1. Introduction
Plastics have long ago become common packaging materials. They are used to protect products like food, pharmaceuticals, medical products, cosmetics, electronics, and many others [
1]. Namely in the food manufacturing process, packaging of the product is one of the most important steps, as it maintains the quality of food for storage, transportation, and end use [
2]. A single-layer plastic material is usually not capable of fulfilling all the requirements of all the processes in the manufacturing chain, thus multilayer flexible films are produced, mainly by in-line coating, lamination, coextrusion, etc. [
3].
Coated plastic films provide many advantages over the standard material—e.g., resistance against high temperatures—which in turn allows their usage in the pasteurization and sterilization processes. Moreover, a coating can improve antibacterial and barrier properties (oxygen and vapor transmission rates), lower the coefficient of friction, allow metallization of the film, etc. Another reason for coating the substrate is bringing its surface free energy closer to the surface tension of printing inks (reprographic, flexographic, photosensitive, …), improving adhesion for lamination or making the surface antistatic. Recently, many different chemical compositions have been used for coating extruded plastic films. The film forming compound of such composition (polymeric dispersion) is usually polyester, polyurethane, or polyacrylate resin and the dispersed phase is often chemically and/or sterically stabilized. The thin film coating process can be substituted with corona treatment, to increase the substrate surface free energy. Such an approach is demanding though, because of high initial cost and process complications (possible electric interference with other equipment in the production line and the maintenance cost). Besides, corona treated polymer surfaces are known to suffer from so called “aging” of the treatment, a gradual reversal of the surface properties towards those of the untreated surface. Aging is known to be accelerated by elevated temperature and moisture and occurs with most plasma treatment processes [
4,
5,
6,
7,
8,
9,
10].
The coating process of typical polymeric foils (polyethylene, polypropylene, and even polyethylene terephthalate) also meets with difficulties such as poor wetting of the substrate with the dispersion (when the surface tension of the dispersion is relatively high with respect to the surface free energy of the substrate to be coated). The dispersions themselves can perform well, however in industrial conditions (gravure cylinder coating at high rate) their foaming can be a problem, as it can compromise the surface properties of the final thin film on a substrate. Various additives can be used to overcome such problems, though they should not compromise the properties of the initial dispersion, namely its stability. This article gives information on modifying the properties of polymer dispersions that can be used for ultra-thin coating of biaxially-oriented films and the effect of the additive on the properties of the dispersions. Promoted adhesion of the substrate can significantly improve the performance of further conversion steps (metallization, SiO
x, and AlO
x coating) and lamination with other materials as BOPP, PE, aluminium foil, etc. and help in formulation of new advanced packaging materials [
1,
11]. Namely in the case of BOPET, it is almost impossible to perform metallization of the foil without proper pre-treatment with a suitable thin film.
2. Materials and Methods
2.1. Solution Preparation
Co-polyester polymer aqueous dispersion Eastek™ 1200 (Eastman, Kingsport, TN, USA), referred to as Co-PES further in the text, and acrylic polymer aqueous dispersion PRIMALTM AC-261 (Dow, Midland, MI, USA), referred to as ACR further in the text, were examined in the means of particle size (z-average) temperature and pH dependence, zeta potential temperature and pH dependence, surface free tension (SFT), foam forming, and stability. The testing solution was prepared by mixing the concentrated polymeric dispersion with deionized water so that the total solid content was approximately 6 wt.%, followed by homogenization with Teflon® coated magnetic stirrer (VWR International, Randor, PA, USA) for 15 min. Fresh solution was prepared prior to each measurement to avoid gel formation. Modified testing solutions were prepared by adding given amount of the defoaming/wetting agent (2,4,7,9-tetramethyl-4,7-decanediol) (Air Products, Allentown, PA, USA), designated as Agent 1 further in the text, followed by homogenization with a Teflon® coated magnetic stirrer for 5 min.
2.2. Surface Tension Measurement
The critical aggregation concentration (CAC) and critical micellar concentration (CMC), of the gemini surfactant in polymeric dispersion were determined from equilibrium surface tension measurements as a function of surfactant concentration at 25 °C. The surface tension of the solutions was measured by the Wilhelmy plate method with the K100MK3 automatic tensiometer (Krüss GmbH, Hamburg, Germany), with the platinum plate at 25 °C. The tensiometer sample chamber was connected to the thermostat (Termostat CC-308B Pilot Huber, Offenburg, Germany), to maintain the desired temperature. Where appropriate (surface tension dynamics), the solution was stirred prior to each measurement for 30 s with a clean glass rod and the measurement itself was initiated within the 30 s period starting from the point when the stirring had finished. For each solution, at least three separate measurements were performed.
2.3. Particle Size and Zeta Potential Measurement
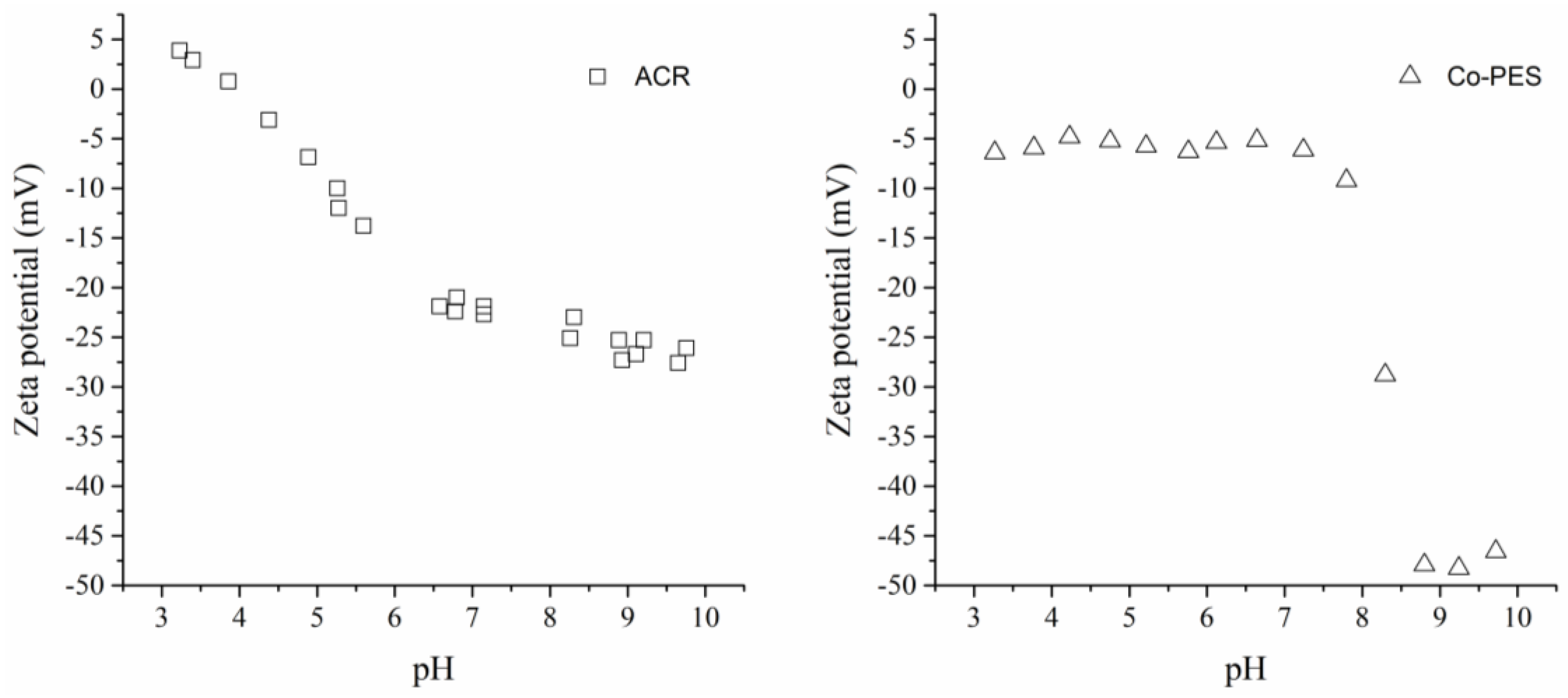
The z-average (mean hydrodynamic diameter), zeta potential, and their temperature and pH dependencies were measured by dynamic light scattering method (DLS) with the Zetasizer Nano ZS (Malvern Instruments, Malvern, UK), coupled with the MPT-2 automatic titrator (Malvern Instruments, Malvern, UK). The scattered light was observed at a 173° angle. The disposable folded capillary cell (Malvern Instruments, Malvern, UK) was used for the z-average and zeta potential measurement. Each presented value is the average of five measurements with different samples.
2.4. Foam Forming
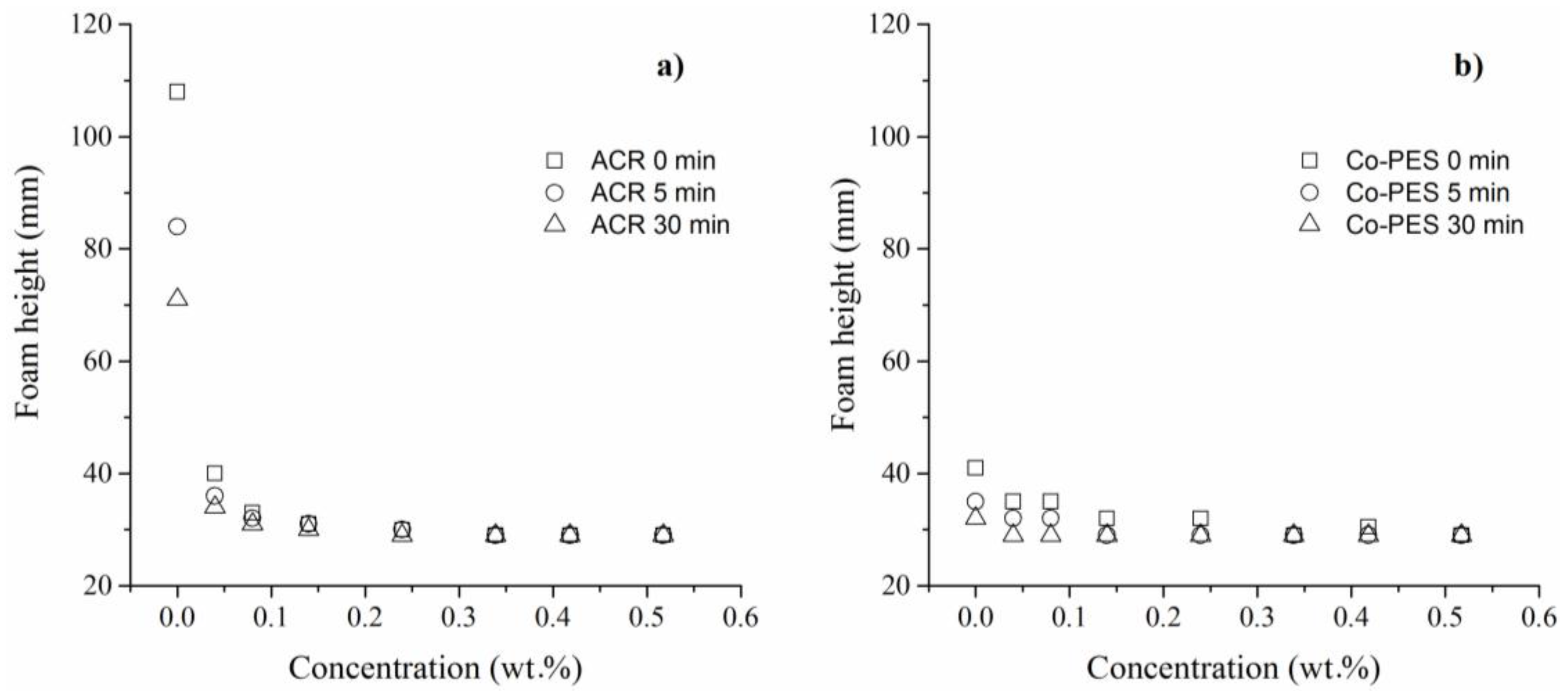
The formation of foam was measured with polymeric dispersions prepared according to the
Section 2.1, modified with 0–0.517 wt.% of Agent 1. Then, 50 mL of modified solution was transferred into the 250 mL graduated cylinder covered with Parafilm M
® (Bemis Company, Inc., Oshkosh, WI, USA), the cylinder was agitated with both hands for 30 s and the height of the generated foam was recorded in time intervals 0, 5, and 30 min.
2.5. Thin Film Coating
The BOPET polymeric substrates (FATRA) with the thickness of 50 and 12 µm were used for the laboratory and industrial scale testing, respectively. The coating of the BOPET polymeric substrates with Co-PES and ACR dispersions was performed with an adjustable Baker Film applicator 3525 (Elcometer Ltd., Manchester, UK) on the laboratory scale and also in the industrial scale in a professional production line with a gravure coating cyllinder (Brückner Group GmbH, Siegsdorf, Germany) at the cooperating company (Fatra A. S., Napajedla, Czech Republic). In the laboratory scale, the substrates were pre-treated with low temperature plasma, prior to dispersion coating. The treatment was performed in the commercial Diener PICO plasma apparatus (Diener electronic, Ebhausen, Germany), with capacitive radiofrequency coupling at the frequency 13.56 MHz and pressure 0.4 mbar. The following procedure was utilized: The substrates were placed inside the plasma chamber, then the vacuum pump was activated and after 5 min the chamber was purged with pure air at 10 sccm for another 5 min to minimze the effect of contaminants possibly present in the chamber. Subsequently, while the air flow was adjusted to 10 sccm, the glow discharge was initiated. The forward power was set to 100 W and the reflected power was kept under 10%. In the industrial process, the pre-treatment was performed with the corona discharge unit built directly in the production line.
2.6. Thin Film Characterization
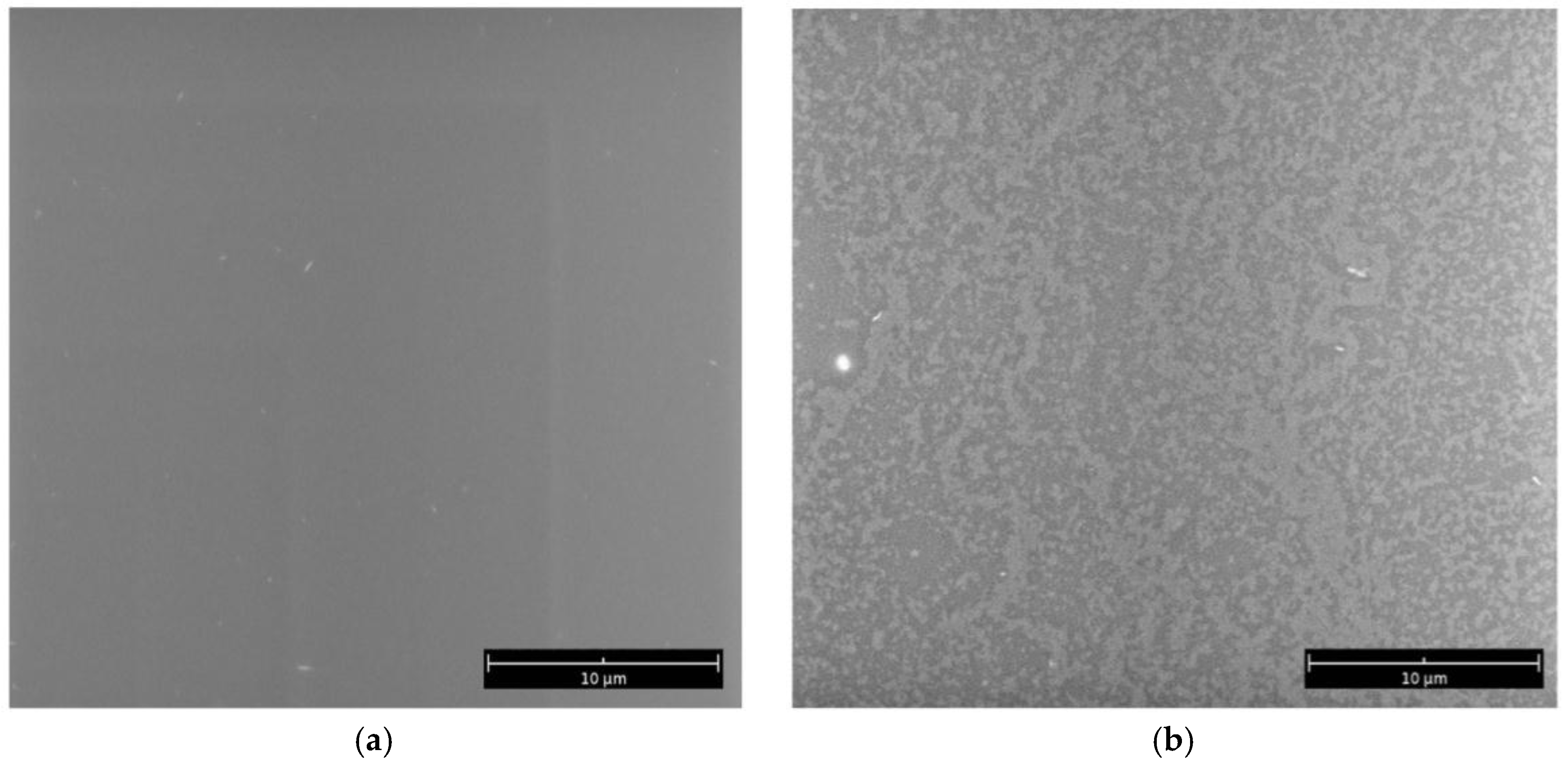
The surface of coated and uncoated substrates were analyzed with a scanning electron microscope (SEM) Phenom Pro (Phenom-World B.V., Eidhoven, The Netherlands) in the environmental mode (Phenom-World). The surface free energy of the coated and uncoated substrates was determined with the non-toxic testing inks (Arcotest GmbH, Moensheim, Germany).
4. Conclusions
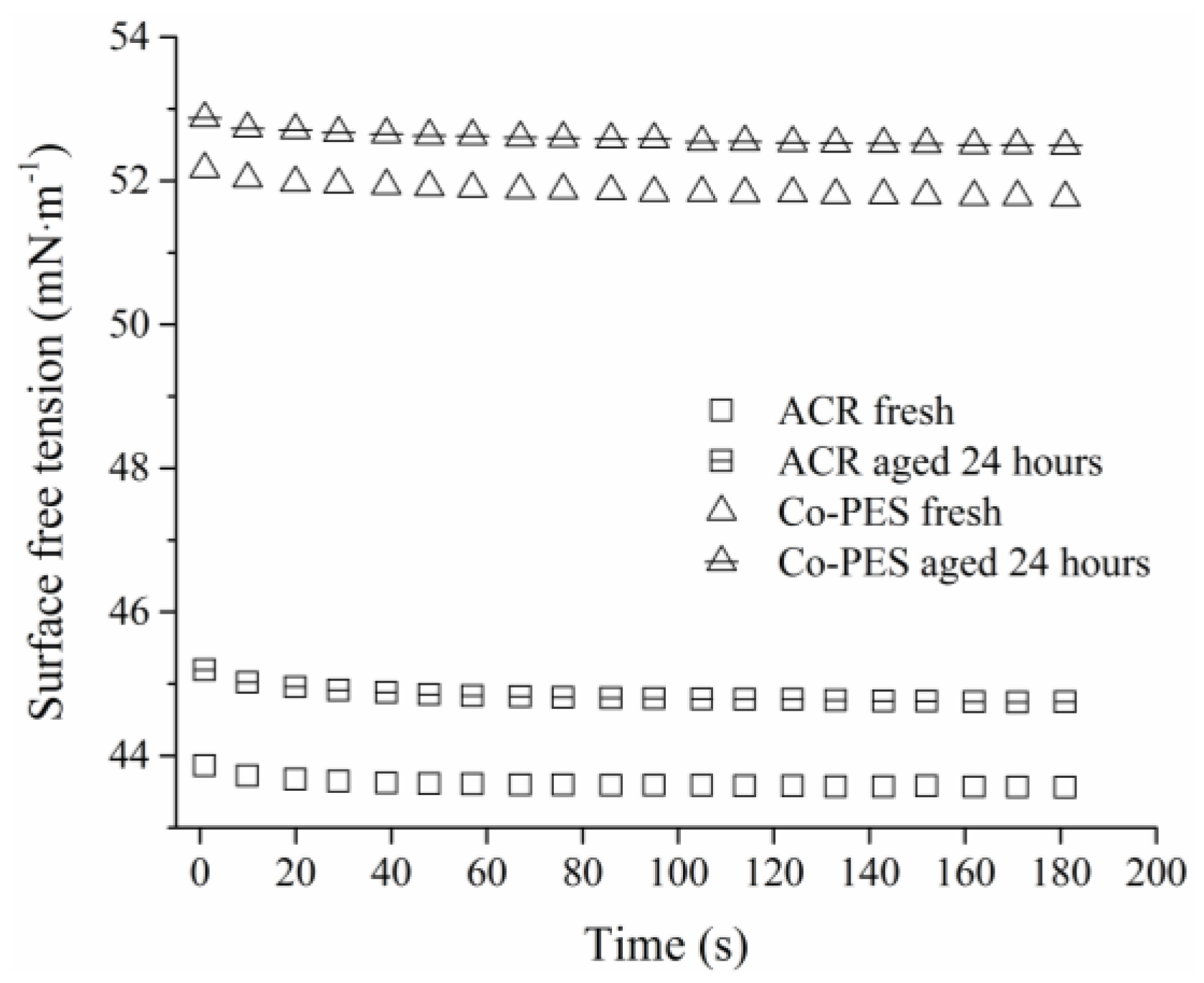
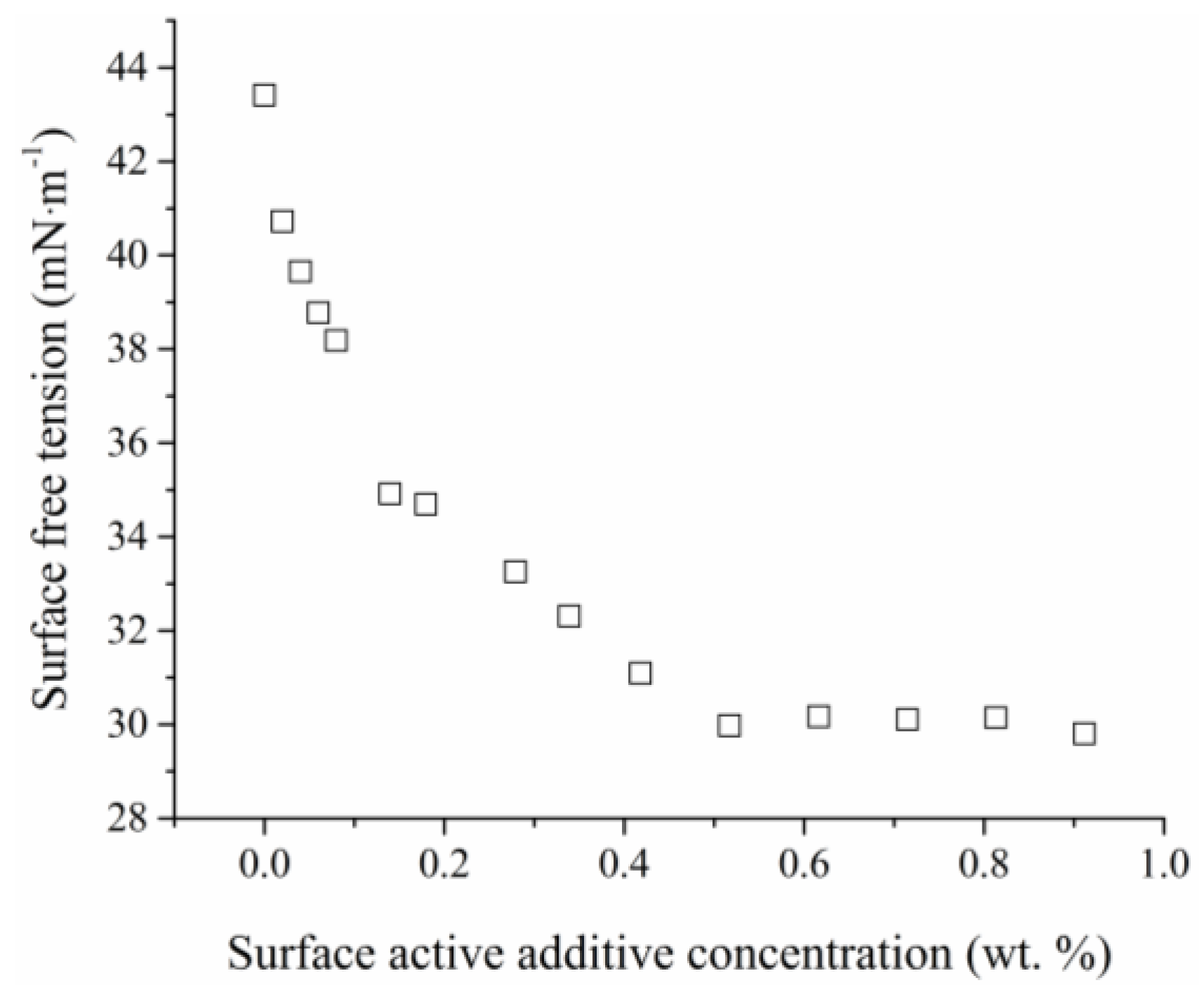
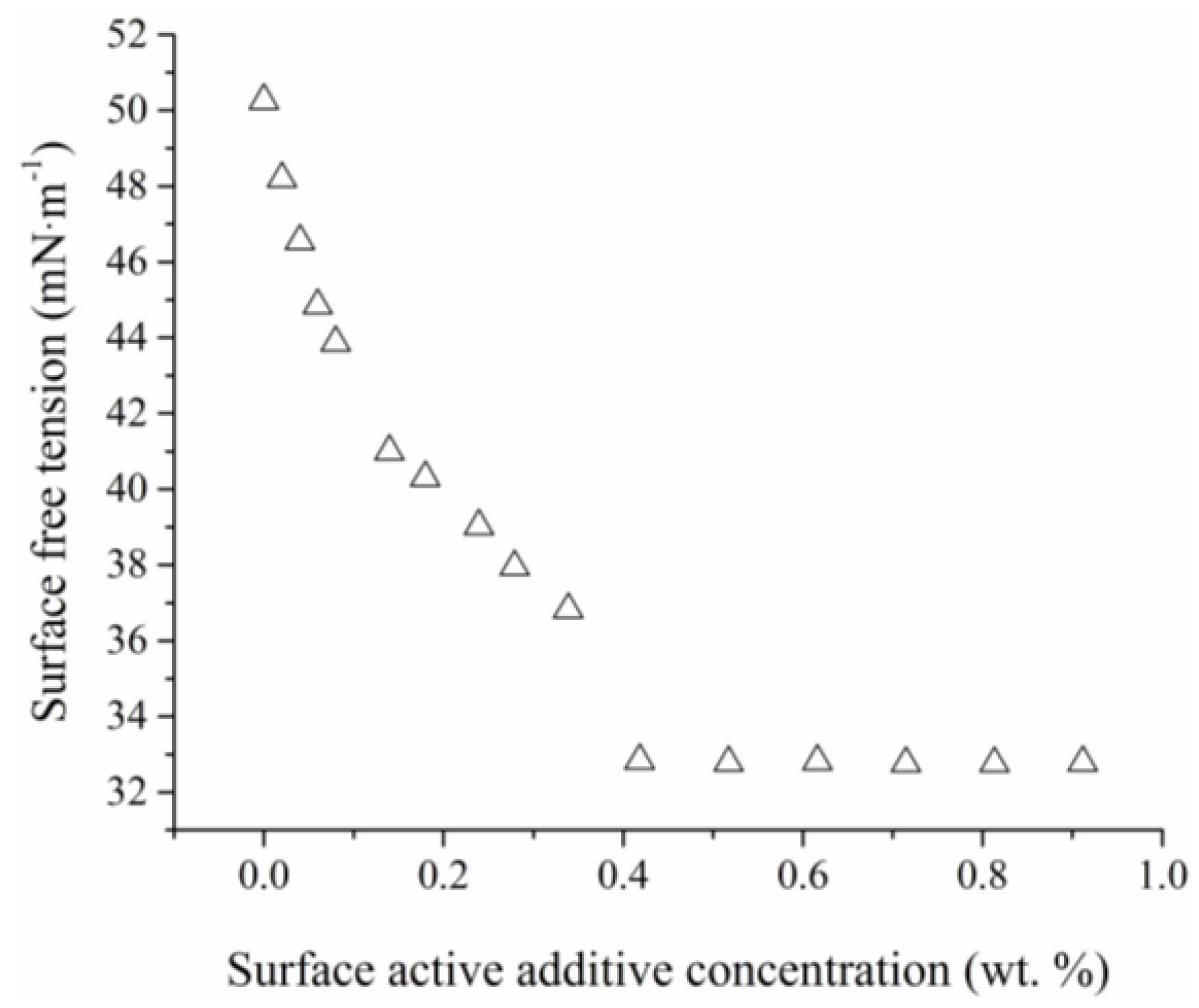
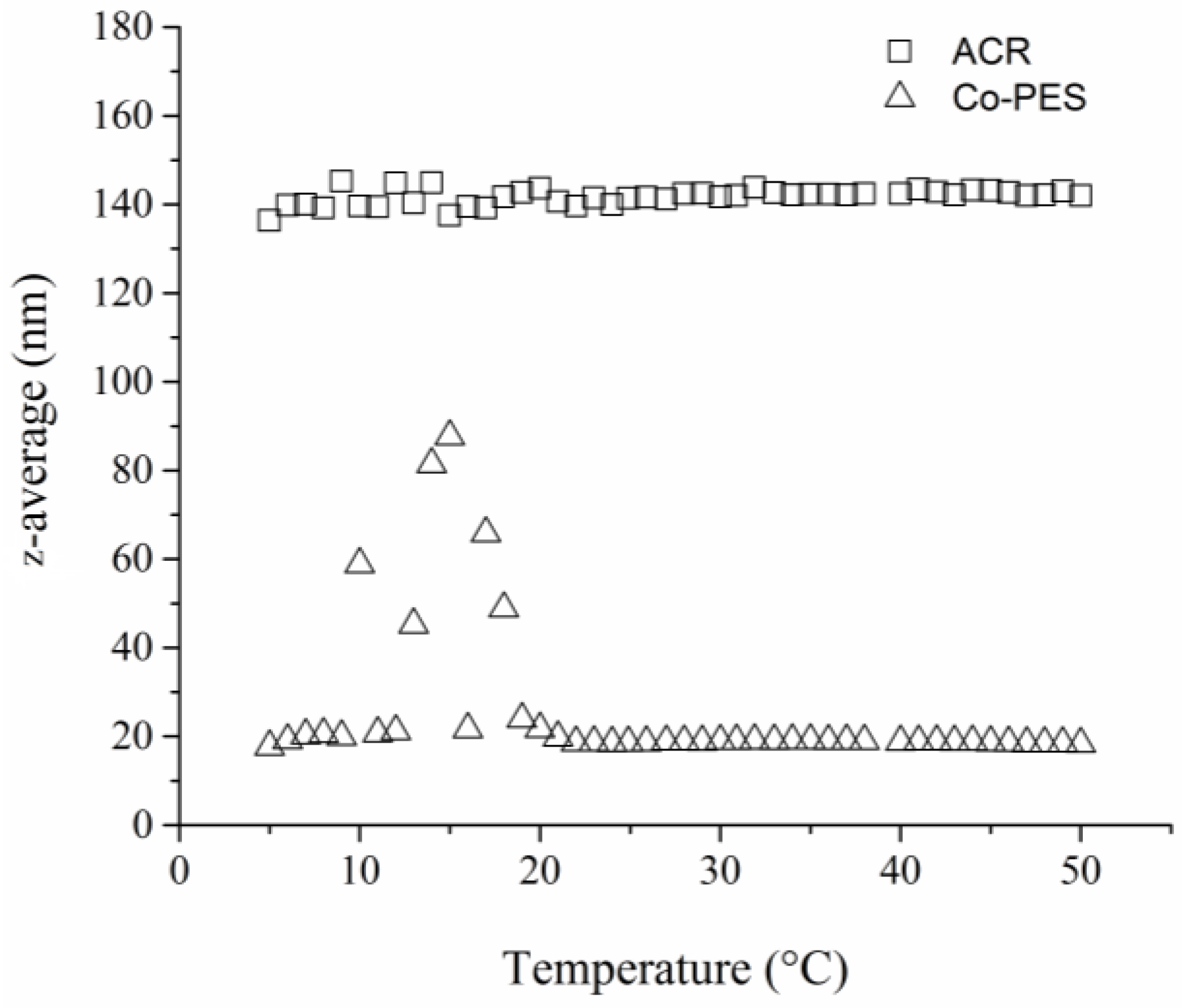
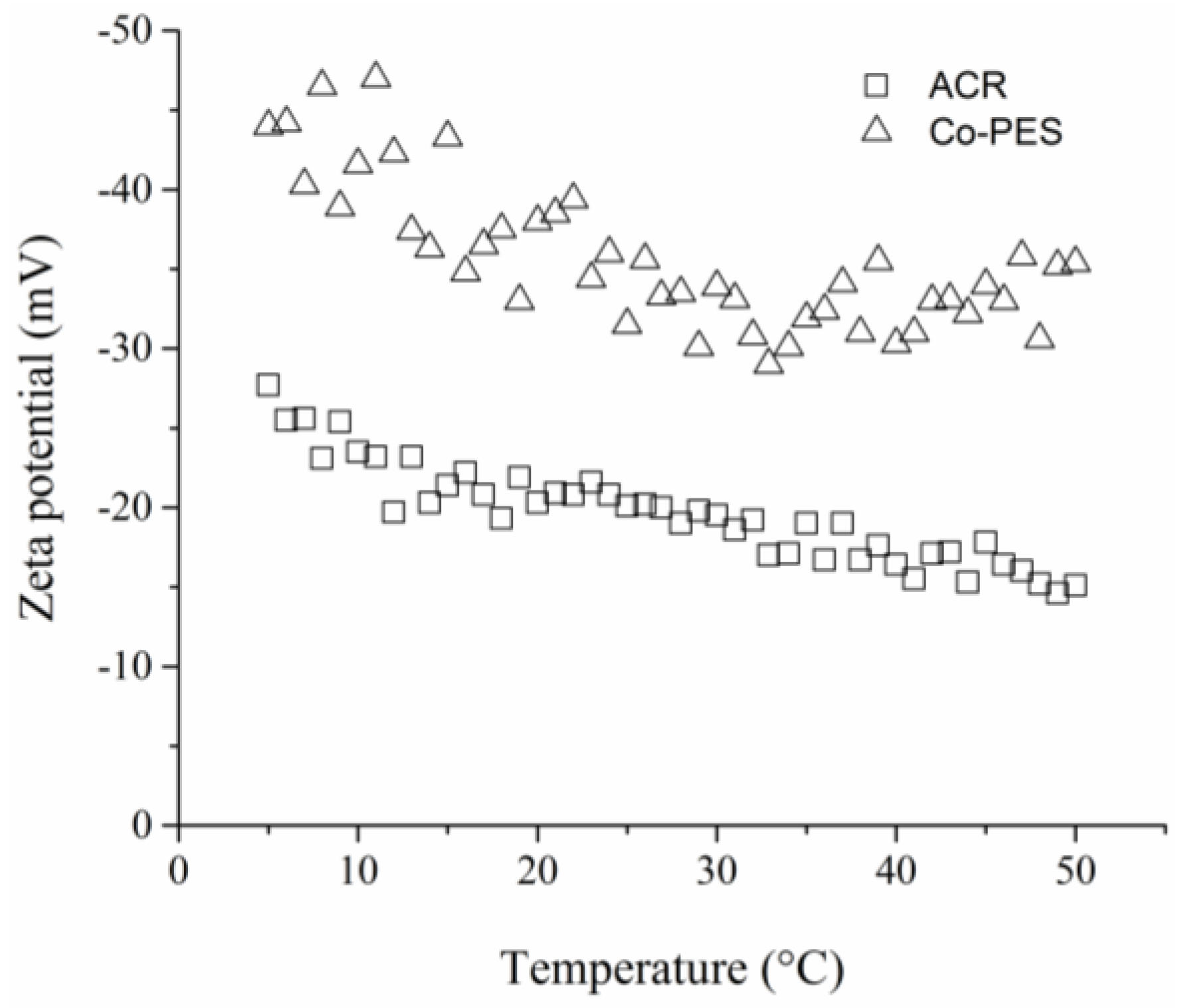
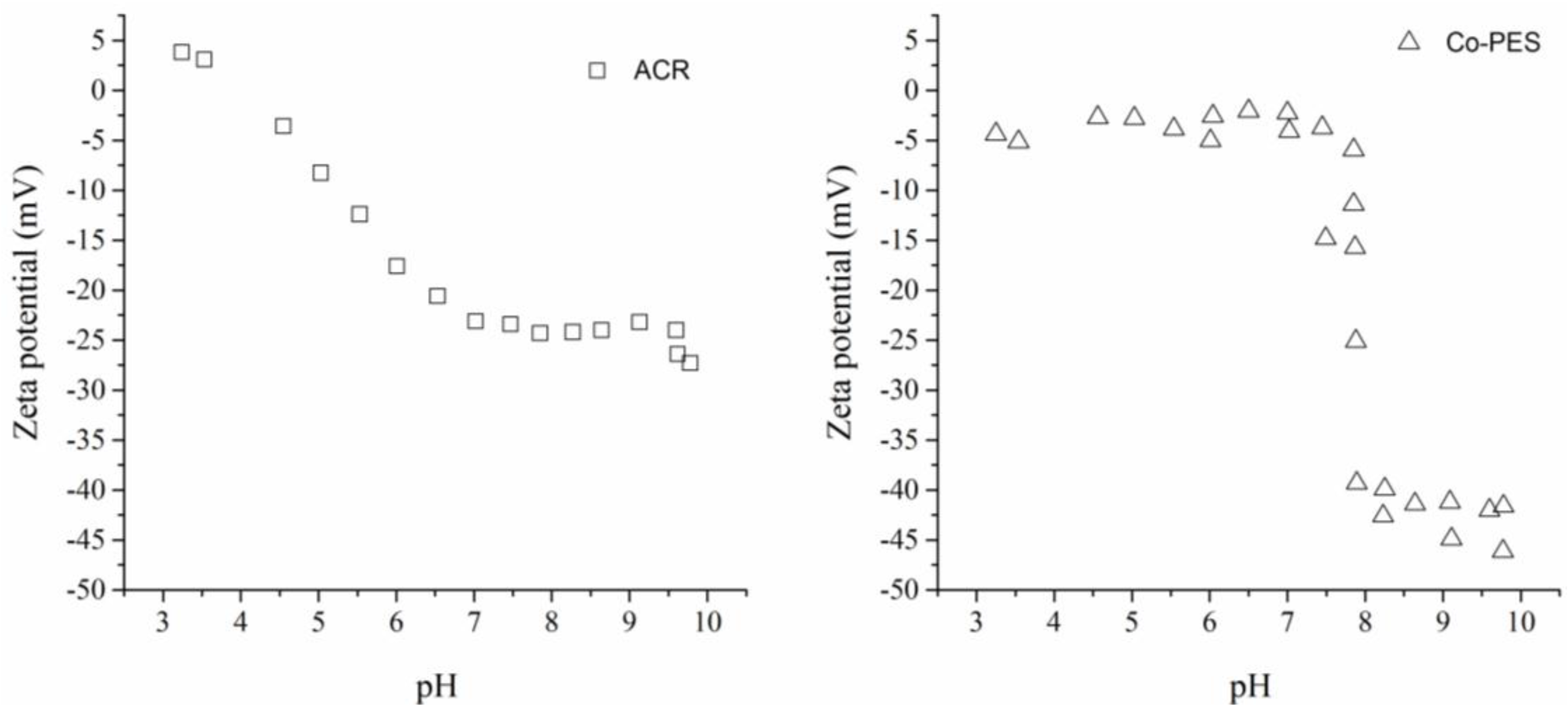
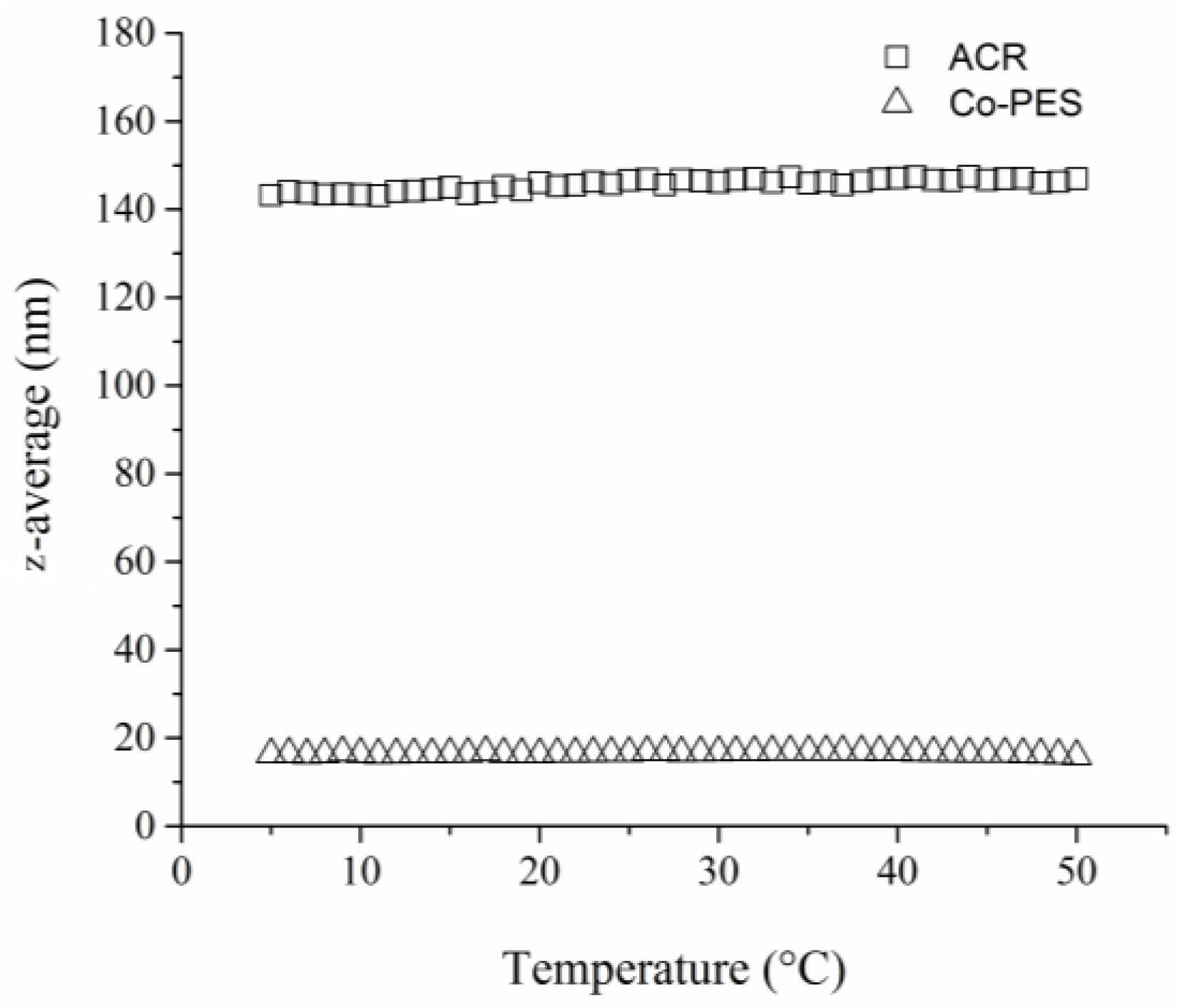
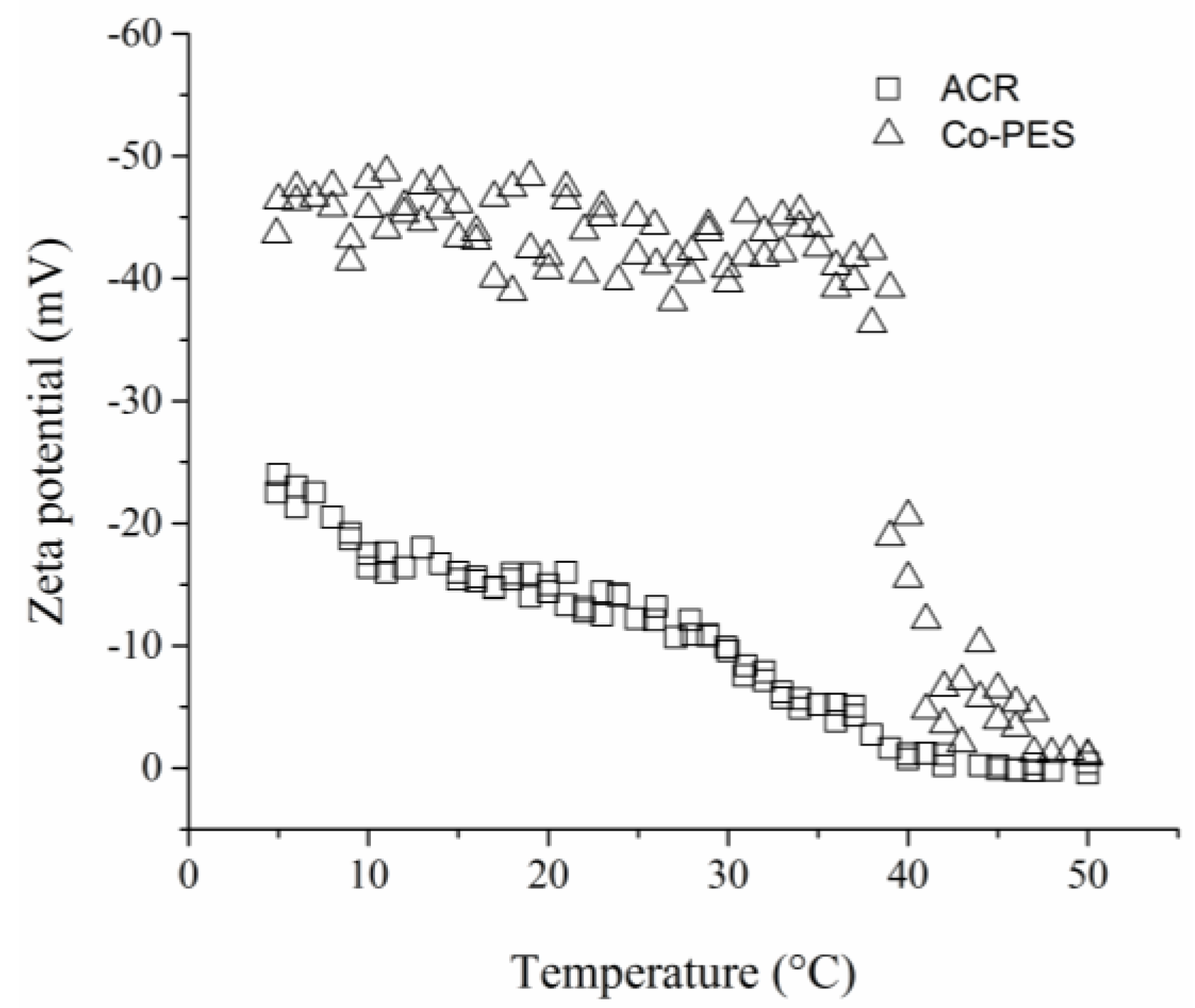
The effect of the gemini surfactant based defoaming/wetting agent on the properties of aqueous acrylic and polyester dispersions was studied. The dispersions were examined from the perspective of surface tension, particle size, zeta-potential, and foaming. Pure ACR and Co-PES dispersion were found to have the SFT about 44 mN/m and 52 mN/m, respectively and kept this value relatively well when aged for 24 h at both 25 °C and 40 °C. The addition of 0.14 wt.% of Agent 1 reduces the SFT value by 15% and 20% for ACR and Co-PES dispersion, respectively, which is favorable for the thin-film coating process. Taking the above-mentioned into account, the modified dispersions will provide better wetting of a substrate without the need for its surface treatment and will withstand short-term storing even at mildly elevated temperatures. On the other hand, according to the data obtained from the z-average and zeta-potential measurements, prolonged storage and/or exposure to elevated temperatures in the coating process can possibly bring problems with gelation in the case of ACR dispersion. The Co-PES dispersion is expected to perform better in such conditions. Besides better wetting, the addition of the Agent 1 is defoaming the dispersions significantly, though its effect is more obvious in the ACR dispersion than in the Co-PES dispersion (initial foam reduction 60% and 15%, respectively). Such modified dispersion can be utilized for Co-PES ultrathin coating of plastic film (especially BOPET) used for packaging, to improve their processability, printability, metallization, and barrier properties.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










