
Investigation of the Effect of Additional Zirconium Diboride (ZrB2) in Spherical Graphite Cast Iron on Mechanical Properties


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Production
2.2. Preparation of Test Samples
3. Results and Discussion
4. Conclusions
- In hardness measurement tests, the highest measurement was 243 HB in sample C. The closest value to this value was determined to be an average of 242 HB in sample D. When the results of the samples added at different rates were compared with the results of sample A, there was an increase in the hardness values.
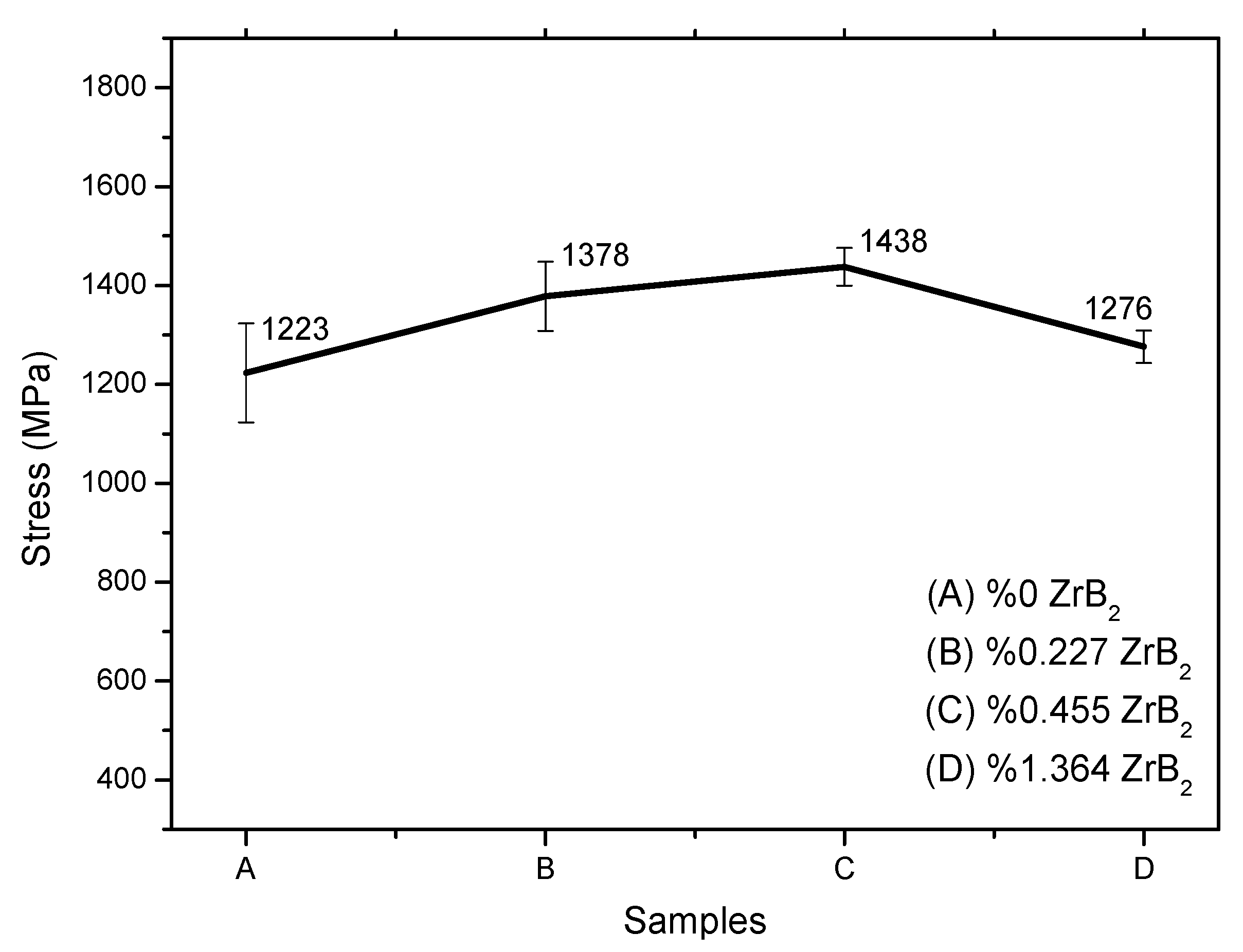
- In compression tests, the highest value was detected as 1438 MPa in sample C. As the addition rate increased, it could be stated that there was an increase in the compressive stress values in general compared to sample A.
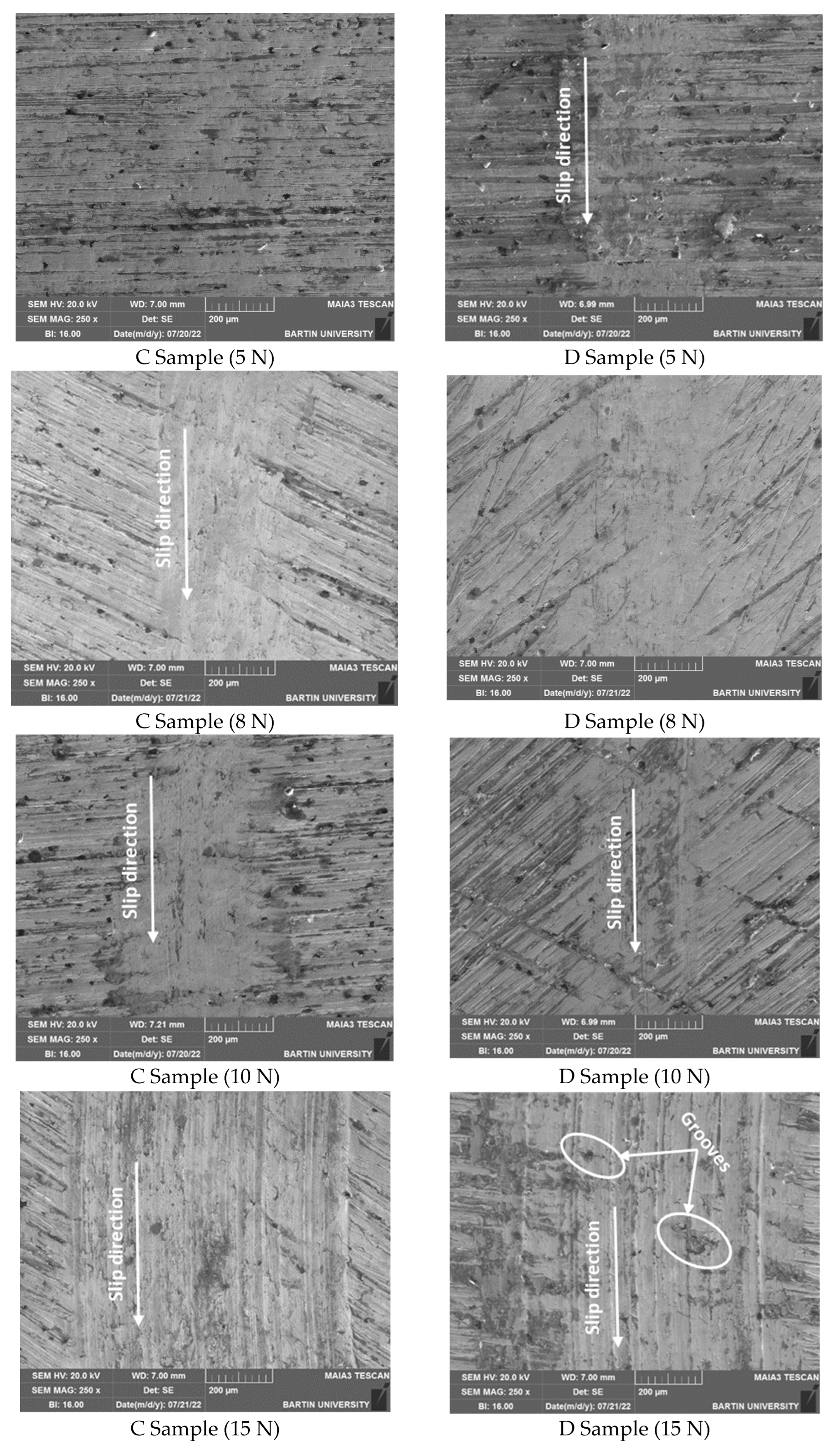
- When the wear condition was examined according to the increasing load values, it was observed that wear volume losses increased as the load value increased. Wear volumetric losses of sample B were detected as 0.1 mm3 at the 5 N load, 0.5 mm3 at the 8 N load, 0.9 mm3 at the 10 N load, and 1.8 mm3 at the 15 N load. A similar condition was observed in samples C and D.
- An increasing trend was observed in hardness values (sample A, 234 MPa; sample B, 239 MPa; sample C, 243 MPa; sample D, 242 MPa) with increasing additive ratios. Since it is difficult to remove particles from materials with increased hardness, the amount of wear decreases when hardness increases.
5. Future Research
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ceschini, L.; Campana, G.; Pagano, N.; Angelini, V. Effect of laser surface treatment on the dry sliding behaviour of the EN-GJS400-12 ductile cast iron. Tribol. Int. 2016, 104, 342–351. [Google Scholar] [CrossRef]
- Orłowicz, A.W.; Trytek, A. Effect of rapid solidification on sliding wear of iron castings. Wear 2003, 254, 154–163. [Google Scholar] [CrossRef]
- Günen, A.; Soylu, B.; Karakaş, Ö. Titanium carbide coating to improve surface characteristic, wear and corrosion resistance of spheroidal graphite cast irons. Surf. Coat. Technol. 2022, 437, 128280. [Google Scholar] [CrossRef]
- Pegoraro, M.A.; Tenailleau, C.; Ebel, A.; Malard, B.; Lacaze, J. Spheroidal graphite coalescence during thermal cycling in the ferritic domain of a high-silicon cast iron studied by optical microscopy and X-ray computed tomography. Mater. Today Commun. 2020, 25, 101422. [Google Scholar] [CrossRef]
- Çolak, M.; Arslan, İ.; Gavgalı, E. Solidification simulation of gray cast iron and comparision with real cast. Eng. Sci. 2018, 13, 280–290. [Google Scholar] [CrossRef]
- Diószegi, A.; Svidró, P.; Elmquist, L.; Dugic, I. Defect formation mechanisms in lamellar graphite ıron related to the casting geometry. Int. J. Cast Met. Res. 2016, 29, 279–285. [Google Scholar] [CrossRef]
- Park, Y.K.; Ha, K.; Bae, K.C.; Shin, K.Y.; Lee, K.Y.; Shim, D.; Lee, W. Mechanical properties and wear resistance of direct energy deposited Fe–12Mn–5Cr–1Ni-0.4C steel deposited on spheroidal graphite cast iron. J. Mater. Res. Technol. 2022, 19, 3484–3497. [Google Scholar] [CrossRef]
- Abboud, J.H. Microstructure and erosion characteristic of nodular cast iron surface modified by tungsten inert gas. Mater. Des. 2012, 35, 677–684. [Google Scholar] [CrossRef]
- Shamanian, M.; Abarghouie, S.M.; Pour, S.R. Effects of surface alloying on microstructure and wear behavior of ductile iron. Mater. Des. 2010, 31, 2760–2766. [Google Scholar] [CrossRef]
- Sun, G.; Zhou, R.; Li, P.; Feng, A.; Zhang, Y. Laser surface alloying of C-B-W-Cr powders on nodular cast iron rolls. Surf. Coat. Technol. 2011, 205, 2747–2754. [Google Scholar] [CrossRef]
- Nili-Ahmadabadi, M.; Shamloo, R. Control of austenitic transformation in ductile iron aided by calculation of Fe-C-Si-X phase boundaries. J. Phase Equilibria 2001, 22, 194–198. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, F. Laser induced domino exfoliation of graphite to graphene in spheroidal graphite cast iron. Surf. Coat. Technol. 2016, 285, 235–241. [Google Scholar] [CrossRef]
- Chen, X.-R.; Zhai, Q.-J.; Dong, H.; Dai, B.-H.; Mohrbacher, H. Molybdenum alloying in cast iron and steel. Adv. Manuf. 2019, 8, 3–14. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.F.; Yao, M.; Zhang, X.B.; Wang, X.D. Optimization Control for Solidification Process of Secondary Cooling in Continuous Casting Steel. Appl. Mech. Mater. 2012, 263–266, 822–827. [Google Scholar] [CrossRef]
- Triani, R.M.; Neto, J.B.T.D.R.; Oliveira, P.G.B.D.; Rêgo, G.C.; Neto, A.L.; Casteletti, L.C. In-Situ production of metal matrix composites layers by TIG surface alloying to improve wear resistance of ductile cast iron using a Buffer-Layer and post weld heat treatment. Coatings 2023, 13, 1137. [Google Scholar] [CrossRef]
- Erturk, S.O.; Ozel, A. Investigation on the production of solution strenghted ductile iron part grade 500-14. Bayburt Univ. J. Sci. 2020, 3, 41–45. [Google Scholar]
- Collini, L.; Pirondi, A. Microstructural, multilevel simulation of notch effect in ferritic ductile cast iron under low cycle fatigue. Int. J. Fatigue 2022, 162, 106993. [Google Scholar] [CrossRef]
- Jost, B.; Klein, M.; Beck, T.; Eifler, D. Out-of-phase Tmf lifetime calculation of en-GJS-600 (ASTM 80-55-06) ductile cast iron based on strain increase tests and evaluation of cyclic deformation behavior in isothermal measuring intervals. Int. J. Fatigue 2018, 117, 274–282. [Google Scholar] [CrossRef]
- Küçük, Y.; Altas, E.; Topcu, M.E. A comparative analysis of the effect of laser surface treatment on the dry sliding wear behavior of ductile cast irons with different microstructures. Optik 2023, 274, 170540. [Google Scholar] [CrossRef]
- Wang, B.; Pan, Y.; Liu, Y.; Lyu, N.; Barber, G.C.; Wang, R.; Cui, W.; Qiu, F.; Hu, M. Effects of quench-tempering and laser hardening treatment on wear resistance of gray cast iron. J. Mater. Res. Technol. 2020, 9, 8163–8171. [Google Scholar] [CrossRef]
- Ghasemi, R.; Elmquist, L. A study on graphite extrusion phenomenon under the sliding wear response of cast iron using microindentation and microscratch techniques. Wear 2014, 320, 120–126. [Google Scholar] [CrossRef] [Green Version]
- Hase, A. Visualization of the tribological behavior of graphite in cast iron by in situ observations of sliding interfaces. Tribol. Int. 2019, 138, 40–46. [Google Scholar] [CrossRef]
- Masuda, K.; Oguma, N.; Ishiguro, M.; Sakamoto, Y.; Ishihara, S. Sliding wear life and sliding wear mechanism of gray cast iron AISI NO.35B. Wear 2021, 474–475, 203870. [Google Scholar] [CrossRef]
- Hurtado-Delgado, E.; Huerta-Larumbe, L.; Pérez, A.F.M.; Aguirre-Sánchez, Á. Microcracks reduction in laser hardened layers of ductile iron. Coatings 2021, 11, 368. [Google Scholar] [CrossRef]
- Guterres, N.F.D.S.; Rusnaldy, R.; Widodo, A. Effect of chill plate thickness on surface hardening and dimensional accuracy of nodular cast iron gears manufactured by the Chill casting method. Designs 2023, 7, 56. [Google Scholar] [CrossRef]
- Aguirre, T.G.; Lamm, B.; Cramer, C.L.; Mitchell, D.J. Zirconium-diboride silicon-carbide composites: A review. Ceram. Int. 2022, 48, 7344–7361. [Google Scholar] [CrossRef]
- Sonber, J.; Suri, A. Synthesis and consolidation of zirconium diboride: Review. Adv. Appl. Ceram. 2011, 110, 321–334. [Google Scholar] [CrossRef]
- Chamberlain, A.L.; Fahrenholtz, W.G. Reactive hot pressing of zirconium diboride. J. Eur. Ceram. Soc. 2009, 29, 3401–3408. [Google Scholar] [CrossRef]
- Karadeniz, E.; Çolak, M.; Barutçu, F. Investigation of impact of amount and type of inoculants on microstructure and mechanical properties of GGG60 spheroidal graphite cast irons. Niğde Ömer Halisdemir Univ. J. Eng. Sci. 2017, 6, 275–282. [Google Scholar] [CrossRef]
- Canbilen, A.E.; Ürküt, B.B. Determining the nodularity and sphericity of ductile cast ıron by using ımage processing methods. Eur. J. Sci. Technol. Spec. Issue 2020, 5, 60–64. [Google Scholar] [CrossRef]
- Khalil-Allafi, J.; Amin-Ahmadi, B. Influence of mold preheating and silicon content on microstructure and casting properties of ductile iron in permanent mold. J. Iron Steel Res. Int. 2011, 18, 34–39. [Google Scholar] [CrossRef]
- Shinde, V.D.; Ravi, B.; Narasimhan, K. Solidification behaviour and mechanical properties of ductile iron castings with varying thickness. Int. J. Cast Met. Res. 2012, 25, 364–373. [Google Scholar] [CrossRef]
- Rupert, T.J.; Schuh, C.A. Sliding wear of nanocrystalline Ni–W: Structural evolution and the apparent breakdown of Archard scaling. Acta Mater. 2010, 58, 4137–4148. [Google Scholar] [CrossRef]
- Sundström, A.; Rendón, J.; Olsson, M. Wear behaviour of some low alloyed steels under combined impact/abrasion contact conditions. Wear 2001, 250, 744–754. [Google Scholar] [CrossRef]
- Gecü, R. Investigation of the effects of aluminum addition and austempering heat treatment on wear behavior of ductile cast irons. Niğde Ömer Halisdemir Univ. J. Eng. Sci. 2022, 11, 423–430. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | C | Si | Mn | P | S | Cr | Cu | Sn | Mg | Al | Ti | ZrB2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 3.78 | 2.44 | 0.33 | 0.0034 | 0.0022 | 0.08 | 0.03 | 0.039 | 0.06 | 0.001 | 0.033 | - |
| B | 3.57 | 2.71 | 0.35 | 0.0126 | 0.0161 | 0.133 | 0.0872 | 0.0435 | 0.0442 | 0.008 | 0.0066 | 0.227 |
| C | 3.55 | 2.82 | 0.391 | 0.0245 | 0.0202 | 0.146 | 0.0986 | 0.0563 | 0.0381 | 0.0073 | 0.0167 | 0.455 |
| D | 3.5 | 2.81 | 0.346 | 0.014 | 0.015 | 0.133 | 0.0783 | 0.0452 | 0.051 | 0.007 | 0.0082 | 1.364 |
| Sample | Load (N) | Volume Loss (mm3) | Wear Rate (×10−5 mm3/Nm) | Coefficient of Friction (COF) |
|---|---|---|---|---|
| A (0% ZrB2) | 5 | 0.0 | 1.4 | 0.96 |
| B (0.227% ZrB2) | 5 | 0.1 | 3.2 | 0.61 |
| C (0.455% ZrB2) | 5 | 0.0 | 0.7 | 0.39 |
| D (1.364% ZrB2) | 5 | 0.1 | 5.2 | 0.42 |
| A (0% ZrB2) | 8 | 0.1 | 2.4 | 0.61 |
| B (0.227% ZrB2) | 8 | 0.5 | 13.1 | 0.53 |
| C (0.455% ZrB2) | 8 | 0.3 | 8.2 | 0.40 |
| D (1.364% ZrB2) | 8 | 0.4 | 8.8 | 0.42 |
| A (0% ZrB2) | 10 | 0.1 | 1.6 | 0.53 |
| B (0.227% ZrB2) | 10 | 0.9 | 18.8 | 0.48 |
| C (0.455% ZrB2) | 10 | 0.7 | 13.4 | 0.37 |
| D (1.364% ZrB2) | 10 | 0.6 | 11.4 | 0.35 |
| A (0% ZrB2) | 15 | 0.1 | 1.9 | 0.51 |
| B (0.227% ZrB2) | 15 | 1.8 | 23.8 | 0.34 |
| C (0.455% ZrB2) | 15 | 0.9 | 12.3 | 0.38 |
| D (1.364% ZrB2) | 15 | 2.4 | 31.6 | 0.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yakut, R.; Ortakaya, R. Investigation of the Effect of Additional Zirconium Diboride (ZrB2) in Spherical Graphite Cast Iron on Mechanical Properties. Coatings 2023, 13, 1385. https://doi.org/10.3390/coatings13081385
Yakut R, Ortakaya R. Investigation of the Effect of Additional Zirconium Diboride (ZrB2) in Spherical Graphite Cast Iron on Mechanical Properties. Coatings. 2023; 13(8):1385. https://doi.org/10.3390/coatings13081385
Chicago/Turabian StyleYakut, Rifat, and Ramazan Ortakaya. 2023. "Investigation of the Effect of Additional Zirconium Diboride (ZrB2) in Spherical Graphite Cast Iron on Mechanical Properties" Coatings 13, no. 8: 1385. https://doi.org/10.3390/coatings13081385
APA StyleYakut, R., & Ortakaya, R. (2023). Investigation of the Effect of Additional Zirconium Diboride (ZrB2) in Spherical Graphite Cast Iron on Mechanical Properties. Coatings, 13(8), 1385. https://doi.org/10.3390/coatings13081385