1. Introduction
The surface erosion of magnetically operated hermetical contacts (reed switches or RS) [
1] occurring under the commutation of electrical current is similar in many respects to the processes taking place in the course of explosive electron emission, arc and spark discharges [
2,
3], electrical discharge machining and doping [
4,
5], surface modification by pulse discharges [
6,
7,
8,
9], and high-intensity ion, plasma, and laser irradiation of materials [
10,
11]. There are currently no generally recognized models explaining these processes, since they occur under non-equilibrium conditions, in limited volumes, and during short time intervals.
It is known (e.g., [
12,
13] and references therein) that the erosion stability of materials depends on their thermophysical characteristics such as heat capacity and conductivity, melting point, etc. However, the criteria of erosion stability resting upon these characteristics (e.g., the Palatnik’s criterion [
14]) cannot be considered as universal because they allow for the processes occurring only in liquid and vapor phases. Erosion in solid phase, mass transfer initiated by plasma, electron, and ion fluxes are not considered in these criteria. At the same time, the prevention of surface erosion under the influence of these fluxes not only has great scientific importance, but can also contribute to the development of leading-edge technologies for reactor shielding, protective coatings of spacecraft, thin films, and the production of multilayer structures in micro- and nanoelectronics, etc.
Reed switches are electromechanical devices possessing high mechanical and radioactive stability, low electrical resistance, and providing total galvanic isolation of the switched circuits without electrical consumption in standby mode. RS can operate within a wide temperature range (from −60 °C to 150 °C) in a polluted and corrosive atmosphere with very high reliability. Further, these devices are used in the development of new technologies in various important fields such as telecommunications, aerospace, military, scientific and medical equipment, and in household appliances. In the course of switching cycles (the number of which can reach 109), complex physicochemical and electric discharge processes can occur on the surface and near-surface region of the contacts, leading to their damage and service failure mainly due to the surface erosion. From this point of view, an understanding of the erosion behavior can increase the reliability and operating life of reed switches. From a scientific point of view, reed switches can be considered as controllable modeling systems suitable for the development and verification of the criteria of the erosion stability of materials.
Initially, the formation of liquid metal jumpers (bridges) under the commutation of electrical current greater than 1–10 mA was considered as the primary reason for the surface erosion of reed switches. Mesyats [
2,
3] has refined this by introducing the discrete electron avalanche (named
ecton), which is born during the explosion of liquid metal bridges.
Ecton can be regarded as the main motive force of mass transfer under breaking/shorting of the contacts. However, in his explosive electron emission theory, the modification of contact surfaces and the formation of surface relief—craters, holes, humps, and other features—during the commutation of electrical current had been not paid sufficient attention in spite of the great importance of these processes for the development of the criteria of erosion stability.
In the present work, we discuss and explain the experimental results obtained for low-current reed switches with nitrogen-containing iron/nickel coatings. We have conducted a detailed study of mass transfer and materials redistribution on the surface of reed switches during the commutation of electrical circuits with an active load. As a result, the criterion of erosion stability considering different processes on the contact surfaces and the inter-electrode gap of reed switches has been developed and compared with the factor of electroerosion machinability of the contact materials.
2. Materials and Methods
We studied a prototype model (
Figure 1) 14 mm in length manufactured at RMCIP JSC (Ryazan, Russia) on the basis of commercial MKA-14103 low-current reed switches produced at the same company [
1]. These are normally open RS applicable to the commutation of DC and AC electrical circuits with the maximal values of 1 A, 200 V, 10 W, and 10 kHz. The magnetomotive force (the operating ampere-turns) does not reach lower than 4 A, and the resetting ratio ranges between 0.35 and 0.9. The main difference of the prototype against a standard device is the absence of the gold-ruthenium electrodeposited coatings on the contact surfaces. Instead of those, nitrogen-containing iron/nickel coatings were fabricated directly in reed switches using pulsed ion-plasma treatment [
6,
7,
8,
9].
The contacts (blades) were pressed with vacuum-melt permalloy (Ni 52 wt %, Fe 48 wt %) wires by Dilaton™, degreased, and annealed in hydrogen atmosphere. When sealing the reed switch, the bulb was filled with dry nitrogen under the pressure of ca. 40 kPa with the purity of 99.999% and the dew point not higher than −63 °C.
The gap between parallel blades was 30 μm, and the overlapping (contact or working) region was 400 μm in length and 680 μm in width. After sealing, the nitrogen-containing coatings were fabricated directly in reed switches. The voltage pulses with amplitude of ca. 2 kV, duration of 2–20 μs, and frequency of 1 kHz were nearly rectangular, and they followed in groups (packets). Each particular packet consisted of five pulses, whose polarity changed at a frequency of 50 Hz. The duration of the single ion-plasma treatment was 30 s with 30 s pause between each single treatment, and the total number of such treatments was as high as 30. In that case, the reed switch is considered as a simple diode system, where blades act as electrodes (cathode and anode), and the glass bulb filled with nitrogen serves as a working chamber (for detail, see [
6,
7,
8,
9] and references cited therein).
The commutation (switchgear) tests were carried out with 0.04–0.8 A, 24 V, 50 Hz of sinusoidal voltage by using an active load. The number of switching cycles ranged up to 10
6. It is known [
15] that the operating ampere-turns of reed switches depends on switchgear current, and an increase of this current can decrease the contact force. However, this effect has a significant influence only when the switchgear current becomes higher than 1 A. The morphology and uniformity of the surface coatings were determined before and after the commutations by a JEOL JSM-6610LV (Tokyo, Japan) scanning electron microscope (SEM) equipped with an energy dispersive X-ray microanalyzer (EDXA) INCA X-MAX by Oxford Instrument (Abingdon, UK) for the quantification of the elemental (chemical) composition of the samples within the range of 5 μm in diameter. An atomic-force microscope NTEGRA by NT-MDT (Zelenograd, Russia) was also used in our experiments. Prior to the measurements, glass bulbs were mechanically destroyed, and RS blades were extracted. No special cleaning or treatments of the contact surfaces were performed, except the removal of residual small glass pieces with a jet of pure nitrogen.
3. Results
Scanning electron microscopy (SEM) images of the cathode and anode coatings on the contact surface of RS blades were measured after the commutation tests with
Ic of 0.4 A and 0.8 A for 10
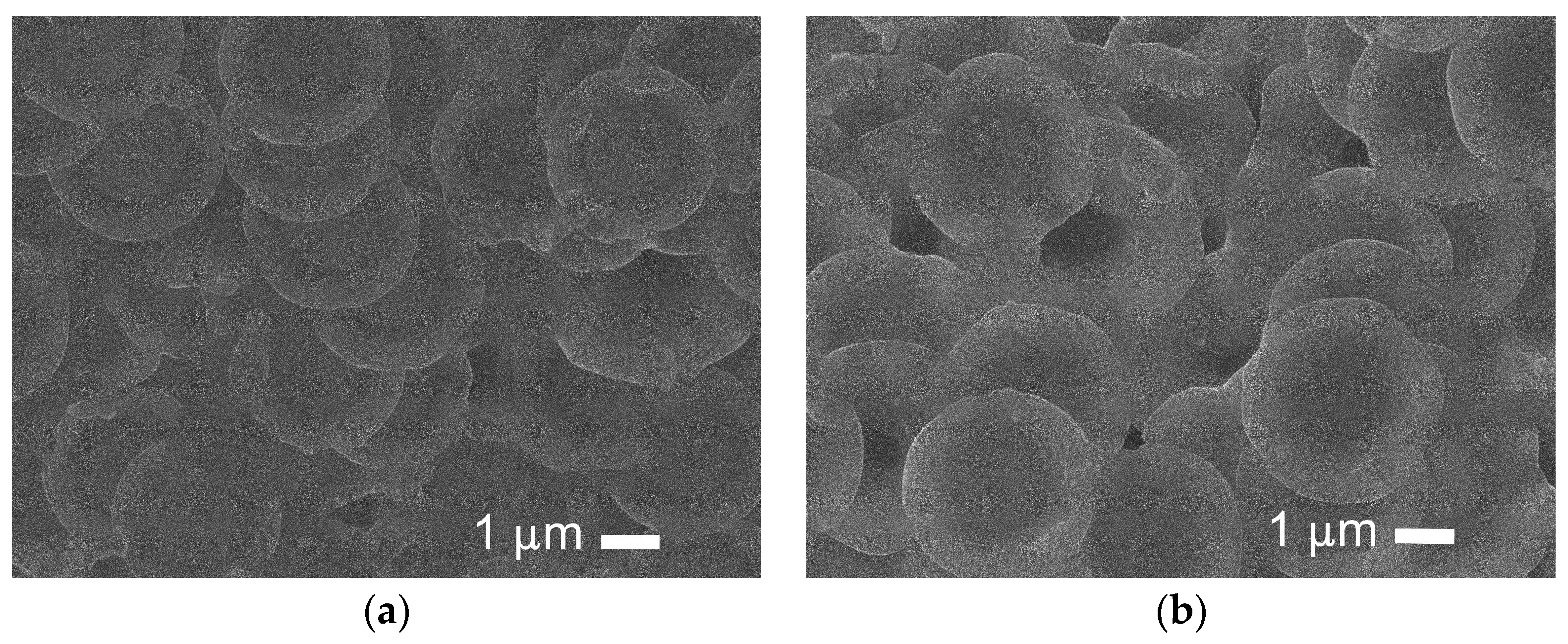
6 switching cycles. In
Figure 2 (
Ic = 0.4 A), one can see the traces of planar and peak erosion in the form of disks on the cathode blade (
Figure 2a) and respective craters (cups) on the anode blade (
Figure 2b). The total area of these formations reached 1.3 × 10
−2 mm
2. It was estimated from the SEM images with lower magnification (not shown here). Similar results were obtained for
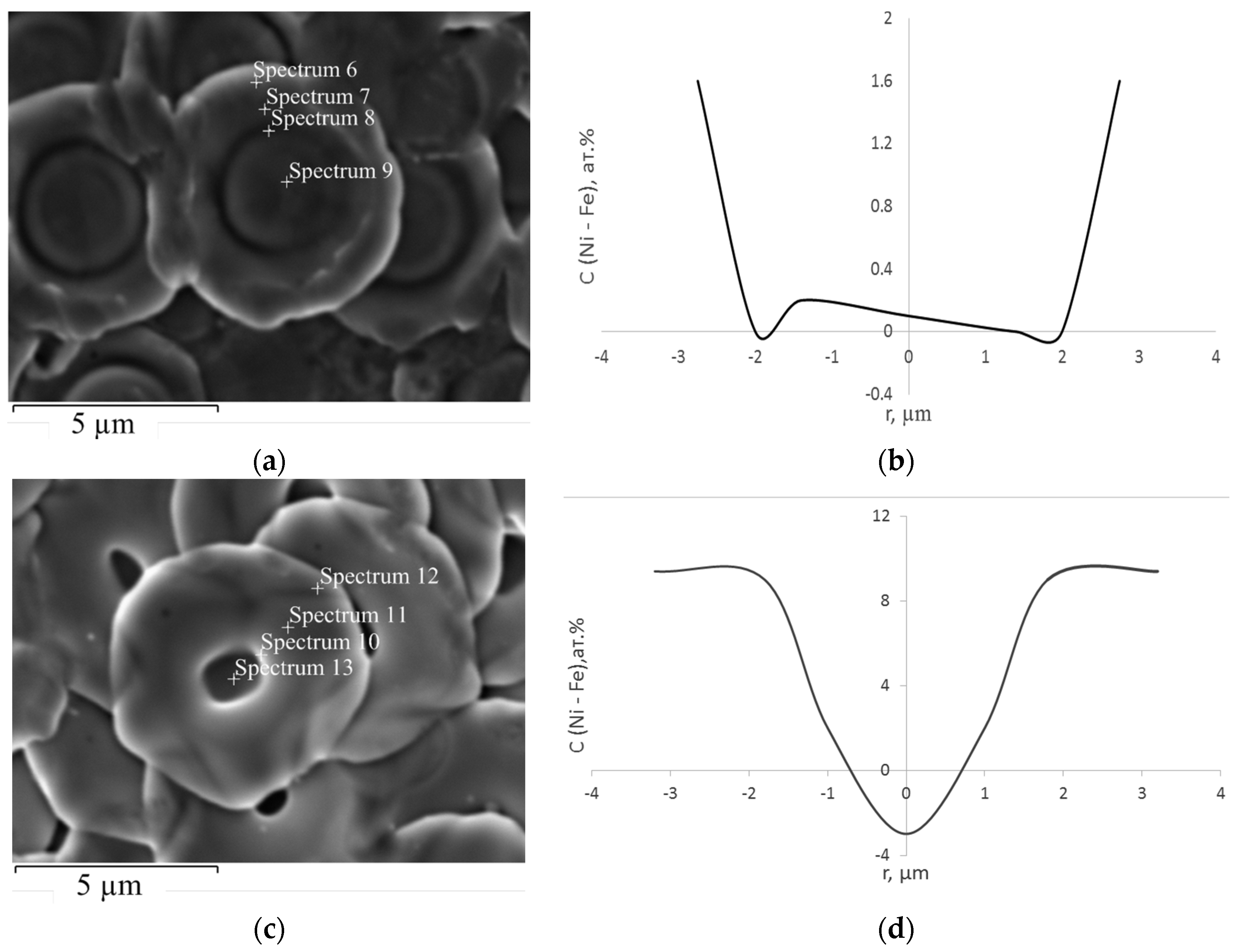
Ic = 0.8 A (
Figure 3). In
Figure 3, we also present the radial difference in the atomic concentration of nickel and iron measured by EDXA.
Cathode formations mainly consisted of similar-in-form and dimensions disk-like features produced by the transfer of anode materials (
Figure 2a and
Figure 3a). As a result, a large quantity of small craters with fine structures is observed on the anode. They are located on the contrary of the cathode disks (
Figure 2b and
Figure 3c). It should be noted that the diameters of the anode craters exceed the sizes of the cathode disks.
The Ni concentration increased when moving from the center to periphery for both the cathode disks (
Figure 3b) and the anode craters (
Figure 3d). However, this tendency was more pronounced for anode features.
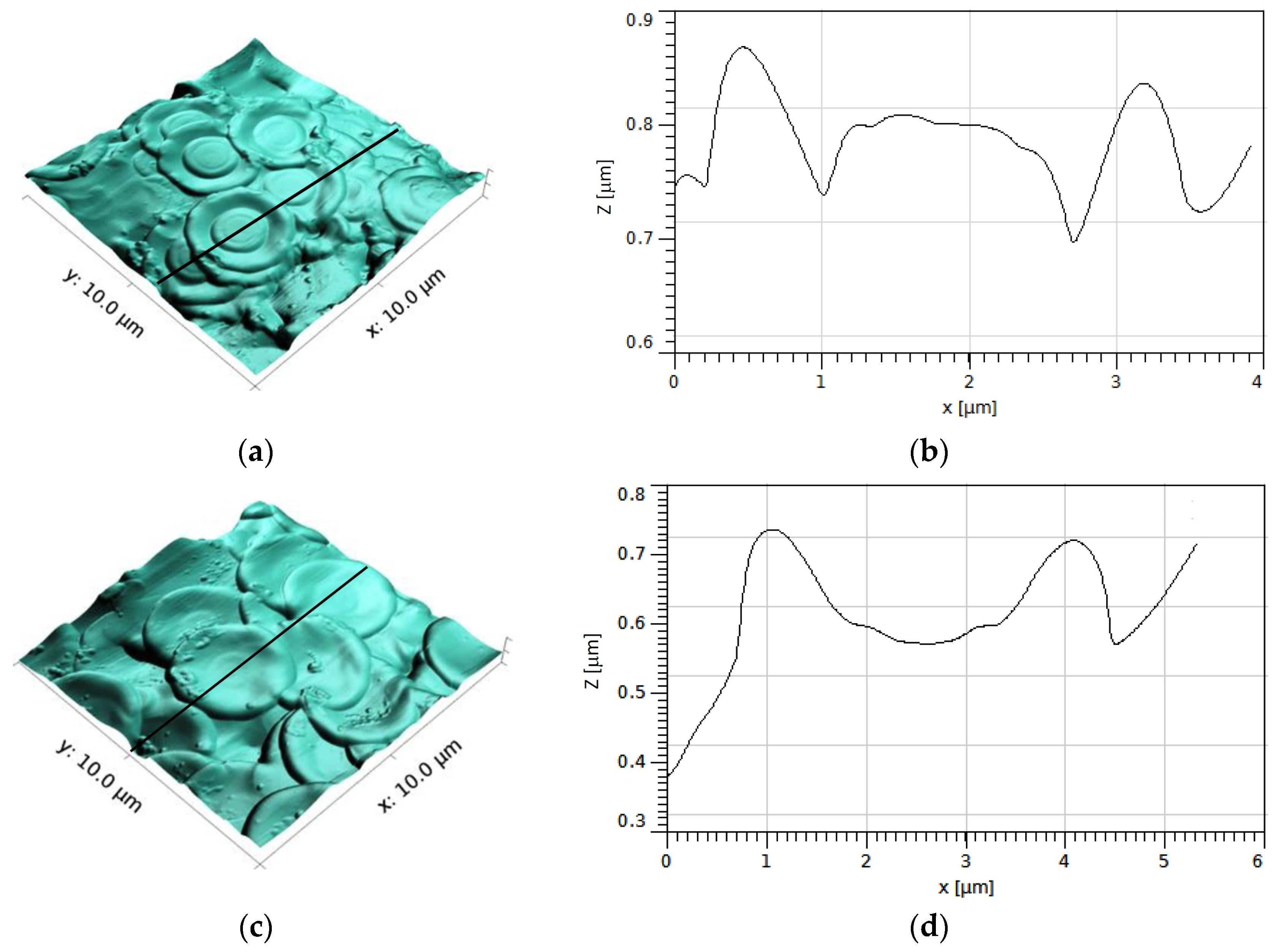
Atomic-force microscopy (AFM) images and relief profiles of the anode and cathode features measured after the commutation test with
Ic = 0.4 A and 10
6 switching cycles are presented in
Figure 4. Similar holes are observed in the centers of each round features for both the cathode (
Figure 4a,b) and for the anode (
Figure 4c,d). However, the bottom of the cathode disks appears to be inhomogeneous, with humps, while the anode craters exhibit a rather smooth bottom.
We carried out similar measurements for
Ic = 0.8 A and presented the geometrical characteristics (diameters, depths, and volumes) of these features versus the values of electric current for the cathode coatings in
Table 1 and for the anode coatings in
Table 2. The uncertainty of our measurements did not exceed 10%–15%. Proportionality between the values of geometrical characteristics and commutation currents was revealed for both types of the coatings.
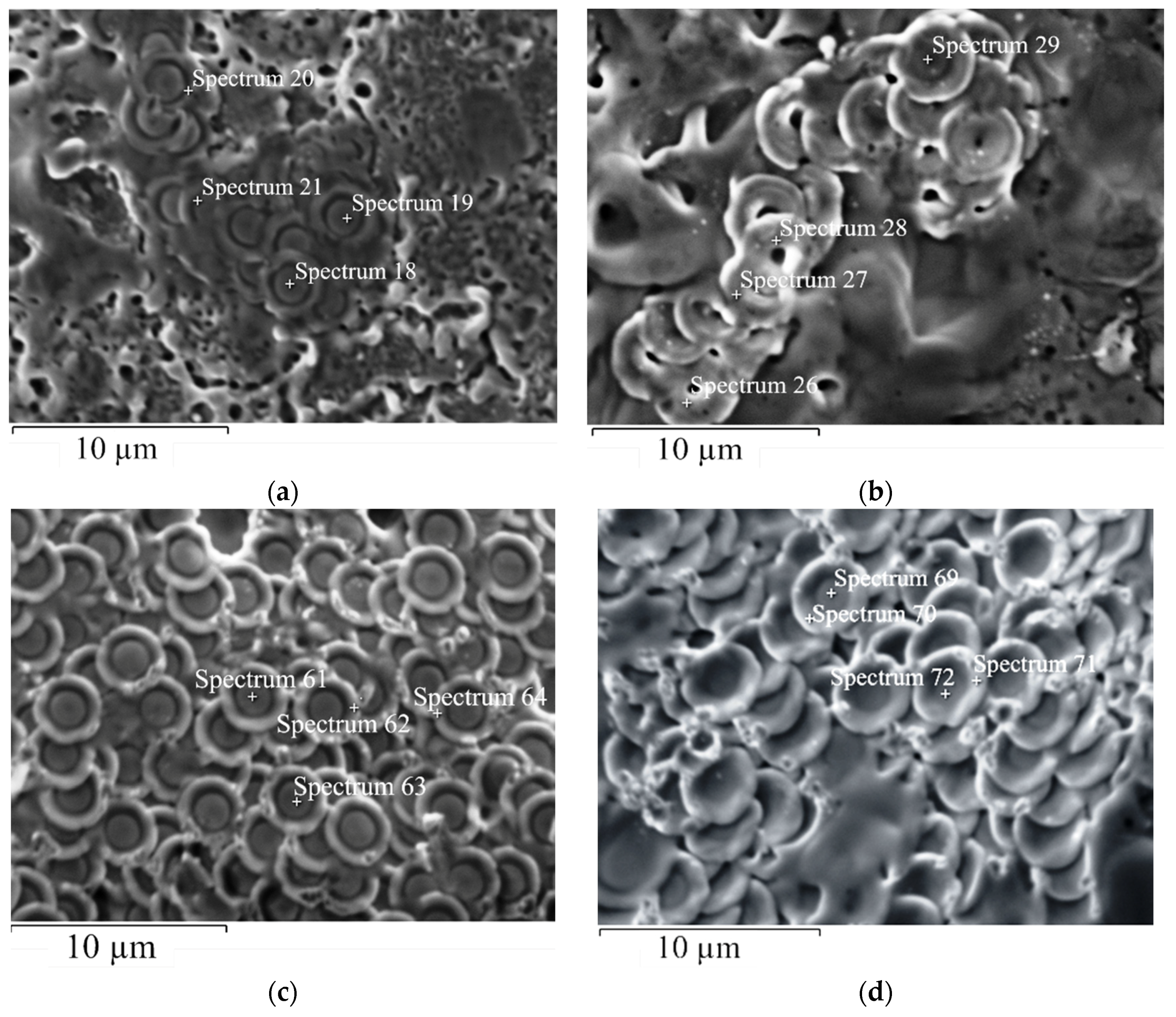
We studied an influence of the numbers of switching cycles,
N, on the surface morphology and atomic composition of the cathode and anode features for the commutation current
Ic = 0.4 A. The
N-value was changed sequentially each time by a factor of ten, starting from 10
3 (
Figure 5a,b) and finishing at 10
6 (
Figure 5c,d). The images obtained for the intermediate
N-values are not shown here.
The following patterns were revealed from the experimental data acquired after the commutation tests with different numbers of switching cycles:
the form and geometrical characteristics of the cathode disks and the anode craters were independent of N;
the number of the cathode and anode features proportionally increased with N;
the total erosion of the coatings on the working surface of the contacts after the commutation test possessed the resultant character—i.e., physicochemical specificities of erosion occurring after each commutation event were characteristic for the whole commutation test.
4. Discussion
The commutation of electric current by reed switches begins from the mechanical approach of anode to cathode with the following electrical breakdown of the inter-electrode gap. As mentioned above, this process is in many respects similar to electrical discharge machining and doping (EDMP) [
4,
5]. According to the EDMP model developed by Lazarenko [
4], an increase of the electric field in the course of approaching electrodes stimulates spark discharge between them. The breakdown path (channel) is formed, and the electron packets emitted from the cathode impact on the anode surface. As a result, the drops of molten metal formed on the anode surface leave it and move towards the cathode. During this movement, the metal drops get hot, begin to boil, and finally explode. Small parts of the exploded drops are deposited on the cathode surface and then crystallize. If the inter-electrode gap is filled by gas, gas molecules can also interact with the cathode surface. The amount of materials transferred from anode to cathode during the EDMP is proportional to the number of electrical discharges. This means that the total erosion of electrodes occurring in the course of electrical discharge and doping can be considered as a sum of single erosion events.
This discrete EDMP model is in a good agreement with the similar model of explosive electron emission (EEE) developed by Mesyats [
2,
3]. According to the EDMP model, the motive force of erosion, mass transfer, and portioning is the electron packet, and in the EEE model this role is assigned to the discrete electron avalanche named
ecton.
Relying on the
ecton concept, the dynamic of mass transfer of anode materials on the cathode surface is considered. An electrical potential of 24 V was applied to RS contacts during the commutation tests. This value is much lower than the breakdown voltage of the inter-electrode gap, which is equal to 280–290 V. Considering that the initial distance between contacts is
d = 30 μm, one can estimate the initial electric field of 0.8 × 10
4 V·cm
−1. When the contacts start approaching, the electric field starts to increase and reaches 10
5–10
6 V·cm
−1 at the distance of 0.1–1 μm. Moreover, on microirregularities (asperities), which usually exist on all surfaces, the electric field can increase up to 10
7–10
8 V·cm
−1 [
2,
3].
Such
d-values are comparable with the mean free path of electrons
λe in gas atmosphere
where
k is the Boltzmann constant,
T is the gas temperature, δ is the diameter of a gas molecule, and
p is the gas pressure. For
T = 300 K,
p = 39.96 kPa, and δ = 0.38 nm (nitrogen), λ
e can be estimated as 0.9 μm.
Under the previously stated experimental conditions, gas ionization via the Townsend electron avalanche mechanism cannot be realized, and the electrical breakdown can be initiated only by the field electron emission of a high density. Besides, the atomization and ionization of nitrogen resulting in the nitriding of contacts cannot occur. At the level of EDXA sensitivity, the presence of nitrogen was not detected in the erosion area of RS contacts, despite the fact that nitrogen concentration was 5–10 at % near the surface of the contacts. It should be noted that at higher electric voltages (50–100 V), when d > λe, simultaneously with the decomposition (decay) of the nitrogen-containing coatings, the process of their reduction takes place under the influence of nitrogen atoms and ions produced in a glass bulb of reed switches by spark discharges.
During the breakdown, when
d ≤ 0.9 μm, field and thermo-field electron emission initiates the electric current flowing inside the inter-electrode gap. When the density of this current reaches the threshold value of 10
8 A·cm
−2, the spark stage of discharge starts. At this stage, a great increase of the electric field—up to 10
8 V·cm
−1—induces explosive electron emission off of surface microirregularities. This results in the electrical explosion of the cathode, which is accompanied by the release of cathode materials in the form of solid, liquid, gaseous, and plasma fluxes. The drops of liquid metal move off the cathode to the anode at a speed of 10
4 cm·s
−1, and the plasma jet propagates with a speed of 10
6 cm·s
−1. According to [
2], electrons in the jet possess zero-value work function, and they are ejected from it as discrete packets (
ectons) with the mean velocity
υe ~ 10
8 cm·s
−1. The number of electrons in each
ecton is estimated in the range of
ne ~ 10
10–10
12, and the time of
ecton generation is ca.
te ~ 10
−8 s [
2,
3].
The temperature inside the breakdown channel can reach 10
4 °C, and the interaction of
ectons with the anode surface results in its explosion, the generation of a plasma jet, drops of liquid metal, and crater production. The anode craters are larger than the cathode craters, because electrons from the anode jet return to the anode and additionally heat it. Besides, ions emitted from the anode compensate the space charge of electrons that increases the intensity of the explosive electron emission and still further heat the anode surface. The higher heating of the anode as compared to the cathode stimulates the directional mass transfer of the anode materials to the cathode. During this process, the anode plasma jet, drops, and vapors of the anode materials move inside the inter-electrode gap in the opposite direction of the cathode fluxes and interact with them. As a result, one or more asperities (humps) consisting of a large quantity of similar-in-form and dimensions disk-like features is produced on the cathode surface. On the anode surface, the same number of small craters located on the internal surface of the anode features is generated. The materials emitted from these craters by means of directional mass transfer contribute to the formation of the cathode humps (see
Figure 2,
Figure 3 and
Figure 4 and
Table 1 and
Table 2).
In [
4], the volume of the materials transferred from anode to cathode by spark pulse discharges is considered proportional to
I3. Our measurements of the volume of anode craters shown in
Figure 4c,d gave the dependence
where
c ≈ 26.88 μm
3·A
−4.7.
As shown in
Table 2, the volumes of anode craters are 0.36 μm
3 and 9.42 μm
3 for the commutation currents 0.4 A and 0.8 A, respectively, and the volumes of the corresponding cathode disks are 0.4 μm
3 and 8.5 μm
3 (
Table 1). These values are approximately equal pairwise (for the same values of the commutation current). Based on this parity, one can propose that the cathode disks were formed by materials transferred from the holes located in the anode craters. We estimated the value of kinetic energy
Ee of
ecton, which can produce such holes by affecting the anode surface. For
ne = 10
12 and
υe ~ 10
8 cm·s
−1, we obtained
Ee ~ 10
−7 J. Similar values of the energy (0.96 × 10
−7 J and 1.92 × 10
−7 J for 0.4 A and 0.8 A, respectively) are transmitted to the small volume of the cathode. At the same time, much lower energy is needed for the sublimation of the above-mentioned volumes of anode materials (ca. 0.36 × 10
−8 J and 9.42 × 10
−8 J, respectively). This means that the main part of the explosion energy is spent on the ionization and transportation of the materials inside the inter-electrode gap and for
ecton generation. The threshold energy of this process for anode and cathode made of iron can be estimated at the level of 10
−8 J. Since
te = 10
−8 s, the threshold power of an electric source which is able to initiate contact erosion in the frame of the
ecton model should be greater than 1 W. In our experiments, this corresponds to the electric current
Ic > 0.04 A. In fact, in the SEM images collected after the commutation tests with 0.04–0.05 A, no traces of contact surface erosion were observed.
Resting upon the experimental results, we suggest that the erosion stability of materials depends on the specific sublimation
Hsub and ionization
Ei energies of these materials. The criterion of erosion stability
Z can be considered proportional to the sum of these energies
The electrospark resistance of materials was discussed in the Palatnik’s theory [
14,
16,
17], where the factor of electroerosion machinability
M was introduced. The higher its value, the lower erosion stability of materials (
Table 3).
In
Table 4, we compare the relative values of the criterion of erosion stability Z with the reciprocal factor of electroerosion machinability
M. Both
Z and
M values were normalized to the data for tungsten, as the most erosion-stable metal.
One can see a good agreement between Z/ZW and MW/M values, which corroborates our erosion model of contact surfaces of low-current reed switches.
Under interruption of electrical current, the breaking of contacts does not occur simultaneously due to surface roughness and the presence of microirregularities. The main part of the electric current concentrates within limited-area surface spots. This causes them to melt, and the formation of liquid metal jumpers (bridges). The subsequent explosion of these bridges can generate ecton, which produces the erosion of the contacts by a similar way as during the closing of contacts.
The following processes can be initiated under an impact of ecton on the anode surface: (1) heating and melt of the surface layers; (2) generation of gas and plasma jets, formation and propagation of shock waves; (3) crater formation, sputter cleaning, and rapid surface recrystallization; (4) redistribution of surface materials, increasing of vacancies and dislocations, etc. The formation of the anode craters and then the cathode disks on the RS contact surfaces after the commutation tests is the resultant effect of these processes.
The redistribution of iron and nickel shown in
Figure 3d for the anode features is mainly caused by high-temperature heating. Apparently, this rapid process can stimulate Ni segregation on the periphery of the anode craters due to the lower surface energy of Ni in comparison with Fe [
18]. At the same time, the redistribution is less pronounced for the cathode features (
Figure 3b) since the metal drops, vapor, and plasma fluxes produced under
ecton impact on the anode surface and then taking part in the formation of the cathode disks should be enriched by iron due to the lower specific sublimation energies of Fe as against Ni [
18].










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}