1. Introduction
Constant striving to improve the operational parameters of machine parts and tools and to increase their durability has led to the development of surface treatment and coating methods. One advanced modern method of coatings is laser cladding (LC), which shows several advantages when compared to other conventional methods of surfacing and coating [
1,
2,
3]. Laser beams are a heat source used during the cladding process, providing a high value of power density, precise heating of a small material volume, higher processing speeds, and therefore limited heat input, as well as limited penetration depth and low dilution. The technology of laser cladding can be applied for the manufacturing of wear or corrosion resistant metallic and metal matrix composite (MMC) coatings. Usually, Ni-based or Co-based alloys are used as the metal matrix for composite coating, due to their possessing high resistance to oxidation, including at high temperature [
4,
5].
Kołodziejczak, P. et al. found that if 6.0% of Re (rhenium) is added to the Ni-Cr alloy, the resistance to corrosion and oxides formation of coatings operated at elevated temperature can be increased significantly [
6].
Hulka, I. et al. investigated the laser deposition process in terms of optimisation of the travel speed and power density to provide defect-free coatings composed of NiCrBSi matrix with WC-Co carbides. The coatings were produced on a substrate consisting of a low-carbon mild steel [
7]. They found that optimising the travel speed could significantly increase the sliding wear resistance and corrosion resistance of the coatings thanks to controlling the amount of Fe (iron) in the coatings.
Vostrak, M. et al. studied the impact of technological conditions and processing parameters on structure and abrasive wear resistance of the composite coatings of NiCrBSi matrix reinforced by WC carbides and produced by laser cladding [
8]. They related the heat input with amount of dissolved WC carbides and found that the dilution of the coating by Fe (iron), as well as the decomposition and dissolution of tungsten carbides, had a significant influence on the structure and properties of the coating. They proved that choosing the processing parameters is critical, because the parameters strongly affect the characteristics of the coating, especially the resistance to wear. Moreover, they pointed out that the microstructure inhomogeneity of the coatings in the overlapping regions was the main reason for significant selective and excessive wear caused by abrasion.
Amado, J., M. et al. investigated the influence of Cr content in Ni-Cr matrix of metal matrix composite coating reinforced by WC spherical particles and produced by laser cladding [
9]. They tested Ni-Cr-type alloys with three different contents of chromium (Cr), ranging from 6.0% to 14.0%. They reported that the susceptibility for cracking was related with the amount of Cr in the Ni-Cr type metal matrix. They found that the test coatings with Cr content below 8 wt.% were crack free. Moreover, they observed that under dry sliding wear test, the decrease in hardness of the matrix caused by lowering the content of chromium (Cr) did not strongly affect the wear rate.
Makarov, A.V. et al. studied the process of laser deposition of NiCrBSi and NiBSi-WC metal matrix composite coatings [
10]. They pointed out that the conditions of solidification of the melt pool during laser cladding lead to formations of structures that are nonequilibrium. This is related mainly to the rapid heating and subsequent rapid cooling and rapid solidification. Therefore, the structure depends on the thermal conditions, thus heat input of the process of laser cladding. In addition to the direct influence on the structure, higher heat input leads usually to higher penetration depth, and therefore to higher dilution rate. This phenomenon is unfavourable because it changes the chemical composition of the clad material and leads to changes in the phase composition and thus the structure of the coating. Makarov et al. also found that the annealing of NiCrBSi coating at 1025 °C leads to formation of large chromium carbides and borides, which in turn provides increase in hardness and wear increase [
10]. In turn, in the case of composite coatings the reaction of WC tungsten carbides with B (boron) during the cladding leads to the creation of relatively large reinforcing particles of carboborides W(C,B), which are harder when compared to the carbides in the composite powder.
Wei, Z. et al. [
11] investigated laser deposition of nanometric size WC tungsten carbides powder on the substrate of Cr-rich stainless steel by means of 7.0 kW gaseous CO
2 laser. The authors indicated that the composite coatings reinforced by nanometric WC particles exhibited advantageous mechanical characteristic and provided 3.5 times higher abrasion wear resistance than the substrate material [
11].
Leech, P.W and Li X.S. [
12] investigated diamond and tungsten carbide WC-reinforced metal matrix composites produced by different methods. It has been shown that the mass loss due to abrasive wear decreases significantly with the increase in the average particle size as the reinforcing phase and with the increase in the volume fraction of the hard reinforcing phase. The same relationship was found for both diamond and WC particles. In turn, the wear resistance was not directly correlated with the values and distribution of hardness in the matrix of the composite coating [
12].
Radionova, L.V. et al. [
13] proposed a method of coating the working surfaces and edges of die rollers designed for manufacturing wires made of titanium and its alloys. They pointed out that the initial coating of WC10Co4Cr alloy with a thickness of 600 μm and subsequently remelted by a laser beam provided an increase in coating hardness of over 1050 HV (>67 HRC). Such coatings exhibit resistance to wear under such conditions more than seven times higher than for conventional heat treatment of Kh12MF steel [
13].
Bergant, Z. et al. [
14] studied laser deposition of composite coatings based on metal matrix of NiCrBSi and cemented tungsten carbides WC-12Co with a solid-state Nd:YAG laser. They used a coaxial multi-jet nozzle for powder feeding. The content of cemented WC-12Co carbides in relation to the NiCrBSi matrix was 30 wt%, 40 wt% and 50 wt%. The authors indicated that the addition of cemented tungsten carbide WC-12Co into the matrix of NiCrBSi composite coatings increased the wear resistance under the investigated conditions. Moreover, the wear mechanism was changed from adhesion wear typical for to NiCrBSi coating to fatigue assisted abrasion.
In industrial production conditions, the NiCr type coatings are deposited mainly by thermal spraying processes, while the composite coatings with Ni-based matrix reinforced by WC carbides mainly by Plasma Tungsten Arc cladding (PTA) [
13,
14,
15,
16,
17,
18].
There are few articles in the world literature about laser cladding of NiCrBSi-WC composite coatings. Typically, the tungsten carbide content in this type of composite powders with metal matrix component reaches 50% or a maximum of 60%. Therefore, an experimental powder composed of NiCrBSi metal matrix with 65 wt.% of WC reinforcing carbides was prepared, to ensure high hardness, abrasion wear resistance at moderate dynamic loads and corrosion resistance at high temperature of the coatings.
The goal of this study was to determine the possibility of laser deposition such composite coatings and the influence of the basic laser processing parameters on quality, geometry of a single bead, dilution rate, structure and microstructure, and massive carbide particles share and distribution on cross-sections of the clads.
2. Materials and Methods
The composite powder used in the study of laser cladding (
Figure 1) was NiCrBSi powder mixed with 65 wt.% of WC + W
2C powder. The chemical composition of the nickel-based powder used as the metal matrix is given in
Table 1. The chemical composition of the matrix powder was selected so as to ensure good technological properties during laser cladding, especially reduction of surface tension and fluidity of the melt pool in order to ensure good wettability of the carbide particles and thus good bonding of the metal matrix with the carbides [
1,
7,
8,
9,
10,
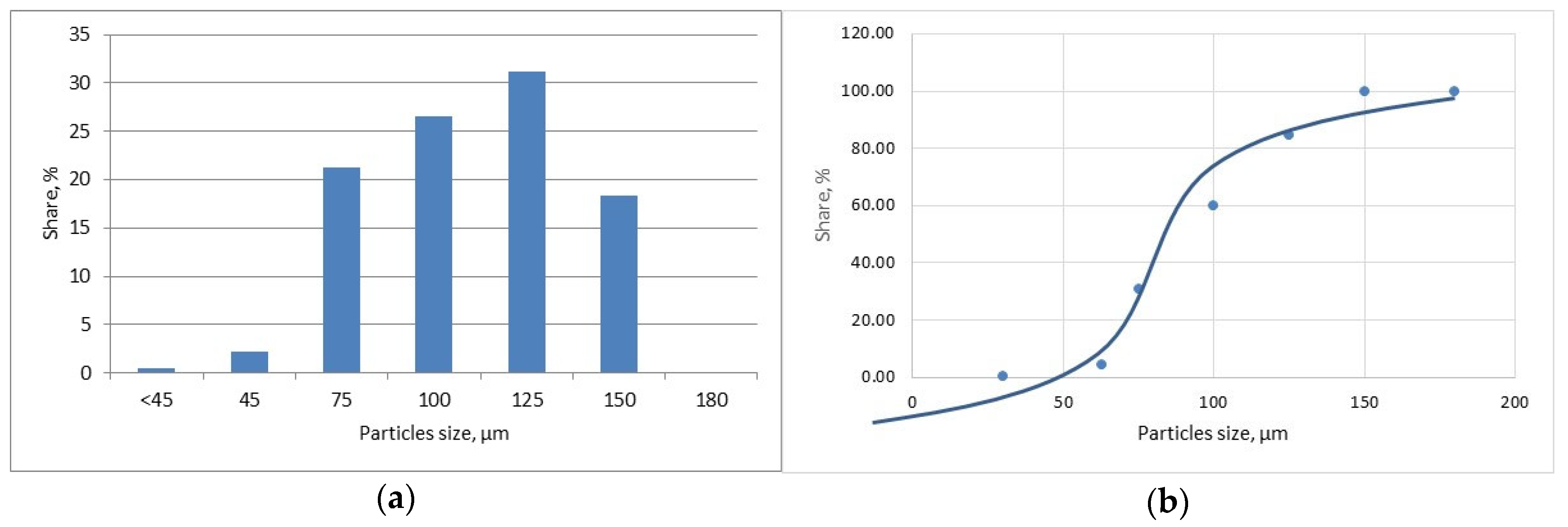
18]. The powder was gas atomised in argon atmosphere and the spherical particle size range was mainly 45 ÷ 150 µm (Durum, Willich, Germany). In turn, the WC + W
2C powder was prepared by melting and crushing of eutectic tungsten carbides (Durum, Willich, Germany). The size of irregular-shaped particles of tungsten carbides was in the range 80 ÷ 160 µm,
Figure 2. The sieve test of the mixed experimental powder composed of metal matrix powder and tungsten carbides was conducted according to the standard PN-EN 24497/ISO 4497. Sieve shaker with sieve diameter 300 mm was used. The analysed individual batches of powder weight from 100 to 120 g. The mass fraction share and cumulative particle size distribution curve are presented in
Figure 3. The morphology, EDS and phase composition of the experimental powder are presented in
Figure 2 and
Figure 3.
The substrate used for laser cladding tests was commercially available low carbon steel S235 (EN 10025-2) with a thickness of 5.0 mm (0.08% C, 0.6% Mn, 0.1% Si, Fe-bal.). The dimensions of the samples prepared for tests were 80 mm × 80 mm. Prior to testing the laser deposition, the samples were sandblasted. The purpose of this procedure was to ensure repeatable conditions and roughness of the surface.
The mean value of the roughness was in the range Ra 30 ÷ 60 μm. Additionally, the surface was cleaned and degreased by acetone prior to laser cladding tests. The laser cladding tests were conducted on an automatic stand with a solid state Yb:YAG Disk laser (Trumpf, Ditzingen, Germany). The laser emits in continuous wave mode, and the wavelength is 1.03 μm. The maximum output power of the laser beam is 3.3 kW. The BPP parameter of the laser beam is 8.0 mm·mrad, with a beam focus diameter of 200 μm. However, the laser beam was defocused in order to provide a larger area of laser beam heating on the surface of sample (substrate). Therefore, the laser head was lifted so that the focal plane was 70 mm above the upper surface of the substrate, and the diameter of the laser beam on the surface of the sample was 2.5 ÷ 2.8 mm.
For powder delivery into the melt pool, a cylindrical nozzle was applied with a diameter of 1.0 mm. The powder feeding rate of 6.5 g/min was kept constant. The nozzle for powder delivery into the melt pool was set in front of the melt pool, and the angle of inclination was approximately 40 ÷ 45°, providing minimalised powder loss. The carrying gas for powder delivery was high-purity argon (purity 99.999%) set at a flow rate of 1.5 L/min. The cladding zone was protected by shielding inert gas (also high-purity argon) flow by three nozzles 8.0 mm in diameter each. Nozzles were set at an angle of 45° to the surface of the substrate sample. The flow of shielding argon was kept at approximately 8.0 ÷ 10.0 L/min. The experimental setup is show in
Figure 1.
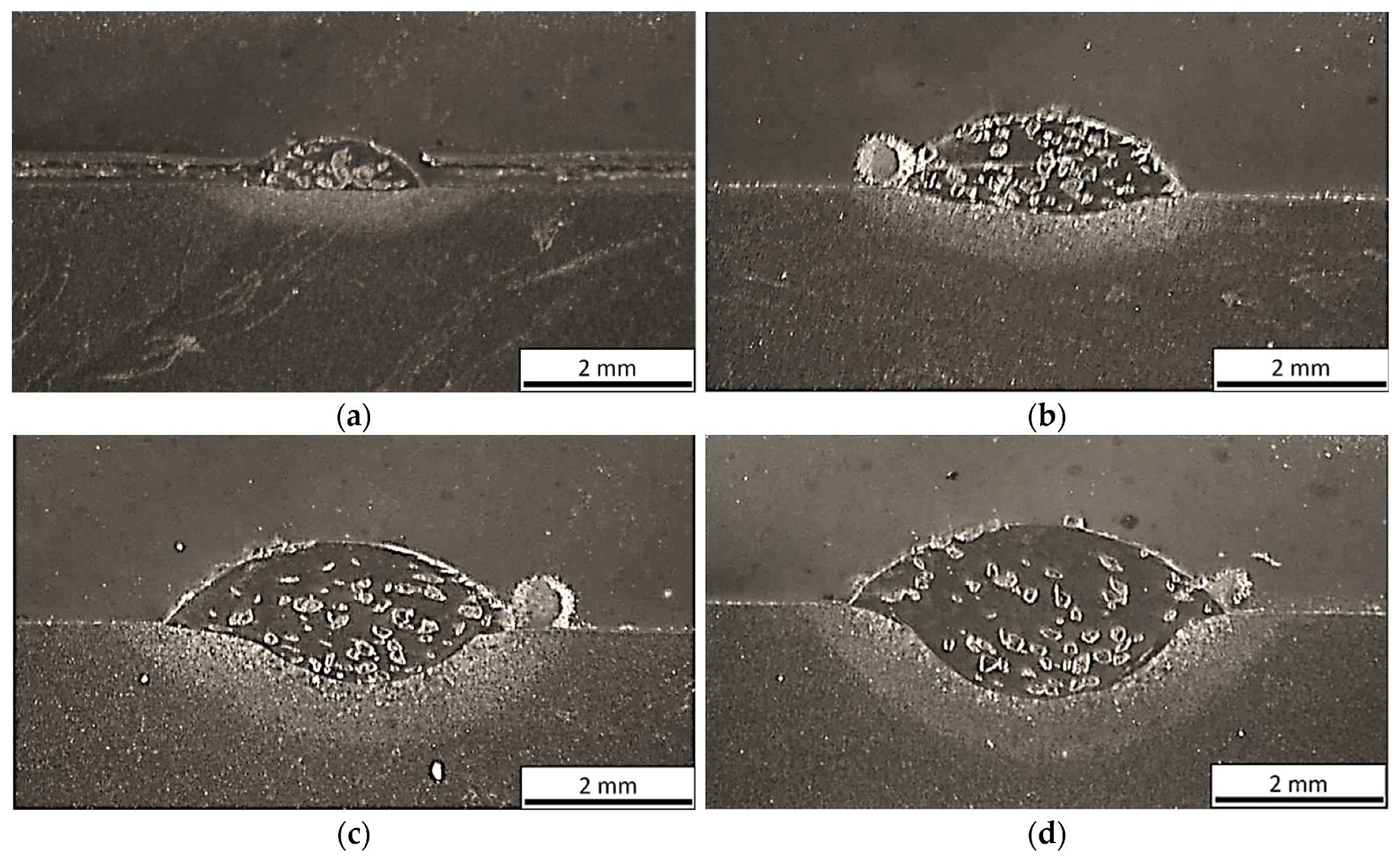
The single clads were deposited as stringer beads at different energy input, as a result of different laser output power at constant scanning speed. The laser output power was in the range from 0.5 kW to 2.0 kW, while the scanning speed was 300 mm/min, chosen on the basis of previous tests.
In addition to the single stringer clads, comparative samples were prepared by multi-bead cladding of the discs intended for the tribological tests. The discs 45.0 mm in diameter were produced by laser cladding multi-bead coatings with an overlap of approximately 25%. The entire disc surface was coated. The comparative coatings were produced at the parameters LC2, LC3 and LC4 (
Table 2). It was decided that the laser cladding parameters with the lowest laser output power and thus the lowest energy input provide too narrow bead for cladding entire disc. Therefore, these parameters were omitted during multi-pass coating of discs. The surfaces of the coated discs were grinded, providing a roughness Ra of 0.8 ÷ 1.1 μm.
After completing the laser cladding tests, firstly, a rough visual quality assessment was performed, and then metallographic examinations were carried out. The samples for metallographic examinations were cut perpendicularly in the middle of the bead length, away from the initiation and completion of cladding.
The samples were mounted using thermosetting phenol resin having additional graphite filler Electro-WEM (Metalogis, Warsaw, Poland). Then, the mounted samples were wet grinded by means of water papers with grit 120 to 2500 by the automatic grinding/polishing machine Struers Labopol-2 (Struers, Rodovre, Denmark). Finally, the samples were polished using 1 µm diamond suspension Metkon Diapat-M (Metkon Instruments Inc., Bursa, Turkey). After that, the samples were etched with the HNO3 + 3HCL reagent to disclose the microstructure.
Macrostructure observations were performed by means of an OLYMPUS SZX9 microscope (Olumpus Corporation, Tokyo, Japan). In turn, the microstructure observations were performed by means of NIKON Eclipse MA100 inverted microscope (Nikon Corporation, Tokyo, Japan). A thorough study of the microstructure was performed by scanning electron microscopy SEM (Carl Zeiss, Oberkochen, Germany), equipped with the Energy Dispersive Spectrometer EDS (Oxford Instruments, Abingdon, GB, USA). The phase composition was determined by X-Ray diffraction (Panalitycal, Almelo, Netherlands) with a CuKα source of radiation, with a scanning range of the diffraction angle 2θ from 0° to 140°.
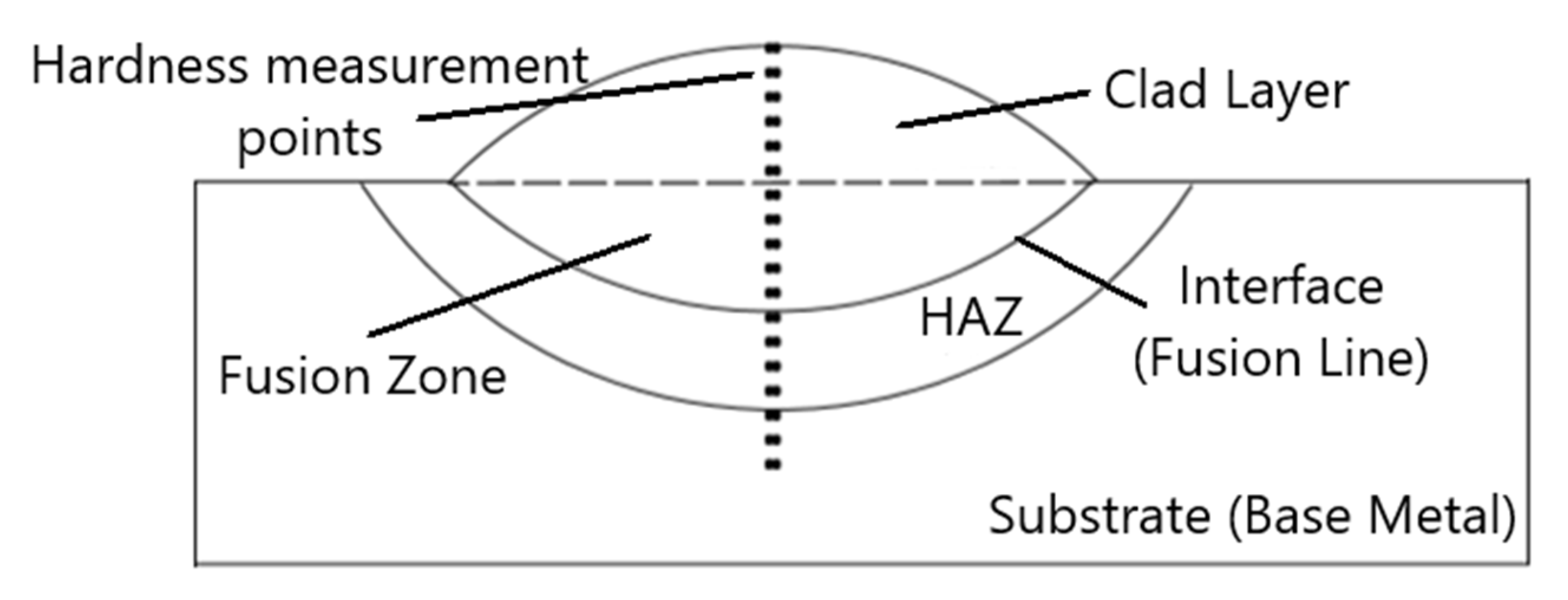
The hardness distribution was determined on the cross-section of the test individual beads by hardness tester WILSON WOLPERT 401 MVD (Wolpert Wilson Instruments, Aachen, Germany) at the load 5 N and the dwell time 10 s.
Measurements were taken in the middle of the bead width, along the vertical axis, starting from the under surface region of the clad (face of the clad). The first measuring point was placed 0.15 mm under the top surface, and then the distance between successive points was kept constant at 0.2 mm.
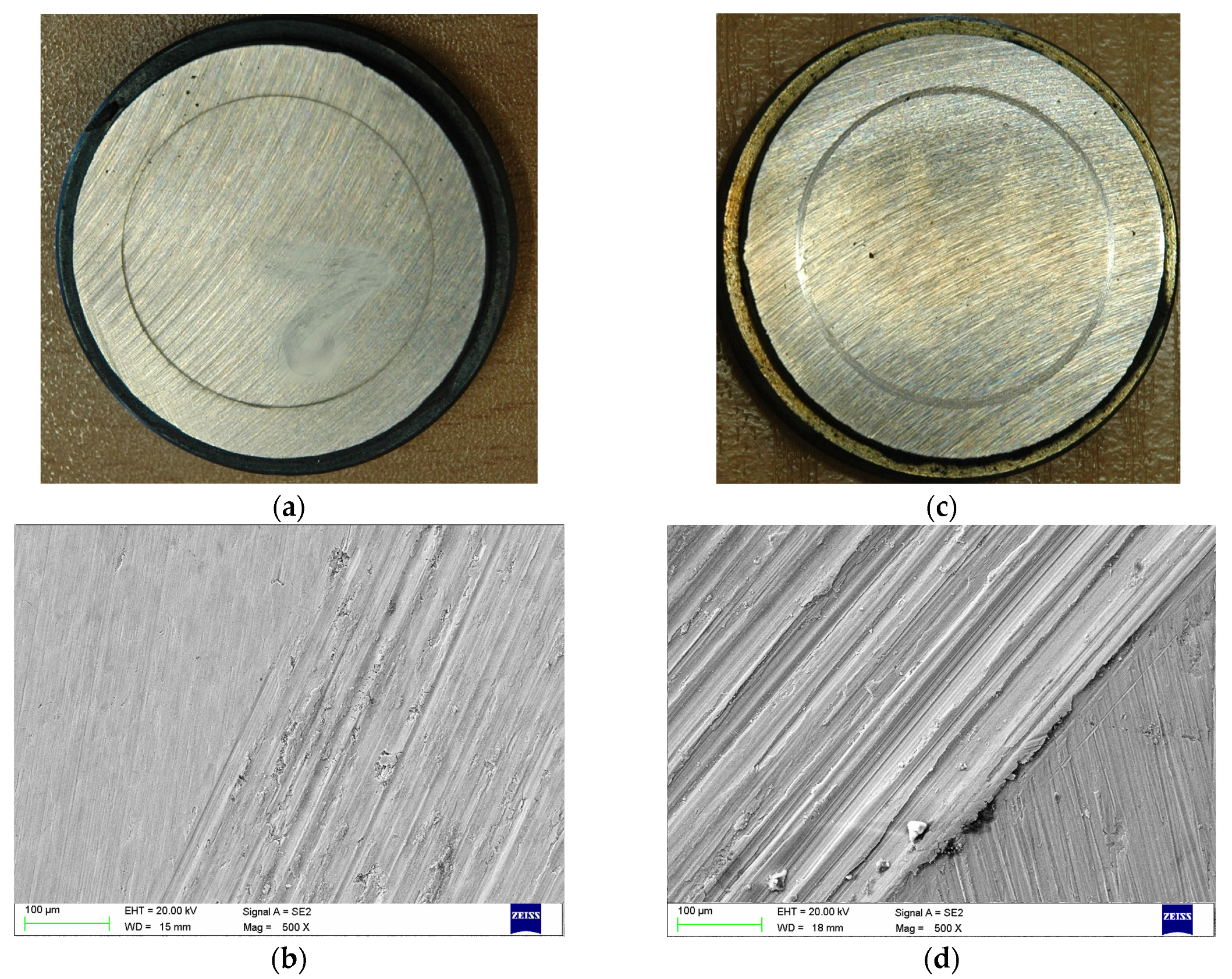
The tribological tests of coatings were conducted by a ball-on-disc tribometer T-01M under room temperature of 22 °C, and dry sliding conditions according to the ASTM G99 standard. The relative humidity was about 40% ± 5%. The discs were 45.0 mm in diameter, while balls 10.0 mm in dimeter and made of bearing steel (EN 100Cr6, AISI 5210) were used as the counterface material. The normal load of 20 N was set for the tests. The number of revolutions was set to 1500. In turn, the radius of the wear track was set to 15 mm. Therefore, the total sliding distance resulted in 141.3 m. The sliding speed was set to 0.157 m/s. The tangential force of friction and displacement value were continuously measured and recorded during tests using a data acquisition system with PC computer. The coefficient of friction µ was calculated by dividing the value of tangential force of friction by the value of normal load used:
where:
Fn—normal load, T—tangential force of friction.
4. Conclusions
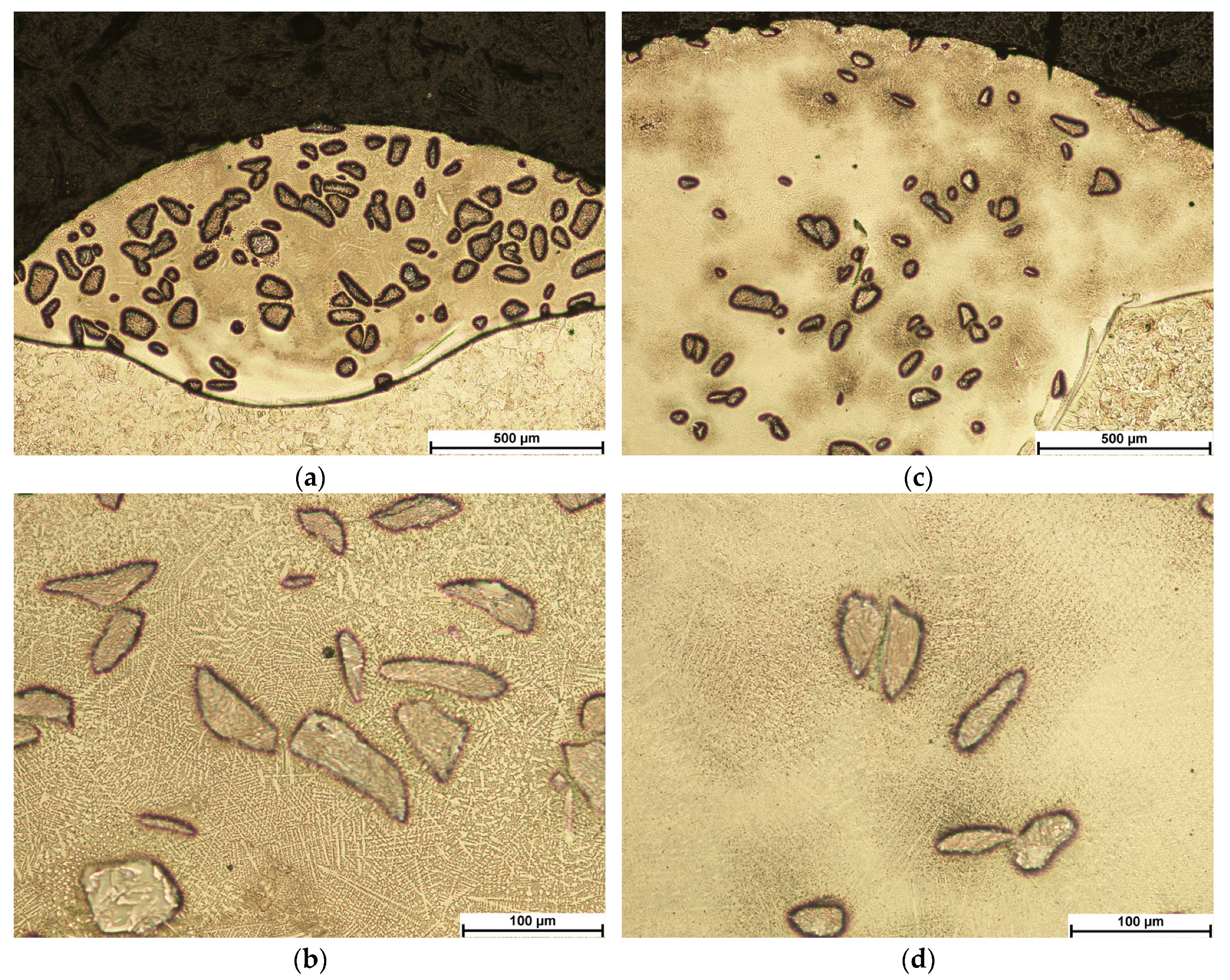
Laser cladding using a solid-state Yb:YAG disk laser and the experimental powder composed of NiCrBSi matrix with the addition of 65 wt.% reinforcing hard particles of eutectic WC + W2C was demonstrated. The influence of the laser cladding conditions of the geometry, microstructure and tribological characteristic of clads was studied. The share of massive tungsten carbides was 42% for the clad produced with minimum energy input, dropping to only 18.4% for the clad produced with maximum energy input. It was found that the energy input of the laser cladding and the dilution rate affect not only the structure of the composite coating, especially the share of massive eutectic WC+W2C tungsten carbides in the coating, but also the microstructure of the metal matrix. The matrix consists mainly of γ-(Fe,Ni) solid solution. However, depending on the energy input and dilution rate, the dendritic carbides precipitations (MC, M2C) and Ni/Ni3B eutectic are also present in different proportions.
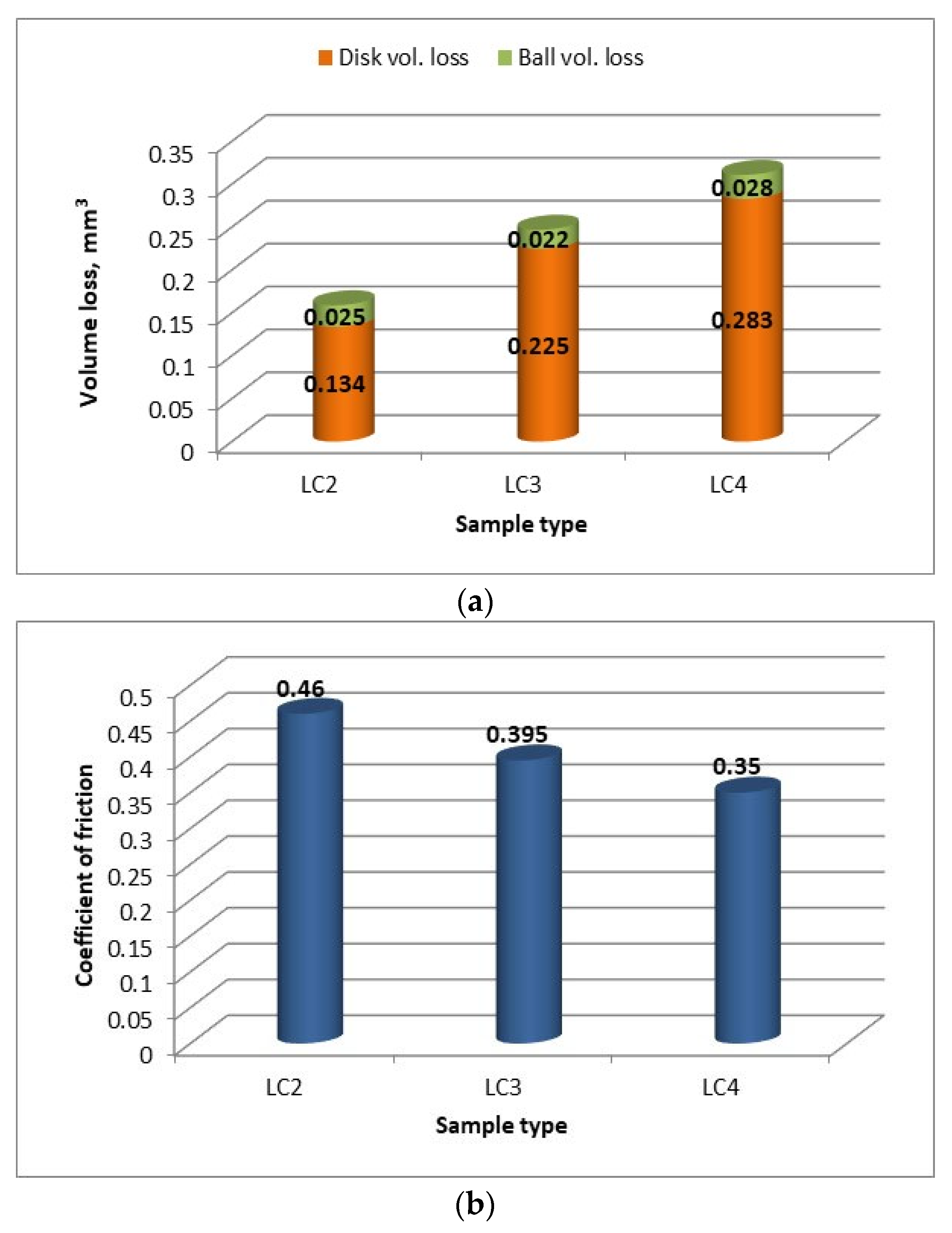
The hardness of the coatings ranged from 660HV0.5 to 860HV0.5. However, the mean hardness of the composite coatings is not an indicator of wear resistance. It was found that the wear resistance of the composite coatings is proportional to the content of massive carbides (eutectic WC + W2C) in the matrix.
The highest wear resistance was shown by the coating produced at the lowest energy input within the analysed range, and the lowest dilution, and thus the highest share of tungsten carbides.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}