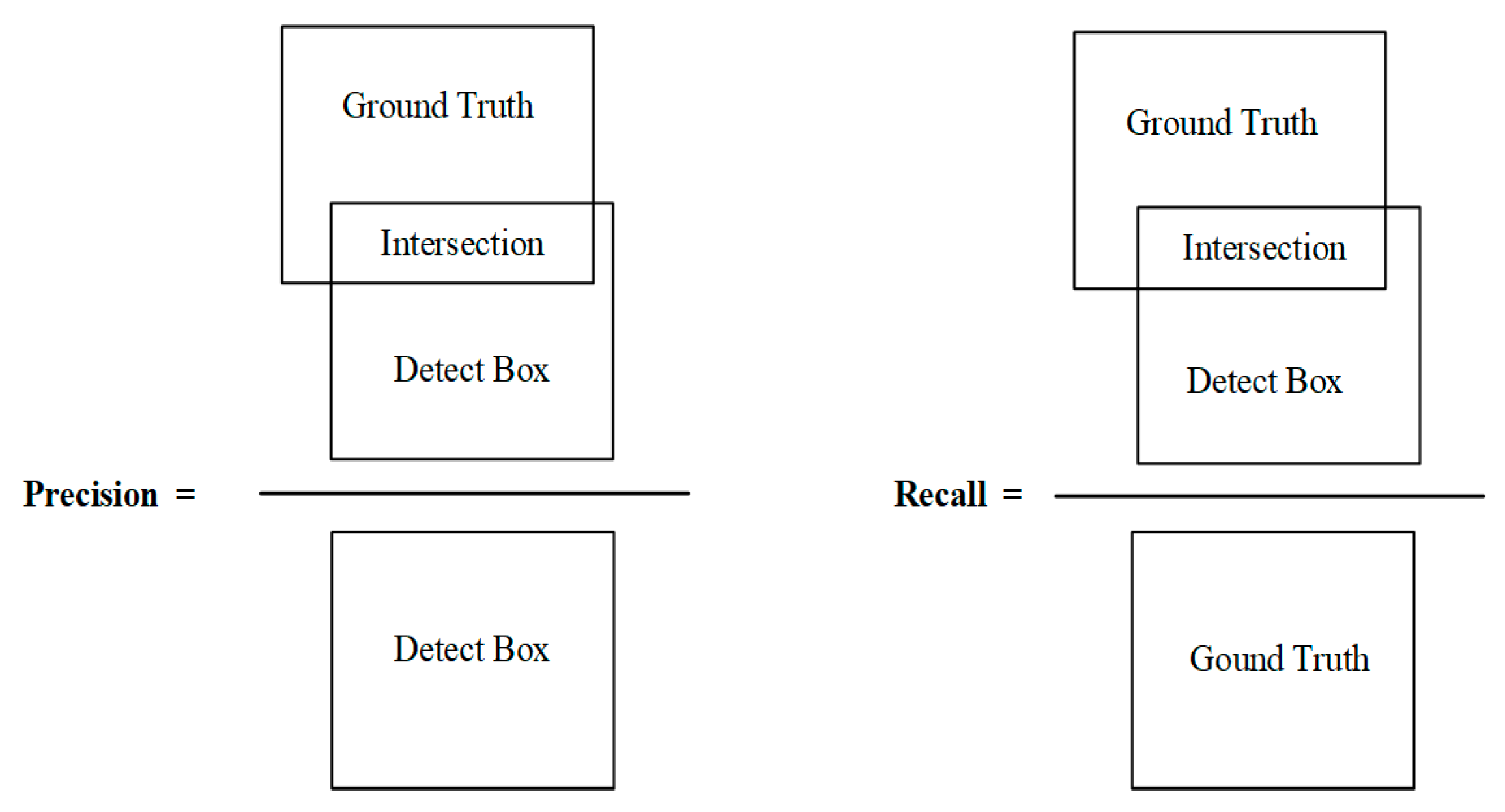
4.2.1. The Precision Class Metrics
4.2.2. The Efficiency Class Metrics
5. Challenges and Solutions
5.1. The Problem of Insufficient Data Samples
5.2. The Problem of Unbalanced Data Samples
5.3. Real-Time Detection of Problems
5.4. The Problem of Small Object Detection
6. Summary and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Basson, E. World Steel in Figures 2022. Available online: https://worldsteel.org/steel-topics/statistics/world-steel-in-figures-2022/ (accessed on 30 April 2022).
- Jain, S.; Seth, G.; Paruthi, A.; Soni, U.; Kumar, G. Synthetic data augmentation for surface defect detection and classification using deep learning. J. Intell. Manuf. 2020, 33, 1007–1020. [Google Scholar] [CrossRef]
- He, Y.; Song, K.; Meng, Q.; Yan, Y. An end-to-end steel surface defect detection approach via fusing multiple hierarchical features. IEEE Trans. Instrum. Meas. 2019, 69, 1493–1504. [Google Scholar] [CrossRef]
- Luo, Q.; Fang, X.; Su, J.; Zhou, J.; Zhou, B.; Yang, C.; Liu, L.; Gui, W.; Lu, T. Automated Visual Defect Classification for Flat Steel Surface: A Survey. IEEE Trans. Instrum. Meas. 2020, 69, 9329–9349. [Google Scholar] [CrossRef]
- He, Y.; Wen, X.; Xu, J. A Semi-Supervised Inspection Approach of Textured Surface Defects under Limited Labeled Samples. Coatings 2022, 12, 1707. [Google Scholar] [CrossRef]
- Ma, S.; Song, K.; Niu, M.; Tian, H.; Yan, Y. Cross-scale Fusion and Domain Adversarial Network for Generalizable Rail Surface Defect Segmentation on Unseen Datasets. J. Intell. Manuf. 2022, 1–20. [Google Scholar] [CrossRef]
- Wan, C.; Ma, S.; Song, K. TSSTNet: A Two-Stream Swin Transformer Network for Salient Object Detection of No-Service Rail Surface Defects. Coatings 2022, 12, 1730. [Google Scholar] [CrossRef]
- Li, Z.; Tian, X.; Liu, X.; Liu, Y.; Shi, X. A Two-Stage Industrial Defect Detection Framework Based on Improved-YOLOv5 and Optimized-Inception-ResnetV2 Models. Appl. Sci. 2022, 12, 834. [Google Scholar] [CrossRef]
- Song, K.; Wang, J.; Bao, Y.; Huang, L.; Yan, Y. A Novel Visible-Depth-Thermal Image Dataset of Salient Object Detection for Robotic Visual Perception. IEEE/ASME Trans. Mechatron. 2022. [Google Scholar] [CrossRef]
- Sun, G.; Huang, D.; Cheng, L.; Jia, J.; Xiong, C.; Zhang, Y. Efficient and Lightweight Framework for Real-Time Ore Image Segmentation Based on Deep Learning. Minerals 2022, 12, 526. [Google Scholar] [CrossRef]
- Neogi, N.; Mohanta, D.K.; Dutta, P.K. Review of vision-based steel surface inspection systems. EURASIP J. Image Video Process. 2014, 2014, 50. [Google Scholar] [CrossRef]
- Verlag Stahleisen GmbH, Germany. Available online: www.stahleisen.de (accessed on 13 June 2022).
- Viola, P.; Jones, M.J. Robust real-time face detection. Int. J. Comput. Vis. 2004, 57, 137–154. [Google Scholar] [CrossRef]
- Dalal, N.; Triggs, B. Histograms of oriented gradients for human detection. In Proceedings of the 2005 IEEE Computer Society Conference on Computer Vision and Pattern Recognition (CVPR’05), San Diego, CA, USA, 20–25 June 2005; IEEE: Piscatevi, NJ, USA, 2005; 1, pp. 886–893. [Google Scholar]
- Felzenszwalb, P.F.; Girshick, R.B.; McAllester, D.; Ramanan, D. Object detection with discriminatively trained part-based models. IEEE Trans. Pattern Anal. Mach. Intell. 2010, 32, 1627–1645. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. Imagenet classification with deep convolutional neural networks. Commun. ACM 2017, 60, 84–90. [Google Scholar] [CrossRef] [Green Version]
- Goodfellow, I.; Pouget-Abadie, J.; Mirza, M.; Xu, B.; Warde-Farley, D.; Ozair, S.; Courville, A.; Bengio, Y. Generative adversarial networks. Commun. ACM 2020, 63, 139–144. [Google Scholar] [CrossRef]
- Simonyan, K.; Zisserman, A. Very deep convolutional networks for large-scale image recognition. arXiv 2014, arXiv:preprint,1409,1556. [Google Scholar]
- Szegedy, C.; Liu, W.; Jia, Y.; Sermanet, P.; Reed, S.; Anguelov, D.; Rabinovich, A. Going deeper with convolutions. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Boston, MA, USA, 7–12 June 2015; pp. 1–9. [Google Scholar]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Spatial pyramid pooling in deep convolutional networks for visual recognition. IEEE Trans. Pattern Anal. Mach. Intell. 2015, 37, 1904–1916. [Google Scholar] [CrossRef] [Green Version]
- Girshick, R.; Donahue, J.; Darrell, T.; Malik, J. Rich feature hierarchies for accurate object detection and semantic segmentation. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Columbus, OH, USA, 23–28 June 2014; pp. 580–587. [Google Scholar]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep residual learning for image recognition. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Las Vegas, NV, USA, 27–30 June 2016; pp. 770–778. [Google Scholar]
- Girshick, R. Fast r-cnn. In Proceedings of the IEEE International Conference on Computer Vision, Santiago, Chile, 7–13 December 2015; pp. 1440–1448. [Google Scholar]
- Liu, W.; Anguelov, D.; Erhan, D.; Szegedy, C.; Reed, S.; Fu, C.Y.; Berg, A.C. Ssd: Single shot multibox detector. In European Conference on Computer Vision; Springer: Cham, Switzerland, 2016; pp. 21–37. [Google Scholar]
- Iandola, F.N.; Han, S.; Moskewicz, M.W.; Ashraf, K.; Dally, W.J.; Keutzer, K. SqueezeNet: AlexNet-level accuracy with 50x fewer parameters and<0.5 MB model size. arXiv 2016, arXiv:preprint. 1602.07360. [Google Scholar]
- Ren, S.; He, K.; Girshick, R.; Sun, J. Faster r-cnn: Towards real-time object detection with region proposal networks. Adv. Neural Inf. Process. Syst. 2015, 28. [Google Scholar] [CrossRef] [Green Version]
- Redmon, J.; Divvala, S.; Girshick, R.; Farhadi, A. You only look once: Unified, real-time object detection. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Las Vegas, NV, USA, 27–30 June 2016; pp. 779–788. [Google Scholar]
- Lin, T.Y.; Goyal, P.; Girshick, R.; He, K.; Dollár, P. Focal loss for dense object detection. In Proceedings of the IEEE International Conference on Computer Vision, Venice, Italy, 22–29 October 2017; pp. 2980–2988. [Google Scholar]
- Cai, Z.; Vasconcelos, N. Cascade r-cnn: Delving into high quality object detection. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Los Alamitos, CA, USA, 18–22 June 2018; pp. 6154–6162. [Google Scholar]
- Huang, G.; Liu, Z.; Van Der Maaten, L.; Weinberger, K.Q. Densely connected convolutional networks. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Honolulu, HI, USA, 21–26 July 2017; pp. 4700–4708. [Google Scholar]
- Howard, A.G.; Zhu, M.; Chen, B.; Kalenichenko, D.; Wang, W.; Weyand, T.; Adam, H. Mobilenets: Efficient convolutional neural networks for mobile vision applications. arXiv 2017, arXiv:preprint 1704.04861. [Google Scholar]
- Zhang, X.; Zhou, X.; Lin, M.; Sun, J. Shufflenet: An extremely efficient convolutional neural network for mobile devices. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Los Alamitos, CA, USA, 18–22 June 2018; pp. 6848–6856. [Google Scholar]
- Duan, K.; Bai, S.; Xie, L.; Qi, H.; Huang, Q.; Tian, Q. Centernet: Keypoint triplets for object detection. In Proceedings of the IEEE/CVF International Conference on Computer Vision, Long Beach, CA, USA, 16–20 June 2019; pp. 6569–6578. [Google Scholar]
- Zheng, X.; Zheng, S.; Kong, Y.; Chen, J. Recent advances in surface defect inspection of industrial products using deep learning techniques. Int. J. Adv. Manuf. Technol. 2021, 113, 35–58. [Google Scholar] [CrossRef]
- Wan, X.; Zhang, X.; Liu, L. An Improved VGG19 Transfer Learning Strip Steel Surface Defect Recognition Deep Neural Network Based on Few Samples and Imbalanced Datasets. Appl. Sci. 2021, 11, 2606. [Google Scholar] [CrossRef]
- Wang, S.; Xia, X.; Ye, L.; Yang, B. Automatic detection and classification of steel surface defect using deep convolutional neural networks. Metals 2021, 11, 388. [Google Scholar] [CrossRef]
- Pan, Y.; Zhang, L. Dual attention deep learning network for automatic steel surface defect segmentation. Comput.-Aided Civ. Infrastruct. Eng. 2022, 37, 1468–1487. [Google Scholar] [CrossRef]
- Steger, C.; Ulrich, M.; Wiedemann, C. Machine Vision Algorithms and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2018. [Google Scholar]
- Hornberg, A. Handbook of Machine and Computer Vision: The Guide for Developers and User; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Lian, J.; Jia, W.; Zareapoor, M.; Zheng, Y.; Luo, R.; Jain, D.K.; Kumar, N. Deep-learning-based small surface defect detection via an exaggerated local variation-based generative adversarial network. IEEE Trans. Ind. Inform. 2019, 16, 1343–1351. [Google Scholar] [CrossRef]
- Shi, T.; Kong, J.; Wang, X.; Liu, Z.; Zheng, G. Improved Sobel algorithm for defect detection of rail surfaces with enhanced efficiency and accuracy. J. Cent. South Univ. 2016, 23, 2867–2875. [Google Scholar] [CrossRef]
- Lin, H.I.; Wibowo, F.S. Image data assessment approach for deep learning-based metal surface defect-detection systems. IEEE Access 2021, 9, 47621–47638. [Google Scholar] [CrossRef]
- Shreya, S.R.; Priya, C.S.; Rajeshware, G.S. Design of machine vision system for high speed manufacturing environments. In Proceedings of the 2016 IEEE Annual India Conference (INDICON), Bangalore, India, 16–18 December 2016; IEEE: Piscatevi, NJ, USA, 2016; pp. 1–7. [Google Scholar]
- Chen, Y.; Ding, Y.; Zhao, F.; Zhang, E.; Wu, Z.; Shao, L. Surface defect detection methods for industrial products: A review. Appl. Sci. 2021, 11, 7657. [Google Scholar] [CrossRef]
- Song, K.; Yan, Y. A noise robust method based on completed local binary patterns for hot-rolled steel strip surface defects. Appl. Surf. Sci. 2013, 285, 858–864. [Google Scholar] [CrossRef]
- Chu, M.; Wang, A.; Gong, R.; Sha, M. Strip steel surface defect recognition based on novel feature extraction and enhanced least squares twin support vector machine. ISIJ Int. 2014, 54, 1638–1645. [Google Scholar] [CrossRef] [Green Version]
- Chu, M.; Gong, R. Invariant feature extraction method based on smoothed local binary pattern for strip steel surface defect. ISIJ Int. 2015, 55, 1956–1962. [Google Scholar] [CrossRef] [Green Version]
- Truong MT, N.; Kim, S. Automatic image thresholding using Otsu’s method and entropy weighting scheme for surface defect detection. Soft Comput. 2018, 22, 4197–4203. [Google Scholar] [CrossRef]
- Luo, Q.; Fang, X.; Sun, Y.; Liu, L.; Ai, J.; Yang, C.; Simpson, O. Surface defect classification for hot-rolled steel strips by selectively dominant local binary patterns. IEEE Access 2019, 7, 23488–23499. [Google Scholar] [CrossRef]
- Wang, Y.; Xia, H.; Yuan, X.; Li, L.; Sun, B. Distributed defect recognition on steel surfaces using an improved random forest algorithm with optimal multi-feature-set fusion. Multimed. Tools Appl. 2018, 77, 16741–16770. [Google Scholar] [CrossRef]
- Zhao, J.; Peng, Y.; Yan, Y. Steel surface defect classification based on discriminant manifold regularized local descriptor. IEEE Access 2018, 6, 71719–71731. [Google Scholar] [CrossRef]
- Luo, Q.; Sun, Y.; Li, P.; Simpson, O.; Tian, L.; He, Y. Generalized Completed Local Binary Patterns for Time-Efficient Steel Surface Defect Classification. IEEE Trans. Instrum. Meas. 2018, 63, 667–679. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Xu, K.; Xu, J. An improved MB-LBP defect recognition approach for the surface of steel plates. Appl. Sci. 2019, 9, 4222. [Google Scholar] [CrossRef] [Green Version]
- Xu, K.; Ai, Y.; Wu, X. Application of multi-scale feature extraction to surface defect classification of hot-rolled steels. Int. J. Miner. Metall. Mater. 2013, 20, 37–41. [Google Scholar] [CrossRef]
- Jeon, Y.J.; Choi, D.; Yun, J.P.; Kim, S.W. Detection of periodic defects using dual-light switching lighting method on the surface of thick plates. ISIJ Int. 2015, 55, 1942–1949. [Google Scholar] [CrossRef] [Green Version]
- Xu, K.; Liu, S.; Ai, Y. Application of Shearlet transform to classification of surface defects for metals. Image Vis. Comput. 2015, 35, 23–30. [Google Scholar] [CrossRef]
- Choi, D.; Jeon, Y.J.; Kim, S.H.; Moon, S.; Yun, J.P.; Kim, S.W. Detection of pinholes in steel slabs using Gabor filter combination and morphological features. ISIJ Int. 2017, 57, 1045–1053. [Google Scholar] [CrossRef] [Green Version]
- Ashour, M.W.; Khalid, F.; Abdul Halin, A.; Abdullah, L.N.; Darwish, S.H. Surface Defects Classification of Hot-Rolled Steel Strips Using Multi-directional Shearlet Features. Arab J. Sci. Eng. 2019, 44, 2925–2932. [Google Scholar] [CrossRef]
- Ghorai, S.; Mukherjee, A.; Gangadaran, M.; Dutta, P.K. Automatic defect detection on hot-rolled flat steel products. IEEE Trans. Instrum. Meas. 2012, 62, 612–621. [Google Scholar] [CrossRef]
- Choi, D.C.; Jeon, Y.J.; Lee, S.J.; Yun, J.P.; Kim, S.W. Algorithm for detecting seam cracks in steel plates using a Gabor filter combination method. Appl. Opt. 2014, 53, 4865–4872. [Google Scholar] [CrossRef]
- Liu, X.; Xu, K.; Zhou, D.; Zhou, P. Improved contourlet transform construction and its application to surface defect recognition of metals. Multidimens. Syst. Signal Process. 2020, 31, 951–964. [Google Scholar] [CrossRef]
- Borselli, A.; Colla, V.; Vannucci, M.; Veroli, M. A fuzzy inference system applied to defect detection in flat steel production. In Proceedings of the International Conference on Fuzzy Systems, Barcelona, Spain, 18–23 July 2010; IEEE: Piscatevi, NJ, USA, 2010; pp. 1–6. [Google Scholar]
- Liu, M.; Liu, Y.; Hu, H.; Nie, L. Genetic algorithm and mathematical morphology based binarization method for strip steel defect image with non-uniform illumination. J. Vis. Commun. Image Represent. 2016, 37, 70–77. [Google Scholar] [CrossRef]
- Taştimur, C.; Karaköse, M.; Akın, E.; Aydın, I. Rail defect detection with real time image processing technique. In Proceedings of the 2016 IEEE 14th International Conference on Industrial Informatics (INDIN), Poitiers, France, 19–21 July 2016; IEEE: Piscatevi, NJ, USA, 2016; pp. 411–415. [Google Scholar]
- Song, K.C.; Hu, S.P.; Yan, Y.H.; Li, J. Surface defect detection method using saliency linear scanning morphology for silicon steel strip under oil pollution interference. ISIJ Int. 2014, 54, 2598–2607. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Zhang, J.; Tian, Y.; Chen, H.; Sun, H.; Liu, K. A simple guidance template-based defect detection method for strip steel surfaces. IEEE Trans. Ind. Inform. 2018, 15, 2798–2809. [Google Scholar] [CrossRef] [Green Version]
- Zhou, S.; Wu, S.; Liu, H.; Lu, Y.; Hu, N. Double low-rank and sparse decomposition for surface defect segmentation of steel sheet. Appl. Sci. 2018, 8, 1628. [Google Scholar] [CrossRef] [Green Version]
- Gao, X.; Du, L.; Xie, Y.; Chen, Z.; Zhang, Y.; You, D.; Gao, P.P. Identification of weld defects using magneto-optical imaging. Int. J. Adv. Manuf. Technol. 2019, 105, 1713–1722. [Google Scholar] [CrossRef]
- Xu, K.; Song, M.; Yang, C.; Zhou, P. Application of hidden Markov tree model to on-line detection of surface defects for steel strips. J. Mech. Eng. 2013, 49, 34. [Google Scholar] [CrossRef]
- Wang, J.; Li, Q.; Gan, J.; Yu, H.; Yang, X. Surface defect detection via entity sparsity pursuit with intrinsic priors. IEEE Trans. Ind. Inform. 2019, 16, 141–150. [Google Scholar] [CrossRef]
- Kulkarni, R.; Banoth, E.; Pal, P. Automated surface feature detection using fringe projection: An autoregressive modeling-based approach. Opt. Lasers Eng. 2019, 121, 506–511. [Google Scholar] [CrossRef]
- Ai, Y.; Xu, K. Surface detection of continuous casting slabs based on curvelet transform and kernel locality preserving projections. J. Iron Steel Res. Int. 2013, 20, 80–86. [Google Scholar] [CrossRef]
- Hwang, Y.I.; Seo, M.K.; Oh, H.G.; Choi, N.; Kim, G.; Kim, K.B. Detection and classification of artificial defects on stainless steel plate for a liquefied hydrogen storage vessel using short-time fourier transform of ultrasonic guided waves and linear discriminant analysis. Appl. Sci. 2022, 12, 6502. [Google Scholar] [CrossRef]
- Wang, J.; Fu, P.; Gao, R.X. Machine vision intelligence for product defect inspection based on deep learning and Hough transform. J. Manuf. Syst. 2019, 51, 52–60. [Google Scholar] [CrossRef]
- Hu, M.K. Visual pattern recognition by moment invariants. IRE Trans. Inf. Theory 1962, 8, 179–187. [Google Scholar]
- Hu, H.; Li, Y.; Liu, M.; Liang, W. Classification of defects in steel strip surface based on multiclass support vector machine. Multimed. Tools Appl. 2014, 69, 199–216. [Google Scholar] [CrossRef]
- Hu, H.; Liu, Y.; Liu, M.; Nie, L. Surface defect classification in large-scale strip steel image collection via hybrid chromosome genetic algorithm. Neurocomputing 2016, 181, 86–95. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, Q.; Fan, C.; Deng, D. Image quality assessment based on Prewitt magnitude. AEU-Int. J. Electron. Commun. 2013, 67, 799–803. [Google Scholar] [CrossRef]
- Fu, G.; Sun, P.; Zhu, W.; Yang, J.; Cao, Y.; Yang, M.Y.; Cao, Y. A deep-learning-based approach for fast and robust steel surface defects classification. Opt. Lasers Eng. 2019, 121, 397–405. [Google Scholar] [CrossRef]
- He, D.; Xu, K.; Zhou, P. Defect detection of hot rolled steels with a new object detection framework called classification priority network. Comput. Ind. Eng. 2019, 128, 290–297. [Google Scholar] [CrossRef]
- Konovalenko, I.; Maruschak, P.; Brezinová, J.; Viňáš, J.; Brezina, J. Steel surface defect classification using deep residual neural network. Metals 2020, 10, 846. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, Q.; Gu, J.; Su, L.; Li, K.; Pecht, M. Visual inspection of steel surface defects based on domain adaptation and adaptive convolutional neural network. Mech. Syst. Signal Process. 2021, 153, 107541. [Google Scholar] [CrossRef]
- Feng, X.; Gao, X.; Luo, L. X-SDD: A new benchmark for hot rolled steel strip surface defects detection. Symmetry 2021, 13, 706. [Google Scholar] [CrossRef]
- Zhou, X.; Fang, H.; Fei, X.; Shi, R.; Zhang, J. Edge-Aware Multi-Level Interactive Network for Salient Object Detection of Strip Steel Surface Defects. IEEE Access 2021, 9, 149465–149476. [Google Scholar] [CrossRef]
- Li, Z.; Wu, C.; Han, Q.; Hou, M.; Chen, G.; Weng, T. CASI-Net: A novel and effect steel surface defect classification method based on coordinate attention and self-interaction mechanism. Mathematics 2022, 10, 963. [Google Scholar] [CrossRef]
- Hinton, G.E.; Osindero, S.; Teh, Y.W. A fast learning algorithm for deep belief nets. Neural Comput. 2006, 18, 1527–1554. [Google Scholar] [CrossRef]
- Wang, X.B.; Li, J.; Yao, M.H.; He, W.X. Solar cells surface defects detection based on deep learning. Pattern Recognit. Artif. Intell. 2014, 27, 517–523. [Google Scholar]
- Shen, J.; Chen, P.; Su, L.; Shi, T.; Tang, Z.; Liao, G. X-ray inspection of TSV defects with self-organizing map network and Otsu algorithm. Microelectron. Reliab. 2016, 67, 129–134. [Google Scholar] [CrossRef]
- Liu, K.; Wang, H.; Chen, H.; Qu, E.; Tian, Y.; Sun, H. Steel surface defect detection using a new Haar-Weibull-variance model in unsupervised manner. IEEE Trans. Instrum. Meas. 2017, 66, 2585–2596. [Google Scholar] [CrossRef]
- Mei, S.; Yang, H. An unsupervised-learning-based approach for automated defect inspection on textured surfaces. IEEE Trans. Instrum. Meas. 2018, 67, 1266–1277. [Google Scholar] [CrossRef]
- Liu, K.; Li, A.; Wen, X.; Chen, H.; Yang, P. Steel surface defect detection using GAN and one-class classifier. In Proceedings of the 2019 25th International Conference on Automation and Computing (ICAC), Lancaster, UK, 5–7 September 2019; IEEE: Piscatevi, NJ, USA, 2019; pp. 1–6. [Google Scholar]
- Youkachen, S.; Ruchanurucks, M.; Phatrapomnant, T.; Kaneko, H. Defect segmentation of hot-rolled steel strip surface by using convolutional auto-encoder and conventional image processing. In Proceedings of the 2019 10th International Conference of Information and Communication Technology for Embedded Systems (IC-ICTES), Bangkok, Thailand, 25–27 March 2019; IEEE: Piscatevi, NJ, USA, 2019; pp. 1–5. [Google Scholar]
- Niu, M.; Song, K.; Huang, L.; Wang, Q.; Yan, Y.; Meng, Q. Unsupervised saliency detection of rail surface defects using stereoscopic images. IEEE Trans. Ind. Inform. 2021, 17, 2271–2281. [Google Scholar] [CrossRef]
- Zhou, Z.H. A brief introduction to weakly supervised learning. Natl. Sci. Rev. 2018, 5, 44–53. [Google Scholar] [CrossRef] [Green Version]
- Di, H.; Ke, X.; Peng, Z.; Dongdong, Z. Surface defect classification of steels with a new semi-supervised learning method. Opt. Lasers Eng. 2019, 117, 40–48. [Google Scholar] [CrossRef]
- Berthelot, D.; Carlini, N.; Goodfellow, I.; Papernot, N.; Oliver, A.; Raffel, C.A. Mixmatch: A holistic approach to semi-supervised learning. Adv. Neural Inf. Process. Syst. 2019, 32. [Google Scholar]
- He, Y.; Song, K.; Dong, H.; Yan, Y. Semi-supervised defect classification of steel surface based on multi-training and generative adversarial network. Opt. Lasers Eng. 2019, 122, 294–302. [Google Scholar] [CrossRef]
- Yun, J.P.; Shin, W.C.; Koo, G.; Kim, M.S.; Lee, C.; Lee, S.J. Automated defect inspection system for metal surfaces based on deep learning and data augmentation. J. Manuf. Syst. 2020, 55, 317–324. [Google Scholar] [CrossRef]
- Božič, J.; Tabernik, D.; Skočaj, D. Mixed supervision for surface-defect detection: From weakly to fully supervised learning. Comput. Ind. 2021, 129, 103459. [Google Scholar] [CrossRef]
- Tabernik, D.; Šela, S.; Skvarč, J.; Skočaj, D. Segmentation-based deep-learning approach for surface-defect detection. J. Intell. Manuf. 2020, 31, 759–776. [Google Scholar] [CrossRef] [Green Version]
- Božič, J.; Tabernik, D.; Skočaj, D. End-to-end training of a two-stage neural network for defect detection. In Proceedings of the 2020 25th International Conference on Pattern Recognition (ICPR), Milan, Italy, 10–15 January 2021; IEEE: Piscatevi, NJ, USA, 2021; pp. 5619–5626. [Google Scholar]
- Zhang, J.; Su, H.; Zou, W.; Gong, X.; Zhang, Z.; Shen, F. CADN: A weakly supervised learning-based category-aware object detection network for surface defect detection. Pattern Recognit. 2021, 109, 107571. [Google Scholar] [CrossRef]
- Li, J.; Su, Z.; Geng, J.; Yin, Y. Real-time detection of steel strip surface defects based on improved yolo detection network. IFAC-PapersOnLine 2018, 51, 76–81. [Google Scholar] [CrossRef]
- Yang, J.; Li, S.; Wang, Z.; Yang, G. Real-time tiny part defect detection system in manufacturing using deep learning. IEEE Access 2019, 7, 89278–89291. [Google Scholar] [CrossRef]
- Cheng, X.; Yu, J. RetinaNet with difference channel attention and adaptively spatial feature fusion for steel surface defect detection. IEEE Trans. Instrum. Meas. 2020, 70, 1–11. [Google Scholar] [CrossRef]
- Kou, X.; Liu, S.; Cheng, K.; Qian, Y. Development of a YOLO-V3-based model for detecting defects on steel strip surface. Measurement 2021, 182, 109454. [Google Scholar] [CrossRef]
- Chen, X.; Lv, J.; Fang, Y.; Du, S. Online Detection of Surface Defects Based on Improved YOLOV3. Sensors 2022, 22, 817. [Google Scholar] [CrossRef] [PubMed]
- Tian, R.; Jia, M. DCC-CenterNet: A rapid detection method for steel surface defects. Measurement 2022, 187, 110211. [Google Scholar] [CrossRef]
- Wei, R.; Song, Y.; Zhang, Y. Enhanced faster region convolutional neural networks for steel surface defect detection. ISIJ Int. 2020, 60, 539–545. [Google Scholar] [CrossRef] [Green Version]
- Zhao, W.; Chen, F.; Huang, H.; Li, D.; Cheng, W. A new steel defect detection algorithm based on deep learning. Comput. Intell. Neurosci. 2021, 2021. [Google Scholar] [CrossRef]
- Natarajan, V.; Hung, T.Y.; Vaikundam, S.; Chia, L.T. Convolutional networks for voting-based anomaly classification in metal surface inspection. In Proceedings of the 2017 IEEE International Conference on Industrial Technology (ICIT), Toronto, ON, Canada, 22–25 March 2017; IEEE: Piscatevi, NJ, USA, 2017; pp. 986–991. [Google Scholar]
- Ren, R.; Hung, T.; Tan, K.C. A generic deep-learning-based approach for automated surface inspection. IEEE Trans. Cybern. 2017, 48, 929–940. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, K.; Xu, J. Periodic surface defect detection in steel plates based on deep learning. Appl. Sci. 2019, 9, 3127. [Google Scholar] [CrossRef] [Green Version]
- Song, L.; Lin, W.; Yang, Y.-G.; Zhu, X.; Guo, Q.; Xi, J. Weak micro-scratch detection based on deep convolutional neural network. IEEE Access 2019, 7, 27547–27554. [Google Scholar] [CrossRef]
- He, D.; Xu, K.; Wang, D. Design of multi-scale receptive field convolutional neural network for surface inspection of hot rolled steels. Image Vis. Comput. 2019, 89, 12–20. [Google Scholar] [CrossRef]
- Yang, H.; Chen, Y.; Song, K.; Yin, Z. Multiscale feature-clustering-based fully convolutional autoencoder for fast accurate visual inspection of texture surface defects. IEEE Trans. Autom. Sci. Eng. 2019, 16, 1450–1467. [Google Scholar] [CrossRef]
- Zhou, F.; Liu, G.; Ni, H.; Ren, F. A generic automated surface defect detection based on a bilinear model. Appl. Sci. 2019, 9, 3159. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Kang, X.; Ni, H.; Ren, F. Surface defect detection of steel strips based on classification priority YOLOv3-dense network. Ironmak. Steelmak. 2021, 48, 547–558. [Google Scholar] [CrossRef]
- Lin, C.Y.; Chen, C.H.; Yang, C.Y.; Akhyar, F.; Hsu, C.Y.; Ng, H.F. Cascading convolutional neural network for steel surface defect detection. In Proceedings of the International Conference on Applied Human Factors and Ergonomics, Washington, DC, USA , 24–28 July 2019; Springer: Cham, Switzerland, 2019; pp. 202–212. [Google Scholar]
- Song, K.; Yan, Y. Micro surface defect detection method for silicon steel strip based on saliency convex active contour model. Math. Probl. Eng. 2013, 2013, 1–13. [Google Scholar] [CrossRef]
- Buscema, M.; Terzi, S.; Tastle, W. A new meta-classifier. In Proceedings of the 2010 Annual Meeting of the North American Fuzzy Information Processing Society (NAFIPS), Toronto, ON, Canada, July 2010; pp. 1–7. [Google Scholar]
- Lv, X.; Duan, F.; Jiang, J.J.; Fu, X.; Gan, L. Deep metallic surface defect detection: The new benchmark and detection network. Sensors 2020, 20, 1562. [Google Scholar] [CrossRef] [Green Version]
- Gan, J.; Li, Q.; Wang, J.; Yu, H. A hierarchical extractor-based visual rail surface inspection system. IEEE Sens. J. 2017, 17, 7935–7944. [Google Scholar] [CrossRef]
- DAGM 2007 Datasets. Available online: https://hci.iwr.uni-heidelberg.de/node/3616 (accessed on 25 February 2021).
- Kylberg, G. The Kylberg Texture Dataset, V. 1.0. In Technical Report 35; Centre Image Anal., Swedish University of Agricultural Sciences: Uppsala, Sweden, 2011. [Google Scholar]
- Fan, D.P.; Cheng, M.M.; Liu, Y.; Li, T.; Borji, A. Structure-measure: A new way to evaluate foreground maps. In Proceedings of the IEEE International Conference on Computer Vision, Venice, Italy, 22–29 October 2017; pp. 4548–4557. [Google Scholar]
- Abdou, I.E.; Pratt, W.K. Quantitative design and evaluation of enhancement/thresholding edge detectors. Proc. IEEE 1979, 67, 753–763. [Google Scholar] [CrossRef]
- Tan, C.; Sun, F.; Kong, T.; Yang, C.; Liu, C. A survey on deep transfer learning. In International Conference on Artificial Neural Networks; Springer: Cham, Switzerland, 2018; pp. 270–279. [Google Scholar]
- Mujeeb, A.; Dai, W.; Erdt, M.; Sourin, A. Unsupervised surface defect detection using deep autoencoders and data augmentation. In Proceedings of the 2018 International Conference on Cyberworlds (CW), Singapore, 3–5 October 2018; IEEE: Piscatevi, NJ, USA, 2018; pp. 391–398. [Google Scholar]
- Niu, S.; Li, B.; Wang, X.; Lin, H. Defect image sample generation with GAN for improving defect recognition. IEEE Trans. Autom. Sci. Eng. 2020, 17, 1611–1622. [Google Scholar] [CrossRef]
- Schlegl, T.; Seebck, P.; Waldstein, S.M.; Langs, G.; Schmidt-Erfurth, U. f-AnoGAN: Fast unsupervised anomaly detection with generative adversarial networks. Med. Image Anal. 2019, 54, 30–44. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Xiong, A.; Wang, L.; Deng, S.; Ye, J. ACO Resampling: Enhancing the performance of oversampling methods for class imbalance classification. Knowl.-Based Syst. 2020, 196, 105818. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Surface Type | Defect Category |
|---|---|
| Slab | Crack, pitting, scratches, scarfing defect |
| Plate | Crack, scratch, seam |
| Billet | Corner crack, line defect, scratch |
| Hot rolled steel strip | Hole, scratch, rolled in scale, crack, pits/scab, edge defect/coil break, shell, lamination, sliver |
| Cold rolled steel strip | Lamination, roll mark, hole, oil spot, fold, dark, heat buckle, inclusion, rust, sliver, scale, scratch, edge etc. |
| Stainless steel | Hole, scale, scratch, inclusion, roll mark, shell, blowhole |
| Wire/Bar | Spot, dark line, seam, crack, lap, overfill, scratch etc. |
| Category | Year | Ref. | Object | Function | Methods | Performance |
|---|---|---|---|---|---|---|
| Statistical Based Methods | 2013 | [45] | Hot rolled steel strip | Defect Classification | Local binary pattern | SNR = 40, ACC = 0.9893 |
| 2014 | [46] | Steel strip | Defect Classification | Co-occurrence matrix | ACC = 0.9600 | |
| 2015 | [47] | Steel strip | Defect Classification | Local binary pattern | ACC = 0.9005 | |
| 2017 | [48] | Steel strip | Defect Location | Auto threshold | - | |
| 2017 | [49] | Hot rolled steel strip | Defect Classification | Local binary pattern | ACC = 0.9762, FPS = 10 | |
| 2017 | [50] | Steel | Defect Classification | Histogram, co-occurrence matrix | ACC = 0.9091 | |
| 2018 | [51] | Steel | Defect Classification | Local descriptors | ACC = 0.9982, FPS = 38.4 | |
| 2018 | [52] | Hot rolled steel strip | Defect Classification | Local binary pattern | TPR = 0.9856, FPR = 0.2900, FPS = 11.08 | |
| 2019 | [53] | Plate steel | Defect Classification | Local binary mode, gray histogram | ACC = 0.9440, FPS = 15.87 | |
| Filter Based Methods | 2012 | [54] | Hot rolled steel strip | Defect Classification | Curved wave transform | ACC = 0.9733 |
| 2015 | [55] | Thick steel plate | Defect Detection | Gabor | ACC = 0.9670, FPR = 0.75 | |
| 2015 | [56] | Continuous casting slabs | Defect Classification | Shearlet | ACC = 0.9420 | |
| 2017 | [57] | Steel slabs | Defect Detection | Gabor | ACC = 0.9841 | |
| 2018 | [58] | Hot rolled steel strip | Defect Classification | Shearlet | ACC = 0.9600 | |
| 2013 | [59] | Hot rolled steel strip | Defect Detection | Wavelet transform | G-mean = 0.9380, Fm = 0.9040 | |
| 2014 | [60] | Plate steel | Defect Detection | Gabor | TPR = 0.9446, FNR = 0.29 | |
| 2019 | [61] | Continuous casting slabs | Defect Classification | Contour wave | AP = 0.9787 | |
| Structure Based Methods | 2016 | [41] | Steel rails | Defect Location | Edge | - |
| 2010 | [62] | Steel strip | Defect Location | Edge | - | |
| 2015 | [63] | Steel strip | Defect Detection | Morphological operations | ME = 0.0818, EMM = 0.3100, RAE = 0.0834 | |
| 2016 | [64] | Steel rails | Defect Location | Skeleton | ACC = 0.9473, FPS = 1.64 | |
| 2014 | [65] | Silicon Steel | Defect Segmentation | Morphological operations | - | |
| Model Based Methods | 2018 | [66] | Steel strip | Defect Segmentation | Guidance template | PRE = 0.9520, RECALL = 0.9730, Fm = 0.9620, FPS = 28.57 |
| 2018 | [67] | Steel sheet | Defect Segmentation | Low-rank matrix model | AUC = 0.835, Fm = 0.6060, MAE = 0.1580, FPS = 5.848 | |
| 2019 | [68] | High strength steel joints | Defect Classification | Fractal model | ACC = 0.8833 | |
| 2013 | [69] | Steel strip | Defect Segmentation | Markov model | CSR = 0.9440, WSR = 0.1880 | |
| 2019 | [70] | Hot rolled steel | Defect Segmentation | Compact model | FPR = 0.088, FNR = 0.2660, MAE = 0.1430 |
| Category | Methods | Ref. | Advantages | Disadvantages |
|---|---|---|---|---|
| Statistical Based Methods | Threshold technology | [48] | Simple, easy to understand and implement. | It is difficult to detect defects that do not differ much from the background. |
| Clustering | [49] | Strong anti-noise ability and high computational efficiency | Vulnerable to pseudo defect interference. | |
| Grayscale feature statistics | [50] | Suitable for processing low resolution images. | Low timeliness, no automatic threshold selection. | |
| Co-occurrence matrix | [46] | The extracted image pixel space relationship is complete and accurate. | The computational complexity and memory requirements are relatively high. | |
| Local binary pattern | [47] | Discriminative features with rotation and gray scale invariance can be extracted quickly. | Weak noise immunity, pseudo-defect interference. | |
| Histogram | [53] | Suitable for processing images with a large grayscale gap between the defect and the background. | Low detection efficiency for complex backgrounds, or images with defects similar to the background. | |
| Filter Based Methods | Gabor filter | [55] | Suitable for high-dimensional feature spaces with low computational burden. | Difficult to determine optimal filter parameters and no rotational invariance. |
| Wavelet filters | [59] | Suitable for multi-scale image analysis, which can effectively compress images with less information loss. | Vulnerable to correlation of features between scales. | |
| Multi-scale geometric analysis | [56] | Optimal sparse representation for high-dimensional data, capable of handling images with strong noise background. | The problem of feature redundancy exists. | |
| Curvelet transform | [54] | High anisotropy with good ability to express information along the edges of the graph. | Complex to implement and less efficient. | |
| Shearlet and its variants | [58] | Multi-scale decomposition and the ability to efficiently capture anisotropic features. | Difficult to retain original image detail information. | |
| Structure Based Methods | Edge | [41] | It is suitable for extracting some low-order features of the image and is easy to implement. | Vulnerable to noise and only suitable for low resolution images. |
| Skeleton | [64] | Almost distortion less representation of the geometric and topological properties of objects. | Unsatisfactory image processing for complex backgrounds. | |
| Morphological operations | [63] | Great for random or natural textures, easy to calculate. | Only for non-periodic image defects. | |
| Model Based Methods | Gaussian mixture model | [66] | Correlation between features can be captured automatically. | Large computational volume and slow convergence, sensitive to outliers. |
| Fractal model | [68] | The overall information of an image can be represented by partial features. | Unsatisfactory detection accuracy and limitation for images without self-similarity. | |
| Low-rank matrix model | [67] | Strong discriminatory ability and adaptive nearest neighbor. | Unsatisfactory detection accuracy. | |
| MRF model | [69] | Can combine statistical and spectral methods for segmentation applications to capture local texture orientation information. | Cannot detect small defects. Not applicable to global texture analysis. |
| Category | Advantages | Disadvantages |
|---|---|---|
| Supervised methods | High precision, good adaptability, wide range of applications. | Dataset annotation is heavy and difficult to make. |
| Unsupervised methods | It can be trained directly using label-free data with simple techniques. | Relatively low precision, unstable training results are easily affected by noise and initial parameters. |
| Weakly supervised methods | It has the advantages of both supervised and unsupervised methods. | The training process is tedious and the technical implementation is complicated. |
| Category | Year | Ref. | Methods | Object | Function | Performance |
|---|---|---|---|---|---|---|
| Supervised Methods | 2017 | [111] | CNN | Metal | Defect Classification | ACC = 0.9207 |
| 2017 | [112] | Decay | Multi-Type | Defect Detection | ACC = 0.9400, FPS = 17, EE = 0.2100 | |
| 2019 | [113] | VGG + LSTM | Steel plate | Defect Detection | ACC = 0.8620 | |
| 2019 | [114] | Du-Net | Metal | Defect Segmentation | ACC = 0.8345 | |
| 2019 | [115] | InceptionV4 | Hot rolled Steel | Defect Classification | RR = 0.9710 | |
| 2019 | [79] | SqueezeNet | Steel | Defect Classification | ACC = 0.9750, FPS = 100, Model size = 3.1 MB | |
| 2019 | [80] | MG-CNN | Hot rolled Steel | Defect classification and Location | CR = 0.9830, DR = 0.9600 | |
| 2020 | [81] | ResNet50 | Steel | Defect Classification | PRE = 0.8160, ACC = 0.9670, F1 = 0.6610, RECALL = 0.5670 | |
| 2021 | [82] | DA-ACNN | Steel | Defect Classification | ACC = 0.9900 | |
| 2021 | [83] | RepVGG | Hot rolled steel strip | Defect Classification | ACC = 0.9510, RCALL = 0.9392, PRE = 0.9516, F1 = 0.9325, Params = 83.825 M | |
| 2021 | [4] | Unet + Xception | Rolled piece | Defect Classification and Segmentation | PRE = 0.8400, RECALL = 0.9000, Dice score = 0.5950 | |
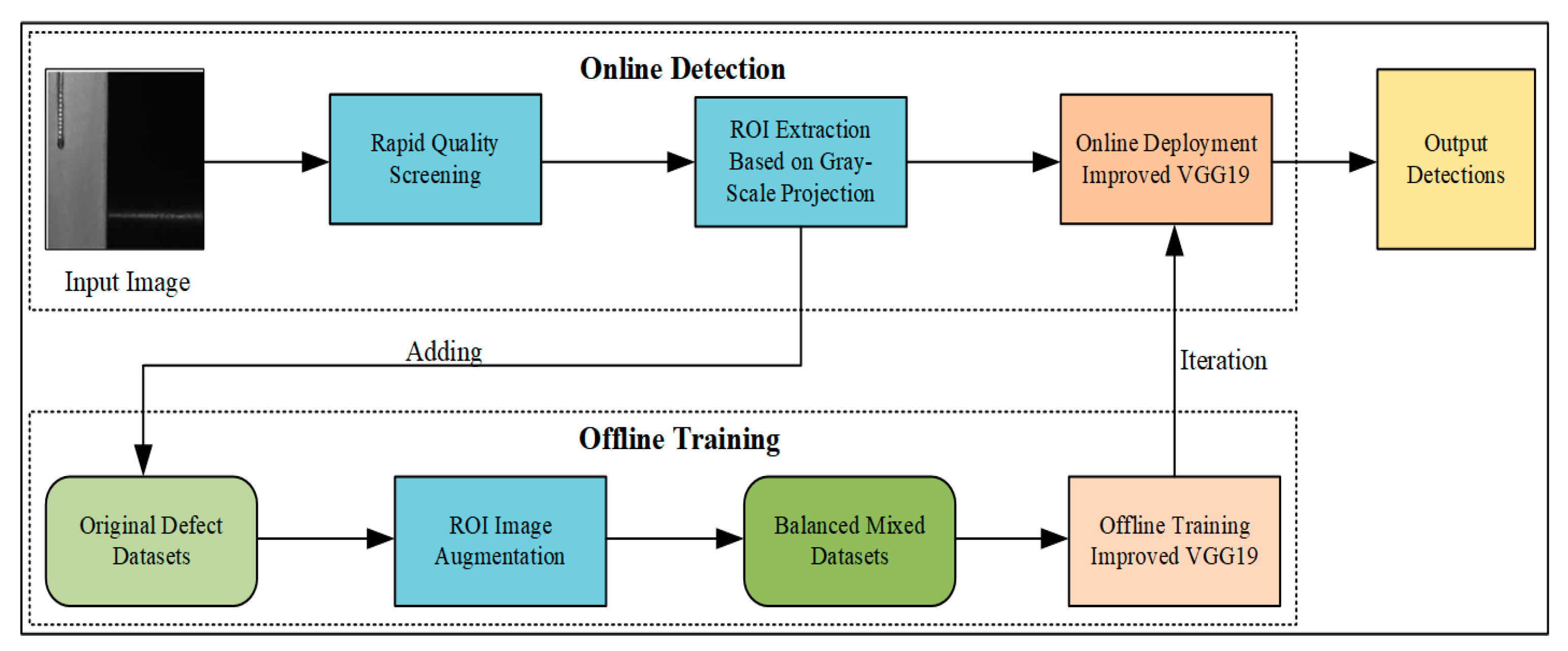
| 2021 | [35] | VGG19 | Steel strip | Defect Classification | ACC = 0.9762, FPS = 52.1 | |
| 2021 | [37] | DAN-DeepLabv3+ | Steel | Defect Precise Segmentation | mIoU = 0.8537, PRE = 0.9544, RECALL = 0.9071, F1 = 0.9297 | |
| 2021 | [84] | ResNet34 | Steel strip | Defect Precise Seg-mentation | MAE = 0.0125, WF = 0.9200, OR = 0.8380, SM = 0.9380, PFOM = 0.9120, FPS = 47.6 | |
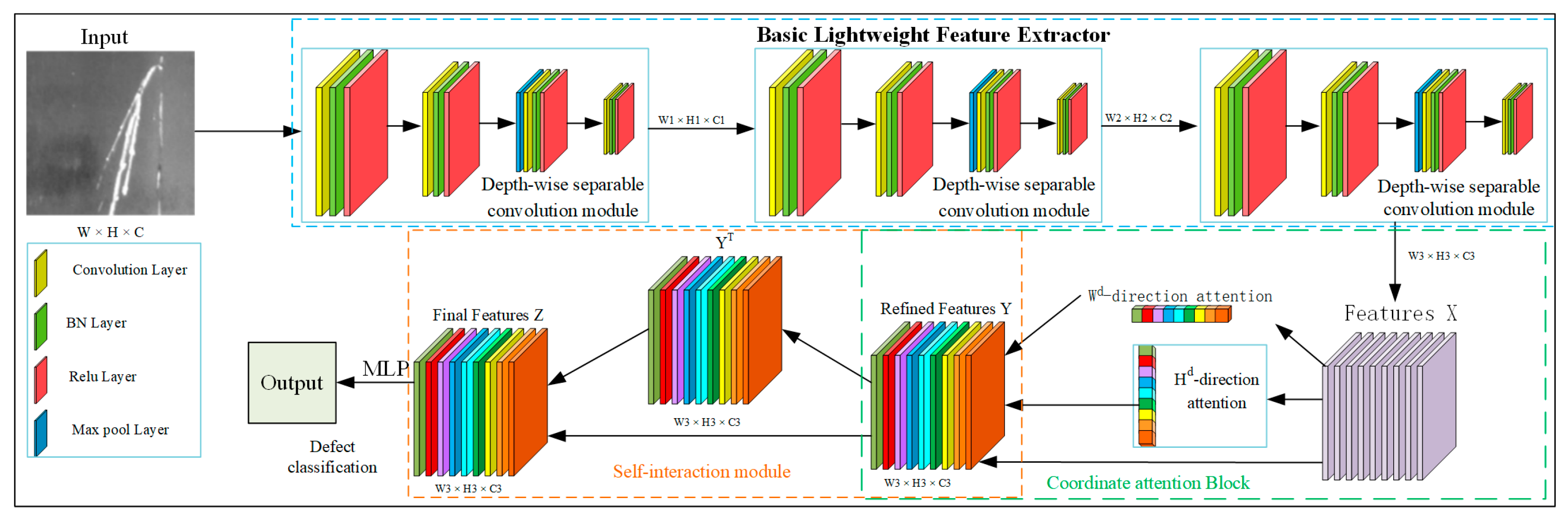
| 2022 | [85] | CASI-Net | Hot rolled steel strip | Defect Classification | ACC = 0.9583, Params = 2.22 M | |
| Unsupervised Methods | 2020 | [93] | GLRNNR | Steel rails | Defect Detection and Segmentation | MAE = 0.0900, AUC = 0.9400, PRE = 0.9481, RECALL = 0.8066, Fm = 0.8716 |
| 2017 | [90] | MSCDAE | Multi-Type | Defect Detection and Segmentation | RECALL = 0.6440, PRE = 0.6400, FA = 0.6380 | |
| 2019 | [92] | CAE | Hot rolled steel strip | Defect Segmentation | -- | |
| 2018 | [116] | FCAE | Multi-Type | Defect Segmentation | PRE = 0.9200, FPS = 12.2 | |
| 2019 | [91] | GAN | Steel strip | Defect Detection | PRE = 0.9410, RECALL = 0.9380, Fm = 0.9390 | |
| 2017 | [89] | HWV | Steel | Defect Segmentation | FPS = 19.23, PRE = 0.9570, RECALL = 0.9680, Fm = 0.9620 | |
| Weakly Supervised Methods | 2019 | [40] | GAN | Multi-Type | Defect Classification and Segmentation | RECALL = 0.8710, ACC = 0.9920, AUC = 0.9140 |
| 2019 | [95] | CAE + GAN | Steel | Defect Classification | CR = 0.9650 | |
| 2019 | [117] | D-VGG16 | Multi-Type | Defect Classification and Segmentation | AP = 0.9913, PR = 0.9836, TPR = 0.9967, FPR = 0.0164, FNR = 0.0033 | |
| 2019 | [97] | GAN + ResNet18 | Steel | Defect Classification | ACC = 0.9507 | |
| 2020 | [102] | CAND | Multi-Type | Defect Classification and Segmentation | ACC = 0.8910, PRE = 0.5510, RECALL = 0.9200, F1 = 0.6900, mAP = 0.6120 | |
| 2020 | [98] | CVAE | Metal | Defect Classification | ACC = 0.9969, F1 = 0.9971 | |
| 2021 | [99] | Dual network model | Steel | Defect Classification and Segmentation | AP = 0.9573 | |
| Single-stage Methods | 2018 | [103] | YOLO | Steel strip | Defect Classification and Location | ACC = 0.9755, FPS = 83, mAP = 0.9755, RECALL = 0.9586 |
| 2020 | [118] | YOLOV3-Dense | Steel strip | Defect Classification and Location | mAP = 0.8273, FPS = 103.3, F1 = 0.8390 | |
| 2021 | [105] | RetinaNet | Steel | Defect Classification and Location | mAP = 0.7825, FPS = 12, FLOPs = 105.3, Params = 42.2 | |
| 2021 | [106] | YOLOV3 | Steel strip | Defect Classification and Location | mAP = 0.7220, FPS = 64.5 | |
| 2022 | [107] | YOLOV3 | Hot rolled steel strip | Defect Classification and Location | PRE = 0.9837, RECALL = 0.9548, F1 = 0.9690, mAP = 0.8696, FPS = 80.96 | |
| 2022 | [108] | Center Net | Steel | Defect Classification and Location | mAP = 0.7941, FPS = 71.37 | |
| Two-stage Methods | 2020 | [119] | SSD + Resnet | Steel | Defect Classification and Location | PRE = 0.9714, RECALL = 0.9214, Fm = 0.9449 |
| 2020 | [109] | Faster RCNN | Steel | Defect Classification and Location | DR = 0.9700, FDR = 0.1680 | |
| 2021 | [36] | Faster RCNN | Steel | Defect Classification and Location | ACC = 0.9820, FPS = 15.9, F1 = 0.9752 | |
| 2021 | [110] | Faster RCNN + FPN | Steel | Defect Classification and Location | mAP = 0.7520 | |
| 2022 | [8] | YOLOV5 + Optimized-Inception-ResNetV2 | Hot rolled steel strip | Defect Classification and Location | mAP = 0.8133, FPS = 24, Param = 37.7, RECALL = 0.7630 |
| Dataset | Object | Description | Link |
|---|---|---|---|
| NEU [45] | Hot rolled steel strip | 1800 grayscale images of hot-rolled strip containing six types of defects, 300 samples of each. | http://faculty.neu.edu.cn/songkc/en/zdylm/263265 (accessed on 9 November 2022) |
| Micro Surface Defect Database [120] | Hot rolled steel strip | Microminiature strip defect data, with defects only about 6 × 6 pixels in size. | http://faculty.neu.edu.cn/songkc/en/zdylm/263266 (accessed on 9 November 2022) |
| X-SSD [83] | Hot rolled steel strip | 7 typical defects of hot-rolled steel strip, with 1360 defect images. | https://github.com/Fighter20092392/X-SDD-A-New-benchmark (accessed on 9 November 2022) |
| Oil Pollution Defect Database [65] | Silicon Steel | Oil-disturbed silicon steel surface defects dataset | http://faculty.neu.edu.cn/songkc/en/zdylm/263267 (accessed on 9 November 2022) |
| Severstal: Steel Defect Detection | Steel plate | There are 12,568 grayscale images of steel plates of size 1600 × 256 in the training dataset, and the images are divided into 4 categories. | https://www.kaggle.com/c/severstal-steel-defect-detection/data (accessed on 9 November 2022) |
| UCI Steel Plates Faults Data Set [121] | Steel strip | This dataset contains 7 types of strip defects. This dataset is not image data, but data of 28 features of strip defects. | https://archive-beta.ics.uci.edu/dataset/198/steel+plates+faults (accessed on 2 May 2022) |
| SD-saliency | Steel strip | Contains a total of 900 cropped images containing 3 types of defects, each with a resolution of 200 × 200. | https://github.com/SongGuorong/MCITF/tree/master/SD-saliency-900 (accessed on 9 November 2022) |
| GC10-DET [122] | Steel strip | The dataset contains 2257 images of steel strip with 10 defect types and an image resolution of 4096 × 1000 | https://github.com/lvxiaoming2019/GC10-DET-Metallic-Surface-Defect-Datasets (accessed on 2 May 2022) |
| RSDDs Dataset [123] | Steel rails | Two types of orbital surface images (67 images and 128 images) | http://icn.bjtu.edu.cn/Visint/resources/RSDDs.aspx (accessed on 2 May 2022) |
| DAGM [124] | Multi-Type | Includes 10 different computer-generated grayscale images of surfaces containing various defects. | https://hci.iwr.uni-heidelberg.de/node/3616 (accessed on 2 May 2022) |
| KolektorSSD2 [99] | Multi-Type | This dataset training set test set contains a total of 3335 color images, more than 5 kinds of defects. | https://www.vicos.si/resources/kolektorsdd2/ (accessed on 2 May 2022) |
| Kylberg Texture Dataset [125] | Multi-Type | The dataset contains 28 texture classes, each with 160 unique texture patches. | http://www.cb.uu.se/~gustaf/texture/ (accessed on 2 May 2022) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, X.; Shan, J.; He, Y.; Song, K. Steel Surface Defect Recognition: A Survey. Coatings 2023, 13, 17. https://doi.org/10.3390/coatings13010017
Wen X, Shan J, He Y, Song K. Steel Surface Defect Recognition: A Survey. Coatings. 2023; 13(1):17. https://doi.org/10.3390/coatings13010017
Chicago/Turabian StyleWen, Xin, Jvran Shan, Yu He, and Kechen Song. 2023. "Steel Surface Defect Recognition: A Survey" Coatings 13, no. 1: 17. https://doi.org/10.3390/coatings13010017
APA StyleWen, X., Shan, J., He, Y., & Song, K. (2023). Steel Surface Defect Recognition: A Survey. Coatings, 13(1), 17. https://doi.org/10.3390/coatings13010017