
High Temperature Corrosion Studies of a Zirconia Coating: Implications for Waste-to-Energy (WTE) Plants

Abstract
:1. Introduction
2. Materials and Methods
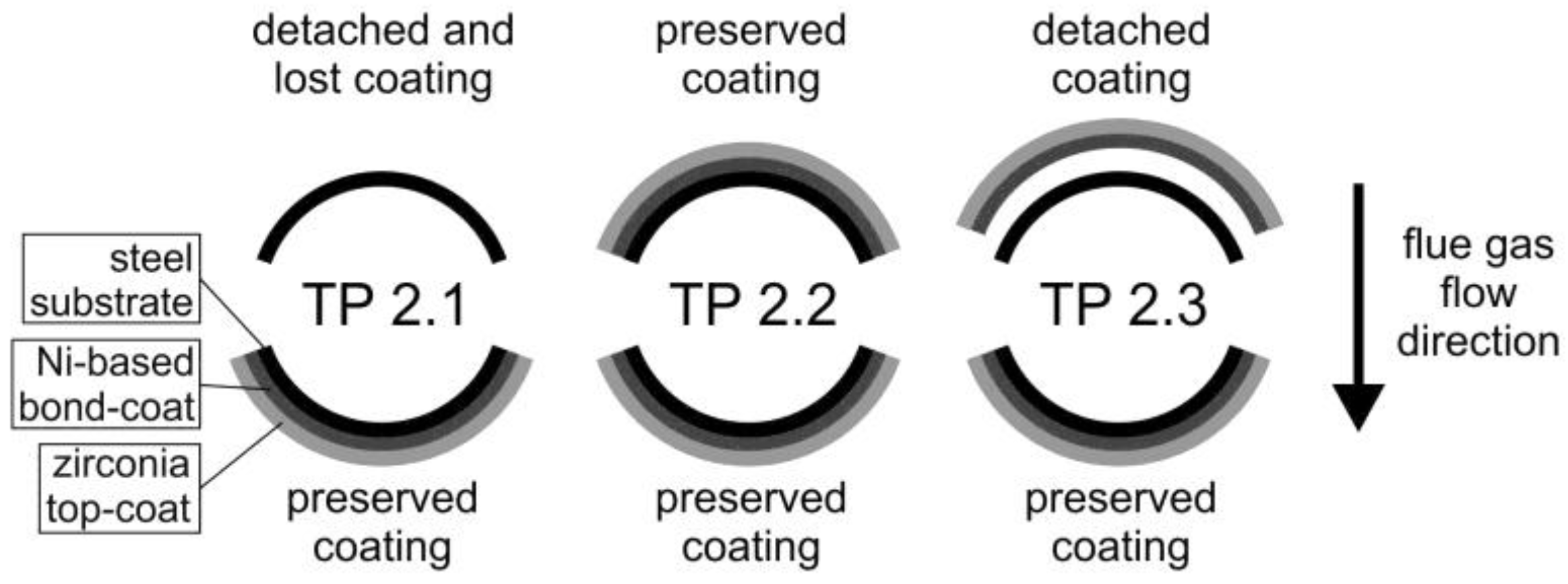
2.1. WTE Plant Test
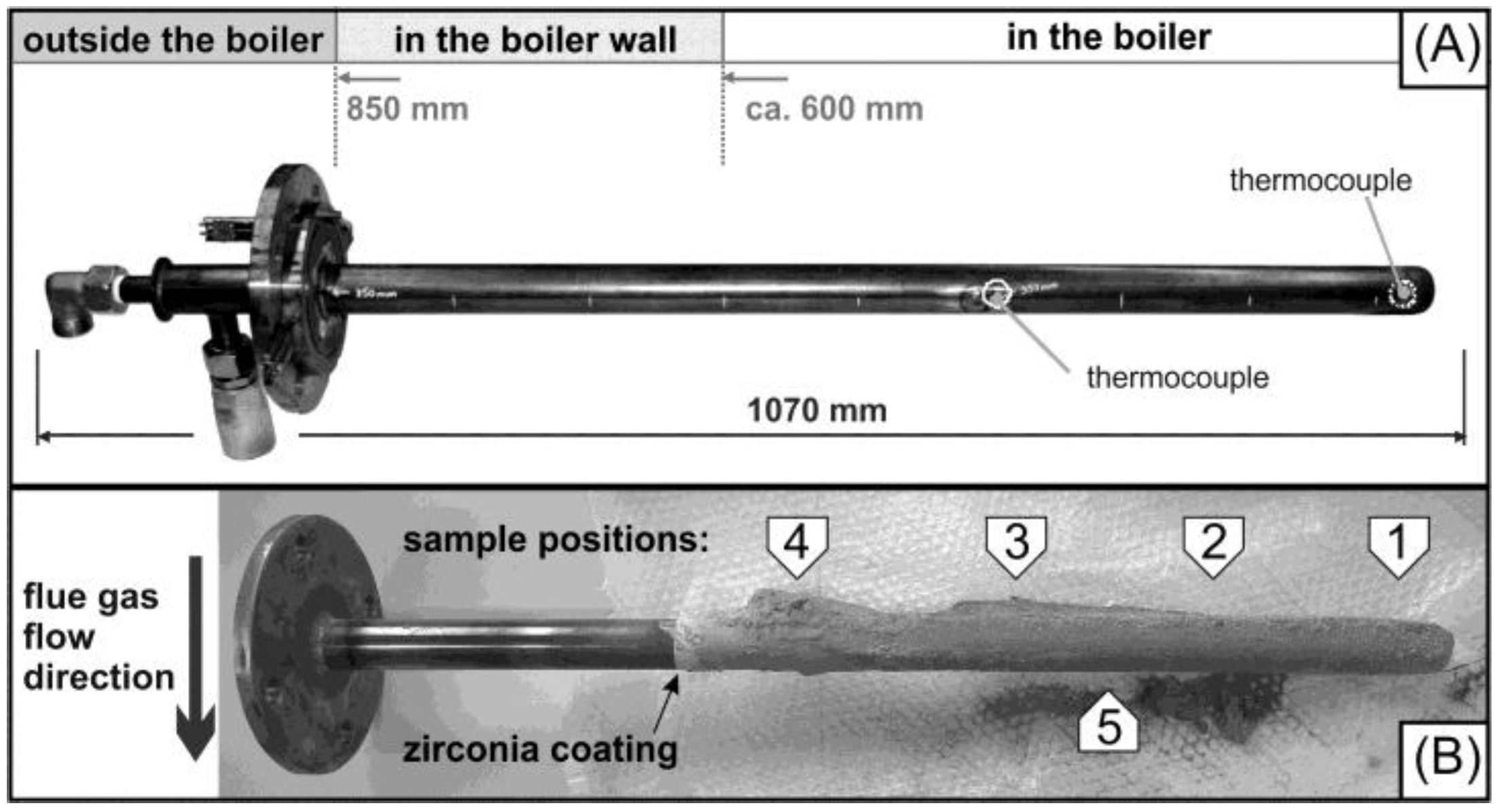
2.1.1. Sample Preparation
2.1.2. Experimental Setting
(1) In situ test at 700 °C
(2) In situ test at 450 °C
2.2. Lab-Scale Experiments
2.2.1. Sample Preparation
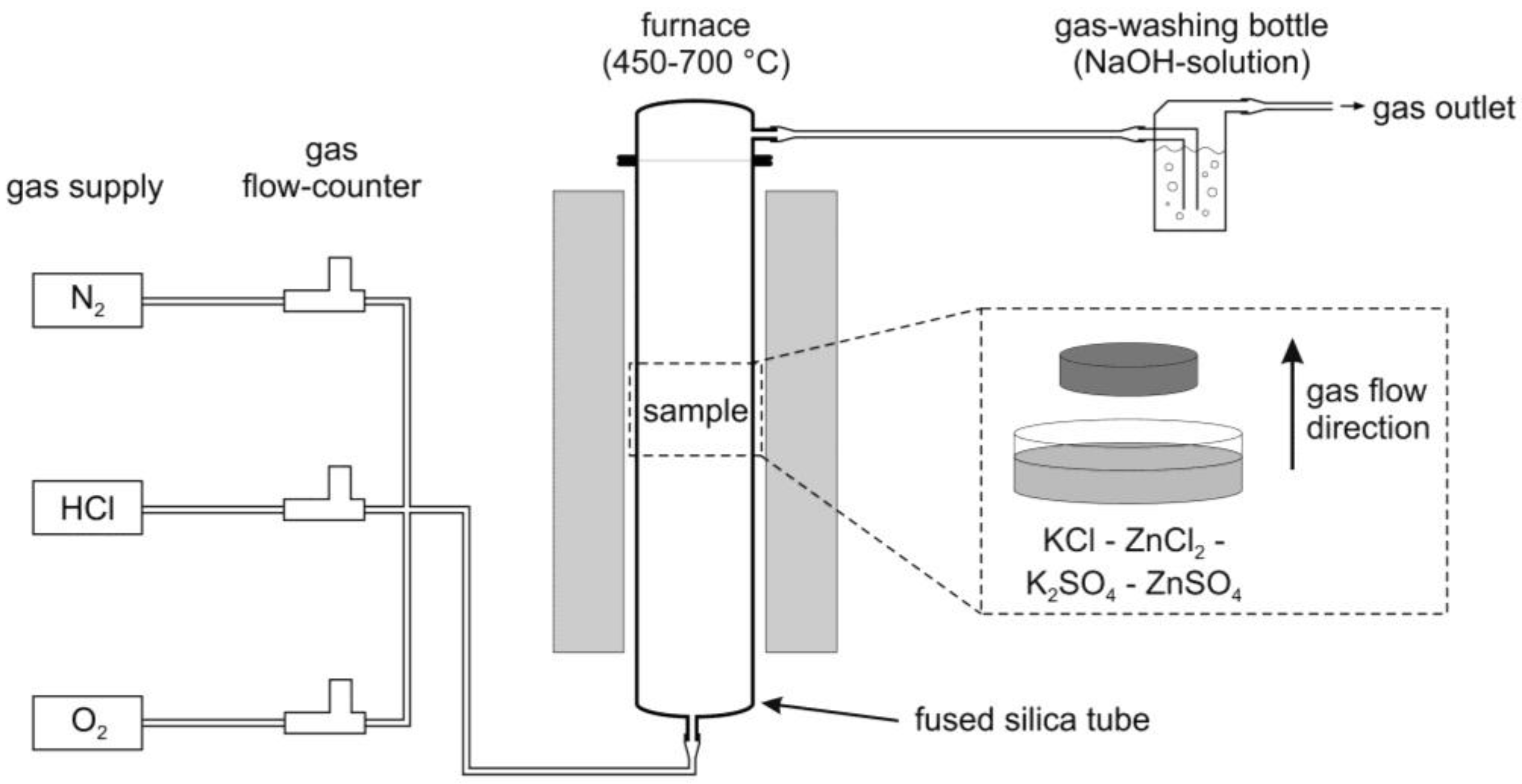
2.2.2. Experimental Setup
2.3. Characterization Methods
3. Results and Discussion
3.1. In Situ Test in the WTE Plant
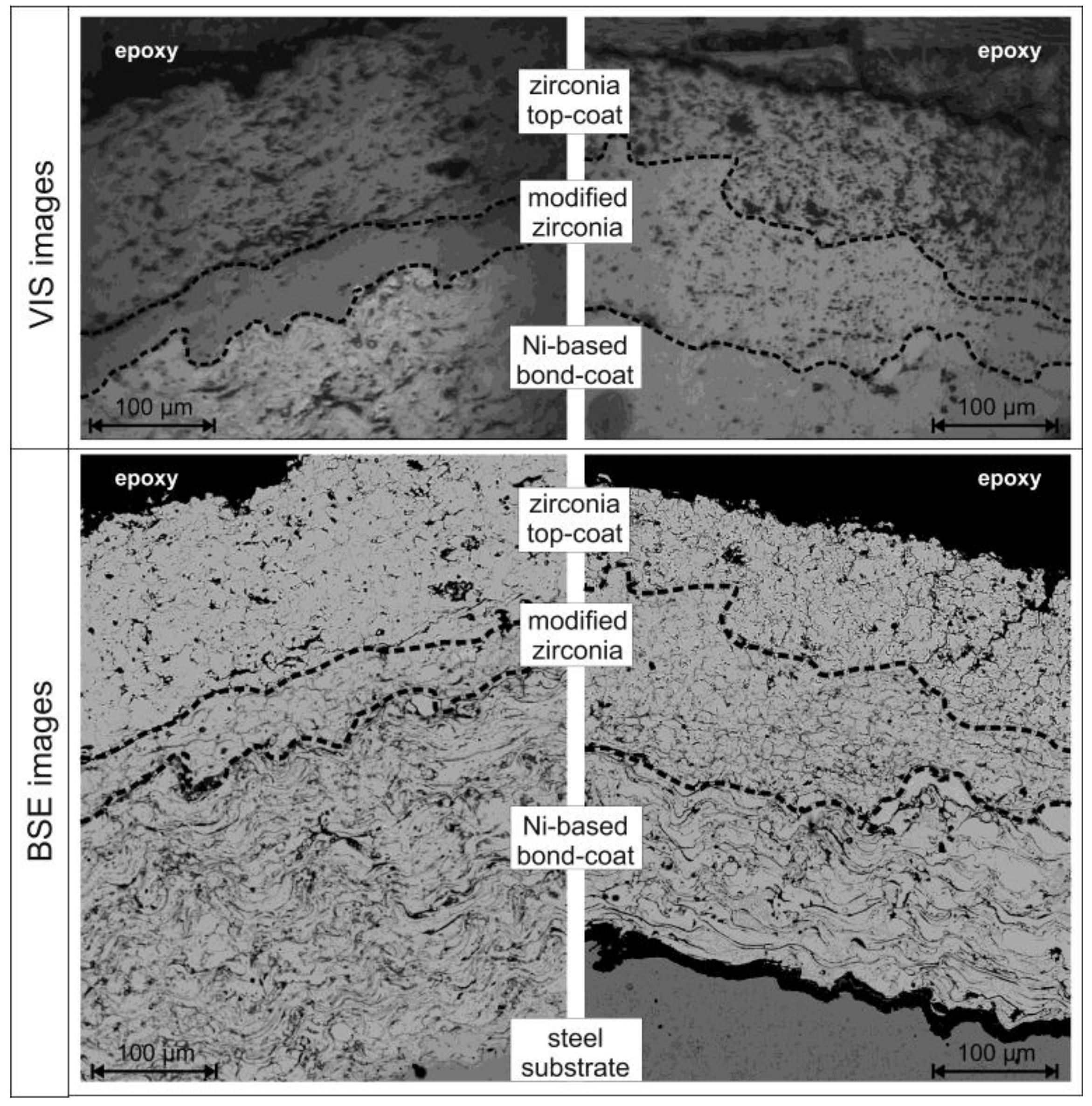
3.1.1. In Situ Test at 700 °C
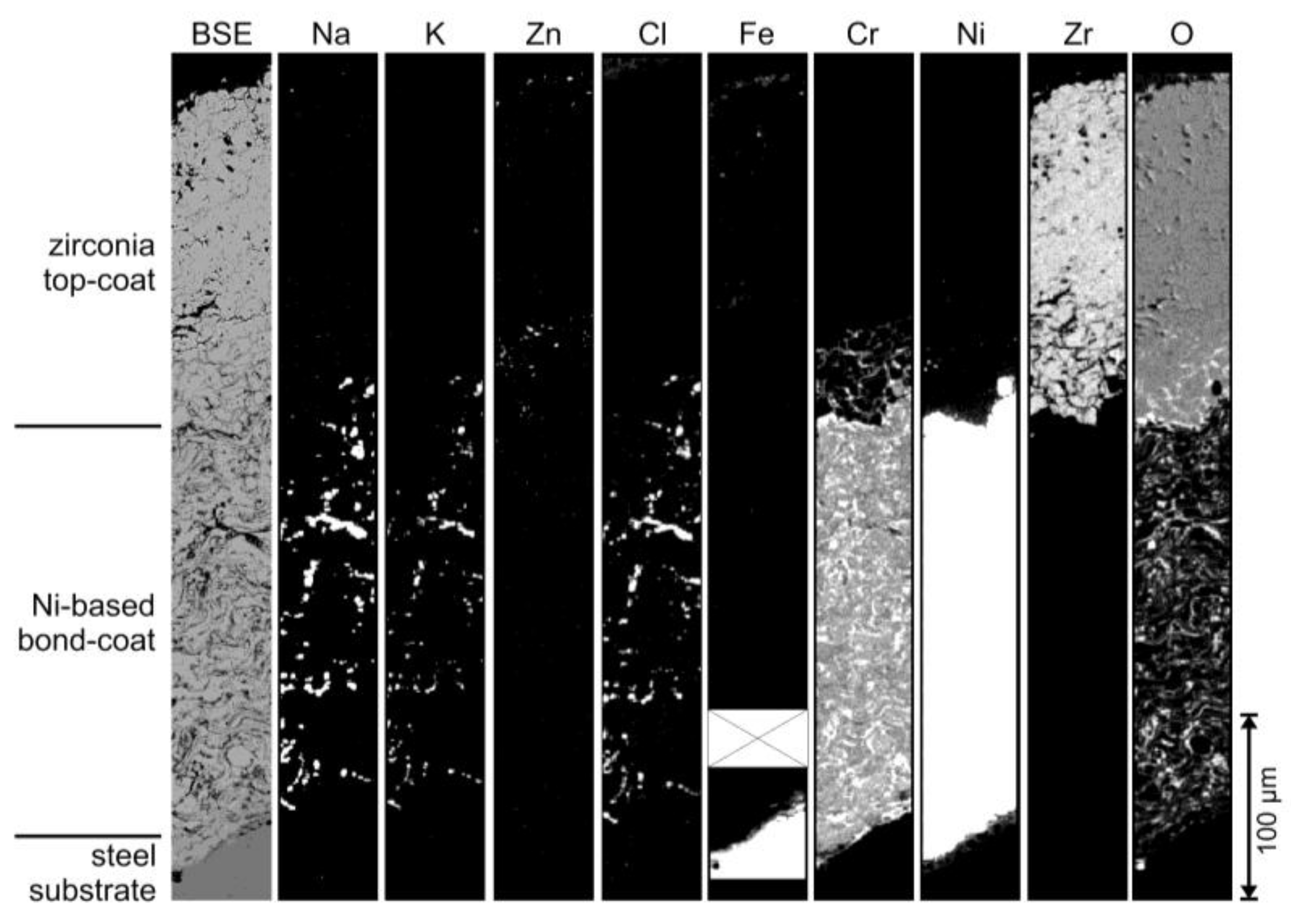
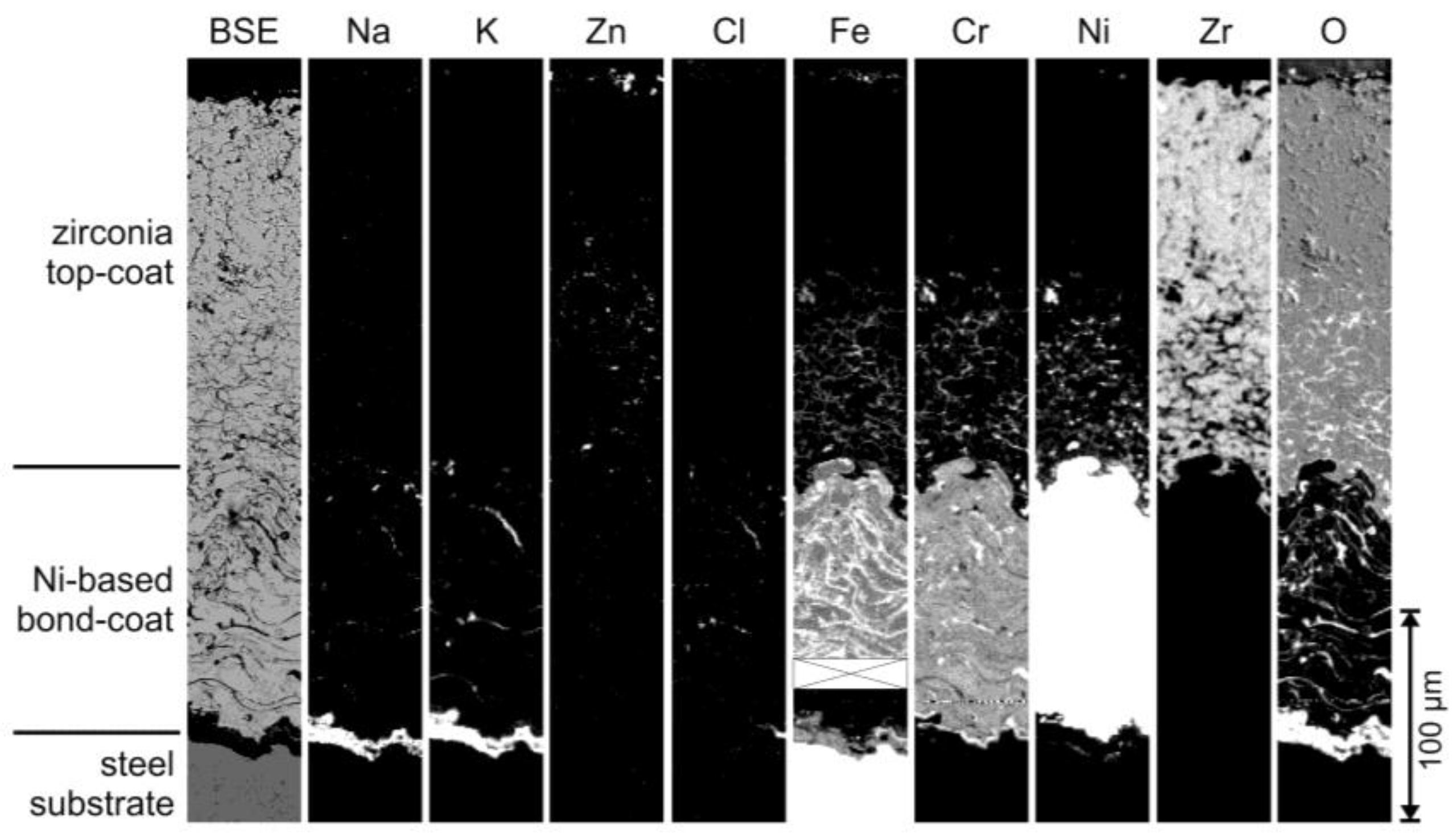
EPMA
XRF
XRD
3.1.2. In Situ Test at 450 °C
3.1.3. Summary of in Situ Tests
- The modified area at the bottom of the zirconia top-coat is distinctly thinner for TP 1 (50–100 µm) in contrast to TP 2.1 (50–250 µm);
- The newly formed metal oxide along the grain boundaries within the zirconia top-coat of TP 2.1 contains more nickel and iron as in TP 1;
- TP 1 contains noticeable amounts of sodium and potassium chloride salts within the bond-coat, while TP 2.1 shows only small amounts of them;
- TP 2.1 exhibits a significant enrichment of iron within the bond-coat;
- TP 2.1 shows a newly formed metal oxide layer between the steel substrate and the bond-coat, which is not observable for TP 1.
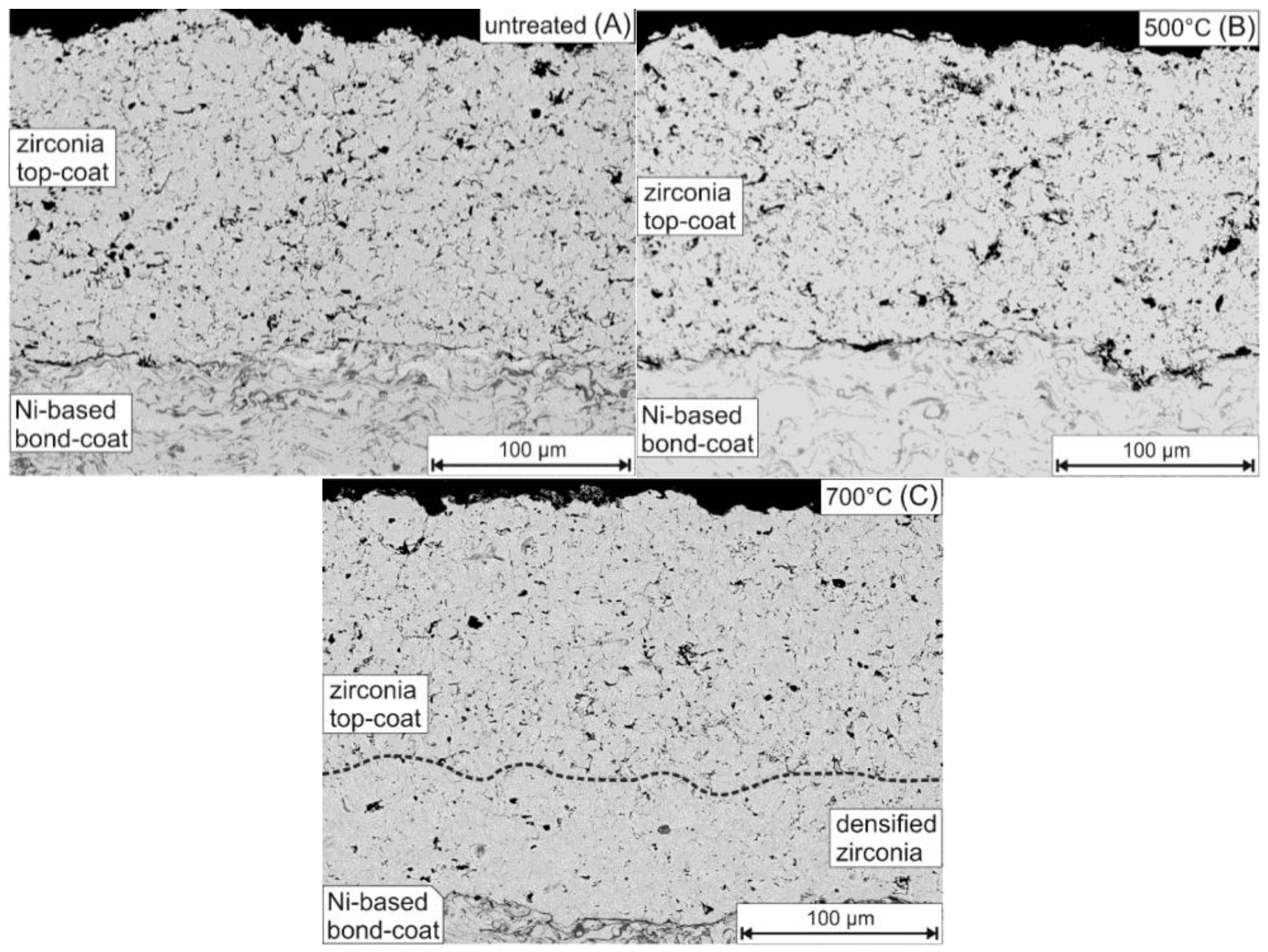
3.2. Lab-Scale Experiments
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Warnecke, R. Fünfzig Jahre und kein bisschen weise—Korrosion und Verfahrenstechnik in thermischen Abfallbehandlungsanlagen. In Energie aus Abfall; Thomé-Kozmiensky, K.J., Beckmann, M., Eds.; TK Verlag: Neuruppin, Germany, 2014; Volume 11, pp. 441–457. (In German) [Google Scholar]
- Noguchi, M.; Yakuwa, H.; Miyasaka, M.; Yokono, M.; Matsumoto, A.; Miyoshi, K.; Kosaka, K.; Fukuda, Y. Experience of superheater tubes in municipal waste incineration plant. Mater. Corros. 2000, 51, 774–785. [Google Scholar] [CrossRef]
- Frandsen, F.J. Utilizing biomass and waste for power production—A decade of contributing to the understanding, interpretation and analysis of deposits and corrosion products. Fuel 2005, 84, 1277–1294. [Google Scholar] [CrossRef]
- Antunes, R.A.; de Oliveira, C.L. Corrosion in biomass combustion: A materials selection analysis and its interaction with corrosion mechanisms and mitigation strategies. Corros. Sci. 2013, 76, 6–26. [Google Scholar] [CrossRef]
- Spiegel, W.; Herzog, T.; Magel, G.; Müller, W.; Schmidl, W.; Albert, F.-W. Korrosion in Abfallverbrennungsanlagen. In Dampferzeugerkorrosion; Born, M., Ed.; SAXONIA Standortentwicklungs- und -verwaltungsgesellschaft mbH: Freiberg, Germany, 2013; pp. 9–95. (In German) [Google Scholar]
- Spiegel, M. Influence of gas phase composition on the Hot Corrosion of steels and nickel-based alloys beneath a (Ca-Na-K)-sulfate mixture containing PbSO4 and ZnSO4. Mater. Corros. 2000, 51, 303–312. [Google Scholar] [CrossRef]
- Phongphiphat, A.; Ryu, C.; Bin Yang, Y.; Finney, K.N.; Leyland, A.; Sharifi, V.N.; Swithenbank, J. Investigation into high-temperature corrosion in a large-scale municipal waste-to-energy plant. Corros. Sci. 2010, 52, 3861–3874. [Google Scholar] [CrossRef]
- Montgomery, M.; Hansson, A.N.; Jensen, S.A.; Vilhelmsen, T.; Nielsen, N.H. In situ corrosion testing of various nickel alloys at Mabjerg waste incineration plant. Mater. Corros. 2013, 64, 14–25. [Google Scholar] [CrossRef]
- Oksa, M.; Auerkari, P.; Salonen, J.; Varis, T. Nickel-based HVOF-coatings promoting high temperature corrosion resistance of biomass-fired power plant boilers. Fuel Process. Technol. 2014, 125, 236–245. [Google Scholar] [CrossRef]
- Schülein, R.W.; Born, M.; Korb, J. Thermische Spritzschichten zur Minderung von Schadensfällen durch Korrosion und Erosion. VGB PowerTech J. 2006, 7, 58–64. [Google Scholar]
- Schmidl, W. Erfahrungen mit thermisch gespritzten Schichten als Korrosionsschutz auf Wärmetauscherflächen in reststoffbefeuerten Dampferzeugern. In Energie aus Abfall; Thomé-Kozmiensky, K.J., Beckmann, M., Eds.; TK Verlag: Neuruppin, Germany, 2014; Volume 11, pp. 593–610. (In German) [Google Scholar]
- Hussain, T.; Simms, N.J.; Nicholls, J.R. Modelling fireside corrosion of thermal sprayed coatings in co-firing of coal/biomass. Mater. Corros. 2013, 65, 197–205. [Google Scholar] [CrossRef]
- Bendix, D.; Tegeder, G.; Crimmann, P.; Metschke, J.; Faulstich, M. Development of thermal sprayed layers for high temperature areas in waste incineration plants. Mater. Corros. 2008, 59, 389–392. [Google Scholar] [CrossRef]
- Fehr, K.T.; Ye, Y.; Faulstich, M.; Weih, C.; Wolf, G. Ein neues Verfahren zur Optimierung oxidkeamischer Schutzschichten. In Moderne Beschichtungen zum Verschleißschutz von Werkzeugen; Faulstich, M., Geiger, M., Kukla, H., Wolf, G., Eds.; DORNER PrintConcept GmbH & Co. KG: Sulzbach-Rosenberg, Germany, 2012; Volume 7, pp. 51–78. (In German) [Google Scholar]
- Masset, P.J.; Faulstich, M.; Fehr, K.T.; Weih, C.; Wolf, G.; Ye, Y. Chemical densification of oxide based coatings for high temperature wear and corrosion resistance. ECS Trans. 2013, 50, 109–116. [Google Scholar] [CrossRef]
- Fehr, K.T.; Ye, Y.; Wolf, G. Verfahren zur Herstellung einer keramischen Schicht auf einer aus einer Ni-Basislegierung gebildeten Oberfläche. Patent DE 10.2012.200.560, 16 January 2012. (In German)[Google Scholar]
- Ye, Y. Modification of Thermally Sprayed Ceramic Oxide Coatings by Chemical Densification Processing. Ph.D. Thesis, Ludwig-Maximilians-Universität München, Munich, Germany, 2016. [Google Scholar]
- Karger, M.; Vaßen, R.; Stöver, D. Atmospheric plasma sprayed thermal barrier coatings with high segmentation crack densities: Spraying process, microstructure and thermal cycling behavior. Surf. Coat. Technol. 2011, 206, 16–23. [Google Scholar] [CrossRef]
- Müller, D.; Heuss-Aßbichler, S. Behavior of yttria-stabilized zirconia in the presence of molten salts: Part 1—Dissolution and recrystallization phenomena. J. Eur. Ceram. Soc. 2016, 36, 3495–3503. [Google Scholar] [CrossRef]
- Grabke, H.J.; Reese, E.; Spiegel, M. The effects of chlorides, hydrogen chloride, and sulfur dioxide in the oxidation of steels below deposits. Corros. Sci. 1995, 37, 1023–1043. [Google Scholar] [CrossRef]
- Deshpande, S.; Kulkarni, A.; Sampath, S.; Herman, H. Application of image analysis for characterization of porosity in thermal spray coatings and correlation with small angle neutron scattering. Surf. Coat. Technol. 2004, 187, 6–16. [Google Scholar] [CrossRef]
- Siebert, B.; Funke, C.; Vaßen, R.; Stöver, D. Changes in porosity and Young’s Modulus due to sintering of plasma sprayed thermal barrier coatings. J. Mater. Process. Technol. 1999, 92–93, 217–223. [Google Scholar] [CrossRef]
- Wang, N.; Zhou, C.; Gong, S.; Xu, H. Heat treatment of nanostructured thermal barrier coating. Ceram. Int. 2007, 33, 1075–1081. [Google Scholar] [CrossRef]
- Krogstad, J.A.; Krämer, S.; Lipkin, D.M.; Johnson, C.A.; Mitchell, D.R.G.; Cairney, J.M.; Levi, C.G. Phase stability of t’-zirconia-based thermal barrier coatings: Mechanistic insights. J. Am. Ceram. Soc. 2011, 94, S168–S177. [Google Scholar] [CrossRef]
- Pasquevich, D.M.; Lovey, F.; Caneiro, A. Structural and Microstructural Changes in Zirconia in Dilute Chlorine Atmosphere. J. Am. Ceram. Soc. 1989, 72, 1664–1667. [Google Scholar] [CrossRef]
- Wöllmer, S.; Förg, A.; Schuster, S.; Masset, P.J. Solvothermal modified layers against high temperature corrosion. Mater. Sci. Forum 2015, 825–826, 621–627. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Coating | Treatment | ||
|---|---|---|---|---|
| Atmosphere | Temperature (°C) | Additional Salt Mixture | ||
| N2/HCl/O2 (vol.%) | ||||
| TP 1 | Inconel 625 + YSZ | WTE plant | ~700 | – |
| TP 2.1 | Inconel 625 + YSZ | WTE plant | ~450 | – |
| TP 2.2 | Inconel 625 + YSZ | WTE plant | ~450 | – |
| TP 2.3 | Inconel 625 + YSZ | WTE plant | ~450 | – |
| LS 1 | Inconel 625 + YSZ | 97/2.1/0.9 | 500 | KCl, ZnCl2, K2SO4, ZnSO4 |
| LS 2 | Inconel 625 + YSZ | 97/2.1/0.9 | 700 | KCl, ZnCl2, K2SO4, ZnSO4 |
| LS 3 | Inconel 625 + YSZ | untreated reference | ||
| Elements | Content (wt.%) |
|---|---|
| Cr | 22.00 |
| Mo | 9.00 |
| Fe | 4.00 |
| Nb | 3.60 |
| C | <0.06 |
| Ni | balance |
| Elements | Sample Position | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| SiO2 (wt.%) | 15.58 | 14.50 | 13.42 | 11.37 |
| Al2O3 | 8.07 | 7.98 | 7.23 | 6.36 |
| Fe2O3 T | 3.12 | 2.82 | 2.77 | 2.15 |
| MnO | 0.38 | 0.43 | 0.40 | 0.32 |
| MgO | 3.32 | 3.15 | 2.92 | 2.59 |
| CaO | 19.72 | 28.36 | 28.68 | 28.11 |
| Na2O | 9.97 | 6.28 | 5.71 | 5.33 |
| K2O | 5.97 | 4.12 | 3.84 | 3.82 |
| TiO2 | 1.99 | 1.87 | 1.75 | 1.70 |
| P2O5 | 2.10 | – | 1.92 | 1.68 |
| SO3 | 17.86 | 18.83 | 20.84 | 16.89 |
| Cl | 0.94 | 1.31 | 1.19 | 3.04 |
| Ba | 0.23 | 0.19 | 0.21 | 0.23 |
| Cr | 0.12 | 0.17 | 0.13 | 0.06 |
| Cu | 0.05 | 0.02 | 0.02 | 0.03 |
| Ni | 0.03 | 0.02 | 0.02 | 0.02 |
| Pb | 0.01 | 0.01 | – | 0.01 |
| Rb | 0.01 | 0.01 | 0.01 | 0.01 |
| Sb | 0.10 | 0.07 | 0.33 | 0.14 |
| Sn | 0.06 | 0.03 | 0.19 | 0.04 |
| Sr | 0.03 | 0.04 | 0.04 | 0.04 |
| Zn | 3.47 | 1.94 | 2.07 | 1.04 |
| Zr | 0.21 | 0.03 | 0.14 | 0.13 |
| LOI | 6.77 | 7.78 | 6.10 | 14.88 |
| Total | 100.11 | 99.96 | 99.93 | 99.99 |
| Sample | TP 1 | TP 2.1 | |
|---|---|---|---|
| experiment duration | 14 days | 23 days | |
| temperature | 700 °C | 450 °C | |
| zirconia top-coat | thickness of the modified zirconia layer | 50–100 µm | 50–250 µm |
| composition of the metal oxide within the modified zirconia layer | Cr, (±Ni), (±Fe) | Cr, Ni, (±Fe) | |
| Ni-based bond-coat | salt amount within the bond-coat | significant amounts of NaCl and KCl | small amounts of NaCl and KCl |
| iron amount within the bond-coat | non-existent | moderate amount | |
| newly formed iron-oxide layer between bond-coat and steel substrate | non-existent | existent, +Na, +K | |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Müller, D.; Wöllmer, S.; Aßbichler, D.; Murer, M.J.; Heuss-Aßbichler, S.; Rieger, K.; Hill, H.; Härtel, C.; Masset, P.J. High Temperature Corrosion Studies of a Zirconia Coating: Implications for Waste-to-Energy (WTE) Plants. Coatings 2016, 6, 36. https://doi.org/10.3390/coatings6030036
Müller D, Wöllmer S, Aßbichler D, Murer MJ, Heuss-Aßbichler S, Rieger K, Hill H, Härtel C, Masset PJ. High Temperature Corrosion Studies of a Zirconia Coating: Implications for Waste-to-Energy (WTE) Plants. Coatings. 2016; 6(3):36. https://doi.org/10.3390/coatings6030036
Chicago/Turabian StyleMüller, Dirk, Silke Wöllmer, Donjá Aßbichler, Martin J. Murer, Soraya Heuss-Aßbichler, Konrad Rieger, Horst Hill, Carsten Härtel, and Patrick J. Masset. 2016. "High Temperature Corrosion Studies of a Zirconia Coating: Implications for Waste-to-Energy (WTE) Plants" Coatings 6, no. 3: 36. https://doi.org/10.3390/coatings6030036
APA StyleMüller, D., Wöllmer, S., Aßbichler, D., Murer, M. J., Heuss-Aßbichler, S., Rieger, K., Hill, H., Härtel, C., & Masset, P. J. (2016). High Temperature Corrosion Studies of a Zirconia Coating: Implications for Waste-to-Energy (WTE) Plants. Coatings, 6(3), 36. https://doi.org/10.3390/coatings6030036