
Double-Glow Plasma Surface Alloying of BTi-62421S Alloys: Regulation of Microstructure Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Specimen Preparation
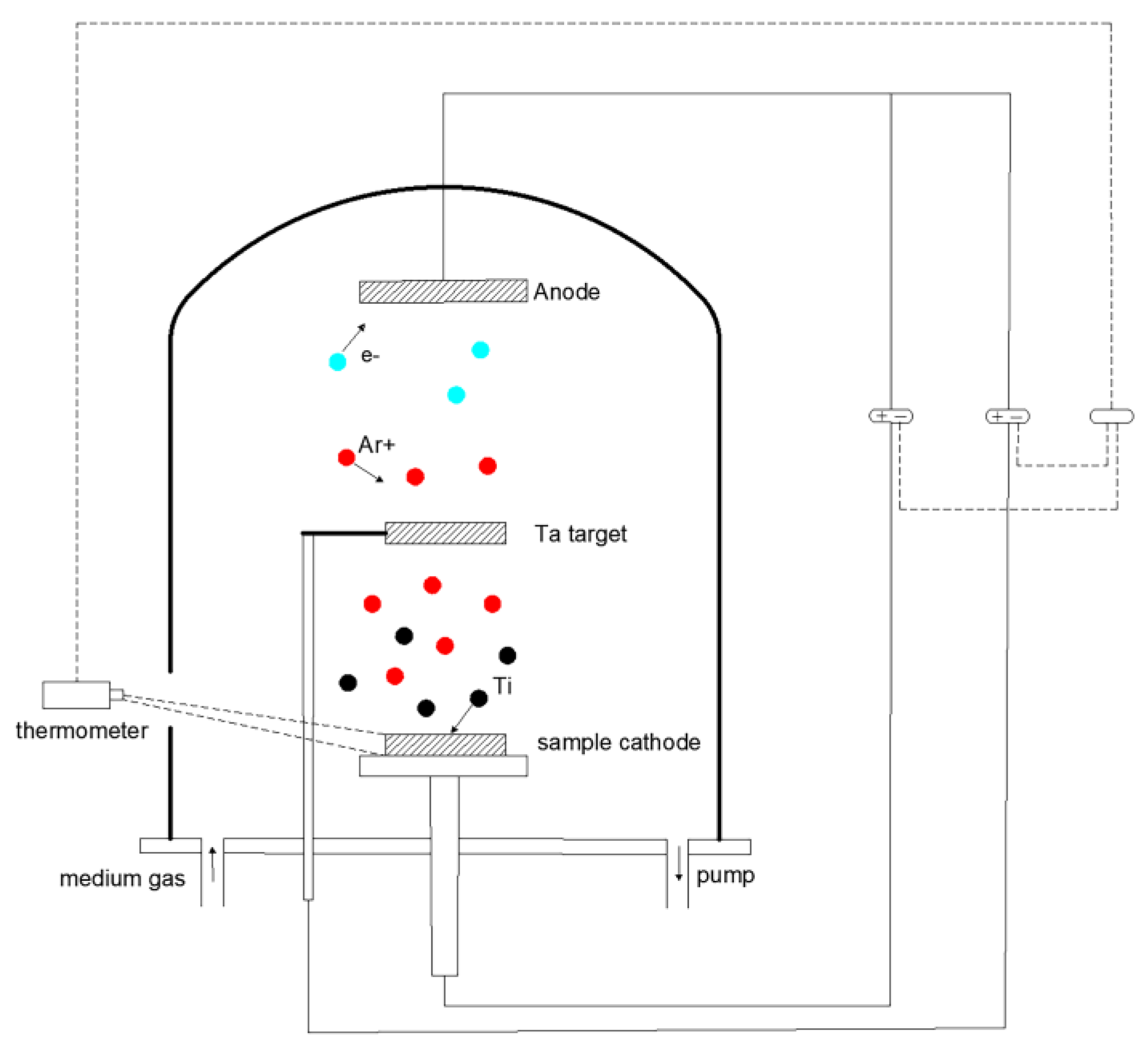
2.3. Experimental Equipment and Parameters
2.4. Coating Microstructure and Properties Tests
3. Results and Discussion
3.1. Surface Microstructure and Phase Composition
3.2. Coating Thickness
3.3. Heat-Resistant Scouring of the Coating
4. Conclusions
- (1)
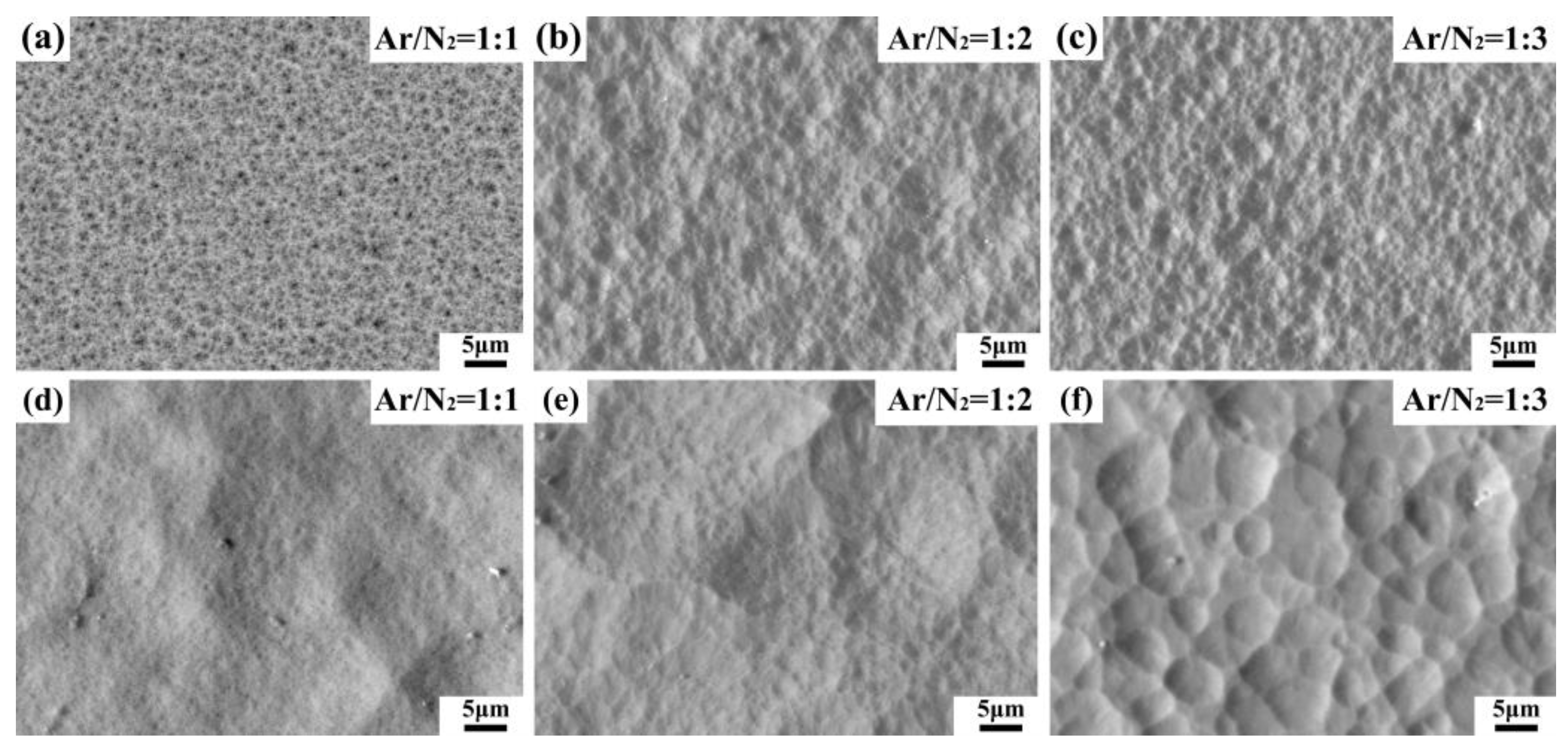
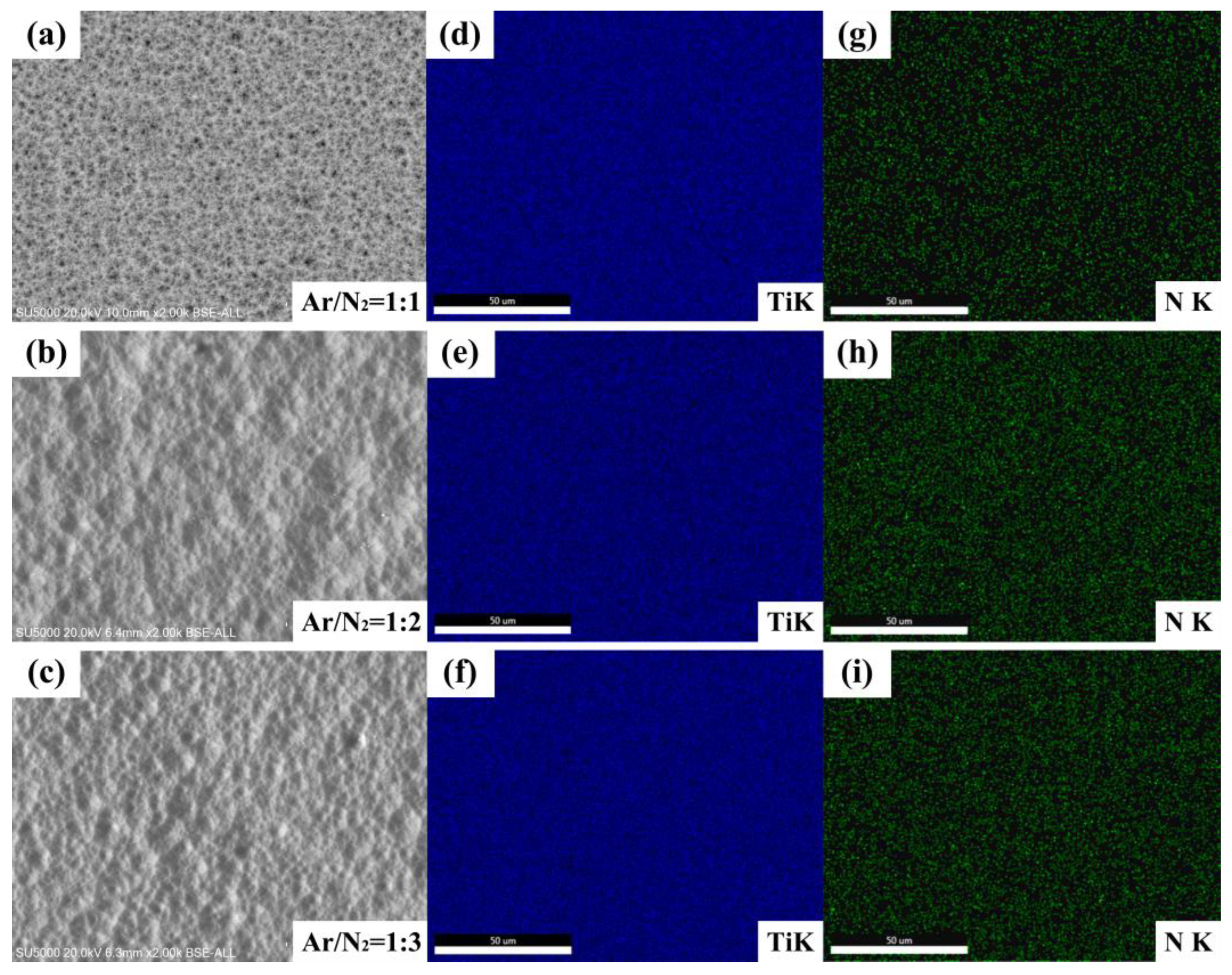
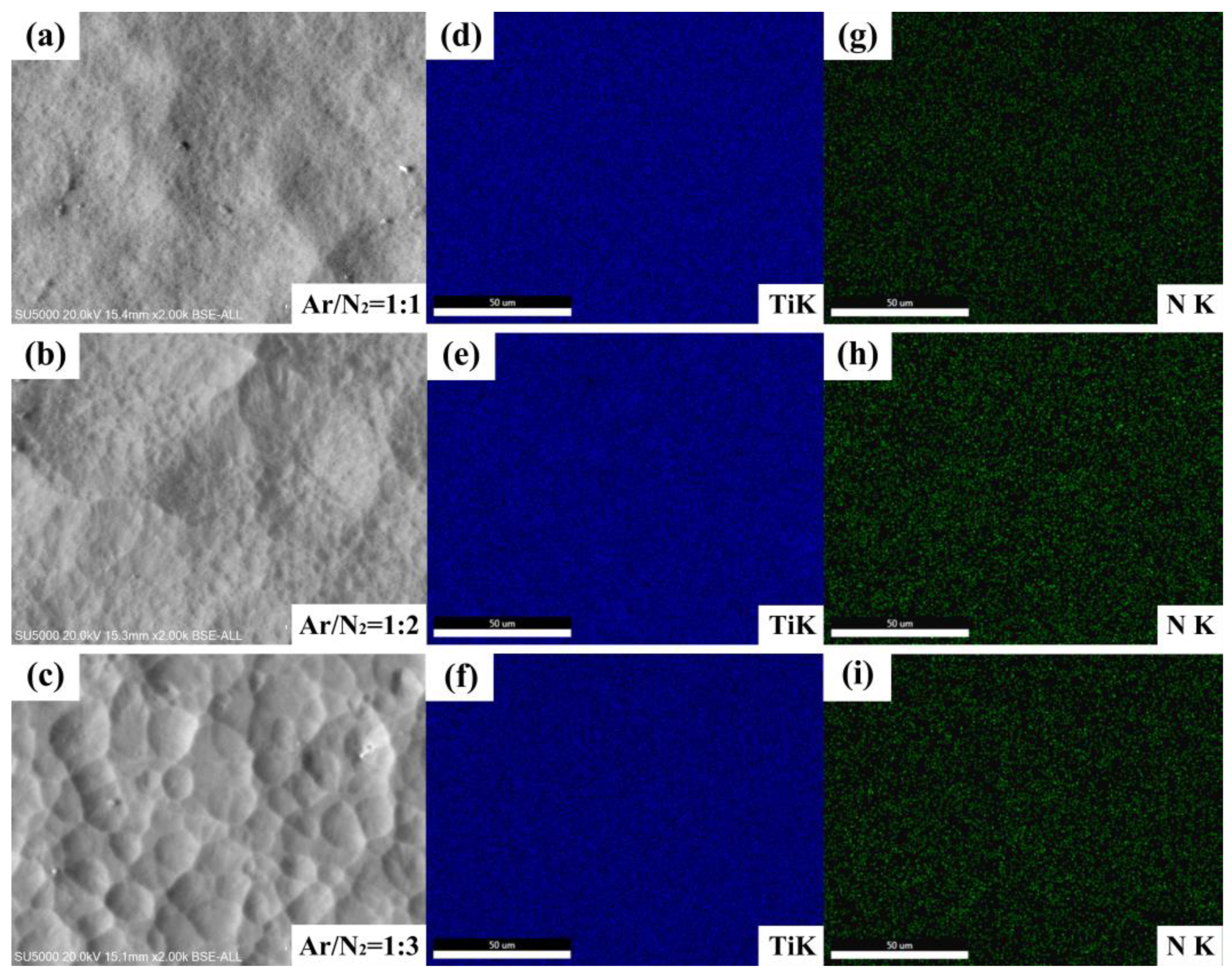
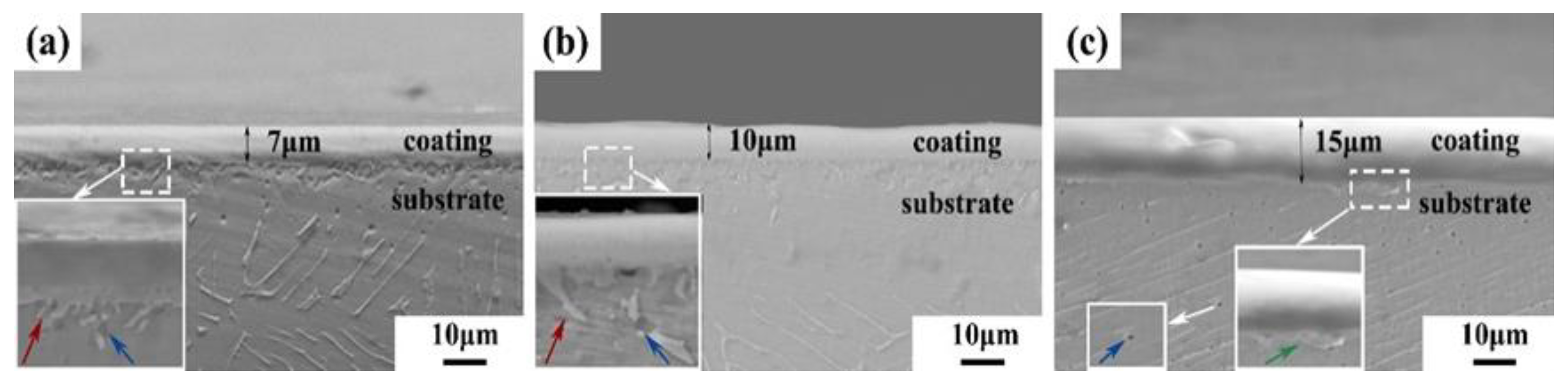
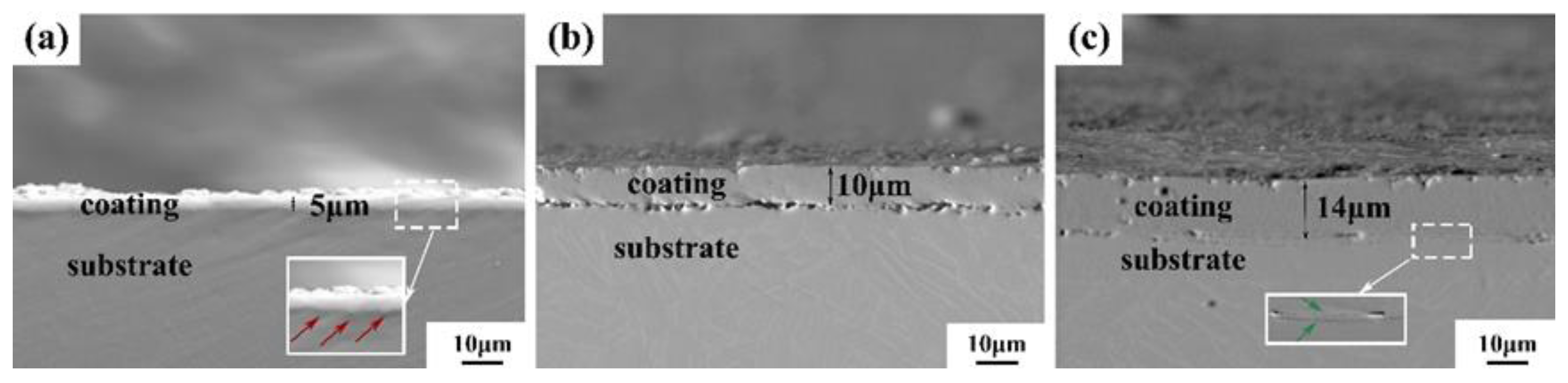
- With the increasing concentration of N, the probability of the active particles being sputtered out increases, and more active particles are sputtered onto the surface of the specimen, promoting the growth of honeycomb structures; the honeycomb and island structures on the surface of the specimen increased, and the thickness of the coating also increased. The coating thickness of the BTi-62421S Ti alloy specimen was always thicker than that of the TC4 Ti alloy specimen. The optimum alloy specimen is the BTi-62421S Ti alloy at an Ar/N2 flow ratio of 1:3, with a coating thickness of 15 μm;
- (2)
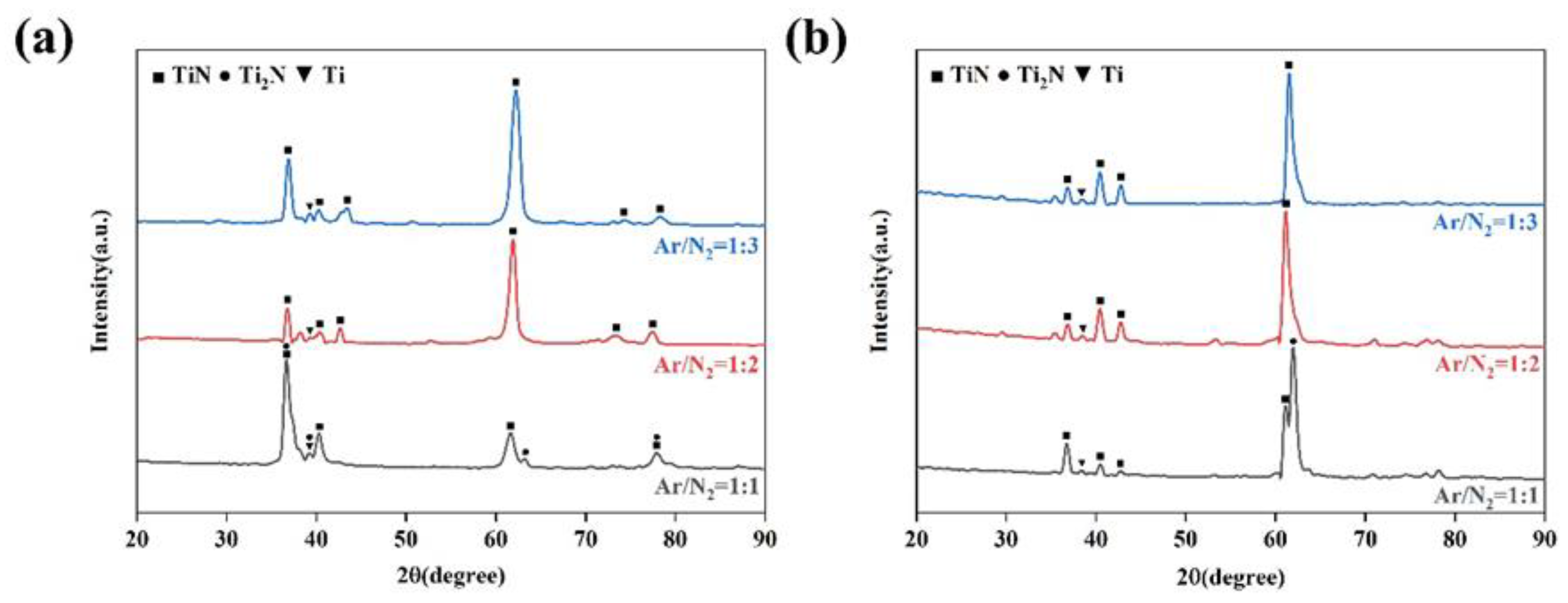
- When the N concentration content is low, the main phases of the coating are composed of TiN and Ti2N, while the appearance of Ti2N was owing to the absence of TiN due to insufficient nitrogen content, and the main diffraction peak is located at around 37°; when the N concentration content increases, the main phases of the coating are all replaced by TiN, while the position and intensity of the main diffraction peaks of the phases also change significantly, and the main diffraction peak is located at around 62°;
- (3)
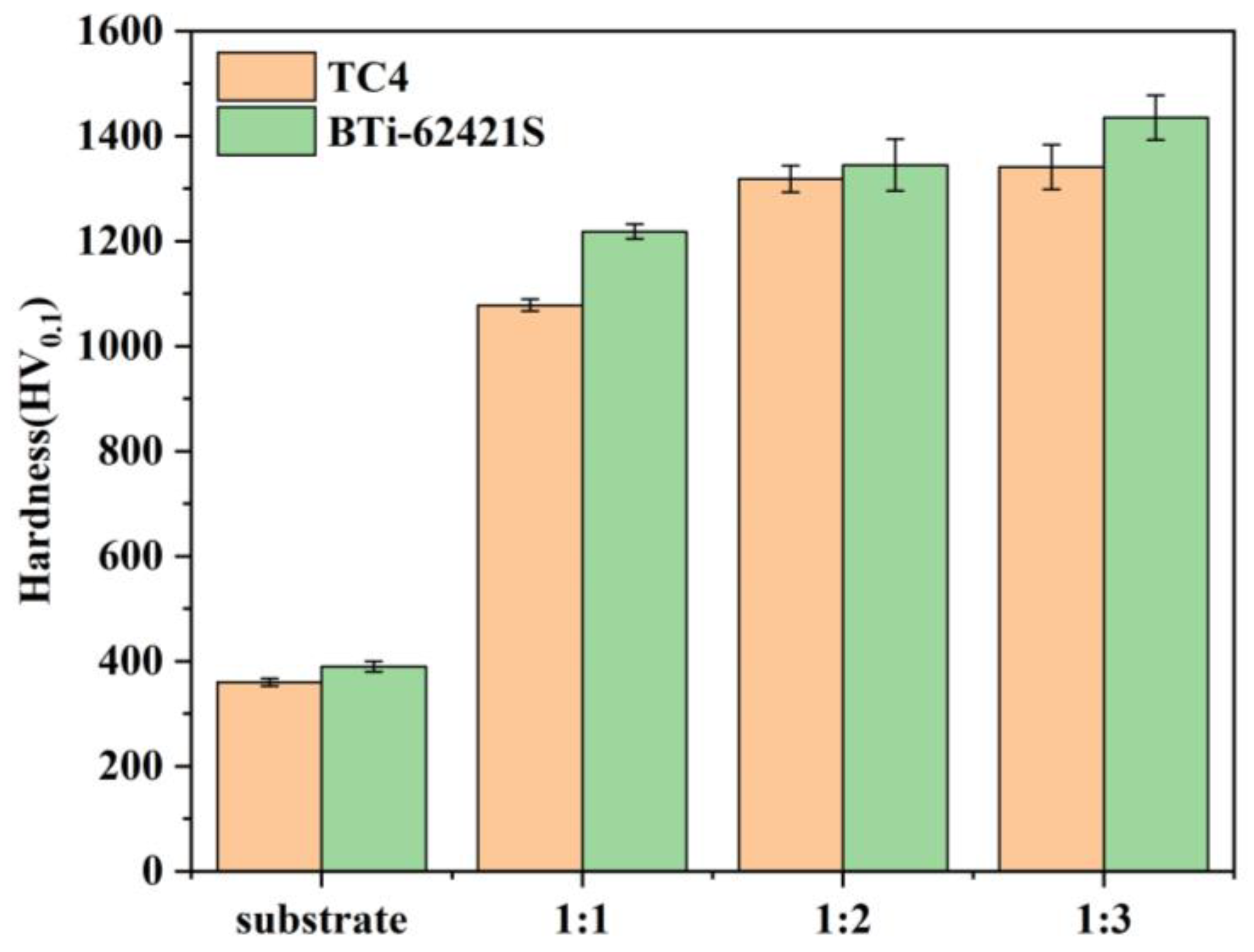
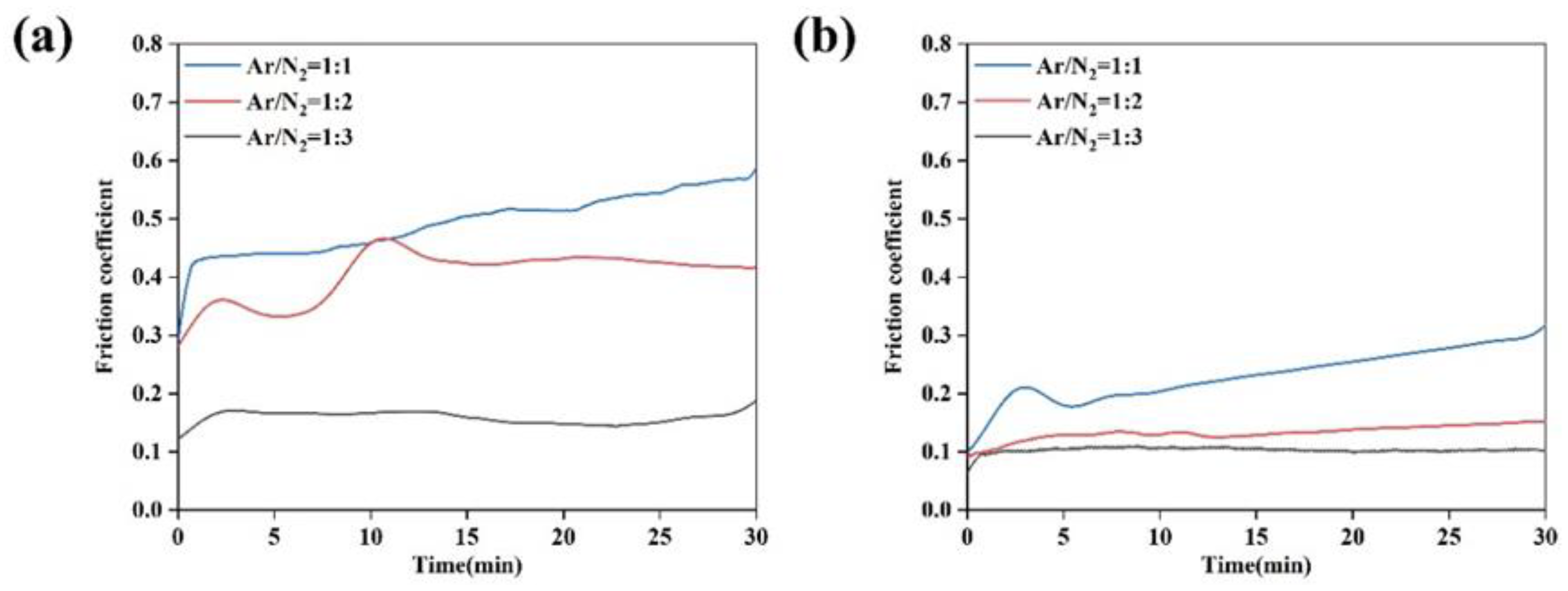
- With increasing N concentration, the hardness of the coating showed a negative correlation with the friction abrasion coefficient; the micro-Vickers hardness of BTi-62421S Ti alloy was always higher than that of TC4 Ti alloy, but the friction coefficient of TC4 was generally lower than that of BTi-62421S Ti alloy. Based on the above analysis, the optimum alloy specimen is the BTi-62421S Ti alloy at an Ar/N2 flow ratio of 1:3, which has a microhardness of 1435 HV0.1 and an average friction coefficient of 0.154.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Peng, X.M.; Xia, C.Q.; Liu, Y.Y.; Wang, J.H. Surface molybdenizing on titanium by halide-activated pack cementation. Surf. Coat. Technol. 2009, 203, 3306–3311. [Google Scholar] [CrossRef]
- Peng, X.M.; Xia, C.Q.; Dai, X.Y.; Wu, A.R.; Dong, L.J.; Li, D.F.; Tao, Y.R. Ablation behavior of NiCrAly coating on titanium alloy muzzle brake. Surf. Coat. Technol. 2013, 232, 690–694. [Google Scholar] [CrossRef]
- Copland, E.H.; Gleeson, B.; Young, D.J. Formation of Z-Ti50Al30O20 in the sub-oxide zones of γ-TiAl-based alloys during oxidation at 1000 °C. Acta Mater. 1999, 47, 2937–2949. [Google Scholar] [CrossRef]
- Urtekin, L.; Kucukturk, G.; Karacay, T.; Uslan, I.; Salman, S. An Investigation of Thermal Properties of Zirconia Coating on Aluminum. Arab. J. Sci. Eng. 2012, 37, 2323–2332. [Google Scholar] [CrossRef]
- Lawton, B. Thermo-chemical erosion in gun barrels. Wear 2001, 251, 827–838. [Google Scholar] [CrossRef]
- Shukla, P.; Awasthi, S.; Ramkumar, J.; Balani, K. Protective trivalent Cr-based electrochemical coatings for gun barrels. J. Alloys Compd. 2018, 768, 1039–1048. [Google Scholar] [CrossRef]
- Wei, D.; Zhang, P.; Yao, Z.; Chen, X.; Li, F. Double glow plasma surface Cr-Ni alloying of Ti6Al4V alloys: Mechanical properties and impact of preparing process on the substrate. Vacuum 2018, 155, 233–241. [Google Scholar] [CrossRef]
- Chen, X.H.; Zhang, P.Z.; Wei, D.B.; Huang, J.; Xuan, W. Surface modification of pure titanium by plasma tantalumising. Surf. Eng. 2013, 29, 228–233. [Google Scholar] [CrossRef]
- Wei, D.-B.; Zhang, P.-Z.; Yao, Z.-J.; Liang, W.-P.; Miao, Q.; Xu, Z. Oxidation of double-glow plasma chromising coating on TC4 titanium alloys. Corros. Sci. 2013, 66, 43–50. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Mordike, B.L.; Manna, I. Friction and wear behavior of Ti following laser surface alloying with Si, Al and Si + Al. Wear 2000, 242, 18–27. [Google Scholar] [CrossRef]
- Schmidt, H.; Schminke, A.; Schmiedgen, M.; Baretzky, B. Compound formation and abrasion resistance of ion-implanted Ti6Al4V. Acta Mater. 2001, 49, 487–495. [Google Scholar] [CrossRef]
- Hu, W.; Liang, W.P. Double-glow plasma nitriding of TC4 titanium alloy. Heat Treat. 2021, 36, 7–13. [Google Scholar]
- Zhang, H.; Zhang, Z.; Zhang, X.; Li, B.; Ma, H.-H. High temperature deformation behavior of BTi-62421S alloy. Rare Metals 2011, 30, 492–496. [Google Scholar] [CrossRef]
- Geng, M.; He, G.; Sun, Z.; Chen, J.; Yang, Z.; Li, Y. Corrosion Damage Mechanism of TiN/ZrN Nanoscale Multilayer Anti-Erosion Coating. Coatings 2018, 8, 400. [Google Scholar] [CrossRef]
- Qiu, Z.; Zhang, P.; Wei, D.; Duan, B.; Zhou, P. Tribological behavior of CrCoNiAlTiY coating synthesized by double-glow plasma surface alloying technique. Tribol. Int. 2015, 92, 512–518. [Google Scholar] [CrossRef]
- Liu, Y.; Zhou, B.; Wang, H.; Gao, J.; Ma, Y.; Hei, H.; Wu, Y.; Yu, S. Corrosion properties of β-Ta alloyed Ti6Al4V by double-glow plasma surface alloying technique. J. Mater. Sci. 2021, 56, 6487–6498. [Google Scholar] [CrossRef]
- Cui, S.; Yi, Z.; Huang, J.; Dong, C.; Luo, J.; Ouyang, J.; Tao, X. The preparation and lubrication properties of a CrN/Cr multilayer using the double glow plasma surface alloying technique. Appl. Surf. Sci. 2022, 605, 154686. [Google Scholar] [CrossRef]
- Qi, Y.; Liang, W.; Miao, Q.; Yi, J.; Lin, H.; Liu, Y.; Ma, H. Role of the nitrogen ratio on mechanical properties and wear resistance of Crn/Fe functionally graded coating produced by double glow plasma alloying. Appl. Surf. Sci. 2022, 585, 152735. [Google Scholar] [CrossRef]
- Yu, S.; Wang, Y.; Gao, J.I.E.; Hei, H.; Wang, R.; He, Z. Tribological and corrosion behavior of Sic/TaxC bilayer coatings prepared on stainless steel surface by double glow plasma surface alloying technique. Surf. Rev. Lett. 2020, 27, 1950229. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; He, W.; Ma, C.; Chen, J.; Liao, B.; Li, Y. Damage mechanisms evolution of TiN/Ti multilayer films with different modulation periods in cyclic impact conditions. Appl. Surf. Sci. 2021, 540, 148366. [Google Scholar] [CrossRef]
- Chatterjee, S.; Abinandanan, T.A.; Chattopadhyay, K. Phase formation in Ti/Ni dissimilar welds. Mater. Sci. Eng. A 2008, 490, 7–15. [Google Scholar] [CrossRef]
- Lin, C.-M.; Kai, W.-Y.; Su, C.-Y.; Tsai, C.-N.; Chen, Y.-C. Microstructure and mechanical properties of Ti-6Al-4V alloy diffused with molybdenum and nickel by double glow plasma surface alloying technique. J. Alloys Compd. 2017, 717, 197–204. [Google Scholar] [CrossRef]
- Yang, H.Y. Preparation of Ti6Al4V Alloy Surface Plasma Ni Alloy Layer and Performance Research; Taiyuan University of Technology: Taiyuan, China, 2015. [Google Scholar]
- Xiao, B.; Liu, J.; Liu, F.; Zhong, X.; Xiao, X.; Zhang, T.F.; Wang, Q. Effects of microstructure evolution on the oxidation behavior and high-temperature tribological properties of AlCrN/TiAlSiN multilayer coatings. Ceram. Int. 2018, 44, 23150–23161. [Google Scholar] [CrossRef]
- Gahr, K.-H.Z. Wear by hard particles. Tribol. Int. 1998, 31, 587–596. [Google Scholar] [CrossRef]
- Yildiz, F.; Yetim, A.F.; Alsaran, A.; Efeoglu, I. Wear and corrosion behaviour of various surface treated medical grade titanium alloy in bio-simulated environment. Wear 2009, 267, 695–701. [Google Scholar] [CrossRef]
- Dréano, A.; Fouvry, S.; Guillonneau, G. A tribo-oxidation abrasive wear model to quantify the wear rate of a cobalt-based alloy subjected to fretting in low-to-medium temperature conditions. Tribol. Int. 2018, 125, 128–140. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | Sn | Zr | Mo | Nb | Si |
|---|---|---|---|---|---|---|
| Bal. | 5.90 | 2.10 | 4.00 | 1.20 | 1.90 | 0.36 |
| Ti | Al | V | Fe | C | O | N | H |
|---|---|---|---|---|---|---|---|
| Bal. | 5.90 | 4.20 | 0.27 | 0.01 | 0.14 | 0.01 | 0.02 |
| Experimental Parameters | Workpiece Pole Voltage | Source Voltage | Target-to-Cathode Distance | Infiltration Time | Air Pressure |
|---|---|---|---|---|---|
| Parameter values | 600 V | 1000 V | 10 mm | 5 h | 35 Pa |
| Substrate | Ar/N2 = 1:1 | Ar/N2 = 1:2 | Ar/N2 = 1:3 | |
|---|---|---|---|---|
| TC4 | 360 HV0.1 | 1078 HV0.1 | 1318 HV0.1 | 1341 HV0.1 |
| BTi-62421S | 390 HV0.1 | 1218 HV0.1 | 1345 HV0.1 | 1435 HV0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nie, Y.; Zhang, Z.; Cheng, M.; Yan, Z.; Dong, B. Double-Glow Plasma Surface Alloying of BTi-62421S Alloys: Regulation of Microstructure Properties. Coatings 2023, 13, 933. https://doi.org/10.3390/coatings13050933
Nie Y, Zhang Z, Cheng M, Yan Z, Dong B. Double-Glow Plasma Surface Alloying of BTi-62421S Alloys: Regulation of Microstructure Properties. Coatings. 2023; 13(5):933. https://doi.org/10.3390/coatings13050933
Chicago/Turabian StyleNie, Yangjunfeng, Zhimin Zhang, Mei Cheng, Zhaoming Yan, and Beibei Dong. 2023. "Double-Glow Plasma Surface Alloying of BTi-62421S Alloys: Regulation of Microstructure Properties" Coatings 13, no. 5: 933. https://doi.org/10.3390/coatings13050933
APA StyleNie, Y., Zhang, Z., Cheng, M., Yan, Z., & Dong, B. (2023). Double-Glow Plasma Surface Alloying of BTi-62421S Alloys: Regulation of Microstructure Properties. Coatings, 13(5), 933. https://doi.org/10.3390/coatings13050933