
Wear Transition of CrN Coated M50 Steel under High Temperature and Heavy Load


Abstract
:1. Introduction
2. Materials and Methods
2.1. M50 Disks and CrN Coatings
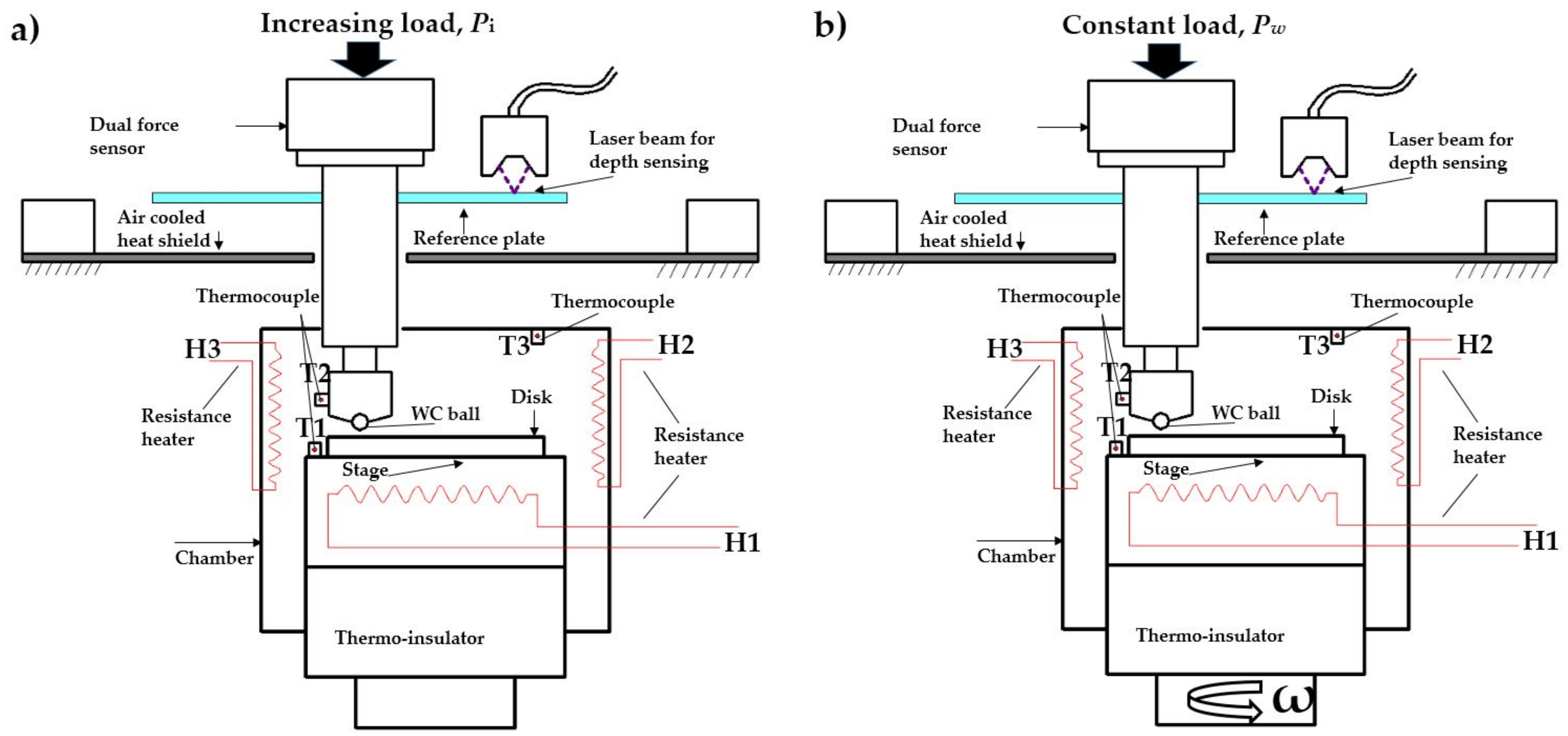
2.2. Test Rig
2.3. Test Procedure
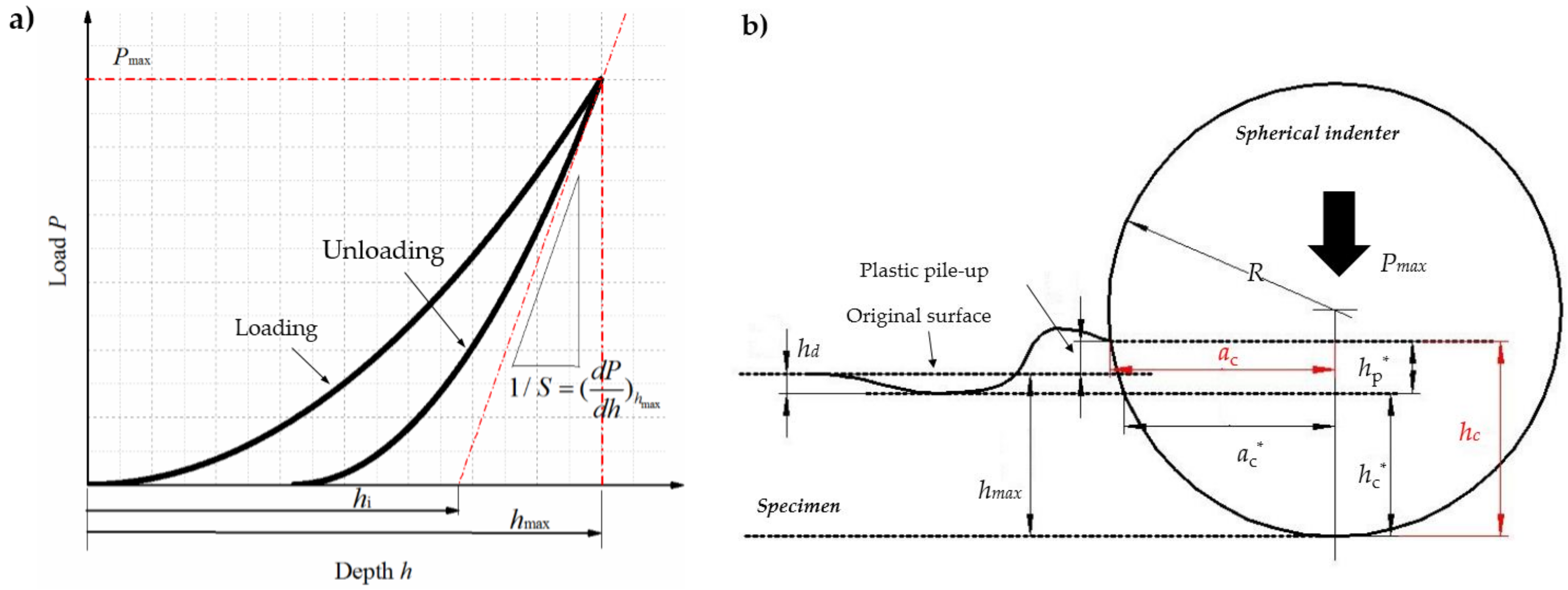
2.4. Theoretical Background for Spherical Indentation
3. Results
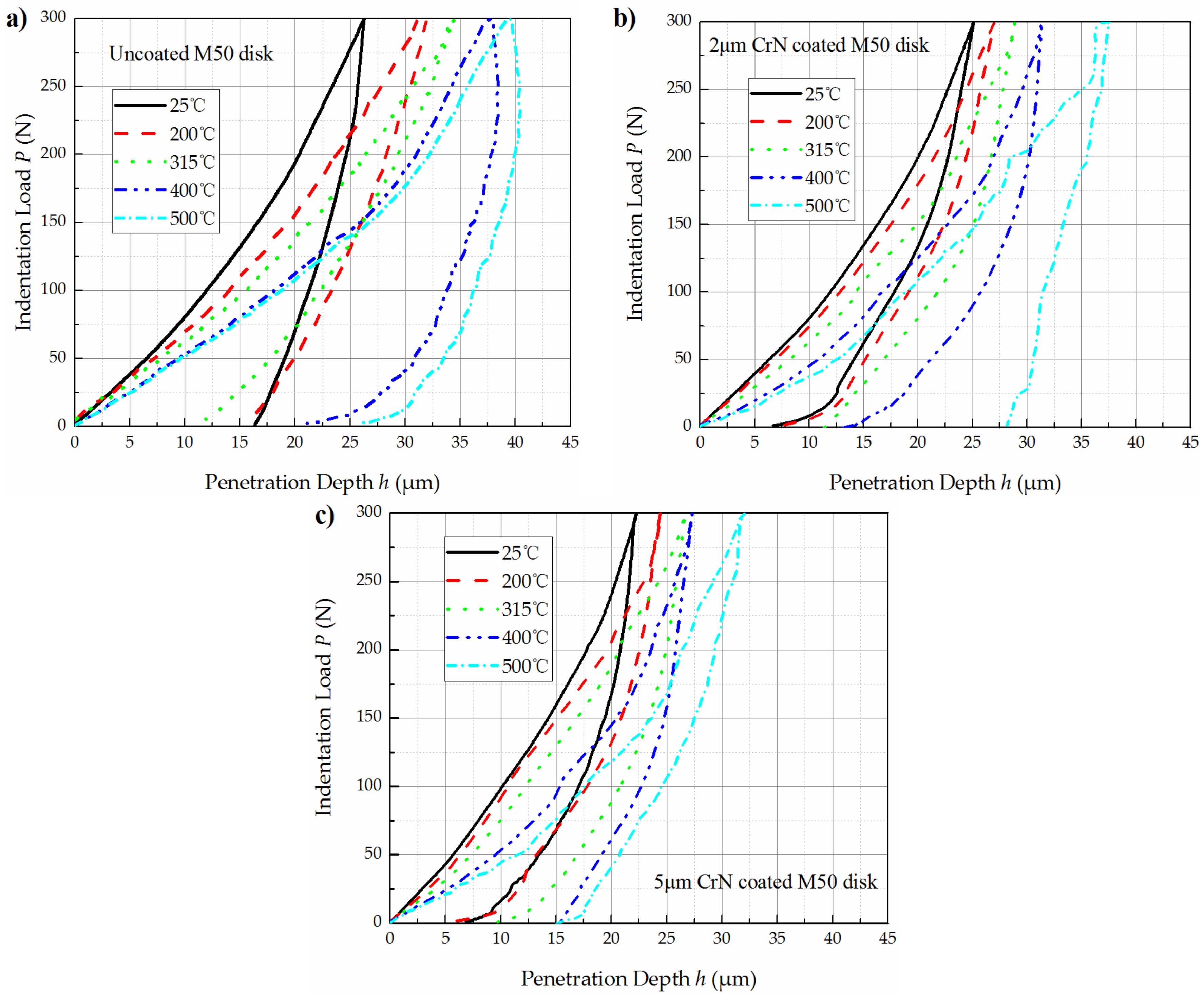
3.1. Indentation Tests at Elevated Temperatures
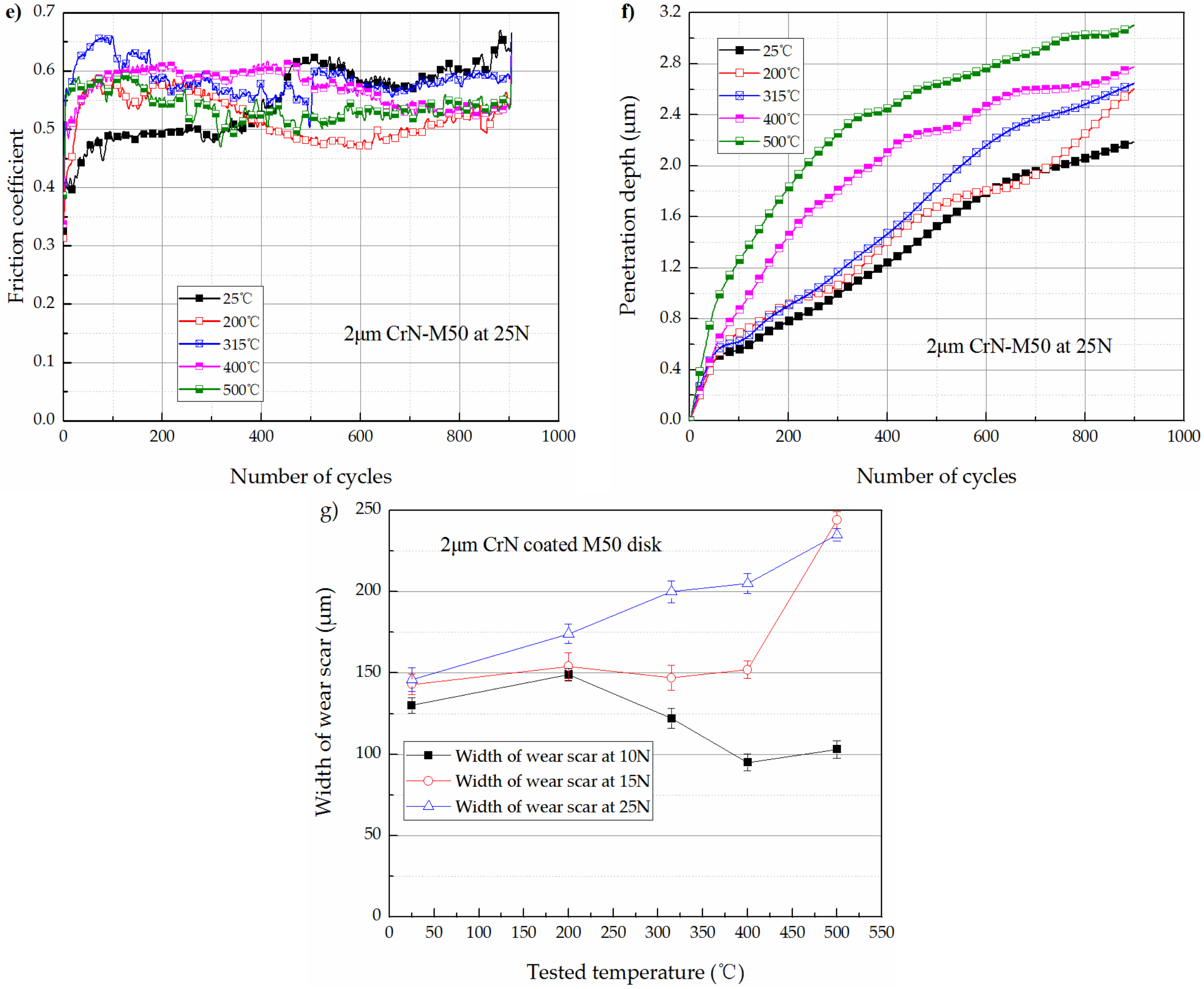
3.2. Tribological Responses
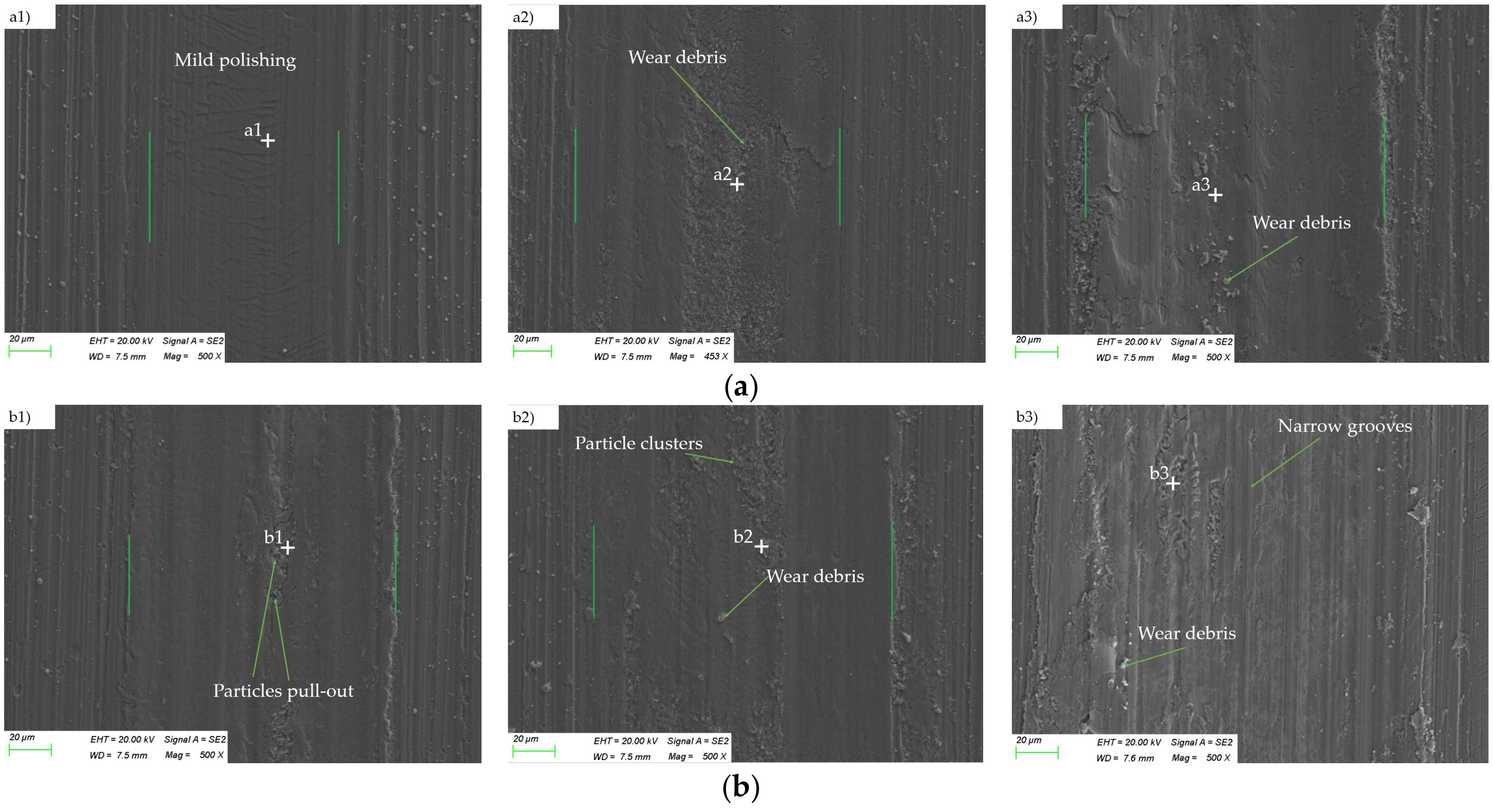
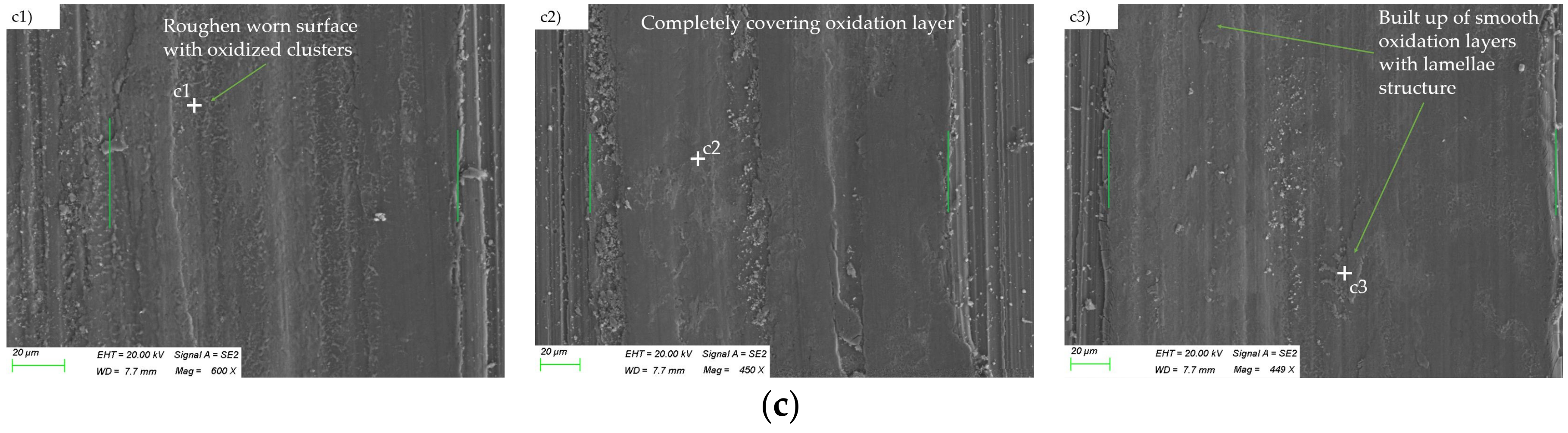
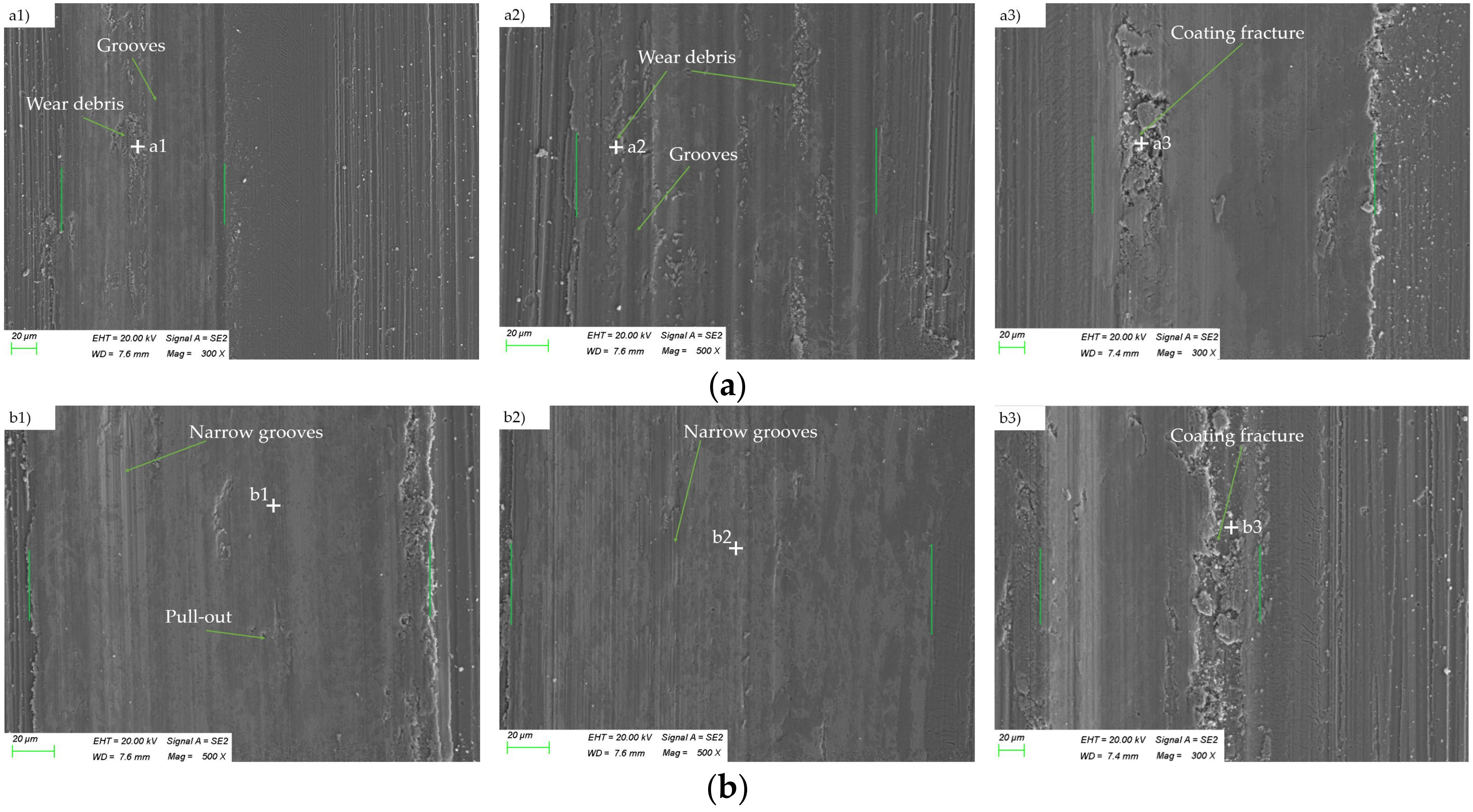
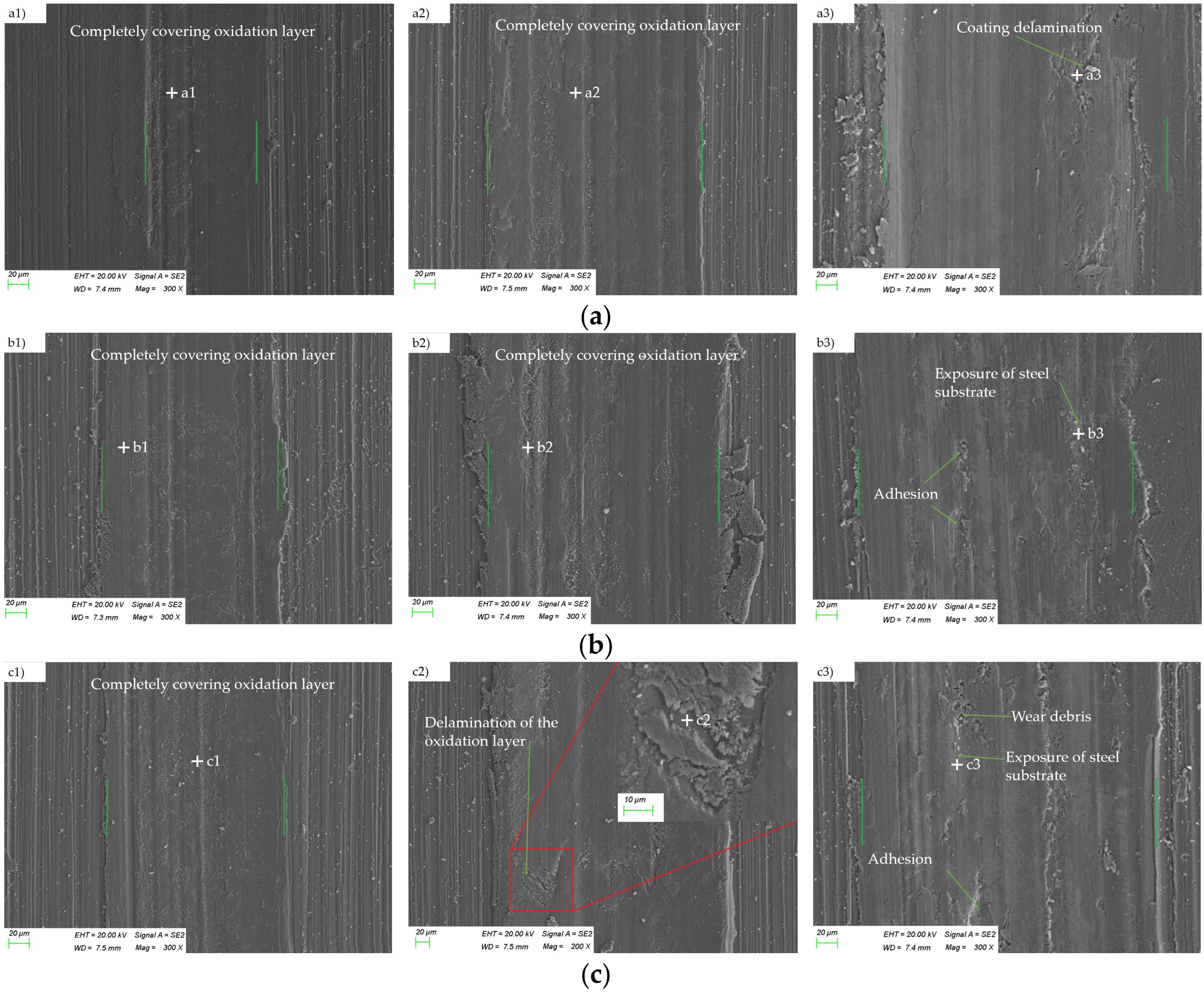
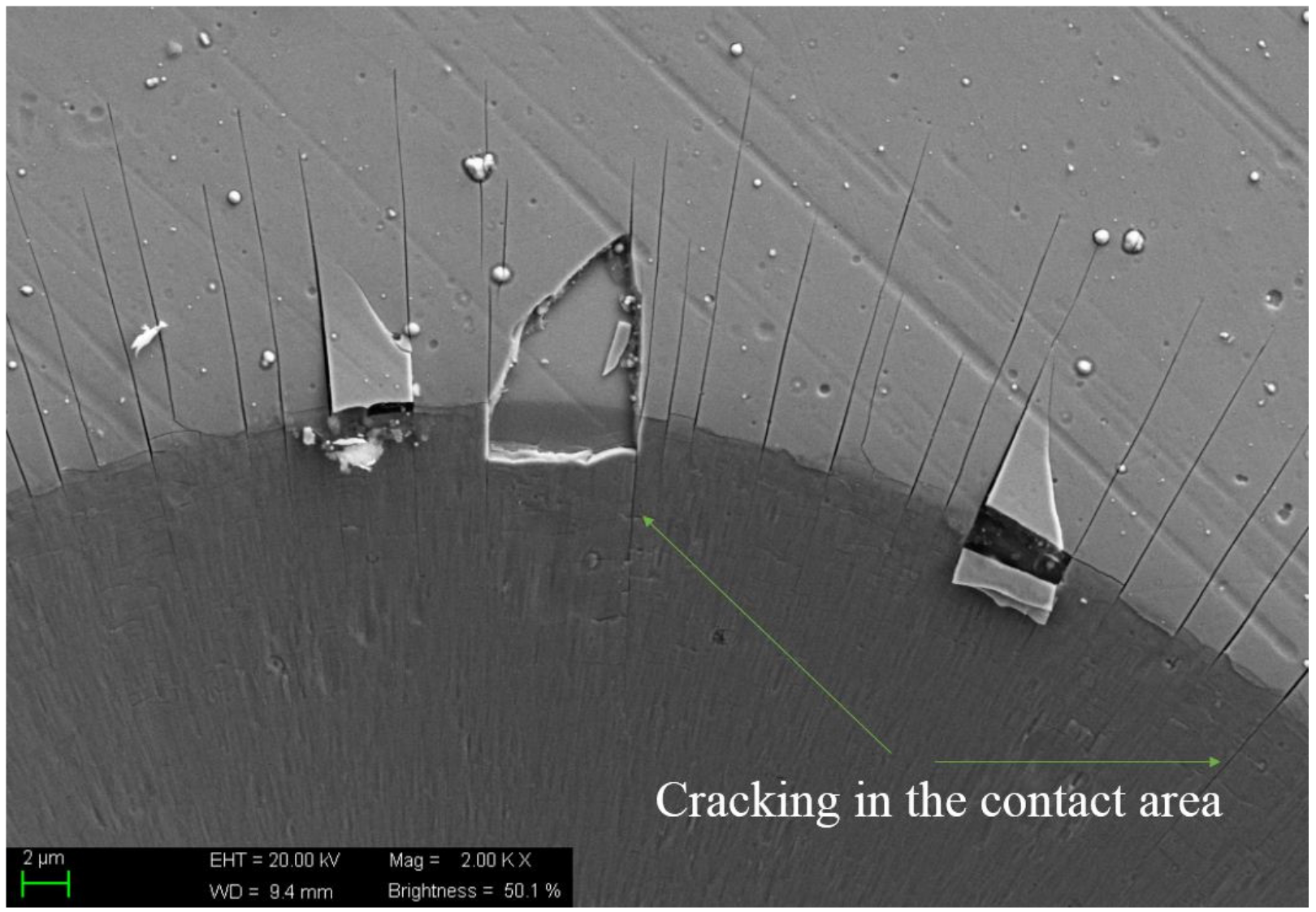
3.3. Morphology and EDS Results of Worn Surfaces
4. Discussion
5. Conclusions
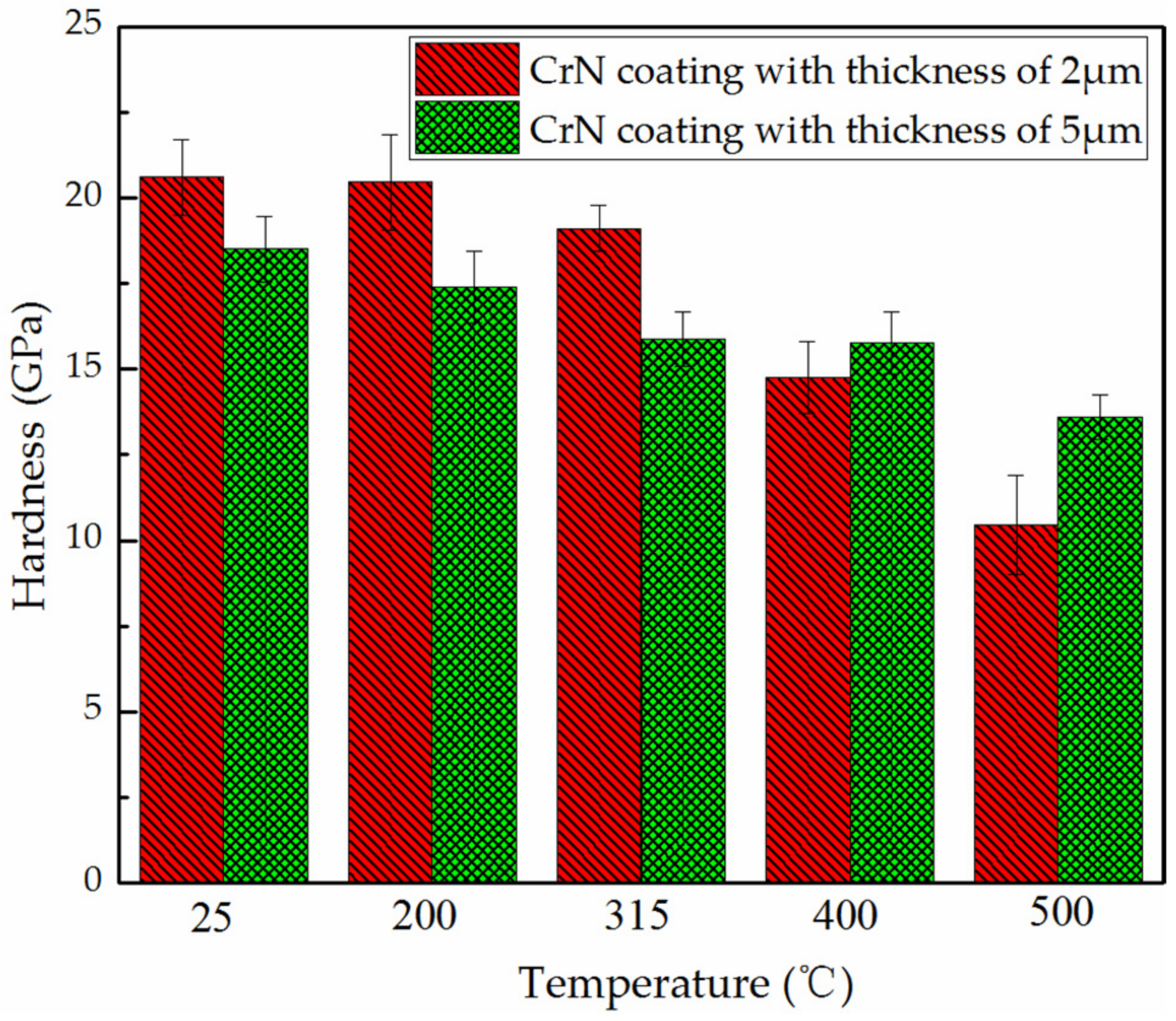
- The hardness of CrN coating decrease with temperatures: When the tested temperature was below 315 °C, the hardness of 2 μm thick CrN coating was higher than 5 μm thick CrN coating. However, when the tested temperature was above 400 °C, the 5 μm thick CrN coating had higher values in hardness. A thicker CrN coating would be helpful in maintaining the stability of surface hardness in high temperatures.
- Wear of CrN coating changes with external load, P, and temperature, T: Under the tested condition of P < Lb and T < 315 °C, abrasive is the dominant wear mechanism for CrN coating. With a tested condition of P < Lb and T ≥ 315 °C, wear of CrN coating transitions into mild oxidation wear due to the lubrication effect of oxidation layers. Under the tested condition of P > Lb and T < 315 °C, wear of CrN coating was controlled by coating fracture. Under the tested condition of P > Lb and T ≥ 315 °C, wear of CrN coating transitions into the severe wear mode with a combination of detachment, adhesion and oxidation, due to the tensile fracture of oxidation films, thereby leading adhesion between CrN coating and tribo-counterpart.
- The presented analysis method can be helpful in predicting the permissible loads for a CrN coating–M50 substrate system at the given temperature. To conclude, it can be helpful in the tribological design for CrN coatings and allow the rational selection of coating thickness for a particular high temperature application.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gilewicz, A.; Chmielewska, P.; Murzynski, D.; Dobruchowska, E.; Warcholinski, B. Corrosion resistance of CrN and CrCN/CrN coatings deposited using catholic arc evaporation in Ringer’s and Hank’s solutions. Surf. Coat. Technol. 2016, 299, 7–14. [Google Scholar] [CrossRef]
- Podgornik, B.; Sedlaček, M.; Mandrino, D. Performance of CrN coatings under boundary lubrication. Tribol. Int. 2016, 96, 247–257. [Google Scholar] [CrossRef]
- Ding, J.; Zhang, T.; Yun, J.M.; Kang, M.C.; Wang, Q.; Kim, K.H. Microstructure, mechanical, oxidation and corrosion properties of the Cr-Al-Si-N Coatings deposited by a hybrid sputtering system. Coatings 2017, 7, 119. [Google Scholar] [CrossRef]
- Khanna, R.; Ong, J.L.; Oral, E.; Narayan, R.J. Progress in wear resistant materials for total hip arthroplasty. Coatings 2017, 7, 99. [Google Scholar] [CrossRef]
- Ramadoss, R.; Kumar, N.; Dash, S.; Arivuoli, D.; Tyagi, A.K. Wear mechanism of CrN/NbN super lattice coating sliding against various counter-bodies. Int. J. Refract. Met. Hard Mater. 2013, 41, 547–552. [Google Scholar] [CrossRef]
- Silva, F.; Martinho, R.; Andrade, M.; Baptista, A.; Alexandre, R. Improving the wear resistance of moulds for the injection of glass fibre-reinforced plastics using PVD coatings: A comparative study. Coatings 2017, 7, 28. [Google Scholar] [CrossRef]
- Gouveia, R.M.; Silva, F.J.G.; Reis, P.; Baptista, A.P.M. Machining duplex stainless steel: Comparative study regarding end mill coated tools. Coatings 2016, 6, 51. [Google Scholar] [CrossRef]
- Kawahara, Y. An overview on corrosion-resistant coating technologies in biomass/waste-to-energy plants in recent decades. Coatings 2016, 6, 34. [Google Scholar] [CrossRef]
- Lim, S.C.; Ashby, M.F. Overview No. 55 wear mechanism maps. Acta Metall. 1987, 35, 1–24. [Google Scholar] [CrossRef]
- Wang, Y.; Stephen, M.H. Wear and wear transition mechanisms of ceramics. Wear 1996, 195, 112–122. [Google Scholar] [CrossRef]
- Polcar, T.; Parreira, N.M.G.; Novák, R. Friction and wear behaviour of CrN coating at temperatures up to 500 °C. Surf. Coat. Technol. 2007, 201, 5228–5235. [Google Scholar] [CrossRef]
- Qi, Z.; Liu, B.; Wu, Z.; Zhu, F.; Wang, Z.; Wu, C. A comparative study of the oxidation behavior of Cr2N and CrN coatings. Thin Solid Films 2013, 544, 515–520. [Google Scholar] [CrossRef]
- Mandrino, D.; Podgornik, B. XPS investigations of tribofilms formed on CrN coatings. Appl. Surf. Sci. 2017, 396, 554–559. [Google Scholar] [CrossRef]
- Scheerer, H.; Hoche, H.; Broszeit, E.; Berger, C. Tribological properties of sputtered CrN coatings under dry sliding oscillation motion at elevated temperatures. Surf. Coat. Technol. 2001, 142–144, 1017–1022. [Google Scholar] [CrossRef]
- Beake, B.D.; Fox-Rabinovich, G.D.; Veldhuis, S.C.; Goodes, S.R. Coating optimization for high speed machining with advanced nanomechanical test methods. Surf. Coat. Technol. 2009, 203, 1919–1925. [Google Scholar] [CrossRef]
- Smith, J.F.; Zheng, S. High temperature nanoscale mechanical property measurements. Surf. Eng. 2000, 16, 143–146. [Google Scholar] [CrossRef]
- Everitt, N.M.; Davies, M.I.; Smith, J.F. High temperature nanoindentation—The importance of isothermal contact. Philos. Mag. 2011, 91, 1221–1244. [Google Scholar] [CrossRef]
- Sander, T.; Tremmel, S.; Wartzack, S. A modified scratch test for the mechanical characterization of scratch resistance and adhesion of thin hard coatings on soft substrates. Surf. Coat. Technol. 2011, 206, 1873–1878. [Google Scholar] [CrossRef]
- Ghosh, S.; Yadav, S.; Das, G. Ball Indentation Technique: A currently developed tool to study the effect of various heat treatments on the mechanical properties of En24 steel. Mater. Lett. 2008, 62, 3966–3968. [Google Scholar] [CrossRef]
- Wheeler, J.M.; Armstrong, D.E.J.; Heinz, W.; Schwaiger, R. High temperature nanoindentation: The state of the art and future challenges. Curr. Opin. Solid State Mater. Sci. 2015, 19, 354–366. [Google Scholar] [CrossRef]
- Kim, S.H.; Lee, B.W.; Choi, Y.; Kwon, D. Quantitative determination of contact depth during spherical indentation of metallic materials—A FEM study. Mater. Sci. Eng. A 2006, 415, 59–65. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S. A new model for the computation of the composite hardness of coated systems. Surf. Coat. Technol. 2002, 160, 177–186. [Google Scholar] [CrossRef]
- Kot, M.; Rakowski, W.; Lackner, J.M.; Major, L. Analysis of spherical indentations of coating-substrate systems: Experiments and finite element modeling. Mater. Des. 2013, 43, 99–111. [Google Scholar] [CrossRef]
- Huang, X.; Etsion, I.; Shao, T.M. Indentation pop-in as a potential characterization of weakening effect in coating/substrate systems. Wear 2015, 338–339, 325–331. [Google Scholar] [CrossRef]
- Mo, J.L.; Zhu, M.H. Sliding tribological behaviors of PVD CrN and AlCrN coatings against Si3N4 ceramic and pure titanium. Wear 2009, 267, 874–881. [Google Scholar] [CrossRef]
- Mulligan, C.P.; Papi, P.A.; Gall, D. Ag transport in CrN–Ag nanocomposite coatings. Thin Solid Films 2012, 520, 6774–6779. [Google Scholar] [CrossRef]
- Mulligan, C.P.; Blanchet, T.A.; Gall, D. CrN–Ag nanocomposite coatings: High-temperature tribological response. Wear 2010, 269, 125–131. [Google Scholar] [CrossRef]
- Voevodin, A.A.; Muratore, C.; Aouadi, S.M. Hard coatings with high temperature adaptive lubrication and contact thermal management: Review. Surf. Coat. Technol. 2014, 257, 247–265. [Google Scholar] [CrossRef]
- Matthews, A.; Franklin, S.; Holmberg, K. Tribological coatings: Contact mechanisms and selection. J. Phys. D Appl. Phys. 2007, 40, 5463–5475. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indentation Test | Wear Test | ||
|---|---|---|---|
| Initial contact load | 1 N | Normal load | 10 N, 15 N, 25 N |
| Loading/unloading rate | 2 N/s | Linear speed | 10.5 mm/s |
| Peak load | 300 N | Revs | 900 |
| Holding load | In unloading stage at 30 N | Temperature | 25 °C, 200 °C, 315 °C, 400 °C, 500 °C |
| Holding duration | 60 s | ||
| Temperature | 25 °C, 200 °C, 315 °C, 400 °C, 500 °C | ||
| Element, at.% | Positions | |||||
|---|---|---|---|---|---|---|
| a1 | a2 | a3 | b1 | b2 | b3 | |
| Cr | 40.12 | 42.43 | 36.92 | 44.34 | 46.42 | 35.02 |
| N | 47.68 | 38.06 | 35.21 | 31.8 | 38.68 | 30.14 |
| O | 2.33 | 6.06 | 8.77 | 7.98 | 6.92 | 10.37 |
| Fe | 1.7 | 4.53 | 5.89 | 11.87 | 0.93 | 7.96 |
| W | 5.3 | 7.64 | 14.11 | 5.15 | 6.71 | 16.10 |
| Element, at.% | Positions | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| a1 | a2 | a3 | b1 | b2 | b3 | c1 | c2 | c3 | |
| Cr | 46.39 | 46.23 | 36.6 | 30.19 | 36.2 | 37.99 | 38.36 | 35.08 | 32.35 |
| N | 23.72 | 21.95 | 25.67 | 17.75 | 13.61 | 21.28 | 13.65 | 11.61 | 7.88 |
| O | 22.43 | 25.61 | 30.58 | 37.97 | 44.96 | 38.38 | 41.51 | 44.98 | 51.35 |
| Fe | 4.19 | 5.39 | 6.34 | 12.43 | 3.39 | 2.02 | 3.87 | 6.47 | 5.81 |
| W | 0.07 | 0.04 | 0.05 | – | – | – | – | – | – |
| Element, at.% | Positions | |||||
|---|---|---|---|---|---|---|
| a1 | a2 | a3 | b1 | b2 | b3 | |
| Cr | 48.32 | 42.71 | 34.96 | 31.25 | 36.7 | 12.7 |
| N | 40.27 | 36.84 | 5.49 | 37.53 | 37.93 | 24.65 |
| O | 3.41 | 9.28 | 7.77 | 10.4 | 13.76 | 14.26 |
| Fe | 8.32 | 9.43 | 48.05 | 15.94 | 9.2 | 46.96 |
| W | 4.27 | 2.95 | 0.71 | 3.07 | 2.93 | – |
| Element, at.% | Positions | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| a1 | a2 | a3 | b1 | b2 | b3 | c1 | c2 | c3 | |
| Cr | 37.48 | 32.19 | 17.92 | 32.65 | 21.61 | 4.9 | 23.58 | 18.3 | 4.0 |
| N | 21.93 | 18.67 | 10.45 | 20.97 | 13.72 | 4.53 | 22.68 | 13.85 | 3.47 |
| O | 34.39 | 35.16 | 36.24 | 39.64 | 44.06 | 35.14 | 44.59 | 40.78 | 31.0 |
| Fe | 5.52 | 6.22 | 32.76 | 6.61 | 18.75 | 52.79 | 8.48 | 24.87 | 54.79 |
| W | – | – | 1.9 | – | – | 2.15 | – | – | 3.21 |
| Temperatures | Load | |
|---|---|---|
| Below the Load Bearing Limit | Above the Load Bearing Limit | |
| Below 315 °C | Mild-abrasive wear | Coating fracture controlled wear |
| Equal or above 315 °C | Mild-oxidation wear | Compound wear mechanisms containing oxidative wear, coating delamination and adhesive wear |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Gu, L.; Tang, G.; Mao, Y. Wear Transition of CrN Coated M50 Steel under High Temperature and Heavy Load. Coatings 2017, 7, 202. https://doi.org/10.3390/coatings7110202
Zhang C, Gu L, Tang G, Mao Y. Wear Transition of CrN Coated M50 Steel under High Temperature and Heavy Load. Coatings. 2017; 7(11):202. https://doi.org/10.3390/coatings7110202
Chicago/Turabian StyleZhang, Chi, Le Gu, Guangze Tang, and Yuze Mao. 2017. "Wear Transition of CrN Coated M50 Steel under High Temperature and Heavy Load" Coatings 7, no. 11: 202. https://doi.org/10.3390/coatings7110202
APA StyleZhang, C., Gu, L., Tang, G., & Mao, Y. (2017). Wear Transition of CrN Coated M50 Steel under High Temperature and Heavy Load. Coatings, 7(11), 202. https://doi.org/10.3390/coatings7110202