
A Review on Geothermal Heat Exchangers: Challenges, Coating Methods, and Coating Materials


Abstract
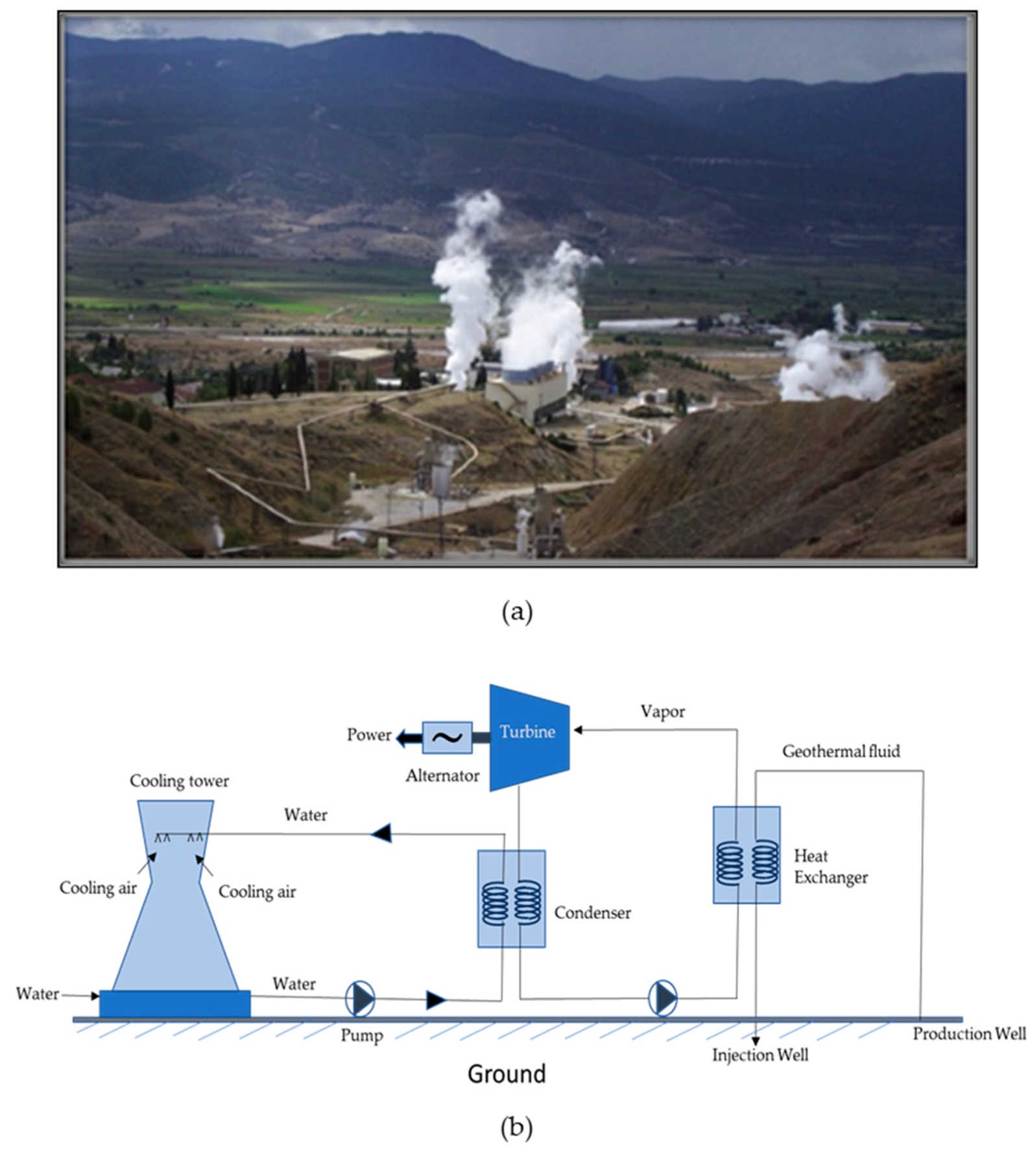
:1. Introduction
Types of Heat Exchangers
2. Challenges and Effective Solutions
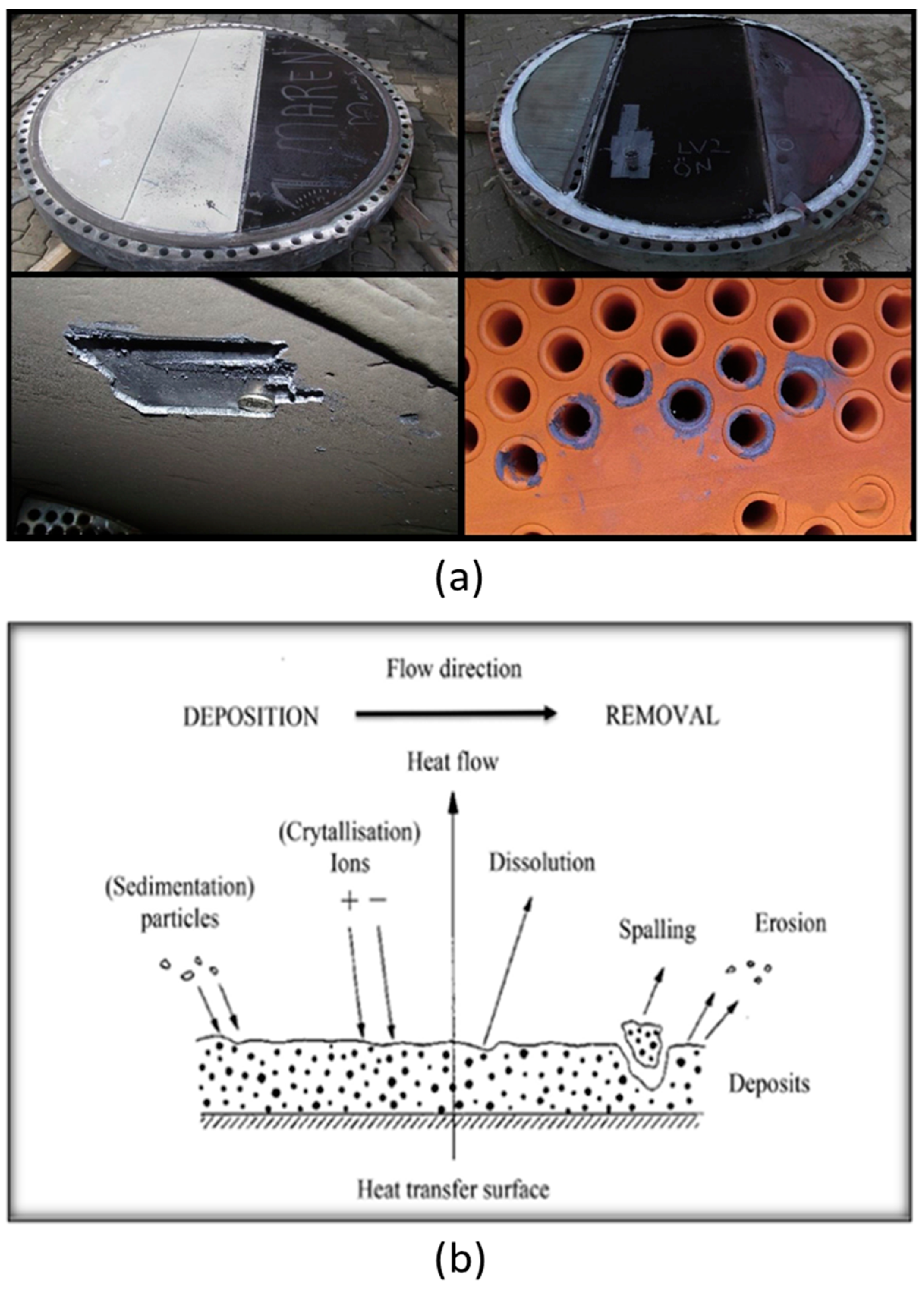
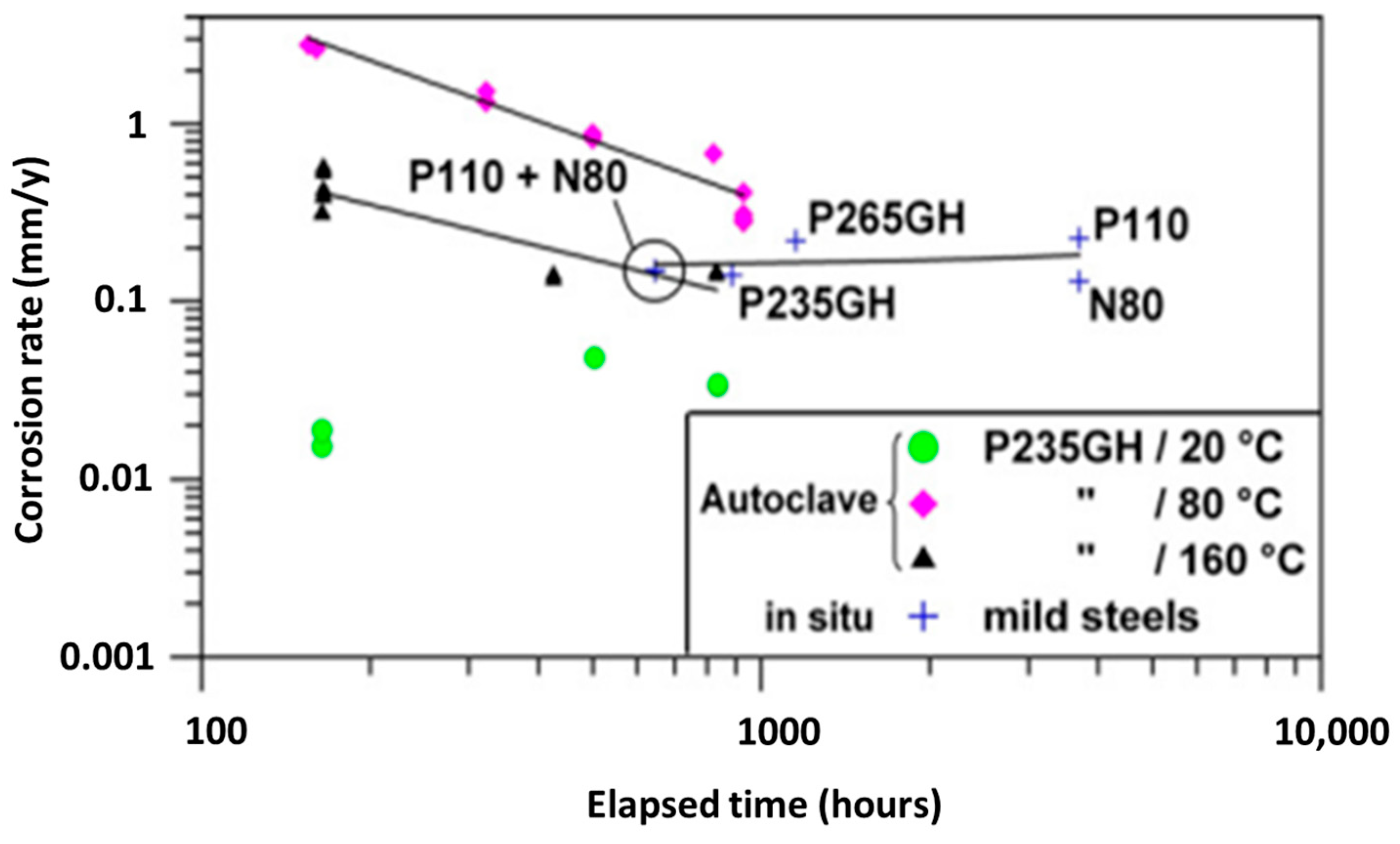
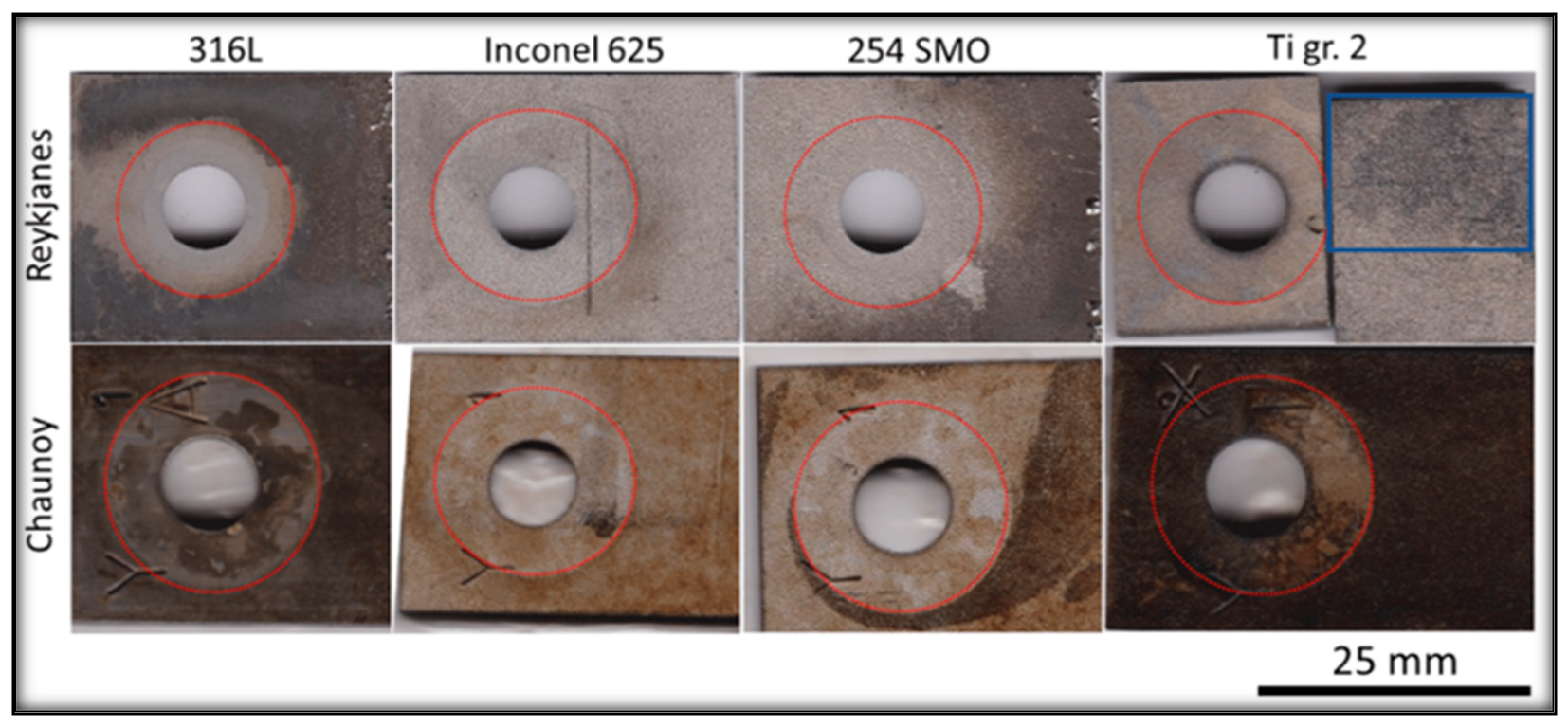
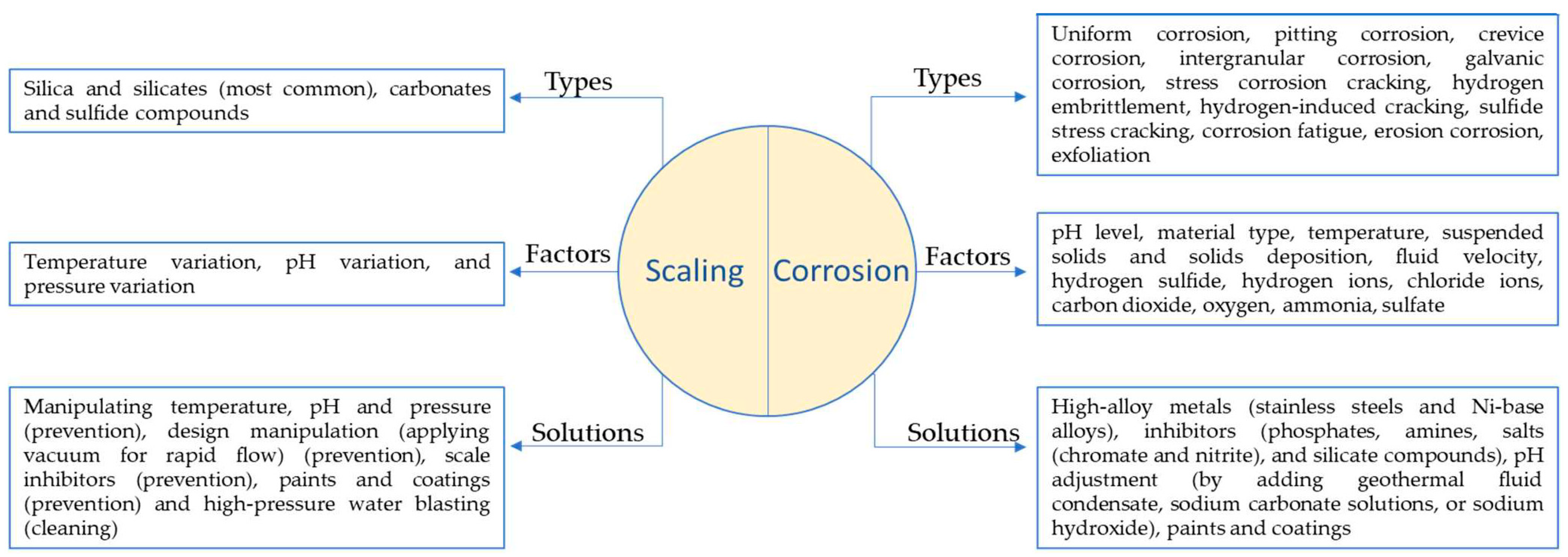
2.1. Challenges
- Fouling

- Corrosion
2.2. Effective Solutions
3. Coating Technologies for Geothermal Heat Exchangers
3.1. Coating Methods
3.1.1. Thermal Spray
3.1.2. Chemical Vapor Deposition (CVD)
3.1.3. Physical Vapor Deposition (PVD)
3.1.4. Liquid Phase Deposition (LPD)
3.1.5. Sol–Gel Method
3.1.6. Electroless Plating Method
3.1.7. Weld Overlay
3.2. Coating Materials and Performance

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Material | Substrate | Coating Method | Impact on HX | Performance | Reference |
|---|---|---|---|---|---|
| Carbon nanotubes (CNTs) in PTFE-based polymer coatings | Brass | Applied to the surface and baked | Dropwise condensation promoted; heat transfer coefficient (HTC) decreased for the multi-walled nanotubes (MWNTs) in polymer; superhydrophobicity created | Wettability—170 ± 2.6° (3%) and 169 ± 2.1° (5%) for MWNT contents | [108] |
| PPS-sealed Ni-Al coating | Mild C-Steel | Flame-sprayed Ni-Al + dipped and heated in oven and air and subsequent cooling [HEX] | Corrosion and oxidation protection | Thickness—0.09 mm (Ni-Al layer) and 0.01 to 0.05 mm (PPS sealant) | [109] |
| SiC-filled polymer | Cold rolled steel | Silica scaling and corrosion protection | Thickness—0.75 mm | [110] | |
| PTFE on PPS as anti-oxidant | 1008 C-steel | Fouling and corrosion | Thickness—75 to 100 mm | [111] | |
| Carbon fibre- reinforced PPS | 1008 C-steel | Dip coating | Corrosion protection | Thickness—60 mm, 110 mm,160 mm,170 mm | [112] |
| Montmorillonite [MMT] filled PPS nanocomposite | C-Steel | Dip Coating (geothermal well head) | Corrosion resistant | Thickness—150 mm on a Zn-Ph primed C-steel | [113] |
| ZrO2-TiO2 nanocomposite | Austenitic stainless steel AISI 304 | LPD | Corrosion resistant | - | [114] |
| Zn-Graphite Composite Coating | Steel 304 | Brushing (pipelines) | Anti-fouling | - | [115] |
| SiO2, SiO2-FPS, and TiO2 | Stainless steel (304) | sol–gel | Anti-fouling and anti-corrosion | Wettability—38.4 ± 4.0° (TiO2), 19.5 ± 1.1° (SiO2) and 105.3 ± 3.4° (SiO2-FPS) | [70] |
| TiO2 | Stainless steel (304) | LPD | Anti-fouling and anti-corrosion | Wettability—10.4 ± 0.9° | [70] |
| TiO2, TiO2-FPS | Stainless steel (304) | LPD | Anti-fouling | Wettability—63.7 ± 7.9° (TiO2) and 117.1 ± 2.6° (TiO2-FPS) | [72] |
| SiO2, SiO2-FPS, TiO2, and TiO2-FPS | Stainless steel (304) | sol–gel | Anti-fouling | Wettability—79.3 ± 0.9° (TiO2), 120.8 ± 1.4° (TiO2-FPS), 68.9 ± 2.4°(SiO2) and 122.7 ± 0.5° (SiO2-FPS) | [72] |
| TiO2 | C-steel | SPS | - | Wettability—17.58° (Ti-50) and 19.47° (Ti-80) | [45] |
| TiO2 | C-steel | S-HVOF | - | Wettability—115.77° (Ti-H) and 105.8° (Ti-P) | [45] |
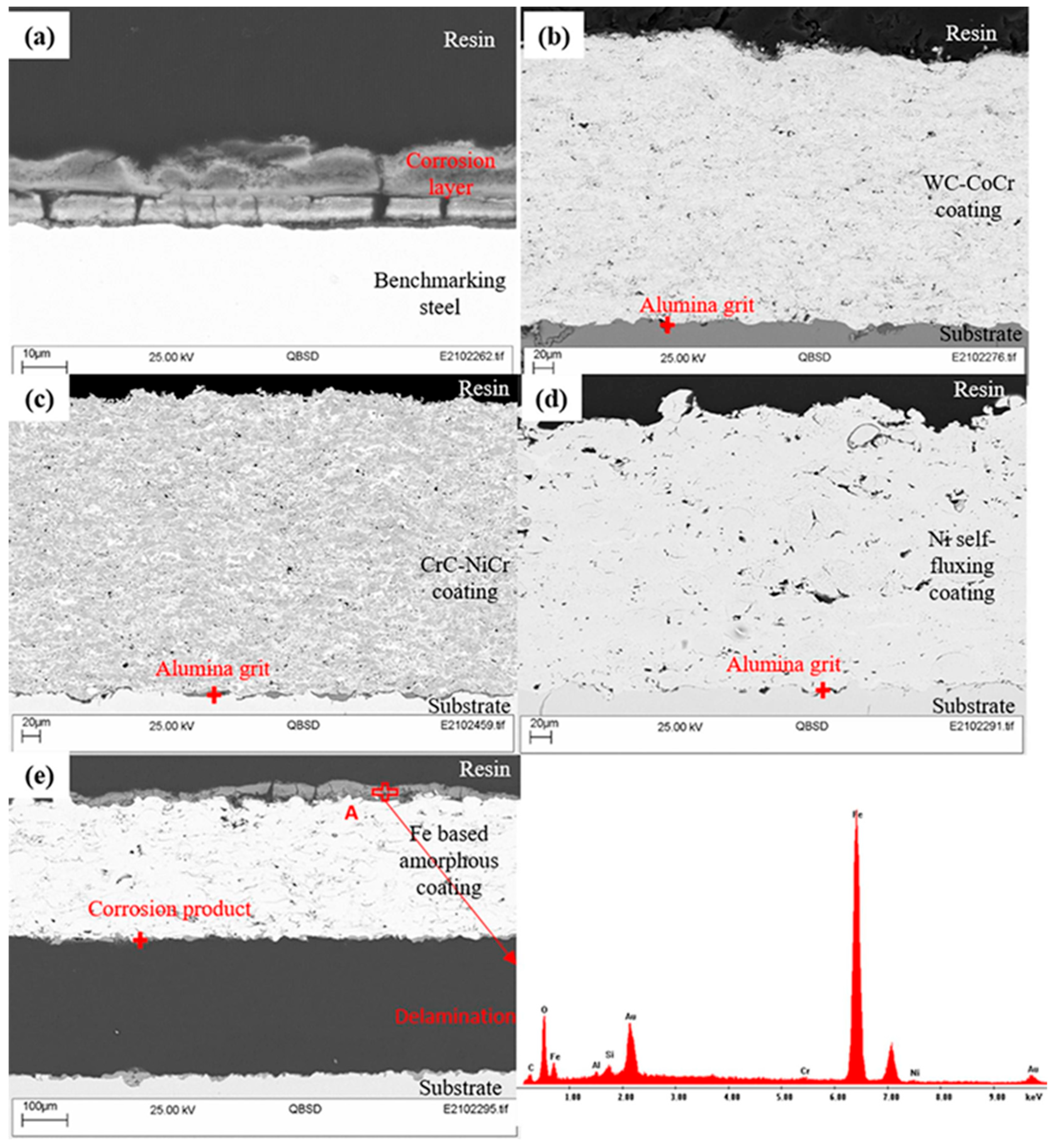
| Cermet (WC-CoCr and CrC-NiCr), Ni-self fluxing and Fe-based amorphous coatings | Low-alloy steel (34CrNiMo6) | HVOF | - | Roughness, Ra: 4.3 ± 0.5 µm (WC-CoCr), 3.5 ± 0.7 µm (CrC-NiCr), 6.4 ± 0.4 µm (Ni-flux coatings), 8.5 ± 0.4 µm (Fe-based amorphous coatings); thickness: 341 ± 9.9 µm (WC-CoCr), 316.6 ± 7.9 µm (CrC-NiCr), 285.6 ± 13.9 µm (Ni-flux coatings), 281.4 ± 12.9 µm (Fe-based amorphous coatings) | [43] |
| PTFE-blended PPS | C-steel | Fill-drainbaking | Silica scaling | - | [99] |
| ZnPh (primer) + SiC-PPS and ZnPh + ACA filled PPS | Stainless steel | Fill-drain-baking | Anti-fouling and anti-corrosion | Thickness: 300–330 µm (liners) and 8–60 µm (Zn-Ph primer) | [100] |
4. Challenges and Future Direction
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Agency, I.E. CO2 Emissions in 2022. Available online: https://iea.blob.core.windows.net/assets/3c8fa115-35c4-4474-b237-1b00424c8844/CO2Emissionsin2022.pdf (accessed on 1 September 2023).
- IRENA; IGA. Global Geothermal Market and Technology Assessment; Internation Renewable Energy Agency: Abu Dhabi, United Arab Emirates; International Geothermal Association: The Hague, The Netherlands, 2023. [Google Scholar]
- Kumar, L.; Hossain, M.S.; Assad, M.E.H.; Manoo, M.U. Technological Advancements and Challenges of Geothermal Energy Systems: A Comprehensive Review. Energies 2022, 15, 9058. [Google Scholar] [CrossRef]
- Gunnlaugsson, E.; Ármannsson, H.; Thorhallsson, S.; Steingrímsson, B. Problems in Geothermal Operation–Scaling and Corrosion; Goethermal Training Program, United Nations University: Santa Tecla, El Salvador, 2014; pp. 1–18. [Google Scholar]
- Stefansson, V. Investment cost for geothermal power plants. Geothermics 2002, 31, 263–272. [Google Scholar] [CrossRef]
- Corinna Abesser, D.A.W. Geothermal Energy; UK Parliament Post: London, UK, 2022. [Google Scholar]
- Gurgenci, H.; Rudolph, V.; Saha, T.; Lu, M. Challenges for geothermal energy utilisation. In Proceedings of the Thirty-Third Workshop on Geothermal Reservoir Engineering, Stanford, CA, USA, 28–30 January 2008. SGP-TR-185. [Google Scholar]
- Spadacini, C.; Xodo, L.; Quaia, M. Geothermal energy exploitation with Organic Rankine Cycle technologies. In Organic Rankine Cycle (ORC) Power Systems; Elsevier: Amsterdam, The Netherlands, 2017; pp. 473–525. [Google Scholar]
- Valdimarsson, P. Geothermal power plant cycles and main components. In Short Course on Geothermal Drilling, Resource Development and Power Plants; Goethermal Training Program, United Nations University: Santa Tecla, El Salvador, 2011; p. 24. [Google Scholar]
- Frick, S.; Regenspurg, S.; Kranz, S.; Milsch, H.; Saadat, A.; Francke, H.; Brandt, W.; Huenges, E. Geochemical and process engineering challenges for geothermal power generation. Chem. Ing. Tech. 2011, 83, 2093–2104. [Google Scholar] [CrossRef]
- Haklıdır, F.S.T.; Balaban, T.Ö. A review of mineral precipitation and effective scale inhibition methods at geothermal power plants in West Anatolia (Turkey). Geothermics 2019, 80, 103–118. [Google Scholar] [CrossRef]
- Manzella, A. Geothermal energy. EPJ Web Conf. 2017, 148, 00012. [Google Scholar] [CrossRef]
- Fanicchia, F.; Karlsdottir, S.N. Research and Development on Coatings and Paints for Geothermal Environments: A Review. Adv. Mater. Technol. 2023, 8, 2202031. [Google Scholar] [CrossRef]
- Ghalandari, M.; Irandoost Shahrestani, M.; Maleki, A.; Safdari Shadloo, M.; El Haj Assad, M. Applications of intelligent methods in various types of heat exchangers: A review. J. Therm. Anal. Calorim. 2021, 145, 1837–1848. [Google Scholar] [CrossRef]
- Ma, Y.; Xie, G.; Hooman, K. Review of printed circuit heat exchangers and its applications in solar thermal energy. Renew. Sustain. Energy Rev. 2022, 155, 111933. [Google Scholar] [CrossRef]
- Wang, B.; Klemeš, J.J.; Li, N.; Zeng, M.; Varbanov, P.S.; Liang, Y. Heat exchanger network retrofit with heat exchanger and material type selection: A review and a novel method. Renew. Sustain. Energy Rev. 2021, 138, 110479. [Google Scholar] [CrossRef]
- Kapustenko, P.; Klemeš, J.; Arsenyeva, O.; Matsegora, O.; Vasilenko, O. Accounting for local features of fouling formation on PHE heat transfer surface. Front. Chem. Sci. Eng. 2018, 12, 619–629. [Google Scholar] [CrossRef]
- Shah, R.K.; Sekulic, D.P. Fundamentals of Heat Exchanger Design; John Wiley & Sons: Hoboken, NJ, USA, 2003. [Google Scholar]
- Zarrouk, S.J.; Woodhurst, B.C.; Morris, C. Silica scaling in geothermal heat exchangers and its impact on pressure drop and performance: Wairakei binary plant, New Zealand. Geothermics 2014, 51, 445–459. [Google Scholar] [CrossRef]
- Kazi, S.; Teng, K.; Zakaria, M.; Sadeghinezhad, E.; Bakar, M. Study of mineral fouling mitigation on heat exchanger surface. Desalination 2015, 367, 248–254. [Google Scholar] [CrossRef]
- He, Z.; Liu, C.; Gao, H.; Jie, X.; Lian, W. Experimental study on the anti-fouling effects of EDM machined hierarchical micro/nano structure for heat transfer surface. Appl. Therm. Eng. 2019, 162, 114248. [Google Scholar] [CrossRef]
- Malayeri, M.; Al-Janabi, A.; Müller-Steinhagen, H. Application of nano-modified surfaces for fouling mitigation. Int. J. Energy Res. 2009, 33, 1101–1113. [Google Scholar] [CrossRef]
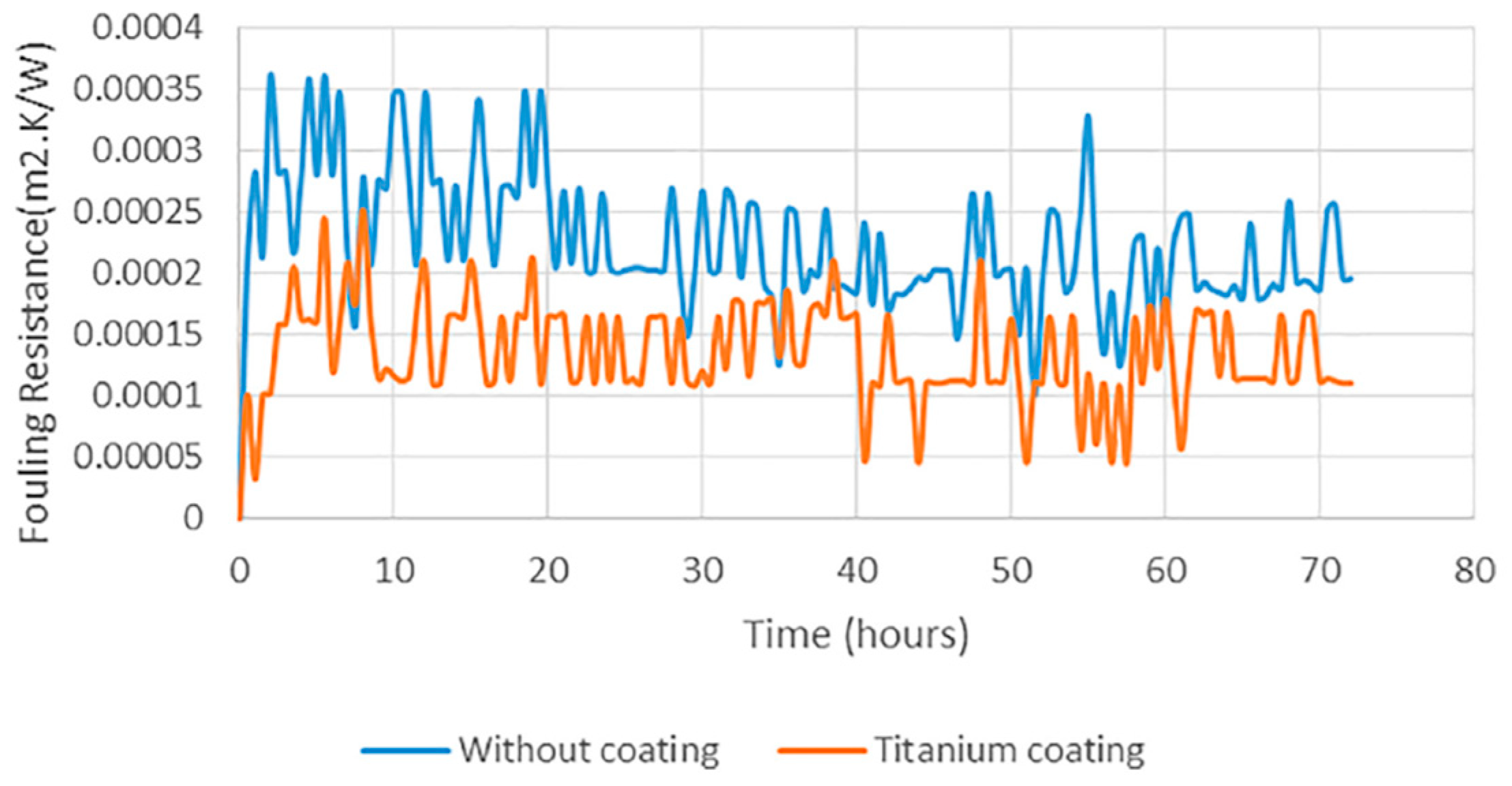
- Oon, C.S.; Kazi, S.N.; Hakimin, M.A.; Abdelrazek, A.H.; Mallah, A.R.; Low, F.W.; Tiong, S.K.; Badruddin, I.A.; Kamanger, S. Heat transfer and fouling deposition investigation on the titanium coated heat exchanger surface. Powder Technol. 2020, 373, 671–680. [Google Scholar] [CrossRef]
- Ledésert, B.A.; Hébert, R.L.; Mouchot, J.; Bosia, C.; Ravier, G.; Seibel, O.; Dalmais, É.; Ledésert, M.; Trullenque, G.; Sengelen, X. Scaling in a geothermal heat exchanger at soultz-sous-forêts (Upper Rhine Graben, France): A XRD and SEM-EDS characterization of sulfide precipitates. Geosciences 2021, 11, 271. [Google Scholar] [CrossRef]
- Iberl, P.; Alt, N.; Schluecker, E. Evaluation of corrosion of materials for application in geothermal systems in Central Europe. Mater. Corros. 2015, 66, 733–755. [Google Scholar] [CrossRef]
- Dwivedi, S.K.; Vishwakarma, M. Hydrogen embrittlement in different materials: A review. Int. J. Hydrogen Energy 2018, 43, 21603–21616. [Google Scholar] [CrossRef]
- Morake, J.B.; Mutua, J.M.; Ruthandi, M.M.; Olakanmi, E.O.; Botes, A. Failure analysis of corroded heat exchanger CuNi tubes from a geothermal plant. Eng. Fail. Anal. 2023, 153, 107543. [Google Scholar] [CrossRef]
- Mundhenk, N.; Huttenloch, P.; Sanjuan, B.; Kohl, T.; Steger, H.; Zorn, R. Corrosion and scaling as interrelated phenomena in an operating geothermal power plant. Corros. Sci. 2013, 70, 17–28. [Google Scholar] [CrossRef]
- Faes, W.; Lecompte, S.; Ahmed, Z.Y.; Van Bael, J.; Salenbien, R.; Verbeken, K.; De Paepe, M. Corrosion and corrosion prevention in heat exchangers. Corros. Rev. 2019, 37, 131–155. [Google Scholar] [CrossRef]
- Davíðsdóttir, S.; Gunnarsson, B.G.; Kristjánsson, K.B.; Ledésert, B.A.; Ólafsson, D.I. Study of Corrosion Resistance Properties of Heat Exchanger Metals in Two Different Geothermal Environments. Geosciences 2021, 11, 498. [Google Scholar] [CrossRef]
- Müller-Steinhagen, H.; Malayeri, M.; Watkinson, A. Heat Exchanger Fouling: Mitigation and Cleaning Strategies; Taylor & Francis: Abingdon, UK, 2011; Volume 32, pp. 189–196. [Google Scholar]
- Gill, J.S. New Inhibitors for silica and calcium carbonate control in geothermal. In Proceedings of the International Workshop on Mineral Scaling, Manila, Philippines, 25–27 May 2011. [Google Scholar]
- Gallup, D.L.; Barcelon, E. Investigations of organic inhibitors for silica scale control from geothermal brines–II. Geothermics 2005, 34, 756–771. [Google Scholar] [CrossRef]
- Gallup, D.L. Investigations of organic inhibitors for silica scale control in geothermal brines. Geothermics 2002, 31, 415–430. [Google Scholar] [CrossRef]
- Scheiber, J.; Seibt, A.; Birner, J.; Genter, A.; Moeckes, W. Application of a scaling inhibitor system at the geothermal power plant in Soultz-sous-Forêts: Laboratory and on-site studies. In Proceedings of the European Geothermal Congress, Pisa, Italy, 3–7 June 2013; pp. 3–7. [Google Scholar]
- Stapleton, M.; Weres, O. Recent developments in geothermal scale control. In Proceedings of the International Workshop on Mineral Scaling, Manila, Philippines, 25–27 May 2011. [Google Scholar]
- Cho, Y.; Choi, B.-G. Validation of an electronic anti-fouling technology in a single-tube heat exchanger. Int. J. Heat Mass Transf. 1999, 42, 1491–1499. [Google Scholar] [CrossRef]
- He, Z.; Liu, C.; Jie, X.; Lian, W.; Luo, S. Preparation of anti-fouling heat transfer surface by magnetron sputtering aC film on electrical discharge machining Cu surface. Surf. Coat. Technol. 2019, 369, 44–51. [Google Scholar] [CrossRef]
- Wang, G.G.; Zhu, L.Q.; Liu, H.C.; Li, W.P. Self-assembled biomimetic superhydrophobic CaCO3 coating inspired from fouling mineralization in geothermal water. Langmuir 2011, 27, 12275–12279. [Google Scholar] [CrossRef]
- He, Z.; Luo, S.; Liu, C.; Jie, X.; Lian, W. Hierarchical micro/nano structure surface fabricated by electrical discharge machining for anti-fouling application. J. Mater. Res. Technol. 2019, 8, 3878–3890. [Google Scholar] [CrossRef]
- Cadelano, G.; Bortolin, A.; Ferrarini, G.; Bison, P.; Dalla Santa, G.; Di Sipio, E.; Bernardi, A.; Galgaro, A. Evaluation of the effect of anti-corrosion coatings on the thermal resistance of ground heat exchangers for shallow geothermal applications. Energies 2021, 14, 2586. [Google Scholar] [CrossRef]
- Joshi, S.V.; Sivakumar, G. Hybrid Processing with Powders and Solutions: A Novel Approach to Deposit Composite Coatings. J. Therm. Spray Technol. 2015, 24, 1166–1186. [Google Scholar] [CrossRef]
- Zhang, F.; Tabecki, A.; Bennett, M.; Begg, H.; Lionetti, S.; Paul, S. Feasibility Study of High-Velocity Oxy-fuel (HVOF) Sprayed Cermet and Alloy Coatings for Geothermal Applications. J. Therm. Spray Technol. 2023, 32, 339–351. [Google Scholar] [CrossRef]
- Oppong Boakye, G.; Geambazu, L.E.; Ormsdottir, A.M.; Gunnarsson, B.G.; Csaki, I.; Fanicchia, F.; Kovalov, D.; Karlsdottir, S.N. Microstructural Properties and Wear Resistance of Fe-Cr-Co-Ni-Mo-Based High Entropy Alloy Coatings Deposited with Different Coating Techniques. Appl. Sci. 2022, 12, 3156. [Google Scholar] [CrossRef]
- Azarmi, F.; Chen, X.; Cizek, J.; Cojocaru, C.; Jodoin, B.; Koivuluoto, H.; Lau, Y.C.; Fernandez, R.; Ozdemir, O.; Salimi Jazi, H.; et al. Development of Suspension-Based Plasma and HVOF Spray TiO2 Coatings. In Proceedings of the International Thermal Spray Conference, Virtual, 24–28 May 2021; pp. 489–492. [Google Scholar]
- Bolelli, G.; Candeli, A.; Lusvarghi, L.; Ravaux, A.; Cazes, K.; Denoirjean, A.; Valette, S.; Chazelas, C.; Meillot, E.; Bianchi, L. Tribology of NiCrAlY+Al2O3 composite coatings by plasma spraying with hybrid feeding of dry powder+suspension. Wear 2015, 344–345, 69–85. [Google Scholar] [CrossRef]
- Murray, J.W.; Leva, A.; Joshi, S.; Hussain, T. Microstructure and wear behaviour of powder and suspension hybrid Al2O3–YSZ coatings. Ceram. Int. 2018, 44, 8498–8504. [Google Scholar] [CrossRef]
- Gopal, V.; Goel, S.; Manivasagam, G.; Joshi, S. Performance of Hybrid Powder-Suspension Axial Plasma Sprayed Al2O3-YSZ Coatings in Bovine Serum Solution. Materials 2019, 12, 1922. [Google Scholar] [CrossRef]
- Kiilakoski, J.; Puranen, J.; Heinonen, E.; Koivuluoto, H.; Vuoristo, P. Characterization of Powder-Precursor HVOF-Sprayed Al2O3-YSZ/ZrO2 Coatings. J. Therm. Spray Technol. 2018, 28, 98–107. [Google Scholar] [CrossRef]
- Buzaianu, A.; Motoiu, P.; Csaki, I.; Ioncea, A.; Motoiu, V. Structural Properties Ni20Cr10Al2Y Coatings for Geothermal Conditions. In Proceedings of the 2nd International Research Conference on Sustainable Energy, Engineering, Materials and Environment, Mieres, Spain, 25–27 September 2018. [Google Scholar]
- Kern, W.; Schuegraf, K.K. Deposition technologies and applications: Introduction and overview. In Handbook of Thin Film Deposition Processes and Techniques; Elsevier: Amsterdam, The Netherlands, 2001; pp. 11–43. [Google Scholar]
- Manawi, Y.M.; Ihsanullah; Samara, A.; Al-Ansari, T.; Atieh, M.A. A Review of Carbon Nanomaterials’ Synthesis via the Chemical Vapor Deposition (CVD) Method. Materials 2018, 11, 822. [Google Scholar] [CrossRef] [PubMed]
- Kafizas, A.; Carmalt, C.J.; Parkin, I.P. CVD and precursor chemistry of transition metal nitrides. Coord. Chem. Rev. 2013, 257, 2073–2119. [Google Scholar] [CrossRef]
- Preston, D.J.; Mafra, D.L.; Miljkovic, N.; Kong, J.; Wang, E.N. Scalable graphene coatings for enhanced condensation heat transfer. Nano Lett. 2015, 15, 2902–2909. [Google Scholar] [CrossRef]
- Mishra, R.; Ningthoujam, R.S. High-Temperature Ceramics. In Materials Under Extreme Conditions; Elsevier: Amsterdam, The Netherlands, 2017; pp. 377–409. [Google Scholar] [CrossRef]
- Li, Z.; Aik Khor, K. Preparation and Properties of Coatings and Thin Films on Metal Implants. In Encyclopedia of Biomedical Engineering; Elsevier: Amsterdam, The Netherlands, 2019; pp. 203–212. [Google Scholar] [CrossRef]
- Ali, N.; Teixeira, J.A.; Addali, A.; Saeed, M.; Al-Zubi, F.; Sedaghat, A.; Bahzad, H. Deposition of Stainless Steel Thin Films: An Electron Beam Physical Vapour Deposition Approach. Materials 2019, 12, 571. [Google Scholar] [CrossRef]
- Arunkumar, P.; Aarthi, U.; Sribalaji, M.; Mukherjee, B.; Keshri, A.K.; Tanveer, W.H.; Cha, S.-W.; Babu, K.S. Deposition rate dependent phase/mechanical property evolution in zirconia and ceria-zirconia thin film by EB-PVD technique. J. Alloys Compd. 2018, 765, 418–427. [Google Scholar] [CrossRef]
- Makhlouf, A. Current and advanced coating technologies for industrial applications. In Nanocoatings and Ultra-Thin Films; Elsevier: Amsterdam, The Netherlands, 2011; pp. 3–23. [Google Scholar]
- Ali, N.; Teixeira, J.A.; Addali, A. Effect of Water Temperature, pH Value, and Film Thickness on the Wettability Behaviour of Copper Surfaces Coated with Copper Using EB-PVD Technique. J. Nano Res. 2019, 60, 124–141. [Google Scholar] [CrossRef]
- Park, H.; Kim, K.Y.; Choi, W. Photoelectrochemical approach for metal corrosion prevention using a semiconductor photoanode. J. Phys. Chem. B 2002, 106, 4775–4781. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, C.; Feng, Z. Characteristics and anticorrosion performance of Fe-doped TiO2 films by liquid phase deposition method. Appl. Surf. Sci. 2014, 314, 392–399. [Google Scholar] [CrossRef]
- Deki, S.; Aoi, Y.; Hiroi, O.; Kajinami, A. Titanium (IV) oxide thin films prepared from aqueous solution. Chem. Lett. 1996, 25, 433–434. [Google Scholar] [CrossRef]
- Fujita, R.; Sakairi, M.; Kikuchi, T.; Nagata, S. Corrosion resistant TiO2 film formed on magnesium by liquid phase deposition treatment. Electrochim. Acta 2011, 56, 7180–7188. [Google Scholar] [CrossRef]
- Lee, M.-K.; Fan, C.-H.; Wang, H.-C.; Chang, C.-Y. Fluorine passivation of titanium oxide films on ITO/glass grown by liquid phase deposition for electrochroism. J. Electrochem. Soc. 2011, 158, D511. [Google Scholar] [CrossRef]
- Arnelli, A.; Rahayu, R.A.Y.S.; Astuti, Y. Synthesis, Characterization, and Antibacterial Activity Test of Geothermal Silica/AgNO3 Thin Film. Molekul 2023, 18, 186. [Google Scholar]
- Gutiérrez-Tauste, D.; Domènech, X.; Hernández-Fenollosa, M.A.; Ayllón, J.A. Alternative fluoride scavengers to produce TiO2 films by the liquid phase deposition (LPD) technique. J. Mater. Chem. 2006, 16, 2249–2255. [Google Scholar] [CrossRef]
- Yu, J.; Yu, H.; Ao, C.; Lee, S.; Jimmy, C.Y.; Ho, W. Preparation, characterization and photocatalytic activity of in situ Fe-doped TiO2 thin films. Thin Solid Film. 2006, 496, 273–280. [Google Scholar] [CrossRef]
- Tu, Y.-F.; Huang, S.-Y.; Sang, J.-P.; Zou, X.-W. Preparation of Fe-doped TiO2 nanotube arrays and their photocatalytic activities under visible light. Mater. Res. Bull. 2010, 45, 224–229. [Google Scholar] [CrossRef]
- Song, J.; Liu, M.; Sun, X.; Wang, J.; Zhu, J. Antifouling and anticorrosion behaviors of modified heat transfer surfaces with coatings in simulated hot-dry-rock geothermal water. Appl. Therm. Eng. 2018, 132, 740–759. [Google Scholar] [CrossRef]
- Valiulis, A.V.; Silickas, P. Liquid phase deposition methods monitoring techniques influence for solid substrates and thin metal oxide films properties. J. Achiev. Mater. Manuf. Eng. 2007, 24, 188–192. [Google Scholar]
- Zhang, F.; Liu, M.; Zhou, W. Inhibition of Fouling with Titania and Silica Coatings on Plate Heat Exchanger in 80 °C Simulated Geothermal Water. Heat Exch. Fouling Clean. 2017, 8, 183–190. [Google Scholar]
- Aristia, G.; Bäßler, R.; Nofz, M.; Sojref, R.; Kohl, A. Short-term exposure tests of ɣ-Al2O3 Sol-gel coating on X20Cr13 in artificial geothermal waters with different pH. Geothermics 2021, 96, 102193. [Google Scholar] [CrossRef]
- Li, W.; Seal, S.; Megan, E.; Ramsdell, J.; Scammon, K.; Lelong, G.; Lachal, L.; Richardson, K.A. Physical and optical properties of sol-gel nano-silver doped silica film on glass substrate as a function of heat-treatment temperature. J. Appl. Phys. 2003, 93, 9553–9561. [Google Scholar] [CrossRef]
- Schulz, W.; Nofz, M.; Feigl, M.; Dörfel, I.; Saliwan Neumann, R.; Kranzmann, A. Corrosion of uncoated and alumina coated steel X20CrMoV12-1 in H2O–CO2–O2 and air at 600 °C. Corros. Sci. 2013, 68, 44–50. [Google Scholar] [CrossRef]
- Nofz, M.; Zietelmann, C.; Feigl, M.; Dörfel, I.; Saliwan Neumann, R. Microstructural origin of time-dependent changes in alumina sol–gel-coated Inconel 718 exposed to NaCl solution. J. Sol-Gel Sci. Technol. 2015, 75, 6–16. [Google Scholar] [CrossRef]
- Muench, F. Electroless plating of metal nanomaterials. ChemElectroChem 2021, 8, 2993–3012. [Google Scholar] [CrossRef]
- Loto, C. Electroless nickel plating—A review. Silicon 2016, 8, 177–186. [Google Scholar] [CrossRef]
- Zhang, H.; Zou, J.; Lin, N.; Tang, B. Review on electroless plating Ni–P coatings for improving surface performance of steel. Surf. Rev. Lett. 2014, 21, 1430002. [Google Scholar] [CrossRef]
- Ren, L.; Cheng, Y.; Yang, J.; Wang, Q. Study on heat transfer performance and anti-fouling mechanism of ternary Ni-WP coating. Appl. Sci. 2020, 10, 3905. [Google Scholar] [CrossRef]
- Sharma, A.; Cheon, C.-S.; Jung, J.P. Recent progress in electroless plating of copper. J. Microelectron. Packag. Soc. 2016, 23, 1–6. [Google Scholar] [CrossRef]
- Boakye, G.O.; Ormsdóttir, A.M.; Gunnarsson, B.G.; Irukuvarghula, S.; Khan, R.; Karlsdóttir, S.N. The effect of polytetrafluoroethylene (PTFE) particles on microstructural and tribological properties of electroless Ni-P+PTFE duplex coatings developed for geothermal applications. Coatings 2021, 11, 670. [Google Scholar] [CrossRef]
- Cheng, Y.; Zou, Y.; Cheng, L.; Liu, W. Effect of the microstructure on the anti-fouling property of the electroless Ni–P coating. Mater. Lett. 2008, 62, 4283–4285. [Google Scholar] [CrossRef]
- Cheng, Y.; Chen, H.; Zhu, Z.; Jen, T.; Peng, Y. Experimental study on the anti-fouling effects of Ni–Cu–P-PTFE deposit surface of heat exchangers. Appl. Therm. Eng. 2014, 68, 20–25. [Google Scholar] [CrossRef]
- Cheng, Y.; Chen, S.; Jen, T.; Zhu, Z.; Peng, Y. Effect of copper addition on the properties of electroless Ni-Cu-P coating on heat transfer surface. Int. J. Adv. Manuf. Technol. 2015, 76, 2209–2215. [Google Scholar] [CrossRef]
- Krishnan, K.H.; John, S.; Srinivasan, K.; Praveen, J.; Ganesan, M.; Kavimani, P. An overall aspect of electroless Ni-P depositions—A review article. Metall. Mater. Trans. A 2006, 37, 1917–1926. [Google Scholar] [CrossRef]
- Rozmus-Górnikowska, M.; Blicharski, M.; Kusiński, J. Influence of weld overlaying methods on microstructure and chemical composition of Inconel 625 boiler pipe coatings. Kov. Mater. 2014, 52, 1–7. [Google Scholar] [CrossRef]
- Rao, N.V.; Reddy, G.M.; Nagarjuna, S. Weld overlay cladding of high strength low alloy steel with austenitic stainless steel–structure and properties. Mater. Des. 2011, 32, 2496–2506. [Google Scholar]
- Volpi, A.; Serra, G. Weld overlay of highly corrosion resistant nickel chromium molybdenum alloys, UNS N06059, on low alloy equipment operating at high temperature. In Proceedings of the ASME 2018 Symposium on Elevated Temperature Application of Materials for Fossil, Nuclear, and Petrochemical Industries, Seattle, WA, USA, 3–5 April 2018; p. V001T002A003. [Google Scholar]
- Saito, S. Technologies for High Performance and Reliability of Geothermal Power Plant. In Proceedings of the World Geothermal Congress, Bali, Indonesia, 25–29 April 2010; pp. 1–4. [Google Scholar]
- Tayactac, R.G.; Ang, E.B. A Review of Corrosion Resistance Alloy Weld Overlay Cladding Material for Geothermal Applications. Mater. Sci. Forum 2021, 1047, 120–127. [Google Scholar] [CrossRef]
- Yoon, S.Y.; Choi, S.-E.; Lee, J.S. Liquid Phase Deposition of Silica on the Hexagonally Close-Packed Monolayer of Silica Spheres. J. Nanomater. 2013, 2013, 510524. [Google Scholar] [CrossRef]
- Kishimoto, H.; Takahama, K.; Hashimoto, N.; Aoi, Y.; Deki, S. Photocatalytic activity of titanium oxide prepared by liquid phase deposition (LPD). J. Mater. Chem. 1998, 8, 2019–2024. [Google Scholar] [CrossRef]
- Lu, P.; Ding, B. Nano-modification of textile surfaces using layer-by-layer deposition methods. In Surface Modification of Textiles; Elsevier: Amsterdam, The Netherlands, 2009; pp. 214–237. [Google Scholar] [CrossRef]
- Danks, A.E.; Hall, S.R.; Schnepp, Z. The evolution of ‘sol–gel’ chemistry as a technique for materials synthesis. Mater. Horiz. 2016, 3, 91–112. [Google Scholar] [CrossRef]
- Bokov, D.; Turki Jalil, A.; Chupradit, S.; Suksatan, W.; Javed Ansari, M.; Shewael, I.H.; Valiev, G.H.; Kianfar, E.; Wang, Z. Nanomaterial by Sol-Gel Method: Synthesis and Application. Adv. Mater. Sci. Eng. 2021, 2021, 5102014. [Google Scholar] [CrossRef]
- Modan, E.M.; PlĂIaȘU, A.G. Advantages and Disadvantages of Chemical Methods in the Elaboration of Nanomaterials. Ann. Dunarea Jos Univ. Galati. Fascicle IX Metall. Mater. Sci. 2020, 43, 53–60. [Google Scholar] [CrossRef]
- Losada, R.; Holberg, S.; Freire, L.; Van Bael, J. High performance antifouling/anticorrosion coatings for protecting carbon steel and low alloying stainless steel heat exchangers in low enthalpy geothermal fluids. In Proceedings of the Heat Exchanger Fouling and Cleaning XIII, Warsaw, Poland, 2–7 June 2019; pp. 2–7. [Google Scholar]
- Sugama, T.; Gawlik, K. Anti-silica fouling coatings in geothermal environments. Mater. Lett. 2002, 57, 666–673. [Google Scholar] [CrossRef]
- Sugama, T.; Elling, D.; Gawlik, K. Poly (phenylenesulfide)-based coatings for carbon steel heat exchanger tubes in geothermal environments. J. Mater. Sci. 2002, 37, 4871–4880. [Google Scholar] [CrossRef]
- Sugama, T.; Sabatini, R.; Gawlik, K. Self-Assembly Ce Oxide/Organopolysiloxane Composite Coatings; Brookhaven National Lab.(BNL): Upton, NY, USA, 2005. [Google Scholar]
- Gawlik, K.; Sugama, T.; Jung, D. Organometallic Polymer Coatings for Geothermal-Fluid-Sprayed Air-Cooled Condensers; National Renewable Energy Lab.: Golden, CO, USA, 2002. [Google Scholar]
- Soltani, M.; Kashkooli, F.M.; Fini, M.A.; Gharapetian, D.; Nathwani, J.; Dusseault, M.B. A review of nanotechnology fluid applications in geothermal energy systems. Renew. Sustain. Energy Rev. 2022, 167, 112729. [Google Scholar] [CrossRef]
- Diglio, G.; Roselli, C.; Sasso, M.; Channabasappa, U.J. Borehole heat exchanger with nanofluids as heat carrier. Geothermics 2018, 72, 112–123. [Google Scholar] [CrossRef]
- Hussein, A.K. Applications of nanotechnology in renewable energies—A comprehensive overview and understanding. Renew. Sustain. Energy Rev. 2015, 42, 460–476. [Google Scholar] [CrossRef]
- Goswami, A.; Pillai, S.C.; McGranaghan, G. Micro/Nanoscale Surface Modifications to Combat Heat Exchanger Fouling. Chem. Eng. J. Adv. 2023, 16, 100519. [Google Scholar] [CrossRef]
- Kabeel, A.; Abou El Maaty, T.; El Samadony, Y. The effect of using nano-particles on corrugated plate heat exchanger performance. Appl. Therm. Eng. 2013, 52, 221–229. [Google Scholar] [CrossRef]
- Cheng, K.; Yang, E.; Lee, C.Y.; Ricks, Z.; Palmre, V.; Kim, K. Fine-tuned polymer Nano-composite coatings for use in geothermal plants. In Proceedings of the Smart Materials, Adaptive Structures and Intelligent Systems, Scottsdale, AZ, USA, 18–21 September 2011; pp. 713–719. [Google Scholar]
- Sugama, T. Polyphenylenesulphide-sealed Ni–Al coatings for protecting steel from corrosion and oxidation in geothermal environments. J. Mater. Sci. 1998, 33, 3791–3803. [Google Scholar] [CrossRef]
- Sugama, T. Interfaces between geothermal brine-induced scales and SiC-filled polymer linings. Geothermics 1998, 27, 387–400. [Google Scholar] [CrossRef]
- Sugama, T. Antioxidants for retarding hydrothermal oxidation of polyphenylenesulfide coatings in geothermal environments. Mater. Lett. 2000, 43, 185–191. [Google Scholar] [CrossRef]
- Sugama, T.; Gawlik, K. Carbon fibre-reinforced poly (phenylenesulphide) composite coatings. Polym. Polym. Compos. 2001, 9, 377–384. [Google Scholar] [CrossRef]
- Sugama, T. Polyphenylenesulfied/montomorillonite clay nanocomposite coatings: Their efficacy in protecting steel against corrosion. Mater. Lett. 2006, 60, 2700–2706. [Google Scholar] [CrossRef]
- Cai, Y.; Quan, X.; Li, G.; Gao, N. Anticorrosion and scale behaviors of nanostructured ZrO2–TiO2 coatings in simulated geothermal water. Ind. Eng. Chem. Res. 2016, 55, 11480–11494. [Google Scholar] [CrossRef]
- Wang, G.; Zhu, L.; Liu, H.; Li, W. Zinc-graphite composite coating for anti-fouling application. Mater. Lett. 2011, 65, 3095–3097. [Google Scholar] [CrossRef]












| Types | Advantages | Disadvantages |
|---|---|---|
Shell and tube type | Flexibility of design, relatively low maintenance cost; suitable for high working temperatures and pressure. | Tube design leads to vibration and stagnation of fluid |
Plate type | More compact than shell and tube-type HEXs, compact; require lower difference in streams temperature | Relatively challenging to clean, not appropriate to use in fouling processes; poor pressure resistance and prone to fouling |
Printed circuit HEX | High compactness, excellent temperature, and pressure endurance; high heat transfer area density; suitable to apply in supercritical conditions with carbon dioxide and helium media | Higher cost than conventional shell and tube HEX; require regular cleaning of the filters; easy formation of the blockages and higher hydraulic diameters in comparison to a traditional plate-fin exchanger |
Coiled tube HEX | Compact design | Difficult to clean and maintain, and not suitable for high-viscosity fluids |
Double-pipe HEX | Simple construction; suitable for high-viscosity working fluids | Limited heat transfer area |
| Techniques | Advantages | Disadvantages |
|---|---|---|
| Thermal Spray | High production efficiency, durability, and cost-effectiveness | High temperature results in decomposition; rapid cooling results in amorphous coatings; line-of-sight process |
| PVD | Ease of tailoring composition with high precision; thin films deposited at lower temperatures | Sensitivity of deposited materials to the orientation of substrate; comparatively slower deposition rate to CVD; line-of-sight process; requires vacuum |
| CVD | Deposition of thin-films; high manufacturing yield; non-line-of-sight process | Deposition at higher temperatures, production of toxic gaseous by-products, need of vacuum systems or glove boxes, expensive |
| LPD | Deposition at room temperatures; does not require vacuum systems and sensitive reagents; low energy and production cost; deposition of substrates with large surface area and complex geometries; good control over deposition rate and crystal orientations; non-line-of-sight process | Long reaction time; post-treatment required at high temperatures to obtain high crystallinity |
| Electroless Plating | Uniformity, low porosity, and roughness; strong adhesion to the substrate; adaptability to complex geometries; high corrosion and wear resistance; non-line-of-sight process | Expensive; environmental concerns; temperature sensitivity of the structure; requirement of complex pre-treatment; only suitable for some materials |
| Chemical (Sol–Gel) | High-quality coating; low operational temperature; producibility of materials with large surface areas; non-line-of-sight process | Long processing time; residues contain hydroxyl or carbon groups; time-consuming process; use of expensive chemicals |
| Weld Overlay | Cost-effective; superior properties to base materials; dense coating; high technology readiness level; commercially available | Complexity of the process; maintenance requirement; line of sight process |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhuvanendran Nair Jayakumari, A.; Malik, N.G.; Mittal, G.; Martelo, D.; Kale, N.; Paul, S. A Review on Geothermal Heat Exchangers: Challenges, Coating Methods, and Coating Materials. Coatings 2023, 13, 1988. https://doi.org/10.3390/coatings13121988
Bhuvanendran Nair Jayakumari A, Malik NG, Mittal G, Martelo D, Kale N, Paul S. A Review on Geothermal Heat Exchangers: Challenges, Coating Methods, and Coating Materials. Coatings. 2023; 13(12):1988. https://doi.org/10.3390/coatings13121988
Chicago/Turabian StyleBhuvanendran Nair Jayakumari, Arunima, Nigar Gul Malik, Garima Mittal, David Martelo, Namrata Kale, and Shiladitya Paul. 2023. "A Review on Geothermal Heat Exchangers: Challenges, Coating Methods, and Coating Materials" Coatings 13, no. 12: 1988. https://doi.org/10.3390/coatings13121988
APA StyleBhuvanendran Nair Jayakumari, A., Malik, N. G., Mittal, G., Martelo, D., Kale, N., & Paul, S. (2023). A Review on Geothermal Heat Exchangers: Challenges, Coating Methods, and Coating Materials. Coatings, 13(12), 1988. https://doi.org/10.3390/coatings13121988