
Effect of Laser Remelting of Fe-Based Thermally Sprayed Coating on AZ91 Magnesium Alloy on Its Structural and Tribological Properties

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
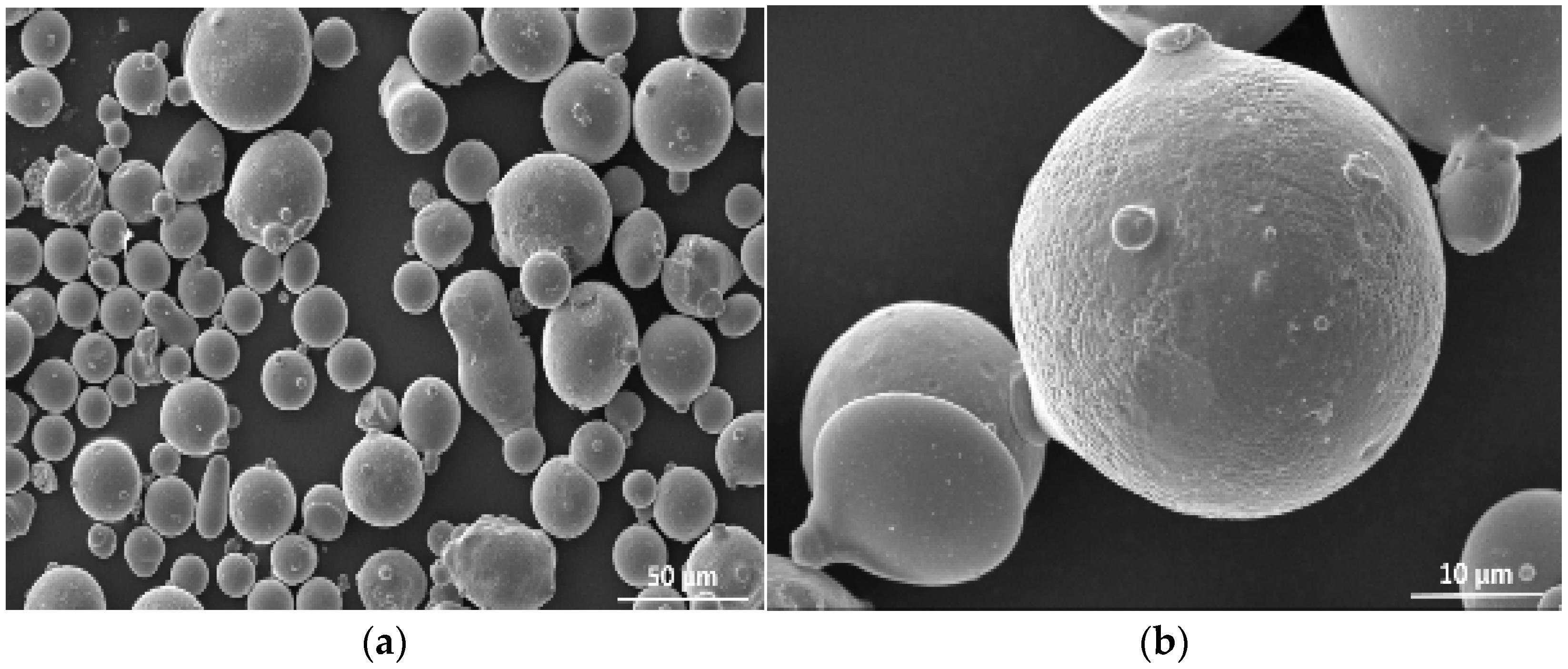
2.1. Material
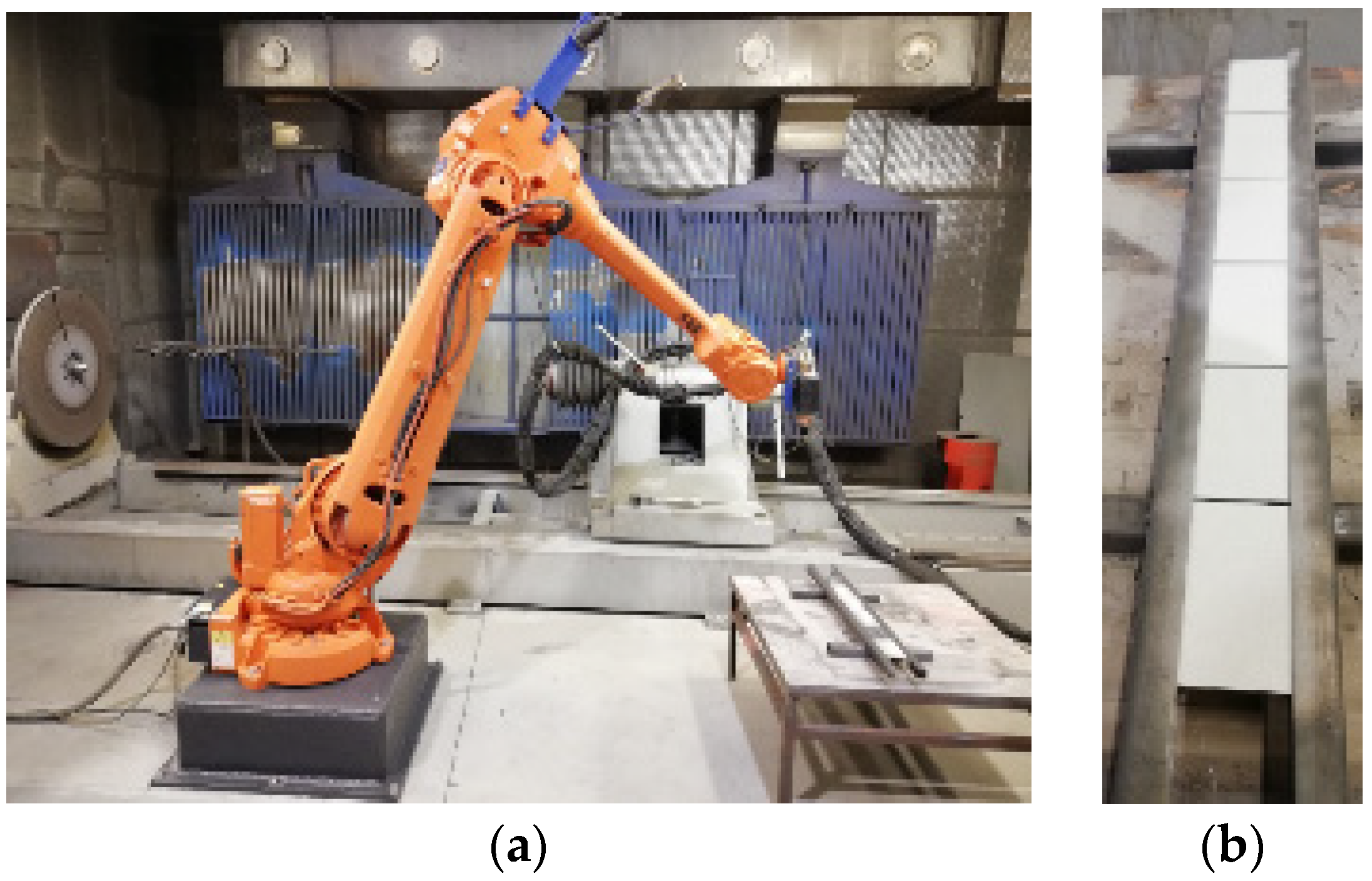
2.2. Thermal Spraying Process
2.3. Laser Treatment Process
2.4. Characterization
3. Results and Discussion
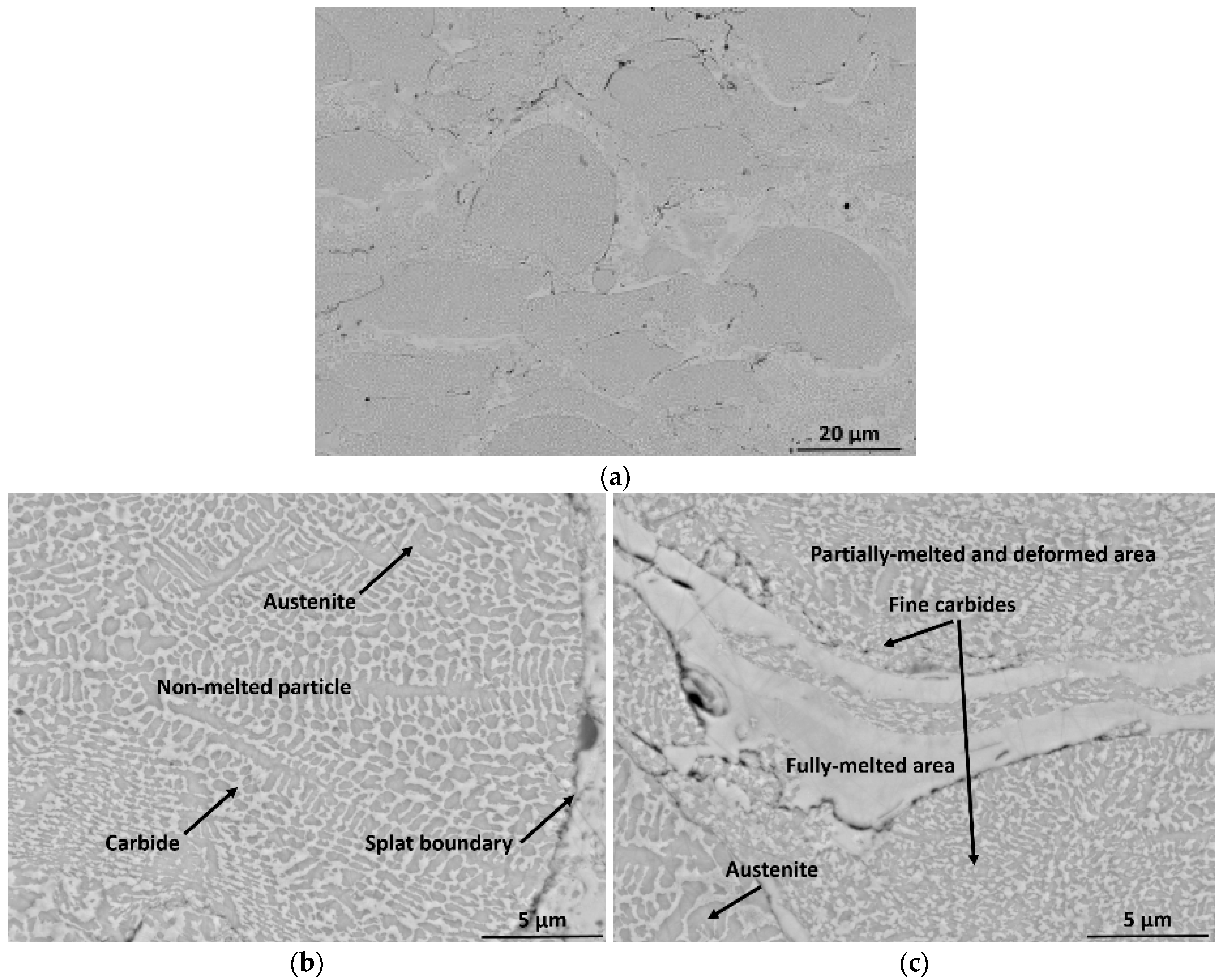
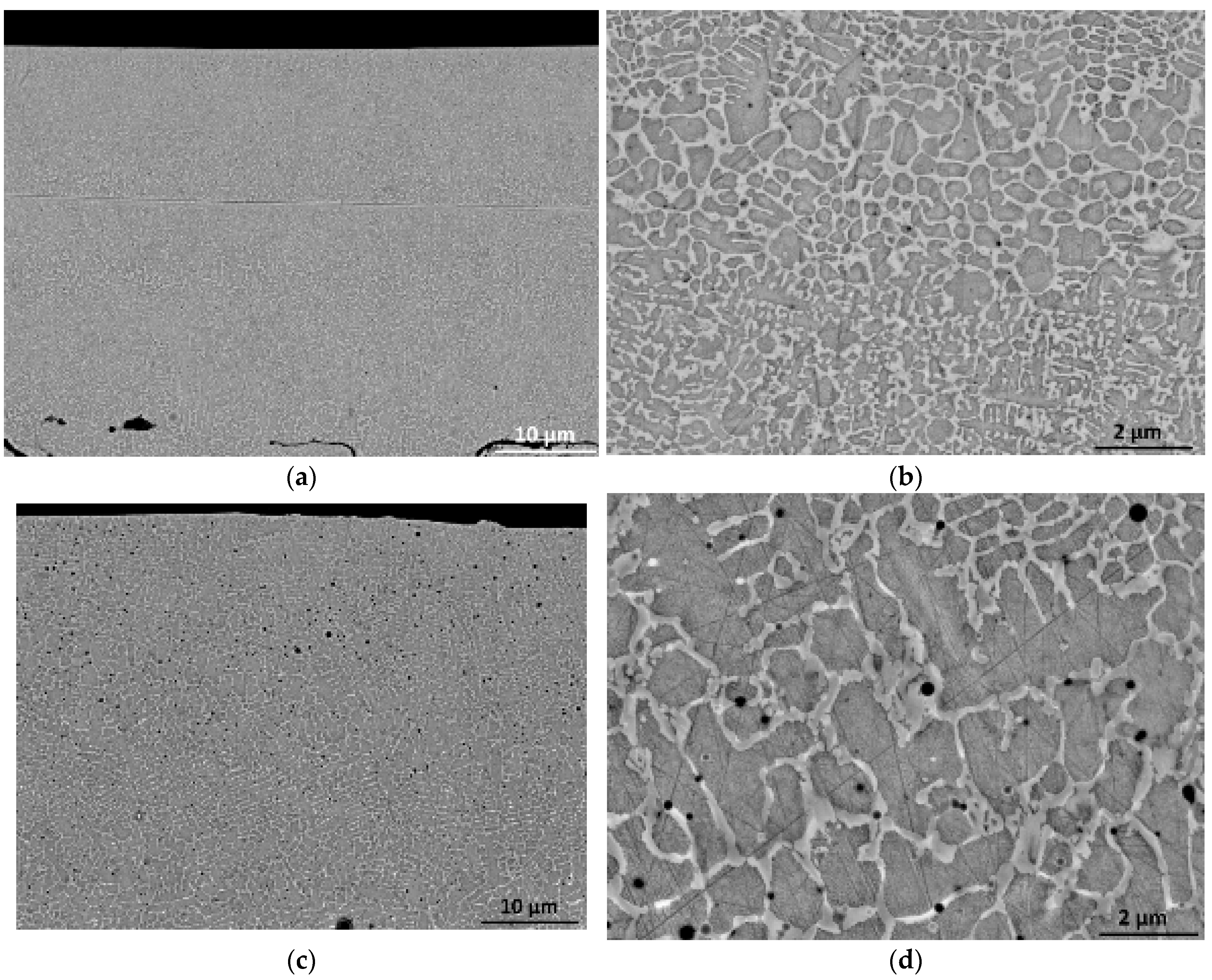
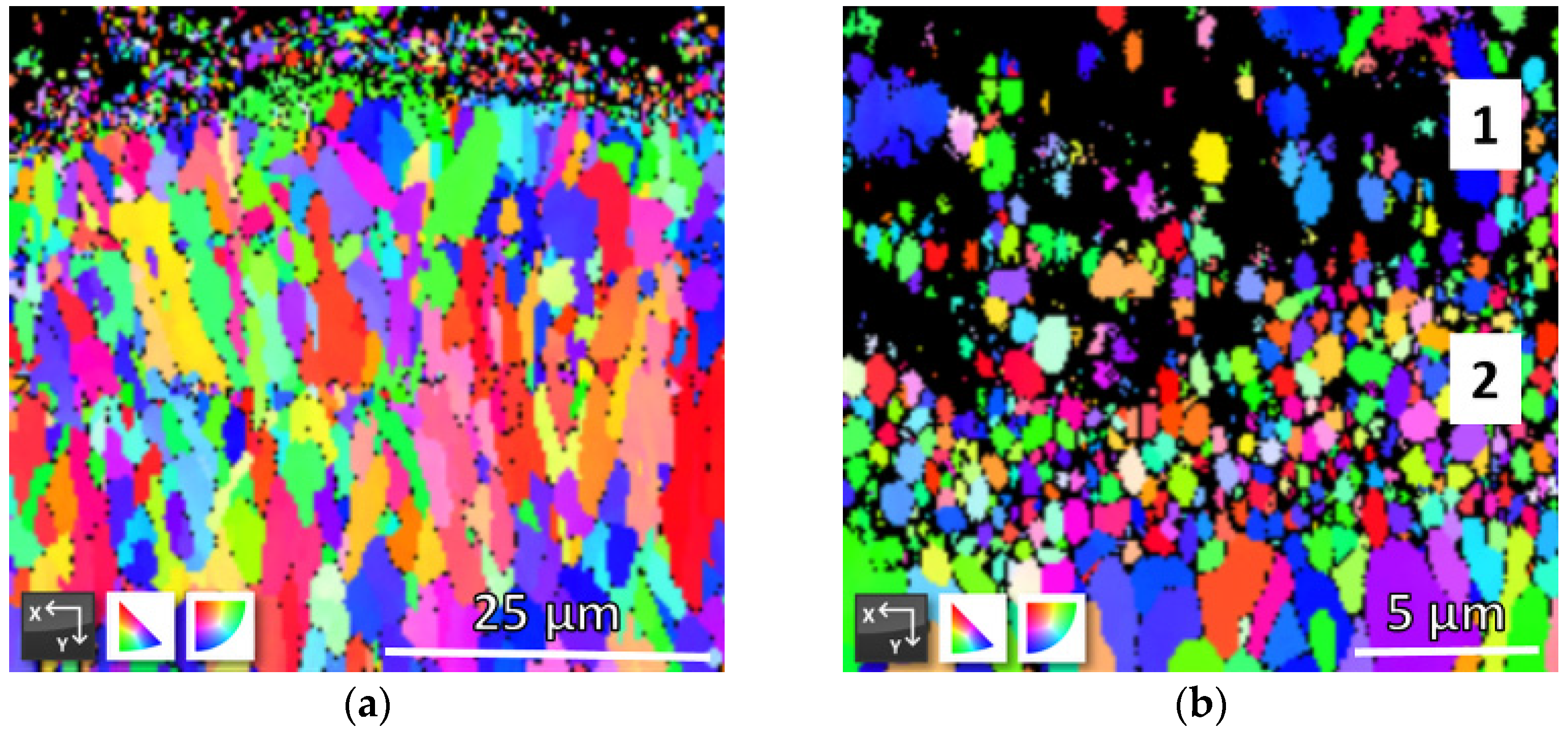
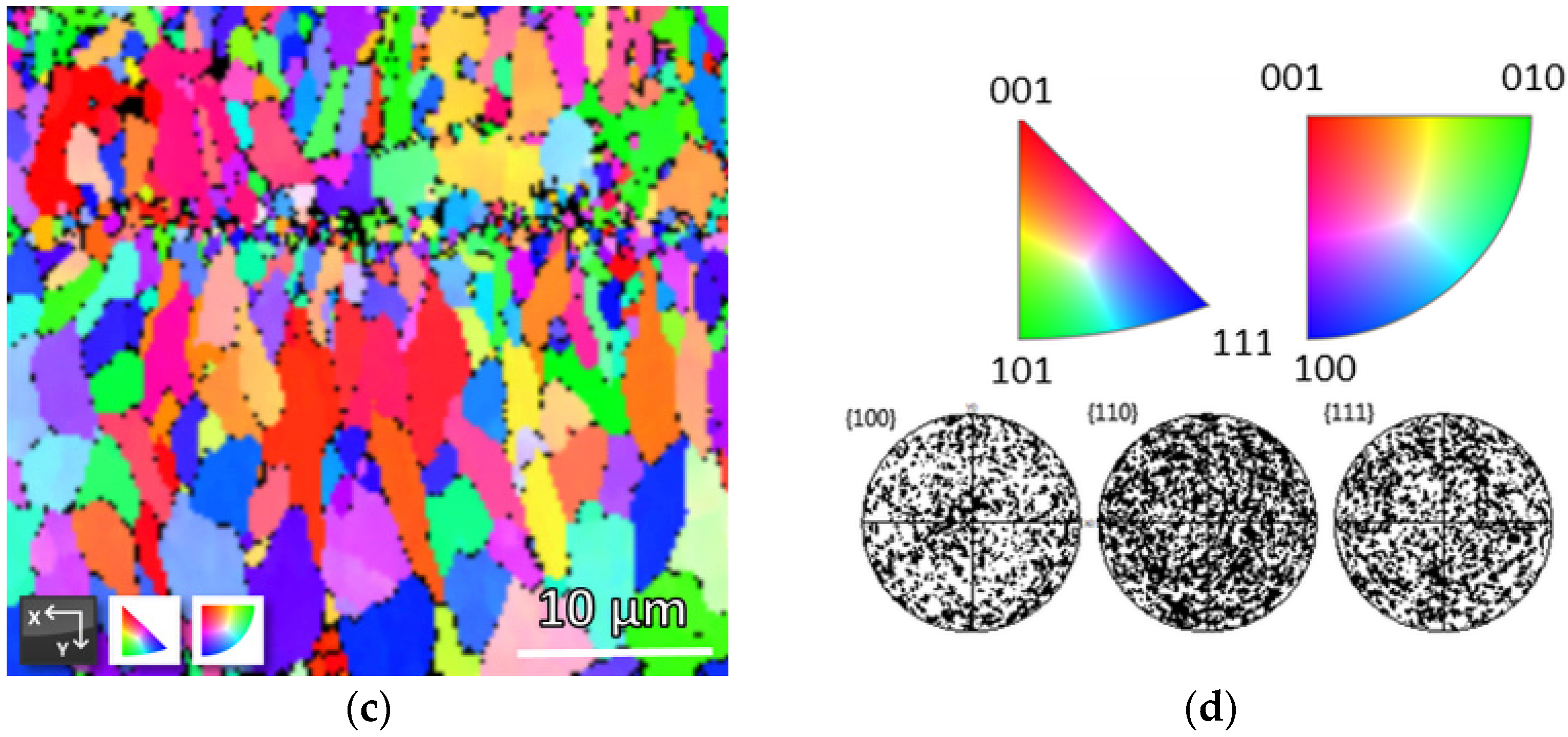
3.1. Structural Characterization
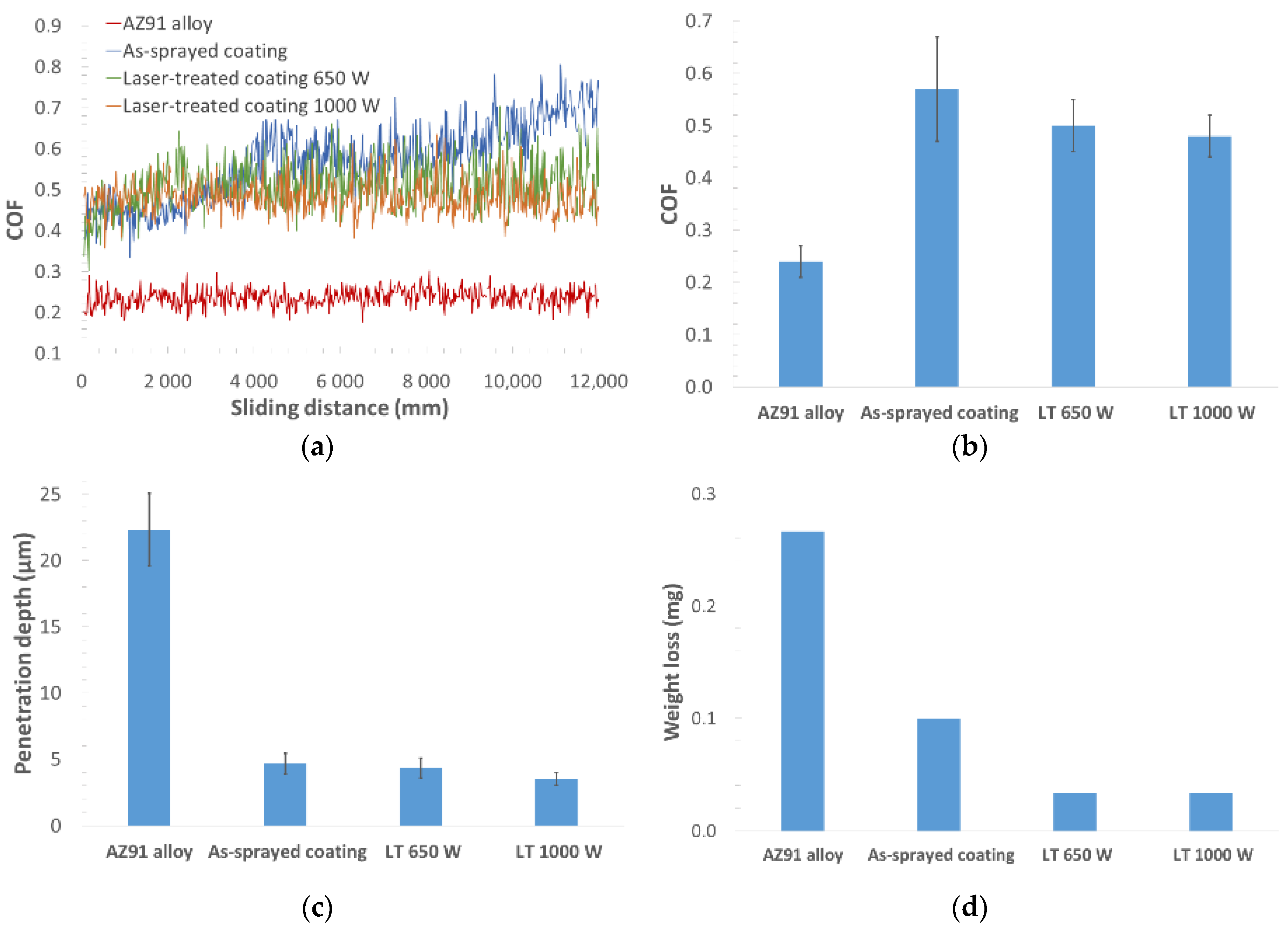
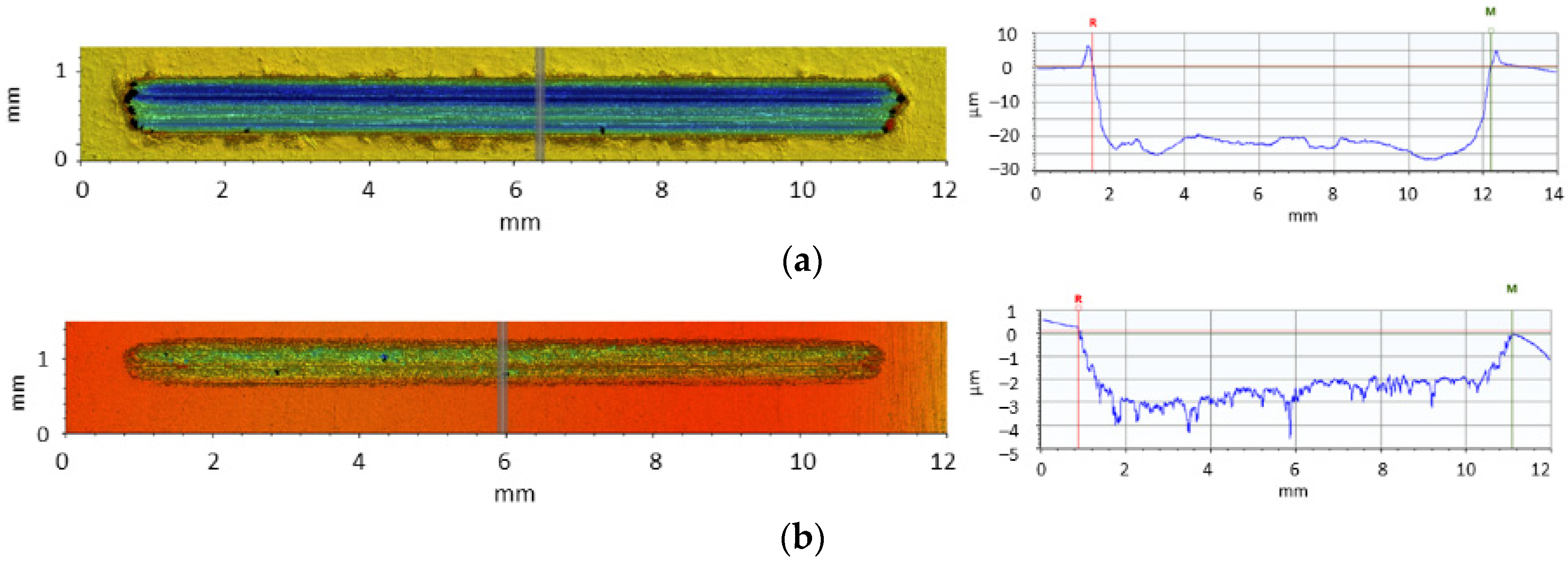
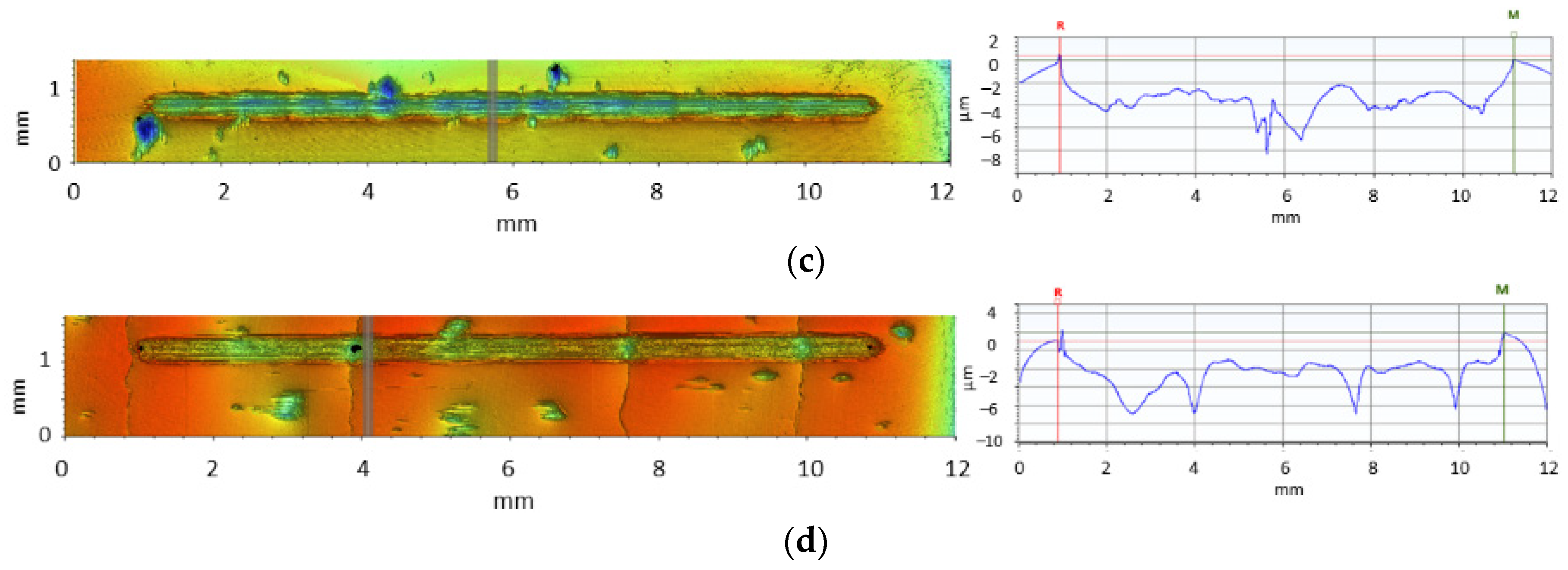
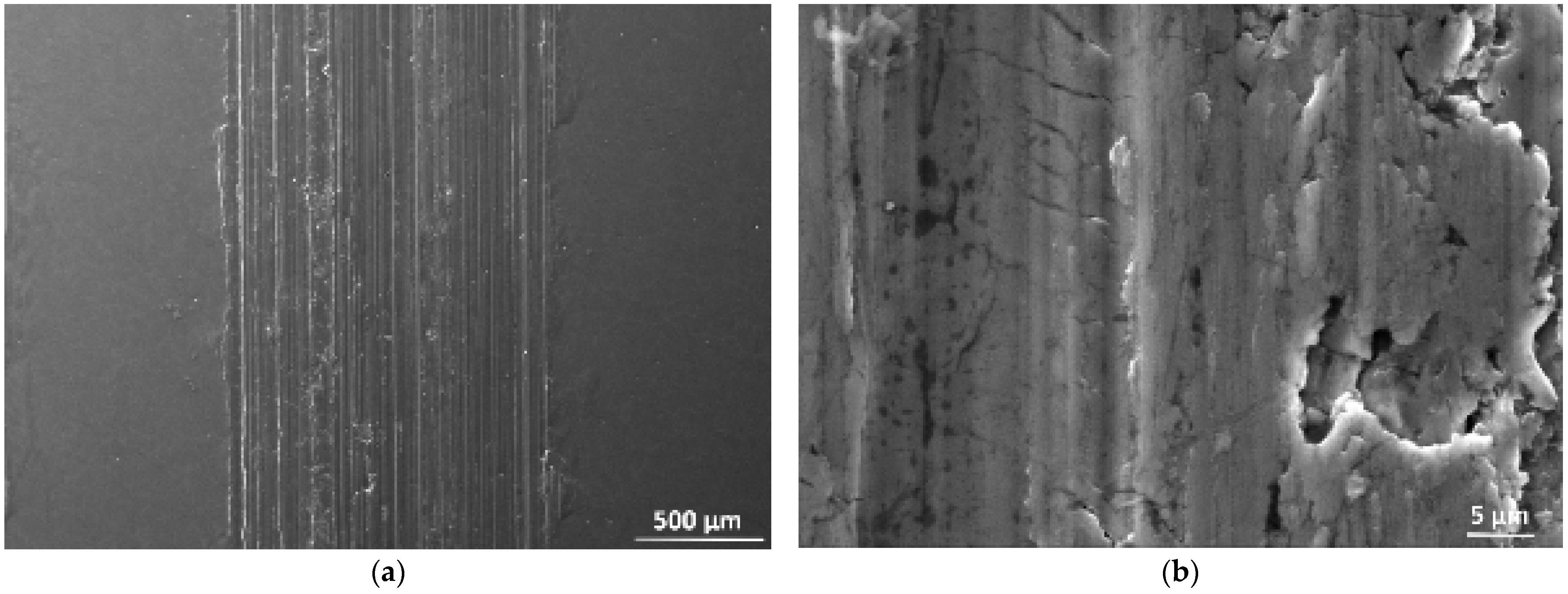
3.2. Tribological Behaviour
4. Conclusions
- -
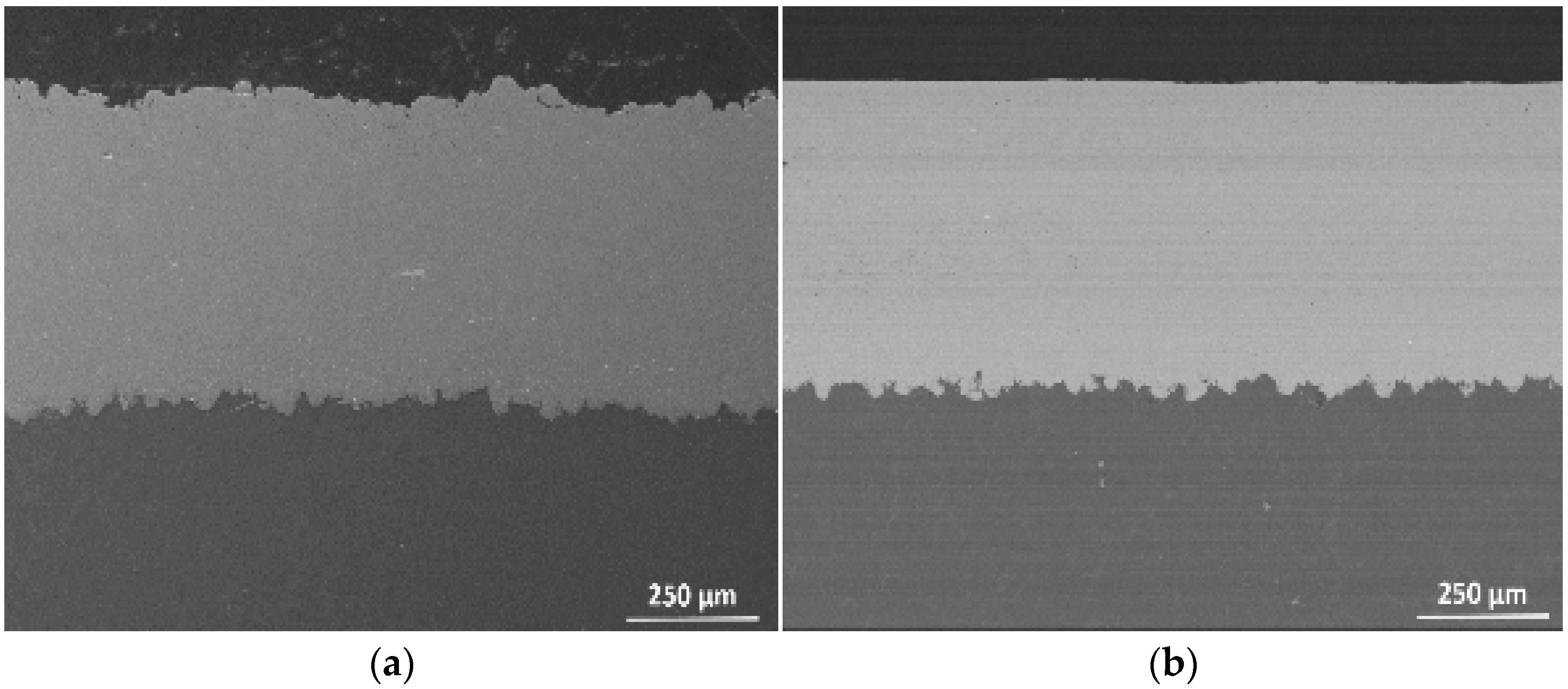
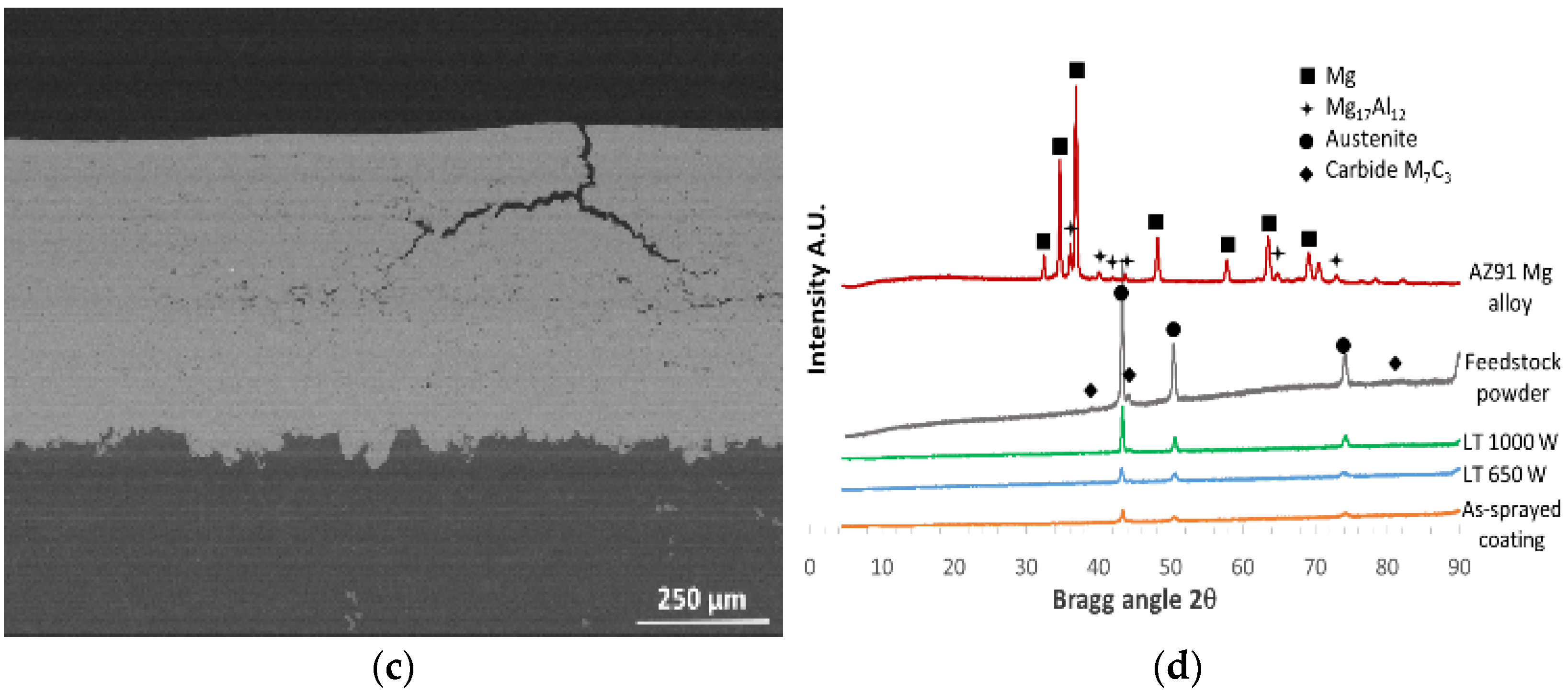
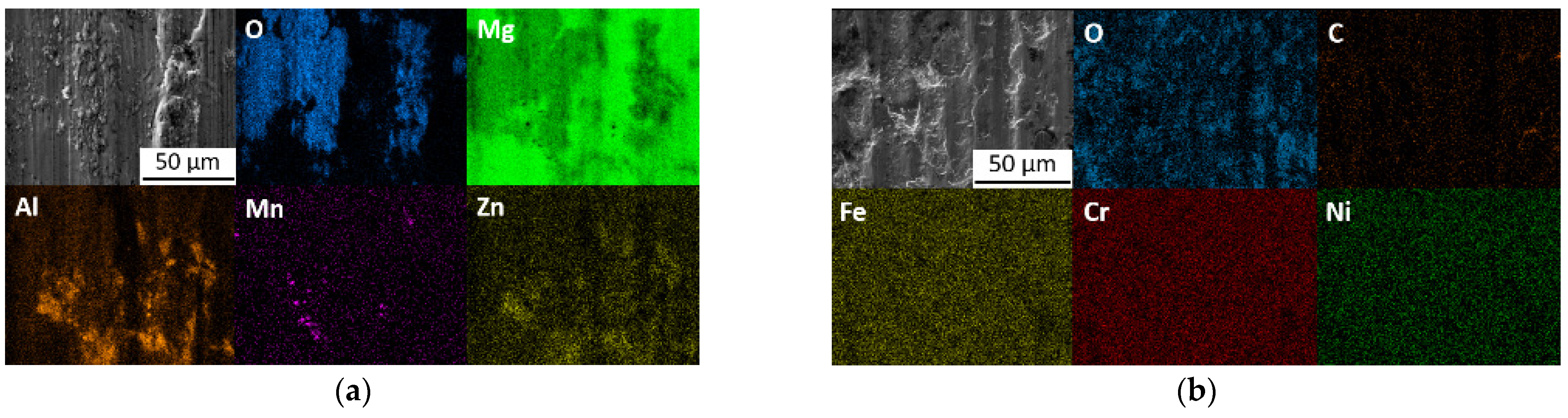
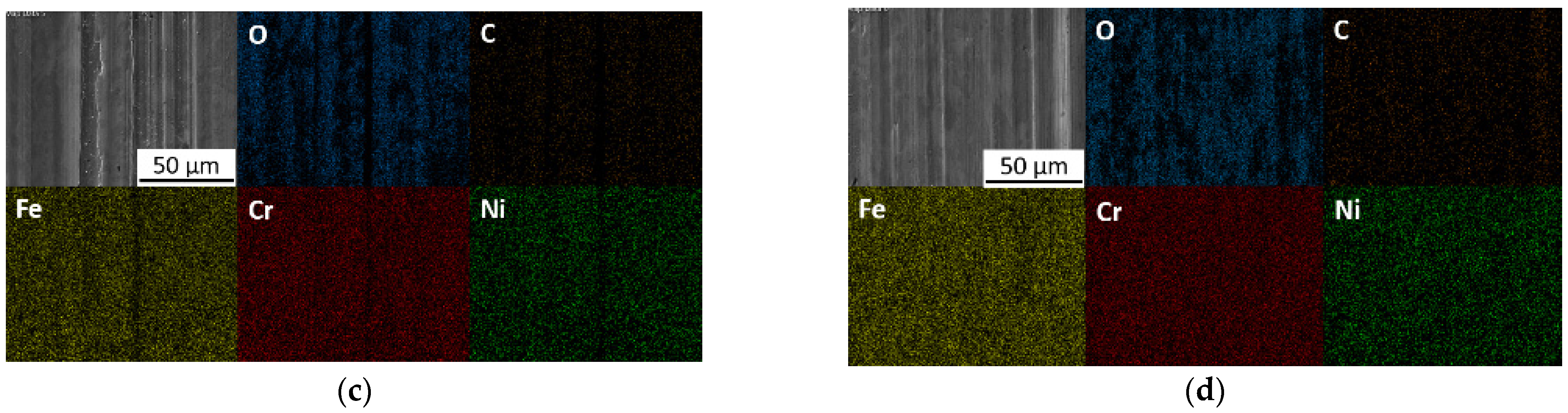
- Fe-based coatings were thermally sprayed on the surface of AZ91 magnesium alloy via the HVOF method using commercially available powders.
- -
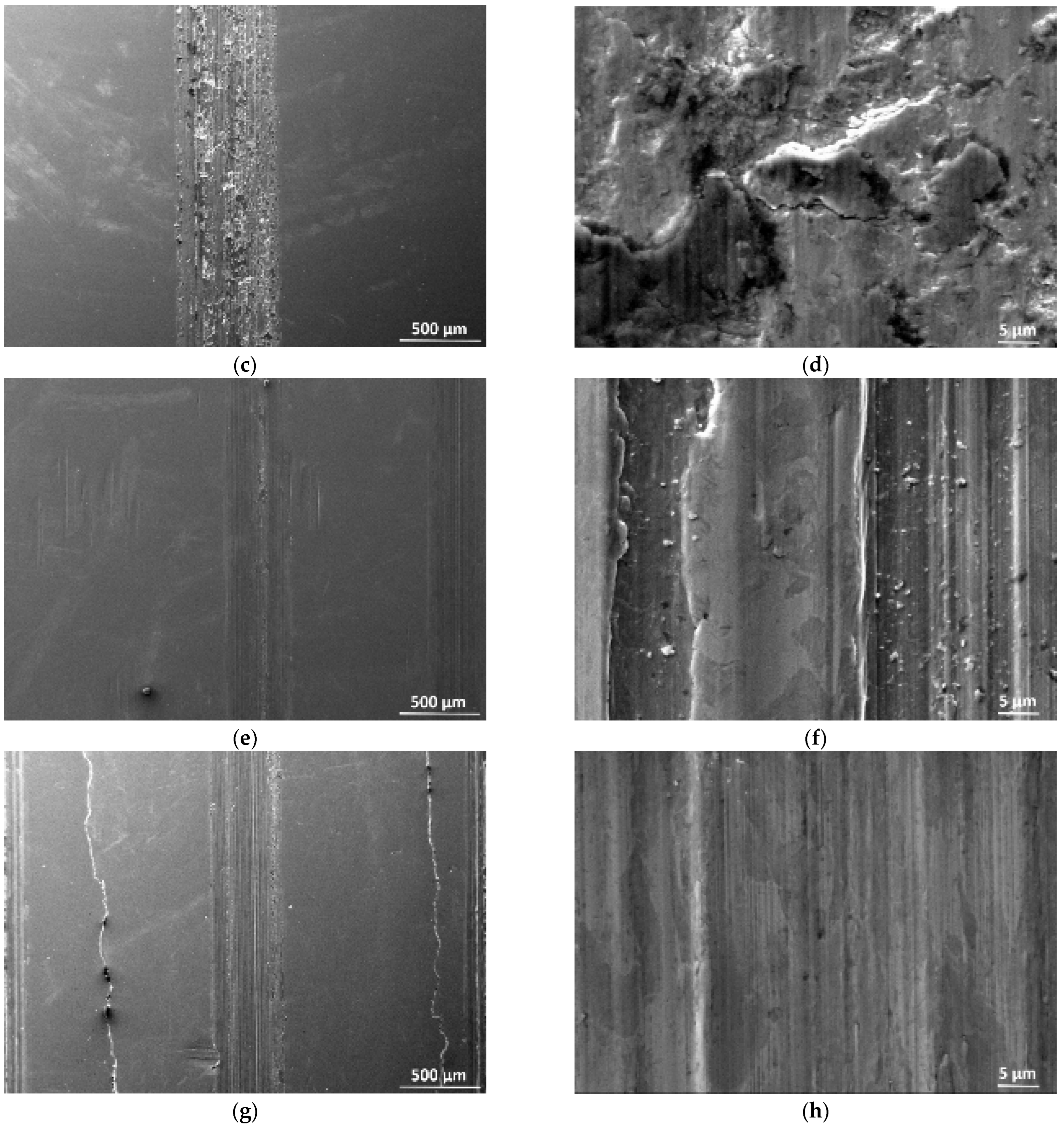
- Laser remelting of the coating surface layer resulted in a change in the microstructure in the 30 ± 5 µm or 45 ± 5 µm-thick remelted layer.
- -
- Laser remelting of the thermally sprayed coating resulted in the disappearance of porosity and an increase in the hardness of the coating up to 625 ± 5 HV0.3.
- -
- The remelting of the coating at 1000 W laser power resulted in cracks in the coating due to internal stresses and volume changes.
- -
- On the basis of tribological measurements performed by the ball-on-plate method, it was shown that the sprayed coatings and laser-remelted coatings had a higher value of COF than the uncoated AZ91 alloy; however, surface-treated samples showed significantly lower wear rates and lower weight loss values (five times lower).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Friedrich, H.E.; Mordike, B.L. Magnesium Technology: Metallurgy, Design Data, Applications; Springer: Berlin/Heidelberg, Germany, 2006; pp. 1–677. [Google Scholar]
- Braszczyńska-Malik, K.N. Discontinuous and continuous precipitation in magnesium–aluminium type alloys. J. Alloys Compd. 2009, 477, 870–876. [Google Scholar] [CrossRef]
- Parco, M.; Zhao, L.; Zwick, J.; Bobzin, K.; Lugscheider, E. Investigation of HVOF spraying on magnesium alloys. Surf. Coat. Technol. 2006, 201, 3269–3274. [Google Scholar] [CrossRef]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Hu, L.; Meng, Q.; Chen, S.; Wang, H. Effect of Zn content on the chemical conversion treatments of AZ91D magnesium alloy. Appl. Surf. Sci. 2012, 259, 816–823. [Google Scholar] [CrossRef]
- Pekguleryuz, M. Magnesium casting alloys. Magn. Technol. Metall. Des. Data Appl. 2006, 145–218. [Google Scholar] [CrossRef]
- Song, G.L. Corrosion and Protection of Magnesium Alloys: An Overview of Research Undertaken by CAST. Mater. Sci. Forum 2005, 488–489, 649–652. [Google Scholar] [CrossRef]
- Song, G.-L. Corrosion Prevention of Magnesium Alloys; Woodhead Publishing: Sawston, UK, 2013; 562p. [Google Scholar]
- Song, G.-L. Corrosion of Magnesium Alloys; Woodhead Publishing: Sawston, UK, 2011; 640p. [Google Scholar]
- Zhao, M.C.; Liu, M.; Song, G.L.; Atrens, A. Influence of Homogenization Annealing of AZ91 on Mechanical Properties and Corrosion Behavior. Adv. Eng. Mater. 2008, 10, 93–103. [Google Scholar] [CrossRef]
- Iwaszko, J.; Strzelecka, M. Microstructure and Corrosion Resistance of AZ91 Magnesium Alloy after Surface Remelting Treatment. Materials 2022, 15, 8980. [Google Scholar] [CrossRef] [PubMed]
- Hadzima, B.; Kajánek, D.; Jambor, M.; Drábiková, J.; Březina, M.; Buhagiar, J.; Pastorková, J.; Jacková, M. PEO of AZ31 Mg Alloy: Effect of Electrolyte Phosphate Content and Current Density. Metals 2020, 10, 1521. [Google Scholar] [CrossRef]
- Shulha, T.; Serdechnova, M.; Lamaka, S.V.; Lu, X.; Feiler, C.; Blawert, C.; Zheludkevich, M.L. Corrosion Inhibitors Intercalated into Layered Double Hydroxides Prepared In Situ on AZ91 Magnesium Alloys: Structure and Protection Ability. ACS Appl. Mater. Interfaces 2023, 15, 6112. [Google Scholar] [CrossRef]
- Doskočil, L.; Šomanová, P.; Másilko, J.; Buchtík, M.; Hasoňová, M.; Kalina, L.; Wasserbauer, J. Characterization of Prepared Superhydrophobic Surfaces on AZ31 and AZ91 Alloys Etched with ZnCl2 and SnCl2. Coatings 2022, 12, 1414. [Google Scholar] [CrossRef]
- Buchtík, M.; Kosár, P.; Wasserbauer, J.; Tkacz, J.; Doležal, P. Characterization of Electroless Ni–P Coating Prepared on a Wrought ZE10 Magnesium Alloy. Coatings 2018, 8, 96. [Google Scholar] [CrossRef] [Green Version]
- Buchtík, M.; Krystỳnová, M.; Másilko, J.; Wasserbauer, J. The Effect of Heat Treatment on Properties of Ni–P Coatings Deposited on a AZ91 Magnesium Alloy. Coatings 2019, 9, 461. [Google Scholar] [CrossRef] [Green Version]
- Wasserbauer, J.; Buchtík, M.; Brescher, R. Investigation of Ni-P coatings on AZ91 cast magnesium alloy. In Proceedings of the 28th International Conference on Metallurgy and Materials, Brno, Czech Republic, 22–24 May 2019; pp. 1192–1196. [Google Scholar]
- Buchtík, M.; Hasoňová, M.; Horník, P.; Březina, M.; Doskočil, L.; Másilko, J.; Mrňa, L.; Filipenský, J.; Kuběna, I.; Fintová, S.; et al. Influence of laser remelting on the microstructure and corrosion behavior of HVOF-sprayed Fe-based coatings on magnesium alloy. Mater. Charact. 2022, 194, 112343. [Google Scholar] [CrossRef]
- Milanti, A.; Matikainen, V.; Bolelli, G.; Koivuluoto, H.; Lusvarghi, L.; Vuoristo, P. Microstructure and Sliding Wear Behavior of Fe-Based Coatings Manufactured with HVOF and HVAF Thermal Spray Processes. J. Therm. Spray Technol. 2016, 25, 1040–1055. [Google Scholar] [CrossRef]
- Bolelli, G.; Berger, L.M.; Börner, T.; Koivuluoto, H.; Lusvarghi, L.; Lyphout, C.; Markocsan, N.; Matikainen, V.; Nylén, P.; Sassatelli, P.; et al. Tribology of HVOF- and HVAF-sprayed WC–10Co4Cr hardmetal coatings: A comparative assessment. Surf. Coat. Technol. 2015, 265, 125–144. [Google Scholar] [CrossRef]
- Fauchais, P.L.; Heberlein, J.V.R.; Boulos, M.I. Thermal Spray Fundamentals: From Powder to Part; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2014; pp. 1–1566. [Google Scholar]
- Sobolev, V.V.; Guilemany, J.M.; Nutting, J.; Joshi, S. High Velocity Oxy-Fuel Spraying: Theory, Structure-Property Relationships and Applications; Maney: London, UK, 2004; p. 397. [Google Scholar]
- Liu, C.; Zheng, H.; Gu, X.; Jiang, B.; Liang, J. Effect of severe shot peening on corrosion behavior of AZ31 and AZ91 magnesium alloys. J. Alloys Compd. 2019, 770, 500–506. [Google Scholar] [CrossRef]
- Bagherifard, S.; Hickey, D.J.; Fintová, S.; Pastorek, F.; Fernandez-Pariente, I.; Bandini, M.; Webster, T.J.; Guagliano, M. Effects of nanofeatures induced by severe shot peening (SSP) on mechanical, corrosion and cytocompatibility properties of magnesium alloy AZ31. Acta Biomater. 2018, 66, 93–108. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wagner, L. Shot Peening; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Guo, Y.; Wang, S.; Liu, W.; Sun, Z.; Zhu, G.; Xiao, T. Effect of laser shock peening on tribological properties of magnesium alloy ZK60. Tribol. Int. 2020, 144, 106138. [Google Scholar] [CrossRef]
- Jiang, J.; Hou, W.; Feng, X.; Shen, Y. Oxidation resistant FeCoNiCrAl high entropy alloy/AlSi12 composite coatings with excellent adhesion on Ti-6Al-4 V alloy substrate via mechanical alloying and subsequent laser cladding. Surf. Coat. Technol. 2023, 464, 129577. [Google Scholar] [CrossRef]
- Hou, W.; Ding, Y.; Huang, G.; Huda, N.; Shah, L.H.A.; Piao, Z.; Shen, Y.; Shen, Z.; Gerlich, A. The role of pin eccentricity in friction stir welding of Al-Mg-Si alloy sheets: Microstructural evolution and mechanical properties. Int. J. Adv. Manuf. Technol. 2022, 121, 7661–7675. [Google Scholar] [CrossRef]
- Song, Y.L.; Yao, A.E.; Liu, H.; Yu, A.S.R.; Zhu, A.X.Y.; Wang, A.S.H. Effect of neodymium on microstructure and corrosion resistance of AZ91 magnesium alloy. J. Mater. Sci. 2007, 42, 4435–4440. [Google Scholar] [CrossRef]
- Ling, W. Effect of Neodymium on Microstructure and Mechanical Properties of Mg-Sb Alloy. J. Rare Earths 2006, 24, 376–378. [Google Scholar] [CrossRef]
- Lin, H.; Yang, M.; Tang, H.; Pan, F. Effect of minor Sc on the microstructure and mechanical properties of AZ91 Magnesium Alloy. Prog. Nat. Sci. Mater. Int. 2018, 28, 66–73. [Google Scholar] [CrossRef]
- Bonnah, R.C.; Fu, Y.; Hao, H. Microstructure and mechanical properties of AZ91 magnesium alloy with minor additions of Sm, Si and Ca elements. China Foundry 2019, 16, 319–325. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.Z.; Hu, X.B.; Zheng, S.J.; Zhu, Y.L.; Wei, H.; Ma, X.L. Microstructural evolution of the interface between NiCrAlY coating and superalloy during isothermal oxidation. J. Mater. 2015, 80, 63–69. [Google Scholar] [CrossRef]
- Deforce, B.S.; Eden, T.J.; Potter, J.K. Cold spray Al-5% Mg coatings for the corrosion protection of magnesium alloys. J. Therm. Spray Technol. 2011, 20, 1352–1358. [Google Scholar] [CrossRef]
- Yao, H.L.; Yi, Z.H.; Yao, C.; Zhang, M.X.; Wang, H.T.; Li, S.B.; Bai, X.B.; Chen, Q.Y.; Ji, G.C. Improved corrosion resistance of AZ91D magnesium alloy coated by novel cold-sprayed Zn-HA/Zn double-layer coatings. Ceram. Int. 2019, 46, 7687–7693. [Google Scholar] [CrossRef]
- Röttger, A.; Weber, S.; Theisen, W.; Rajasekeran, B.; Vassen, R. Mechanical properties of thermally sprayed Fe based coatings. Mater. Sci. Technol. 2011, 27, 973–982. [Google Scholar] [CrossRef]
- Guo, S.F.; Pan, F.S.; Zhang, H.J.; Zhang, D.F.; Wang, J.F.; Miao, J.; Su, C.; Zhang, C. Fe-based amorphous coating for corrosion protection of magnesium alloy. Mater. Des. 2016, 108, 624–631. [Google Scholar] [CrossRef]
- García-Rodríguez, S.; Torres, B.; Lopez, A.J.; Rainforth, W.M.; Otero, E.; Muñoz, M.; Rams, J. Wear Resistance of Stainless Steel Coatings on ZE41 Magnesium Alloy. J. Therm. Spray Technol. 2018, 27, 1615–1631. [Google Scholar] [CrossRef]
- Koga, G.Y.; Schulz, R.; Savoie, S.; Nascimento, A.R.C.; Drolet, Y.; Bolfarini, C.; Kiminami, C.S.; Botta, W.J. Microstructure and wear behavior of Fe-based amorphous HVOF coatings produced from commercial precursors. Surf. Coat. Technol. 2017, 309, 938–944. [Google Scholar] [CrossRef]
- Verdian, M.M. 3.13 Finishing and Post-Treatment of Thermal Spray Coatings. Compr. Mater. Finish. 2017, 3, 191–206. [Google Scholar]
- Das, B.; Gopinath, M.; Nath, A.K.; Bandyopadhyay, P.P. Effect of cooling rate on residual stress and mechanical properties of laser remelted ceramic coating. J. Eur. Ceram. Soc. 2018, 38, 3932–3944. [Google Scholar] [CrossRef]
- Fu, B.Y.; He, D.Y.; Zhao, L.D. Effect of heat treatment on the microstructure and mechanical properties of Fe-based amorphous coatings. J. Alloys Compd. 2009, 480, 422–427. [Google Scholar] [CrossRef]
- Wieczerzak, K.; Bala, P.; Stepien, M.; Cios, G.; Koziel, T. Formation of eutectic carbides in Fe–Cr–Mo–C alloy during non-equilibrium crystallization. Mater. Des. 2016, 94, 61–68. [Google Scholar] [CrossRef]
- Wieczerzak, K.; Bala, P.; Dziurka, R.; Tokarski, T.; Cios, G.; Koziel, T.; Gondek, L. The effect of temperature on the evolution of eutectic carbides and M7C3→M23C6 carbides reaction in the rapidly solidified Fe-Cr-C alloy. J. Alloys Compd. 2017, 698, 673–684. [Google Scholar] [CrossRef]
- Koga, G.Y.; Wolf, W.; Schulz, R.; Savoie, S.; Bolfarini, C.; Kiminami, C.S.; Botta, W.J. Corrosion and wear properties of FeCrMnCoSi HVOF coatings. Surf. Coat. Technol. 2019, 357, 993–1003. [Google Scholar] [CrossRef]
- Ashby, M.F.; Greer, A.L. Metallic glasses as structural materials. Scr. Mater. 2006, 54, 321–326. [Google Scholar] [CrossRef]
- Samal, S.; Tyc, O.; Cizek, J.; Klecka, J.; Lukáč, F.; Molnárová, O.; de Prado, E.; Weiss, Z.; Kopeček, J.; Heller, L.; et al. Fabrication of thermal plasma sprayed niti coatings possessing functional properties. Coatings 2021, 11, 610. [Google Scholar] [CrossRef]
- de Oliveira, M.M.; Costa, H.L.; Silva, W.M.; de Mello, J.D.B. Effect of iron oxide debris on the reciprocating sliding wear of tool steels. Wear 2019, 426–427, 1065–1075. [Google Scholar] [CrossRef]
- Yuan, C.Q.; Peng, Z.; Zhou, X.C.; Yan, X.P. The characterization of wear transitions in sliding wear process contaminated with silica and iron powder. Tribol. Int. 2005, 38, 129–143. [Google Scholar] [CrossRef]
- Santanam, N. Effect of wear debris on wear in rolling-sliding motion. Wear 1983, 90, 261–267. [Google Scholar] [CrossRef]
- Feng, A.H.; Ma, Z.Y. Enhanced mechanical properties of Mg–Al–Zn cast alloy via friction stir processing. Scr. Mater. 2007, 56, 397–400. [Google Scholar] [CrossRef]
- Chen, Q.; Zhao, Z.; Zhu, Q.; Wang, G.; Tao, K. Cerium addition improved the dry slidingwear resistance of surface welding AZ91 alloy. Materials 2018, 11, 250. [Google Scholar] [CrossRef] [Green Version]
- Lit, Y.Z.; Wang, Q.D.; Ding, W.J.; Zeng, X.Q.; Zhu, Y.P. Fracture behavior of AZ91 magnesium alloy. Mater. Lett. 2000, 44, 265–268. [Google Scholar]
- Chen, Q.; Li, K.; Liu, Y.; Zhao, Z.; Tao, K.; Zhu, Q. Effects of heat treatment on the wear behavior of surfacing AZ91 magnesium alloy. J. Mater. Res. 2017, 32, 2161–2168. [Google Scholar] [CrossRef]
- Xia, S.; Liu, Y.; Fu, D.; Jin, B.; Lu, J. Effect of Surface Mechanical Attrition Treatment on Tribological Behavior of the AZ31 Alloy. J. Mater. Sci. Technol. 2016, 32, 1245–1252. [Google Scholar] [CrossRef]
- Zafari, A.; Ghasemi, H.M.; Mahmudi, R. An investigation on the tribological behavior of AZ91 and AZ91+3wt% RE magnesium alloys at elevated temperatures. Mater. Des. 2014, 54, 544–552. [Google Scholar] [CrossRef]
- Braszczyńska-Malik, K.N. Spherical shape of γ-Mg17Al12 precipitates in AZ91 magnesium alloy processed by equal-channel angular pressing. J. Alloys Compd. 2009, 487, 263–268. [Google Scholar] [CrossRef]
- Myshkin, N.K.; Grigoriev, A.Y. Scale factor in tribology: Roughness and texture. In 2015 IFToMM World Congress Proceedings, IFToMM 2015; National Taiwan University: Taiwan, 2015. [Google Scholar]
- Rivera-Tello, C.D.; Broitman, E.; Flores-Ruiz, F.J.; Perez-Alvarez, J.; Flores-Jiménez, M.; Jiménez, O.; Flores, M. Micro and macro-tribology behavior of a hierarchical architecture of a multilayer tan/ta hard coating. Coatings 2020, 10, 263. [Google Scholar] [CrossRef] [Green Version]
- Kasama, A.H.; Cava, R.D.; Mourisco, A.; Kiminami, C.S.; Bolfarini, C. Microstructure of spray formed 2.9%C-22%Cr high chromium white cast iron. Mater. Sci. Forum 2003, 416–418, 419–424. [Google Scholar] [CrossRef]
- Tabrett, C.P.; Sare, I.R.; Ghomashchi, M.R. Microstructure-property relationships in high chromium white iron alloys. Int. Mater. Rev. 1996, 41, 59–82. [Google Scholar] [CrossRef]
- Wang, K.; Chang, B.; Lei, Y.; Fu, H.; Lin, Y. Effect of cobalt on microstructure and wear resistance of Ni-based alloy coating fabricated by laser cladding. Metals 2017, 7, 551. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.; Yu, R.; Chen, K.; Yang, X.; Liu, Y.; Yin, Y. Corrosion and corrosion-friction properties of plasma cladding wear-resistant layer on Fe-based alloy. Mater. Res. Express 2018, 5, 026525. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Thickness (µm) | Thickness of Remelted Layer (µm) | Hardness HV0.3 | Porosity (%) |
|---|---|---|---|---|
| AZ91 alloy | - | - | 85 ± 9 | - |
| As-sprayed coating | 530 ± 25 | - | 535 ± 20 | 0.7 ± 0.1 |
| Laser-remelted 650 W | 517 ± 10 | 30 ± 5 | 610 ± 8 | 0.0 ± 0.0 |
| Laser-remelted 1000 W | 515 ± 9 | 45 ± 5 | 625 ± 5 | 0.0 ± 0.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buchtík, M.; Březina, M.; Mrňa, L.; Palán, M.; Filipenský, J.; Doležal, P.; Nečas, D.; Frýza, J.; Kajánek, D.; Wasserbauer, J.; et al. Effect of Laser Remelting of Fe-Based Thermally Sprayed Coating on AZ91 Magnesium Alloy on Its Structural and Tribological Properties. Coatings 2023, 13, 1033. https://doi.org/10.3390/coatings13061033
Buchtík M, Březina M, Mrňa L, Palán M, Filipenský J, Doležal P, Nečas D, Frýza J, Kajánek D, Wasserbauer J, et al. Effect of Laser Remelting of Fe-Based Thermally Sprayed Coating on AZ91 Magnesium Alloy on Its Structural and Tribological Properties. Coatings. 2023; 13(6):1033. https://doi.org/10.3390/coatings13061033
Chicago/Turabian StyleBuchtík, Martin, Matěj Březina, Libor Mrňa, Marek Palán, Jan Filipenský, Pavel Doležal, David Nečas, Josef Frýza, Daniel Kajánek, Jaromír Wasserbauer, and et al. 2023. "Effect of Laser Remelting of Fe-Based Thermally Sprayed Coating on AZ91 Magnesium Alloy on Its Structural and Tribological Properties" Coatings 13, no. 6: 1033. https://doi.org/10.3390/coatings13061033
APA StyleBuchtík, M., Březina, M., Mrňa, L., Palán, M., Filipenský, J., Doležal, P., Nečas, D., Frýza, J., Kajánek, D., Wasserbauer, J., & Doskočil, L. (2023). Effect of Laser Remelting of Fe-Based Thermally Sprayed Coating on AZ91 Magnesium Alloy on Its Structural and Tribological Properties. Coatings, 13(6), 1033. https://doi.org/10.3390/coatings13061033