.jpg)
Damage Grading Evaluation of Thermal Barrier Coatings under CMAS Corrosion

Abstract
:1. Introduction
2. Experiments
2.1. Coating Preparation
2.2. Thermal Cycling-CMAS Test
2.3. Characterization
3. Results and Discussion
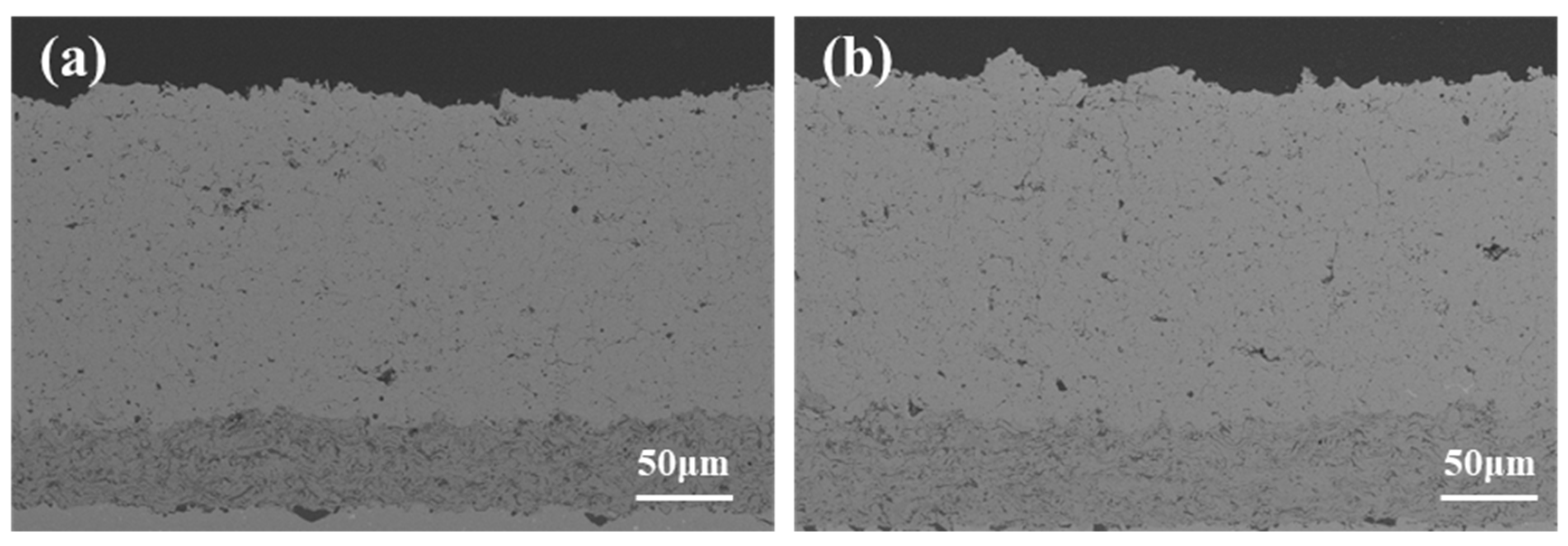
3.1. Microstructure Analysis of Coatings
3.2. Life Comparison under Thermal Cycling-CMAS Coupling Condition
3.3. Failure Analysis of Thermal Cycling-CMAS Coupling Condition
3.4. Mechanical Properties Analysis
4. Conclusions
- (1)
- The YbYSZ coating shows excellent performance under thermal cycling and CMAS coupling conditions, and its life is about 83% longer than that of the conventional YSZ coating. Due to boundary effects, the peeling of the coating originates at the edge and gradually spreads to the center of the specimen in both coatings. In the V and VI life stages, a horizontal penetrating crack near the BC/TC interface was found, which was the leading cause for the coating failure.
- (2)
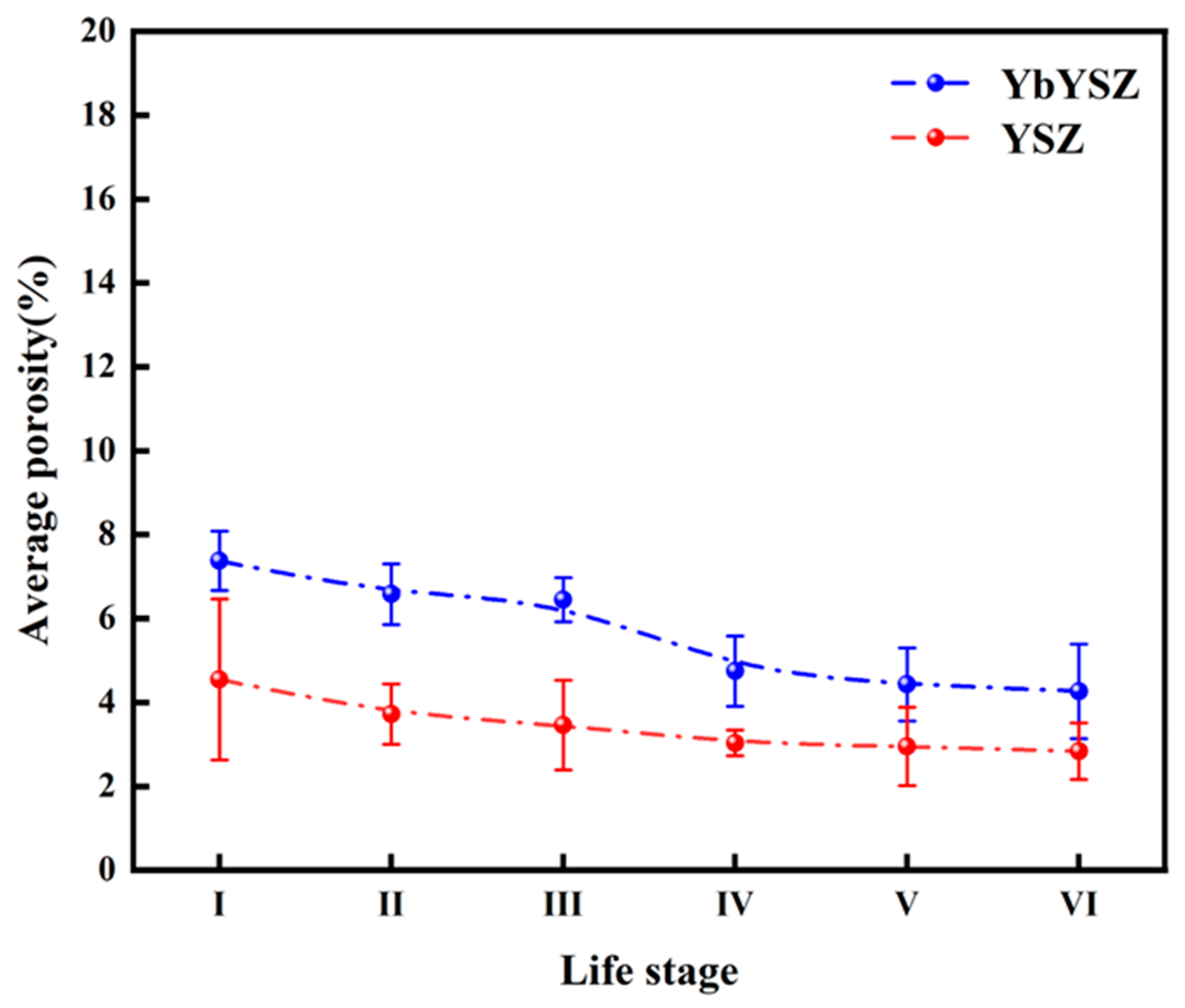
- The porosity of the YbYSZ coating is always higher than that of the YSZ coating in the whole life stage, showing relatively good sintering resistance. The XRD pattern shows that the main reason for coating failure is not phase transition but the decrease in strain tolerance and heat insulation properties caused by CMAS filling pores and accelerated sintering.
- (3)
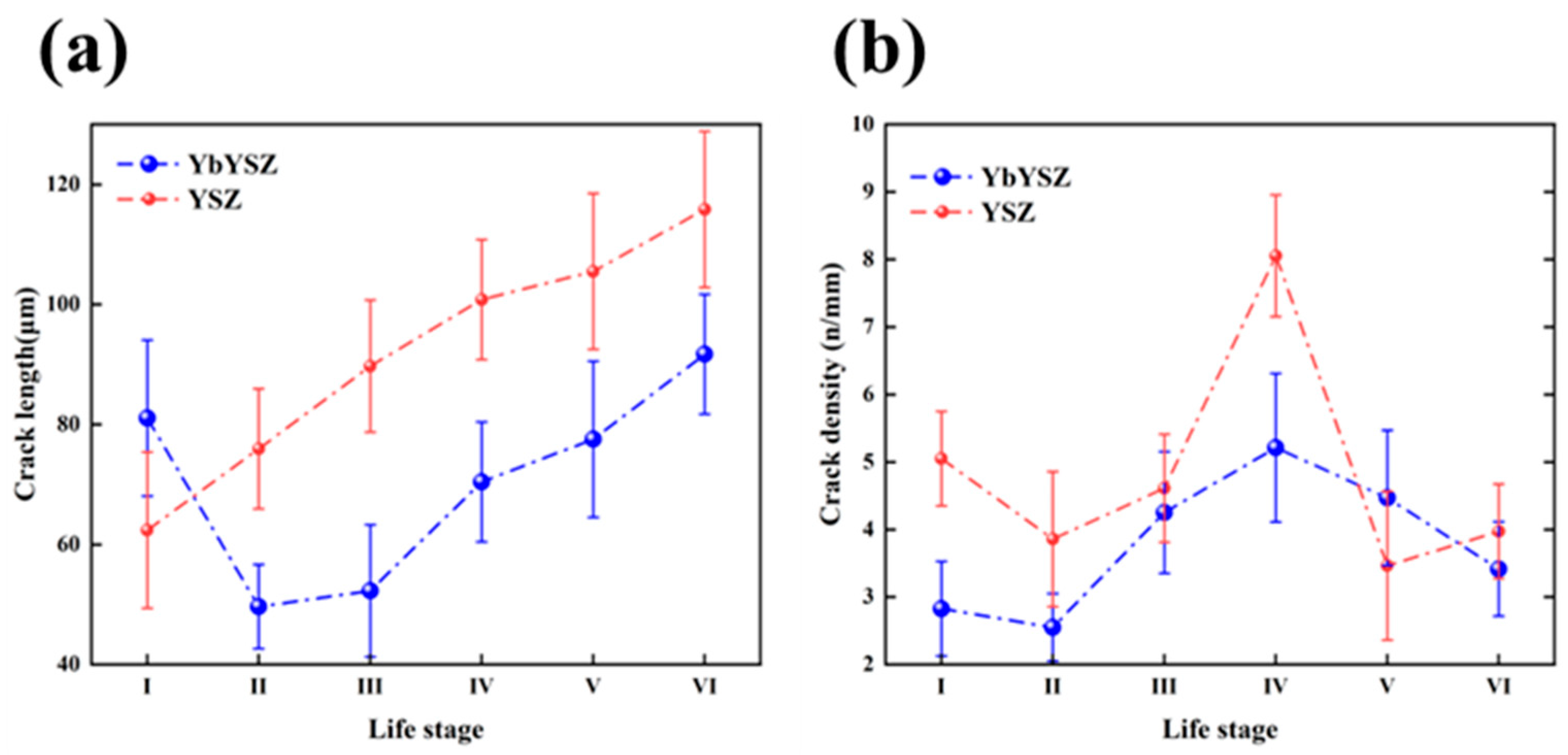
- Under the thermal cycle–CMAS coupling condition, the crack length of the two coatings increases, but the crack length of the YSZ coating is higher than that of the YbYSZ coating except at the I life stage. The crack density of the two coatings showed a “saddle shape”, and the YSZ coating showed a more prominent trend.
- (4)
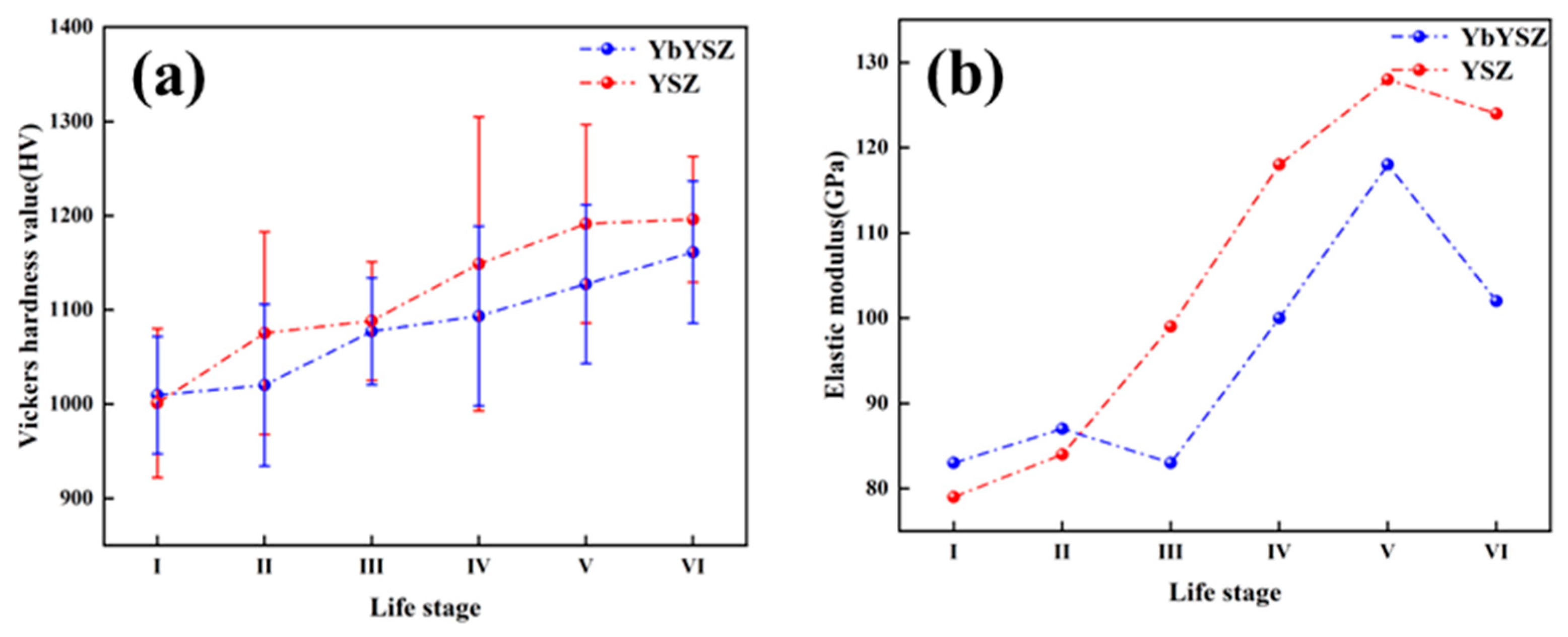
- The hardness and elastic modulus of the coating are related to the composition and structure of the coating. In the early life stage, the hardness and elastic modulus of the YbYSZ coating are slightly higher than that of the YSZ coating due to the incorporation of Yb3+. With the evolution of the life stage, the hardness of the two coatings showed an increasing trend, and the elastic modulus showed a trend of increasing first and then decreasing, which was related to the sintering behavior of the coating and the accumulation of residual stress in the coating. The hardness and elastic modulus of the YSZ coating were higher than that of the YbYSZ coating, and the elastic modulus was larger, which would lead to premature failure of the coating. Therefore, YbYSZ exhibits good mechanical properties under coupling conditions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dong, H.; Liang, X.; Bai, J.; Lan, L.; Wang, X.; Zou, H.; Wang, Y.; Tian, W.; Mao, J.; Zhang, X. The relationship between the film hole distribution and thermal cycle performance of TBCs by APS and HVOF. Surf. Coat. Technol. 2023, 467, 129694. [Google Scholar] [CrossRef]
- Poursaeidi, E.; Jamalabad, Y.Y.; Rahimi, J.; Sigaroodi, M.R.J. The effect of CMAS penetration on the micro-structure and failure of the TBCs applied by APS/APS method. Surf. Coat. Technol. 2022, 451, 129053. [Google Scholar] [CrossRef]
- Li, C.; Guo, H.; Gao, L.; Wei, L.; Gong, S.; Xu, H. Microstructures of Yttria-Stabilized Zirconia Coatings by Plasma Spray-Physical Vapor Deposition. J. Therm. Spray Technol. 2015, 24, 534–541. [Google Scholar] [CrossRef]
- Nieto, A.; Agrawal, R.; Bravo, L.; Hofmeister-Mock, C.; Pepi, M.; Ghoshal, A. Calcia–magnesia–alumina–silicate (CMAS) attack mechanisms and roadmap towards Sandphobic thermal and environmental barrier coatings. Int. Mater. Rev. 2021, 66, 451–492. [Google Scholar] [CrossRef]
- Dong, T.-S.; Kong, L.-C.; Fu, B.-G.; Li, J.-K.; Li, G.-L. Effect of CeO2 doping on high temperature oxidation resistance of YSZ TBCs. Ceram. Int. 2022, 48, 36450–36459. [Google Scholar] [CrossRef]
- Krause, A.R.; Li, X.; Padture, N.P. Interaction between ceramic powder and molten calcia-magnesia-alumino-silicate (CMAS) glass, and its implication on CMAS-resistant thermal barrier coatings. Scr. Mater. 2016, 112, 118–122. [Google Scholar] [CrossRef]
- Fang, H.; Wang, W.; Zhang, C.; Wang, Y.; Yang, T.; Yang, Z.; Liu, Y.; Ye, D. Comparative study on failure behavior of promising CMAS-resistant plasma-sprayed thermal barrier coatings in burner rig test with/without CMAS deposition. Ceram. Int. 2023, 49, 12390–12407. [Google Scholar] [CrossRef]
- Li, H.; Yu, Y.; Fang, B.; Xiao, P.; Li, W.; Wang, S. Calcium-magnesium-alumina-silicate (CMAS) corrosion behavior of A6B2O17 (A = Zr, Hf; B = Nb, Ta) as potential candidate for thermal barrier coating (TBC). Corros. Sci. 2022, 204, 110395. [Google Scholar] [CrossRef]
- Bolcavage, A.; Feuerstein, A.; Foster, J.; Moore, P. Thermal Shock Testing of Thermal Barrier Coating/Bondcoat Systems. J. Mater. Eng. Perform. 2004, 13, 389–397. [Google Scholar] [CrossRef]
- Traeger, F.; Vaßen, R.; Rauwald, K.-H.; Stöver, D. Thermal Cycling Setup for Testing Thermal Barrier Coatings. Adv. Eng. Mater. 2003, 5, 429–432. [Google Scholar] [CrossRef]
- Kang, Y.; Bai, Y.; Bao, C.; Wang, Y.; Chen, H.; Gao, Y.; Li, B. Defects/CMAS corrosion resistance relationship in plasma sprayed YPSZ coating. J. Alloys Compd. 2017, 694, 1320–1330. [Google Scholar] [CrossRef]
- Kirbiyik, F.; Gok, M.G.; Goller, G. Application of thermal gradient and thermal cycling tests to Al2O3/CYSZ functionally graded TBC in the presence of simultaneous hot corrosion and CMAS effects. Surf. Coat. Technol. 2022, 444, 128688. [Google Scholar] [CrossRef]
- Kim, D.-J.; Shin, I.-H.; Koo, J.-M.; Seok, C.-S.; Lee, T.-W. Failure mechanisms of coin-type plasma-sprayed thermal barrier coatings with thermal fatigue. Surf. Coat. Technol. 2010, 205, S451–S458. [Google Scholar] [CrossRef]
- Guo, L.; Yan, Z.; Yu, Y.; Yang, J.; Li, M. CMAS resistance characteristics of LaPO4/YSZ thermal barrier coatings at 1250 °C–1350 °C. Corros. Sci. 2019, 154, 111–122. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, Y.; Yang, G.-J.; Li, C.-X. Evolution of lamellar interface cracks during isothermal cyclic test of plasma-sprayed 8YSZ coating with a columnar-structured YSZ interlayer. J. Therm. Spray Technol. 2013, 22, 1374–1382. [Google Scholar] [CrossRef]
- Wei, Z.-Y.; Dong, X.-X.; Cai, H.-N.; Li, G.-R.; Zhao, S.-D. Vertical crack distribution effect on the TBC delamination induced by crack growth from the ceramic surface and near the interface. Ceram. Int. 2022, 48, 33028–33040. [Google Scholar] [CrossRef]
- Huang, J.; Wang, W.; Yu, J.; Wu, L.; Feng, Z. Effect of Particle Size on the Micro-cracking of Plasma-Sprayed YSZ Coatings During Thermal Cycle Testing. J. Therm. Spray Technol. 2017, 26, 755–763. [Google Scholar] [CrossRef]
- Bakan, E.; Mack, D.E.; Mauer, G.; Mücke, R.; Vaßen, R. Porosity–property relationships of plasma-sprayed Gd2Zr2O7/YSZ thermal barrier coatings. J. Am. Ceram. Soc. 2015, 98, 2647–2654. [Google Scholar] [CrossRef]
- Ren, X.; Zhao, M.; Feng, J.; Pan, W. Phase transformation behavior in air plasma sprayed yttria stabilized zirconia coating. J. Alloys Compd. 2018, 750, 189–196. [Google Scholar] [CrossRef]
- Feng, Y.; Dong, T.-S.; Fu, B.-G.; Li, G.-L.; Liu, Q.; Wang, R. Thermal shock resistance of double-layer thermal barrier coatings. J. Mater. Res. 2020, 35, 2808–2816. [Google Scholar] [CrossRef]
- An, G.-S.; Li, W.-S.; Wang, Z.-P.; Feng, L.; Cheng, B.; Zhou, L.; Li, Z.-Y.; Zhang, Y. High-temperature oxidation and TGO growth behaviors of laser-modified YAG/YSZ double-ceramic-layer TBC. Trans. Nonferr. Met. Soc. China 2023, 33, 1178–1192. [Google Scholar] [CrossRef]
- Huang, J.; Wang, W.; Li, Y.; Fang, H.; Ye, D.; Zhang, X.; Tu, S. Improve durability of plasma-splayed thermal barrier coatings by decreasing sintering-induced stiffening in ceramic coatings. J. Eur. Ceram. Soc. 2020, 40, 1433–1442. [Google Scholar] [CrossRef]
- Yang, G.-J.; Chen, Z.-L.; Li, C.-X.; Li, C.-J. Microstructural and mechanical property evolutions of plasma-sprayed YSZ coating during high-temperature exposure: Comparison study between 8YSZ and 20YSZ. J. Therm. Spray Technol. 2013, 22, 1294–1302. [Google Scholar] [CrossRef]
- Roncallo, G.; Barbareschi, E.; Cacciamani, G.; Vacchieri, E. Effect of cooling rate on phase transformation in 6–8 wt% YSZ APS TBCs. Surf. Coat. Technol. 2021, 412, 127071. [Google Scholar] [CrossRef]
- Drexler, J.M.; Chen, C.-H.; Gledhill, A.D.; Shinoda, K.; Sampath, S.; Padture, N.P. Plasma sprayed gadolinium zirconate thermal barrier coatings that are resistant to damage by molten Ca–Mg–Al–silicate glass. Surf. Coat. Technol. 2012, 206, 3911–3916. [Google Scholar] [CrossRef]
- Kirschner, M.; Wobst, T.; Rittmeister, B.; Mundt, C. Erosion Testing of Thermal Barrier Coatings in a High Enthalpy Wind Tunnel. In Turbo Expo: Power for Land, Sea, and Air; American Society of Mechanical Engineers: New York, NY, USA, 2014; p. V006T002A002. [Google Scholar]
- Guo, S.; Kagawa, Y. Effect of thermal exposure on hardness and Young’s modulus of EB-PVD yttria-partially-stabilized zirconia thermal barrier coatings. Ceram. Int. 2006, 32, 263–270. [Google Scholar] [CrossRef]
- Thompson, J.; Clyne, T. The effect of heat treatment on the stiffness of zirconia top coats in plasma-sprayed TBCs. Acta Mater. 2001, 49, 1565–1575. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | BC | YbYSZ | YSZ |
|---|---|---|---|
| Current, A | 600 | 630 | 600 |
| Power, kW | 40 | 39 | 40 |
| Primary gas flow rate, Ar, L/min | 50 | 40 | 40 |
| Carrier gas flow rate, Ar, L/min | 9 | 9.5 | 9 |
| Spray distance, mm | 120 | 110 | 100 |
| Traverse speed of gun, mm/s | 900 | 500 | 500 |
| Thickness, μm | 80 | 330 | 330 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Liu, Y.; Wang, W.; Yang, T.; Zhang, W.; Liu, C.; Zhang, C.; Tu, S. Damage Grading Evaluation of Thermal Barrier Coatings under CMAS Corrosion. Coatings 2023, 13, 1495. https://doi.org/10.3390/coatings13091495
Liu W, Liu Y, Wang W, Yang T, Zhang W, Liu C, Zhang C, Tu S. Damage Grading Evaluation of Thermal Barrier Coatings under CMAS Corrosion. Coatings. 2023; 13(9):1495. https://doi.org/10.3390/coatings13091495
Chicago/Turabian StyleLiu, Wei, Yangguang Liu, Weize Wang, Ting Yang, Wenkang Zhang, Chen Liu, Chengcheng Zhang, and Shantung Tu. 2023. "Damage Grading Evaluation of Thermal Barrier Coatings under CMAS Corrosion" Coatings 13, no. 9: 1495. https://doi.org/10.3390/coatings13091495
APA StyleLiu, W., Liu, Y., Wang, W., Yang, T., Zhang, W., Liu, C., Zhang, C., & Tu, S. (2023). Damage Grading Evaluation of Thermal Barrier Coatings under CMAS Corrosion. Coatings, 13(9), 1495. https://doi.org/10.3390/coatings13091495