
A Comprehensive Study on Microstructure and Wear Behavior of Nano-WC Reinforced Ni60 Laser Coating on 17-4PH Stainless Steel


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
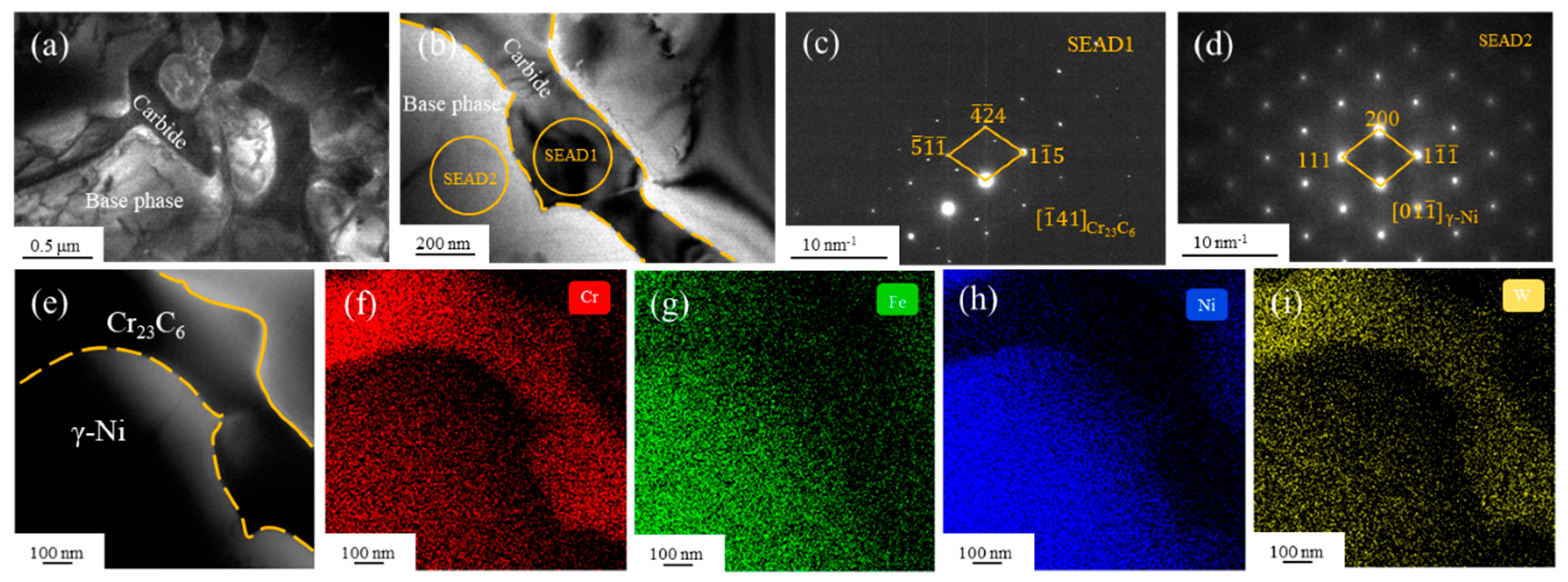
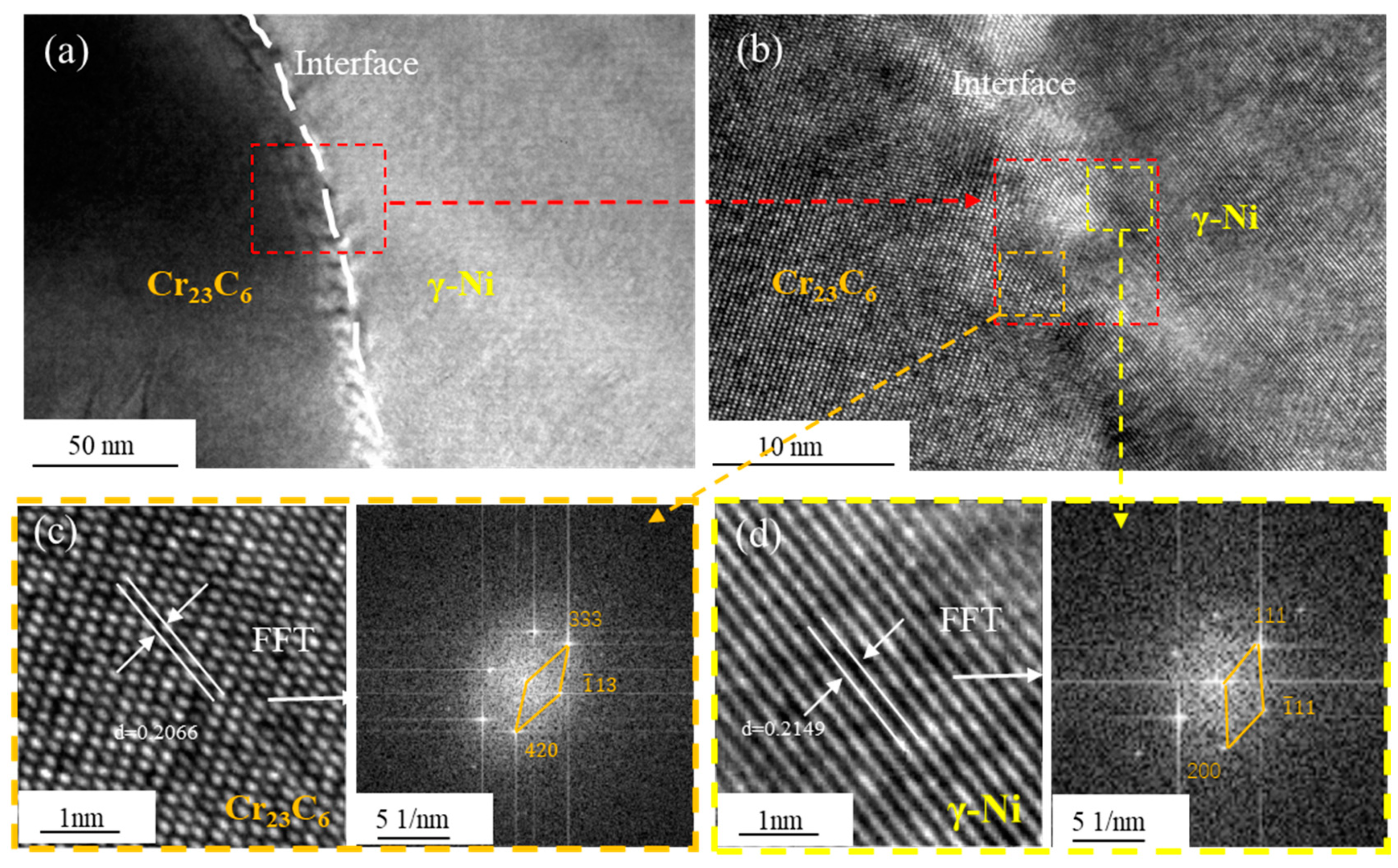
3.1. Microstructures
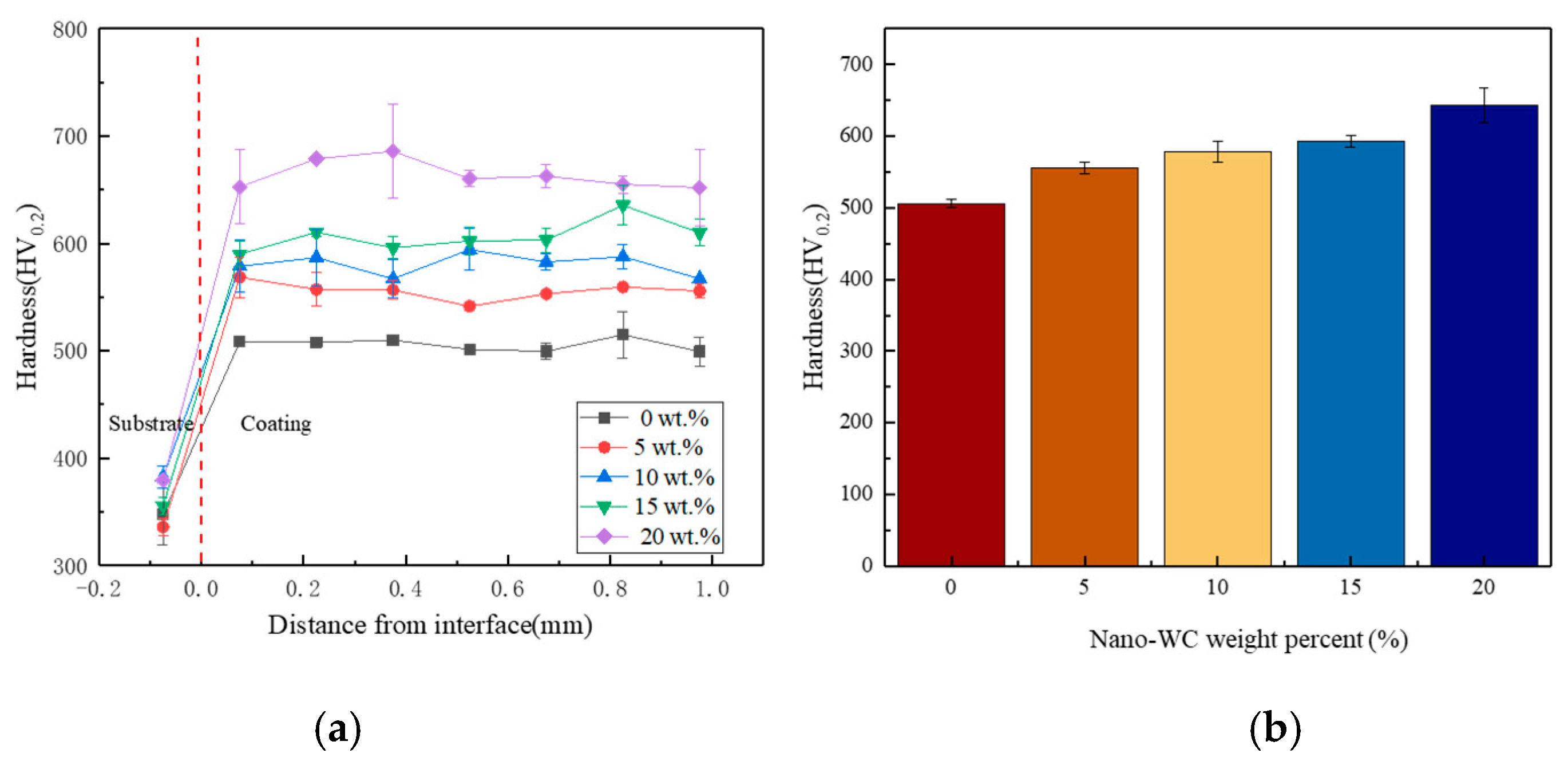
3.2. Microhardness
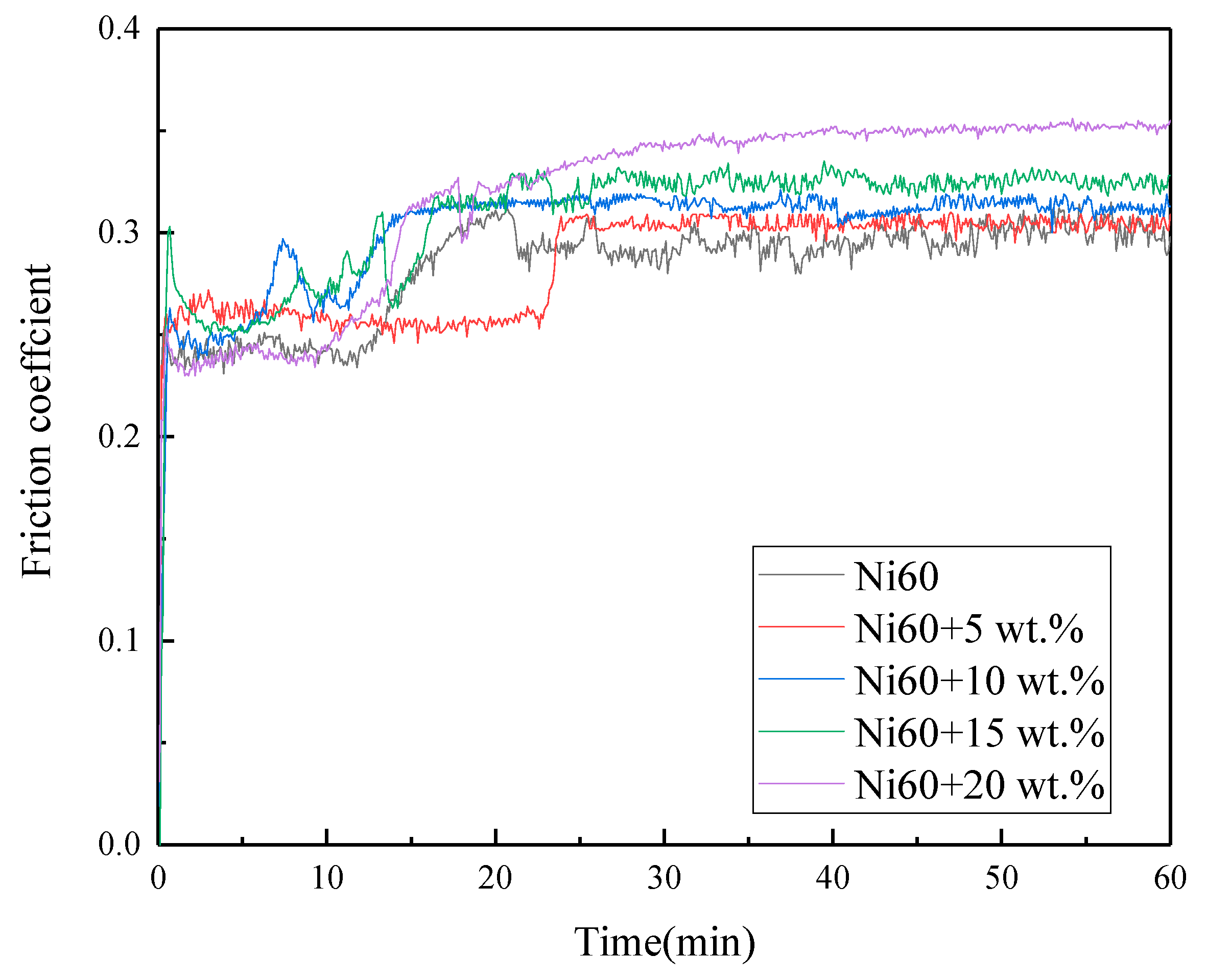
3.3. Tribological Properties
4. Discussion
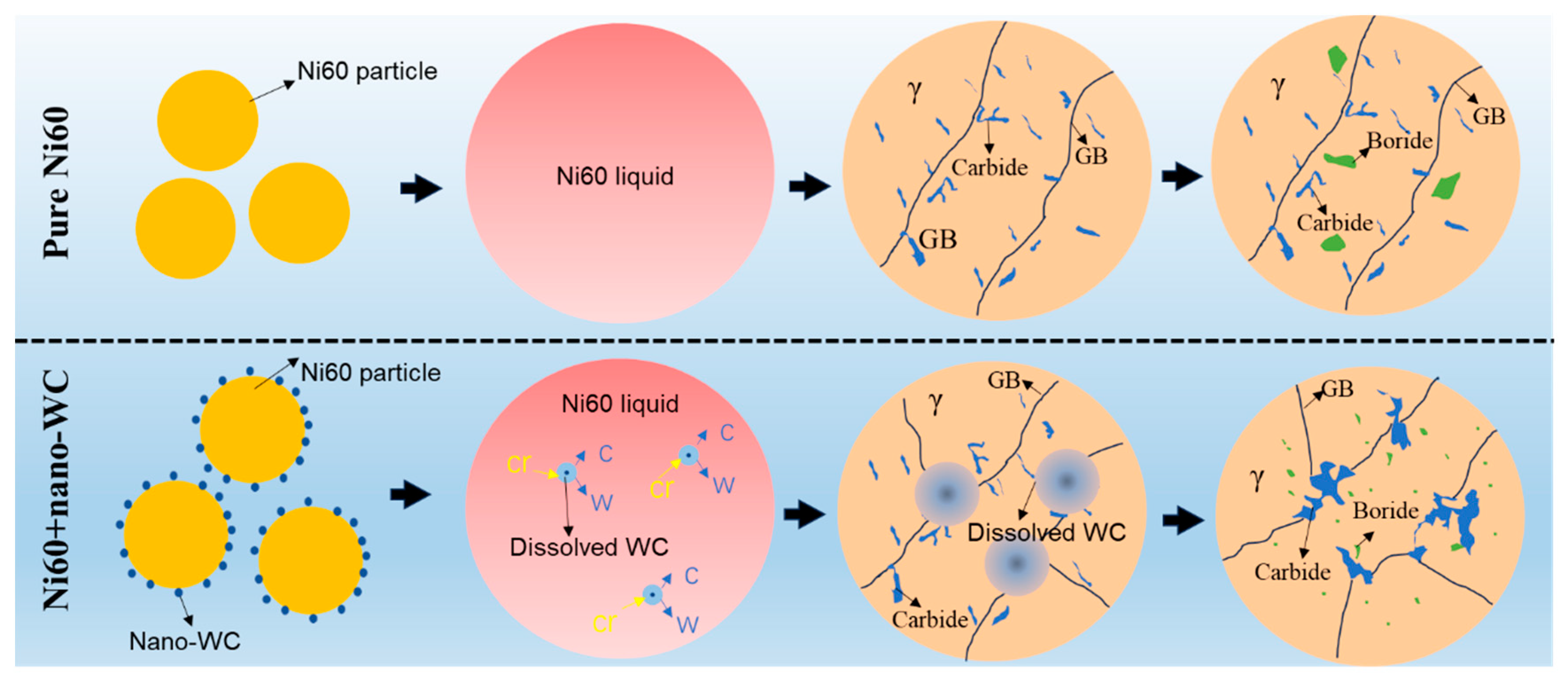
4.1. Role of Nano-WC in Microstructure Evolution
4.2. Hardening Mechanism
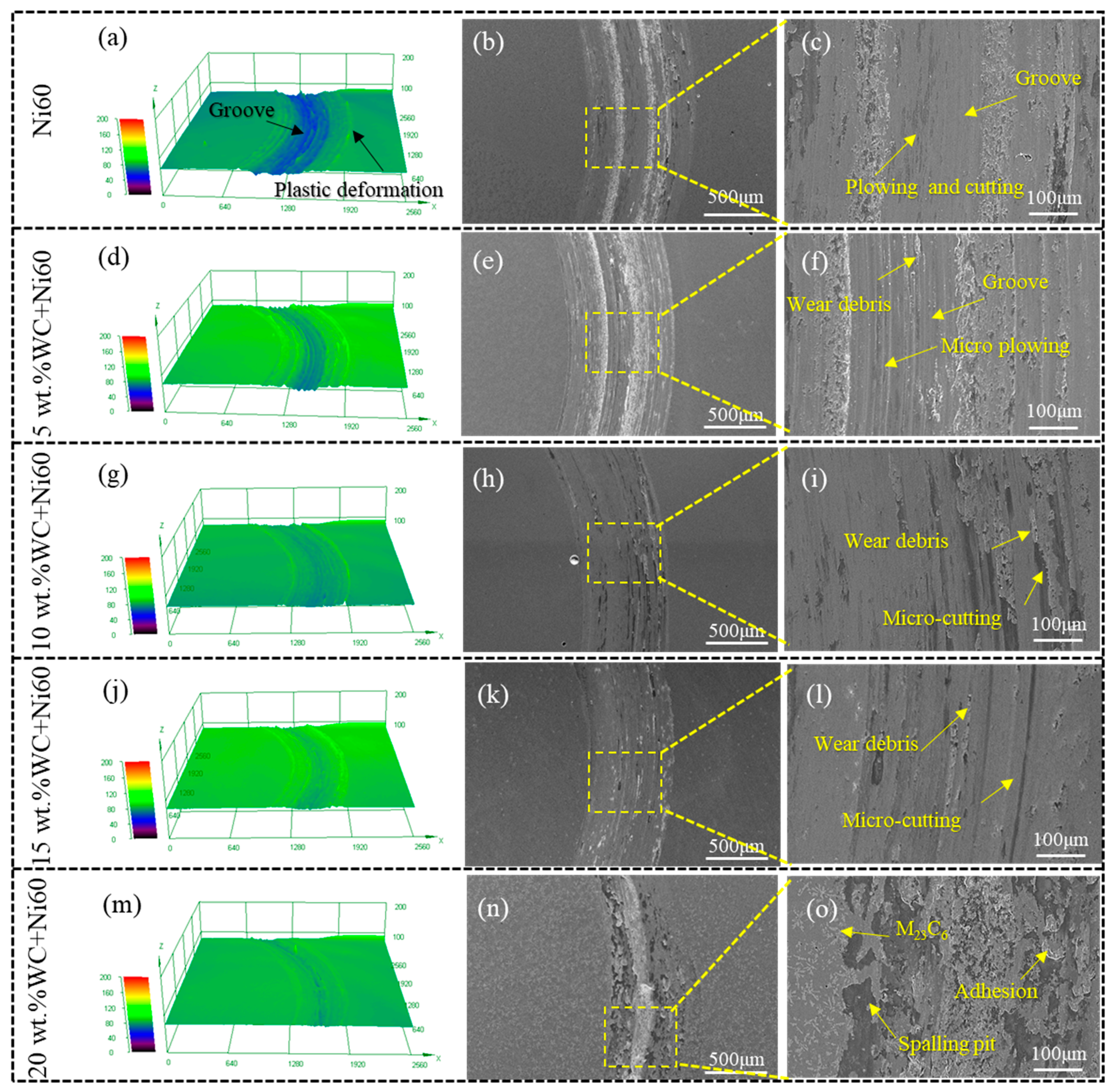
4.3. The Wear Mechanism
5. Conclusions
- (1)
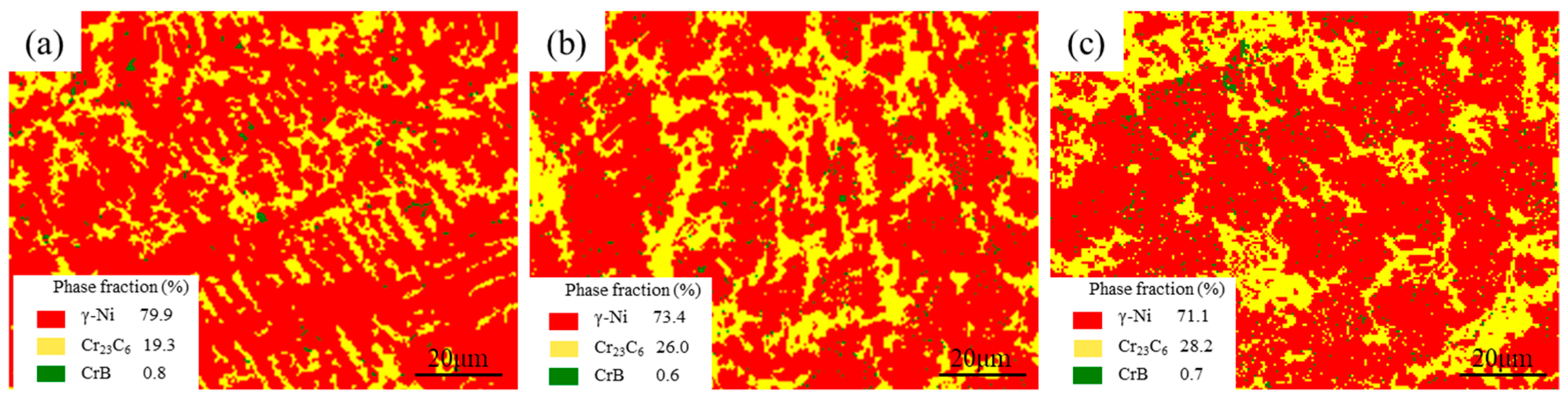
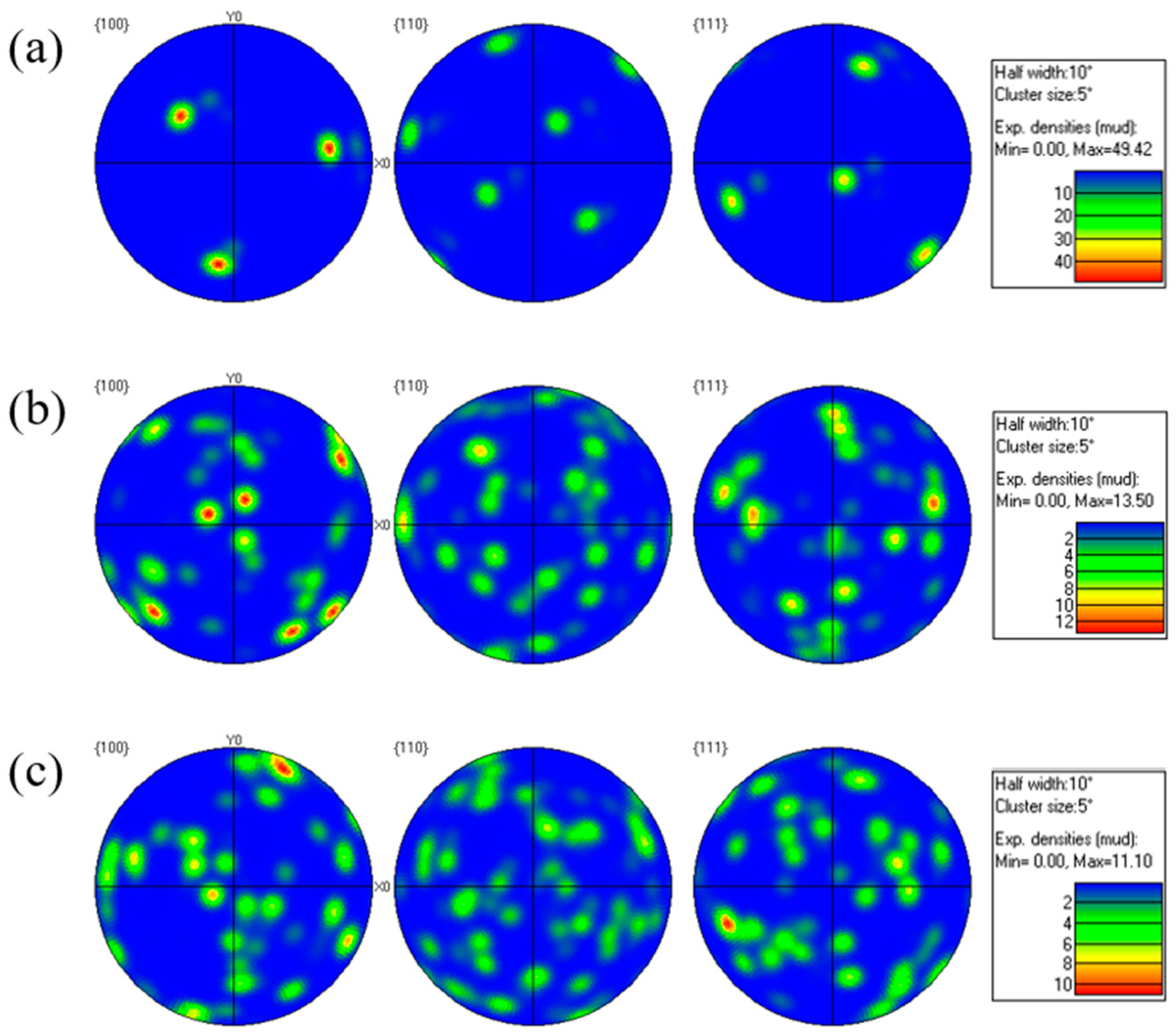
- Compared to the pure Ni60 coating, the Ni60+nano-WC composite coating exhibits a reduction in grain size and a decrease in crystallographic orientation strength. The lamellar M23C6 carbides undergo a transformation into a rod or block morphology, while the CrB borides become finer and more uniformly dispersed. This can be attributed to the dissolution of nano-WC during cladding.
- (2)
- The microhardness of the coating exhibited a uniform increase upon the incorporation of nano-WC. For the coating containing 20 wt.% nano-WC, the microhardness reached 643.07 HV0.2, exhibiting a remarkable increase of 27.12% compared to that of the pure Ni60 coating.
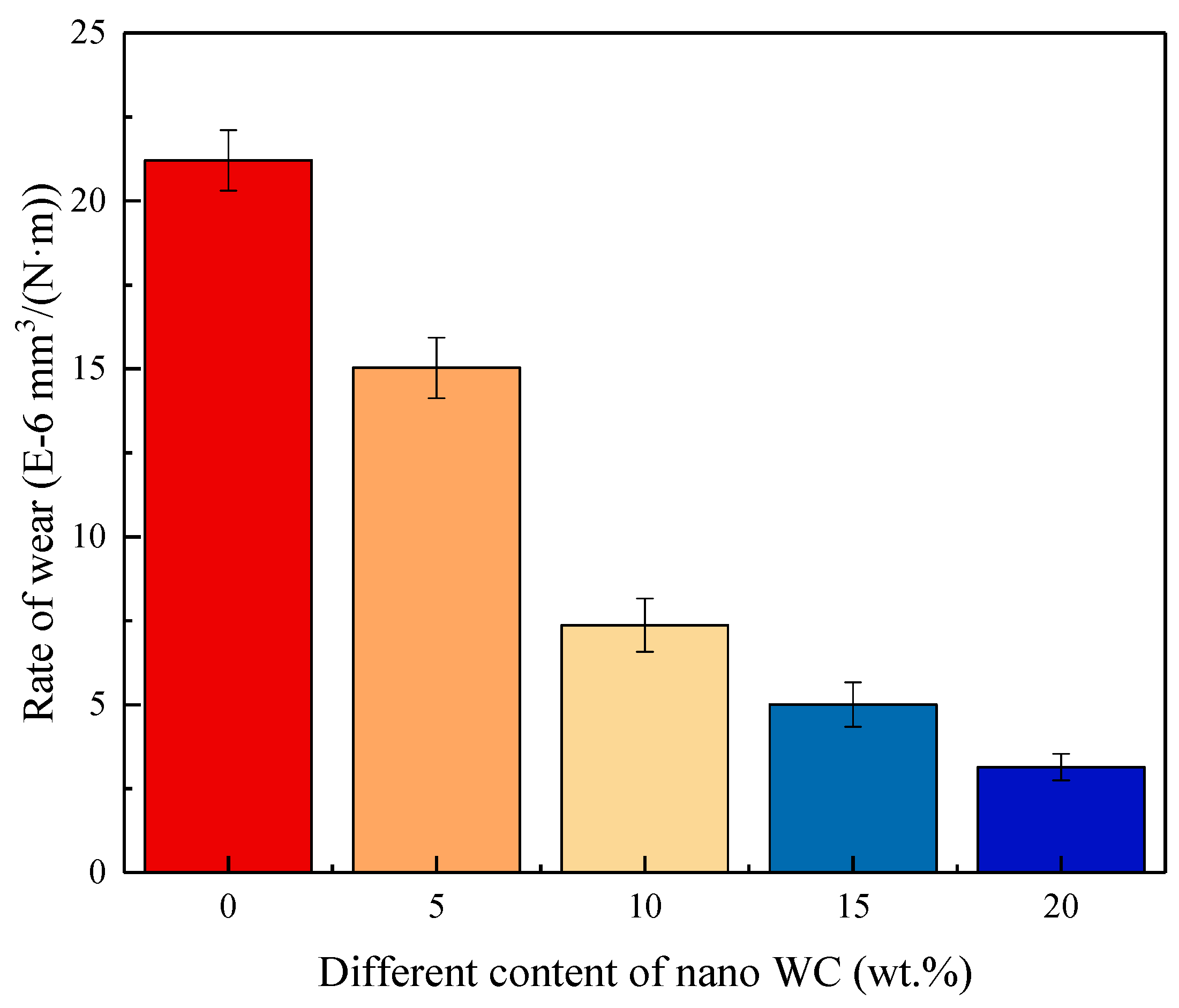
- (3)
- The incorporation of nano-WC resulted in a significant enhancement of the coating’s wear resistance. With an increase in nano-WC addition up to 20 wt.%, the wear mechanism gradually transitioned from two-body abrasive wear to three-body abrasive wear, and ultimately adherent wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yan, S.; Jie, G.; Kangning, W.; Qiang, S.; Hongzhi, C.; Wensheng, L.; Canming, W. The effect of multi-element alloying on the structure and properties of laser cladding nickel-based coatings. Surf. Coat. Technol. 2023, 454, 129174. [Google Scholar] [CrossRef]
- Chen, C.; Feng, A.; Wei, Y.; Wang, Y.; Pan, X.; Song, X. Effect of multiple laser shock peening on the microstructure and properties of laser cladding nano-WC/Ni60 composite coatings. Opt. Laser Technol. 2023, 167, 109719. [Google Scholar] [CrossRef]
- Guel, H.; Kilic, F.; Uysal, M.; Aslan, S.; Alp, A.; Akbulut, H. Effect of particle concentration on the structure and tribological properties of submicron particle SiC reinforced Ni metal matrix composite (MMC) coatings produced by electrodeposition. Appl. Surf. Sci. 2012, 258, 4260–4267. [Google Scholar] [CrossRef]
- Bhaskar, S.; Baroutian, S.; Jones, M.I.; Matthews, S.J. Plasma spraying of transition metal oxide coatings. Surf. Eng. 2021, 37, 875–889. [Google Scholar] [CrossRef]
- Grechanyuk, N.I.; Konoval, V.P.; Grechanyuk, V.G.; Bagliuk, G.A.; Myroniuk, D.V. Properties of Cu–Mo Materials Produced by Physical Vapor Deposition for Electrical Contacts. Powder Metall. Met. Ceram. 2021, 60, 183–190. [Google Scholar] [CrossRef]
- Huang, S.; Sun, D.; Wang, W. Microstructures and properties of Ni based composite coatings prepared by plasma spray welding with mixed powders. Int. J. Refract. Met. Hard Mater. 2015, 52, 36–43. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Raj, D.; Maity, S.R.; Das, B. State-of-the-art review on laser cladding process as an in-situ repair technique. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 236, 1194–1215. [Google Scholar] [CrossRef]
- Wang, K.; Liu, W.; Hong, Y.; Sohan, H.M.S.; Tong, Y.; Hu, Y.; Zhang, M.; Zhang, J.; Xiang, D.; Fu, H.; et al. An Overview of Technological Parameter Optimization in the Case of Laser Cladding. Coatings 2023, 13, 496. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, Y.; Yang, L.; Sun, R.; Zhang, T.; Yang, X. Research and progress of laser cladding on engineering alloys: A review. J. Manuf. Process. 2021, 66, 341–363. [Google Scholar] [CrossRef]
- Li, F.Q.; Feng, X.Y.; Chen, Y.B. Influence of WC content on microstructure of WC/Ni60A laser cladding layer. Chin. J. Lasers 2016, 43, 117–123. [Google Scholar]
- Tobar, M.J.; Álvarez, C.; Amado, J.M.; Rodríguez, G.; Yáñez, A. Morphology and characterization of laser clad composite NiCrBSi–WC coatings on stainless steel. Surf. Coat. Technol. 2006, 200, 6313–6317. [Google Scholar] [CrossRef]
- García, A.; Fernández, M.R.; Cuetos, J.M.; González, R.; Ortiz, A.; Cadenas, M. Study of the sliding wear and friction behavior of WC + NiCrBSi laser cladding coatings as a function of actual concentration of WC reinforcement particles in ball-on-disk test. Tribol. Lett. 2016, 63, 41. [Google Scholar] [CrossRef]
- Ortiz, A.; García, A.; Cadenas, M.; Fernández, M.R.; Cuetos, J.M. WC particles distribution model in the cross-section of laser cladded NiCrBSi + WC coatings, for different wt.% WC. Surf. Coat. Technol. 2017, 324, 298–306. [Google Scholar] [CrossRef]
- Chen, H.; Xu, C.; Chen, J.; Zhao, H.; Zhang, L.; Wang, Z. Microstructure and phase transformation of WC/Ni60B laser cladding coatings during dry sliding wear. Wear 2008, 264, 487–493. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Y.; Tang, S.; Wu, J.; Zhang, W.; Wang, J. Effect of nano-WC on wear and impact resistance of Ni-based multi-layer coating by laser cladding. Int. J. Adv. Manuf. Technol. 2023, 128, 4253–4268. [Google Scholar] [CrossRef]
- Farahmand, P.; Liu, S.; Zhang, Z.; Kovacevic, R. Laser cladding assisted by induction heating of Ni–WC composite enhanced by nano-WC and La2O3. Ceram. Int. 2014, 40, 15421–15438. [Google Scholar] [CrossRef]
- Krishnakumari, A.; Saravanan, M.; Sarvesh, J. Application of Nd: YAG Laser in nano-WC Surface Alloying with Low Carbon Austenitic Steel in Predicting the Microstructure and Hardness. Lasers Manuf. Mater. Process. 2021, 8, 201–215. [Google Scholar]
- Li, M.; Huang, K.; Yi, X. Crack formation mechanisms and control methods of laser cladding coatings: A review. Coatings 2023, 13, 1117. [Google Scholar] [CrossRef]
- Zhou, Q.; Luo, D.; Hua, D.; Ye, W.; Li, S.; Zou, Q.; Chen, Z.; Wang, H. Design and characterization of metallic glass/graphene multilayer with excellent nanowear properties. Friction 2022, 10, 1913–1926. [Google Scholar] [CrossRef]
- Zhao, J.; Li, R.; Feng, A.; Feng, H. Effect of rare earth La2O3 particles on structure and properties of laser cladding WC-Ni60 composite coatings. Surf. Coat. Technol. 2024, 479, 130569. [Google Scholar] [CrossRef]
- Guo, X.; Jia, L.; Lu, Z.; Xing, Z.-G.; Xie, H.; Kondoh, K. Preparation of Cu/CrB2 composites with well-balanced mechanical properties and electrical conductivity by ex-situ powder metallurgy. J. Mater. Res. Technol. 2022, 17, 1605–1615. [Google Scholar] [CrossRef]
- De Sousa, J.M.S.; Ratusznei, F.; Pereira, M.; de Medeiros Castro, R.; Curi, E.I.M. Abrasion resistance of Ni-Cr-B-Si coating deposited by laser cladding process. Tribol. Int. 2020, 143, 106002. [Google Scholar] [CrossRef]
- Sun, P.; Yan, N.; Wei, S.; Wang, D.; Song, W.; Tang, C.; Yang, J.; Xu, Z.; Hu, Q.; Zeng, X. Microstructural evolution and strengthening mechanisms of Inconel 718 alloy with different W addition fabricated by laser cladding. Mater. Sci. Eng. A 2023, 868, 144535. [Google Scholar] [CrossRef]
- Ren, M.; Li, R.; Zhang, X.; Gu, J.; Jiao, C. Effect of WC particles preparation method on microstructure and properties of laser cladded Ni60-WC coatings. J. Mater. Res. Technol. 2023, 22, 605–616. [Google Scholar] [CrossRef]
- Wu, C.; Wu, Y.; Zhao, H.; Li, S.; Ni, J.; Li, X. Influence of hardness of nanoparticle additive in PTFE solid lubricant on tribological properties of GCr15 steel with bionic texture. Tribol. Int. 2023, 189, 108915. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 17-4PH | 0.07 | 1.00 | 1.00 | 0.035 | 0.03 | 16.5 | 4.20 | 4.50 | Bal |
| Element | C | B | Cr | Si | Fe | Ni |
|---|---|---|---|---|---|---|
| Ni60 | 0.62 | 3.3 | 18.5 | 0.06 | 5.0 | Bal |
| Ni60 | 100 | 95 | 90 | 85 | 80 |
| Nano-WC | 0 | 5 | 10 | 15 | 20 |
| Process Parameters | Value |
|---|---|
| Laser power (W) | 2000 |
| Scanning speed (mm/s) | 2 |
| Powder layer thickness (mm) | 1 |
| Laser spot size (mm2) | 5 × 5 |
| The flow rate of shielding gas (L/min) | 10 |
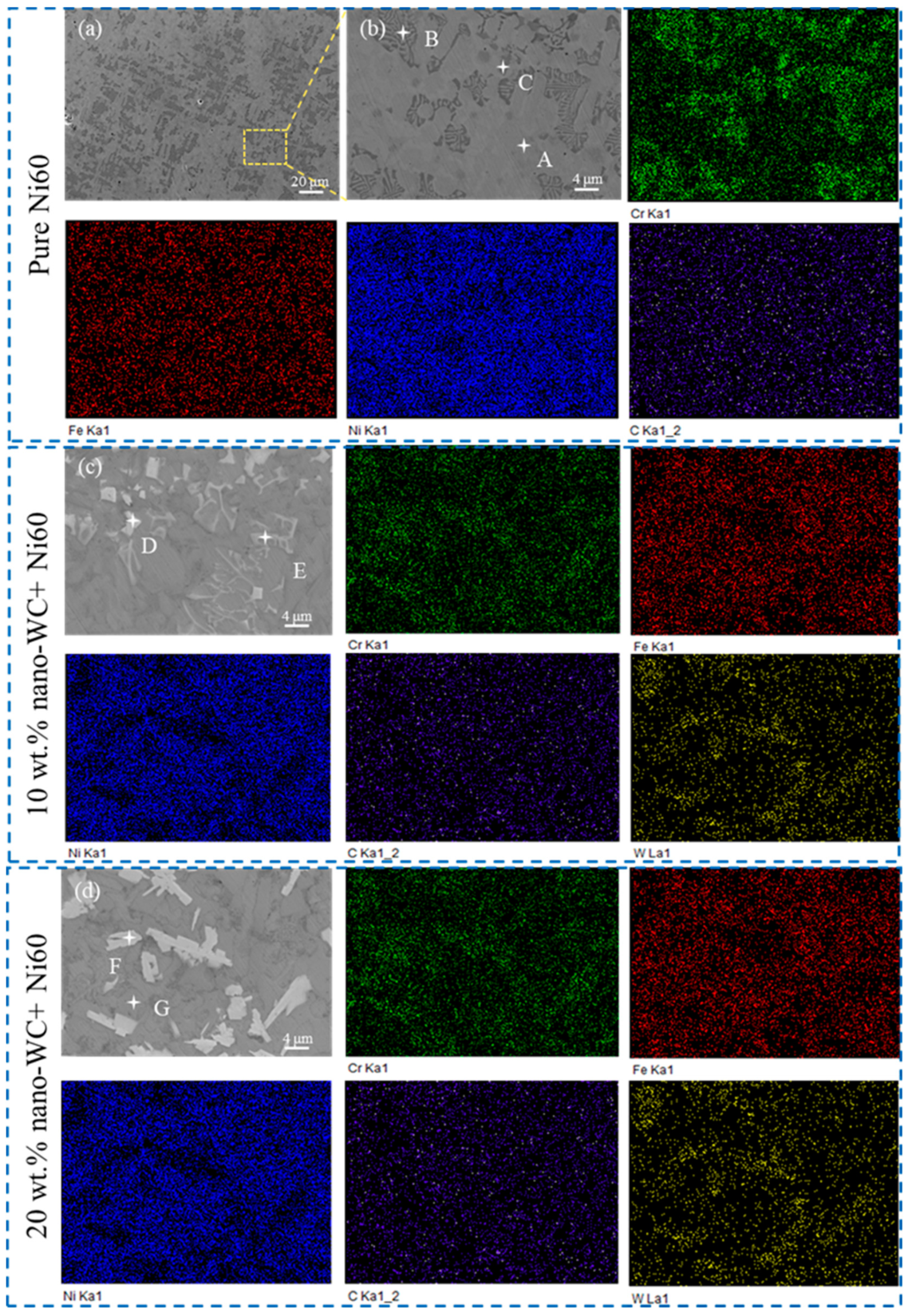
| Point | Cr | Si | Fe | Ni | W | Inferred Phase |
|---|---|---|---|---|---|---|
| A | 13.92 | 5.91 | 9.05 | 71.12 | — | Matrix γ |
| B | 28.94 | 4.81 | 8.43 | 57.83 | — | γ + M23C6 eutectic |
| C | 67.81 | 1.18 | 6.89 | 24.12 | — | CrB |
| D | 29.66 | 7.53 | 4.82 | 25.19 | 32.81 | M23C6 |
| E | 33.07 | 6.01 | 8.66 | 37.60 | 14.98 | M23C6 |
| F | 36.85 | 5.83 | 7.26 | 21.33 | 37.37 | M23C6 |
| G | 11.05 | 0.63 | 11.46 | 76.01 | 0.85 | Matrix γ |
| Nano-WC content (wt.%) | 0 | 5 | 10 | 15 | 20 |
| Friction coefficient | 0.296 | 0.305 | 0.313 | 0.324 | 0.348 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Zhang, X.; Qiao, L.; Zhao, Y.; Ren, M.; Li, T.; Li, R. A Comprehensive Study on Microstructure and Wear Behavior of Nano-WC Reinforced Ni60 Laser Coating on 17-4PH Stainless Steel. Coatings 2024, 14, 484. https://doi.org/10.3390/coatings14040484
Wang J, Zhang X, Qiao L, Zhao Y, Ren M, Li T, Li R. A Comprehensive Study on Microstructure and Wear Behavior of Nano-WC Reinforced Ni60 Laser Coating on 17-4PH Stainless Steel. Coatings. 2024; 14(4):484. https://doi.org/10.3390/coatings14040484
Chicago/Turabian StyleWang, Jie, Xiaoqiang Zhang, Lei Qiao, Yue Zhao, Mengfei Ren, Tiaotiao Li, and Ruifeng Li. 2024. "A Comprehensive Study on Microstructure and Wear Behavior of Nano-WC Reinforced Ni60 Laser Coating on 17-4PH Stainless Steel" Coatings 14, no. 4: 484. https://doi.org/10.3390/coatings14040484
APA StyleWang, J., Zhang, X., Qiao, L., Zhao, Y., Ren, M., Li, T., & Li, R. (2024). A Comprehensive Study on Microstructure and Wear Behavior of Nano-WC Reinforced Ni60 Laser Coating on 17-4PH Stainless Steel. Coatings, 14(4), 484. https://doi.org/10.3390/coatings14040484