The Use of Triboemission Imaging and Charge Measurements to Study DLC Coating Failure

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
3. Results and Discussion
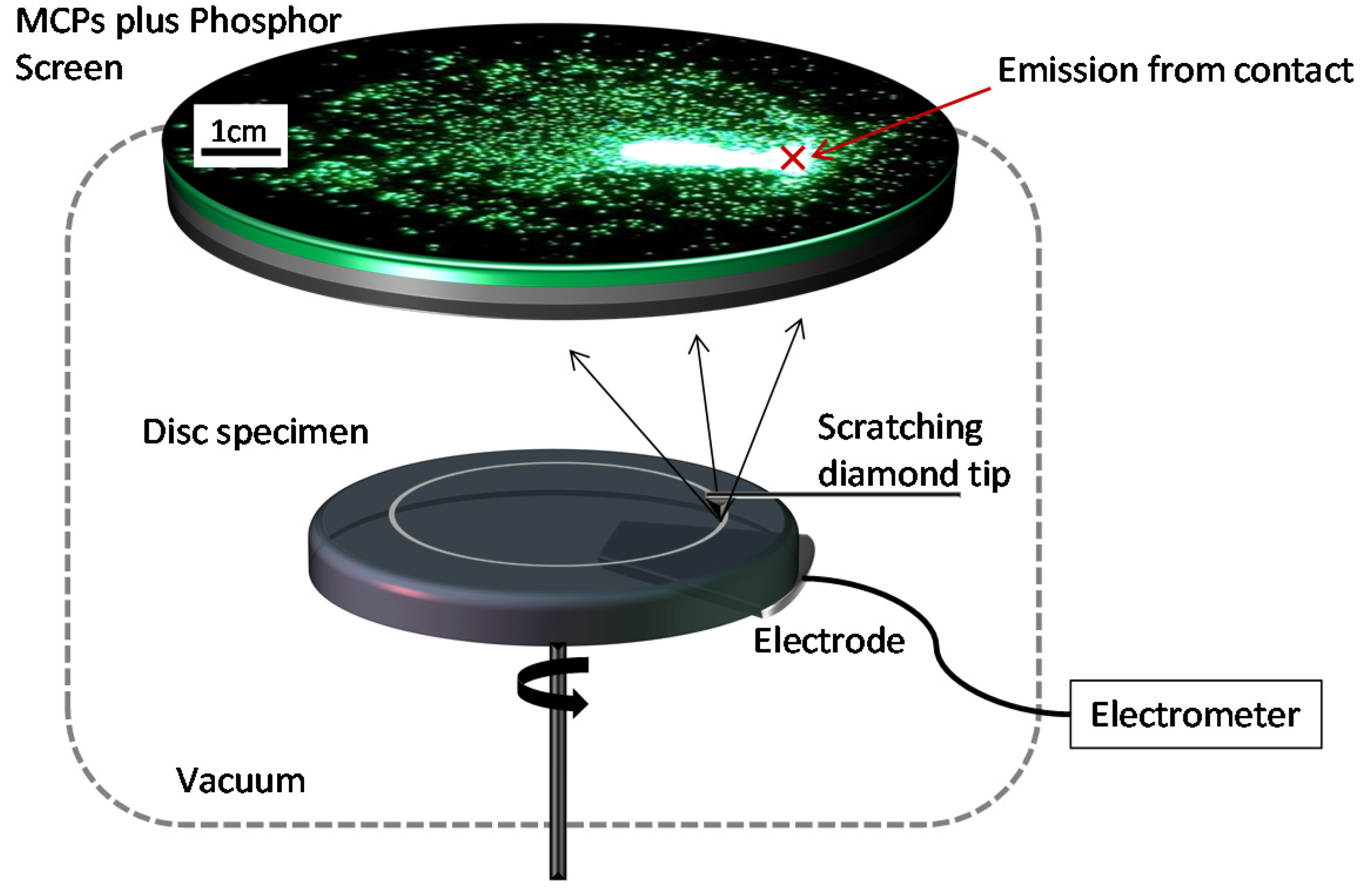
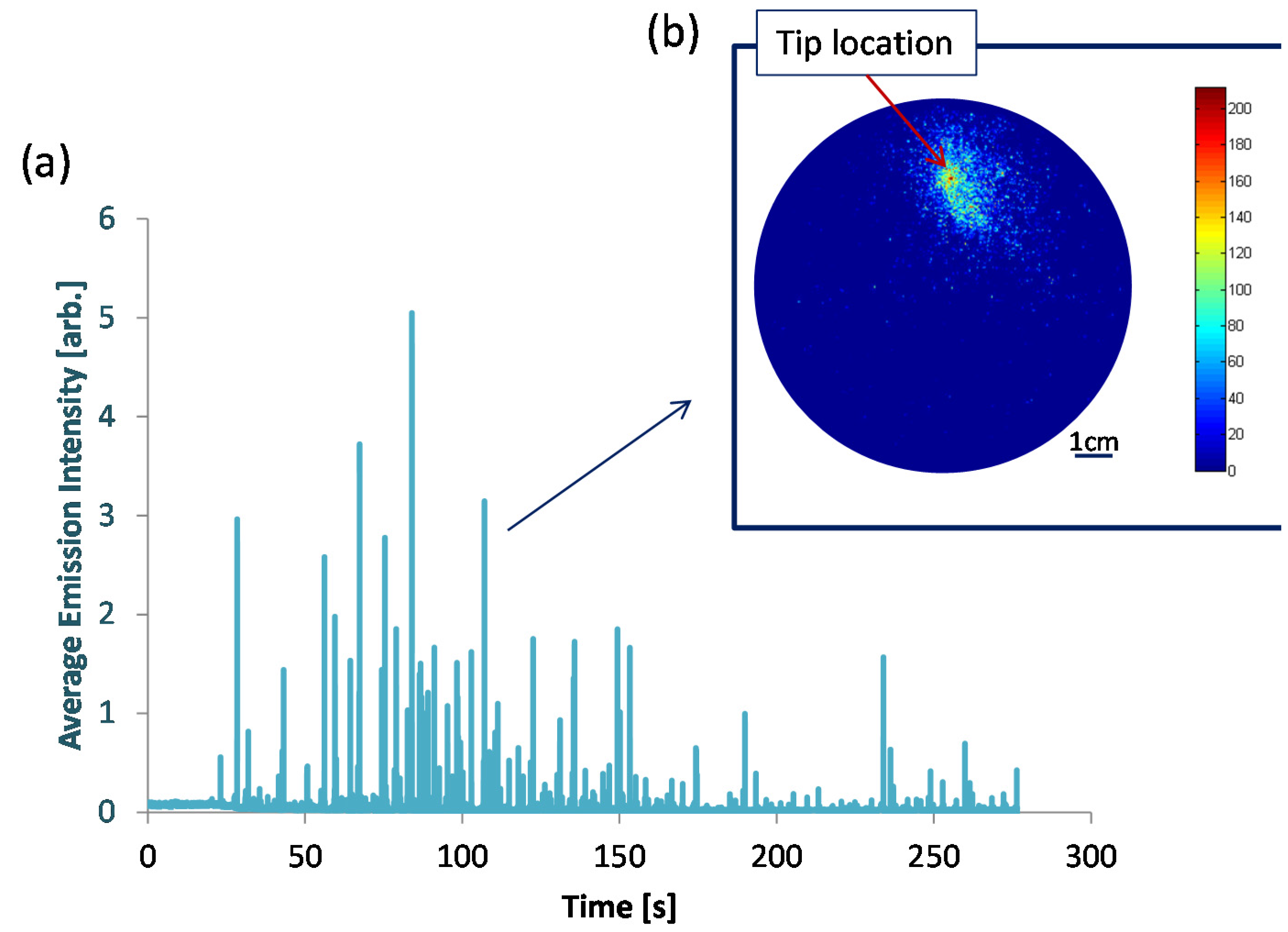
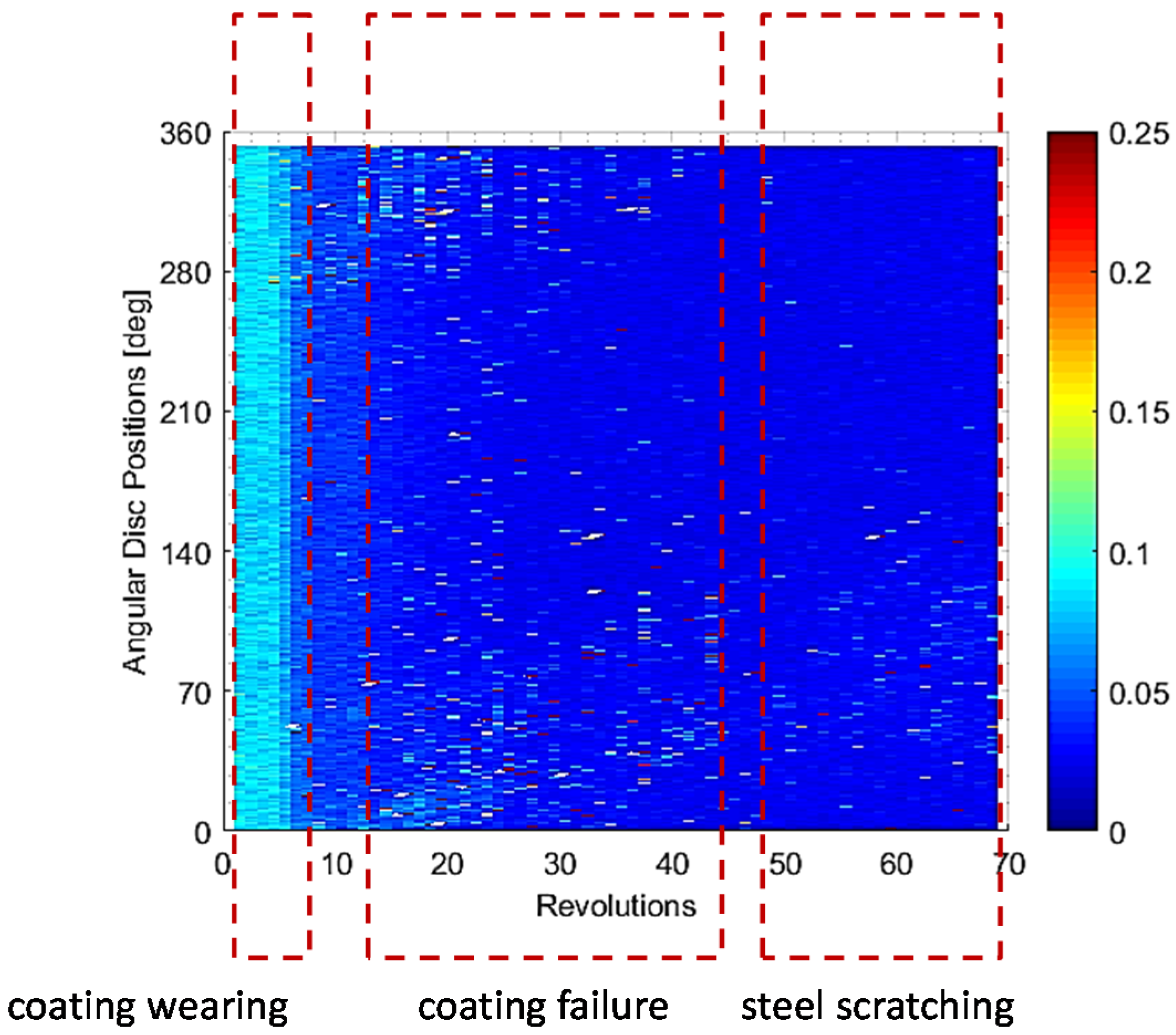
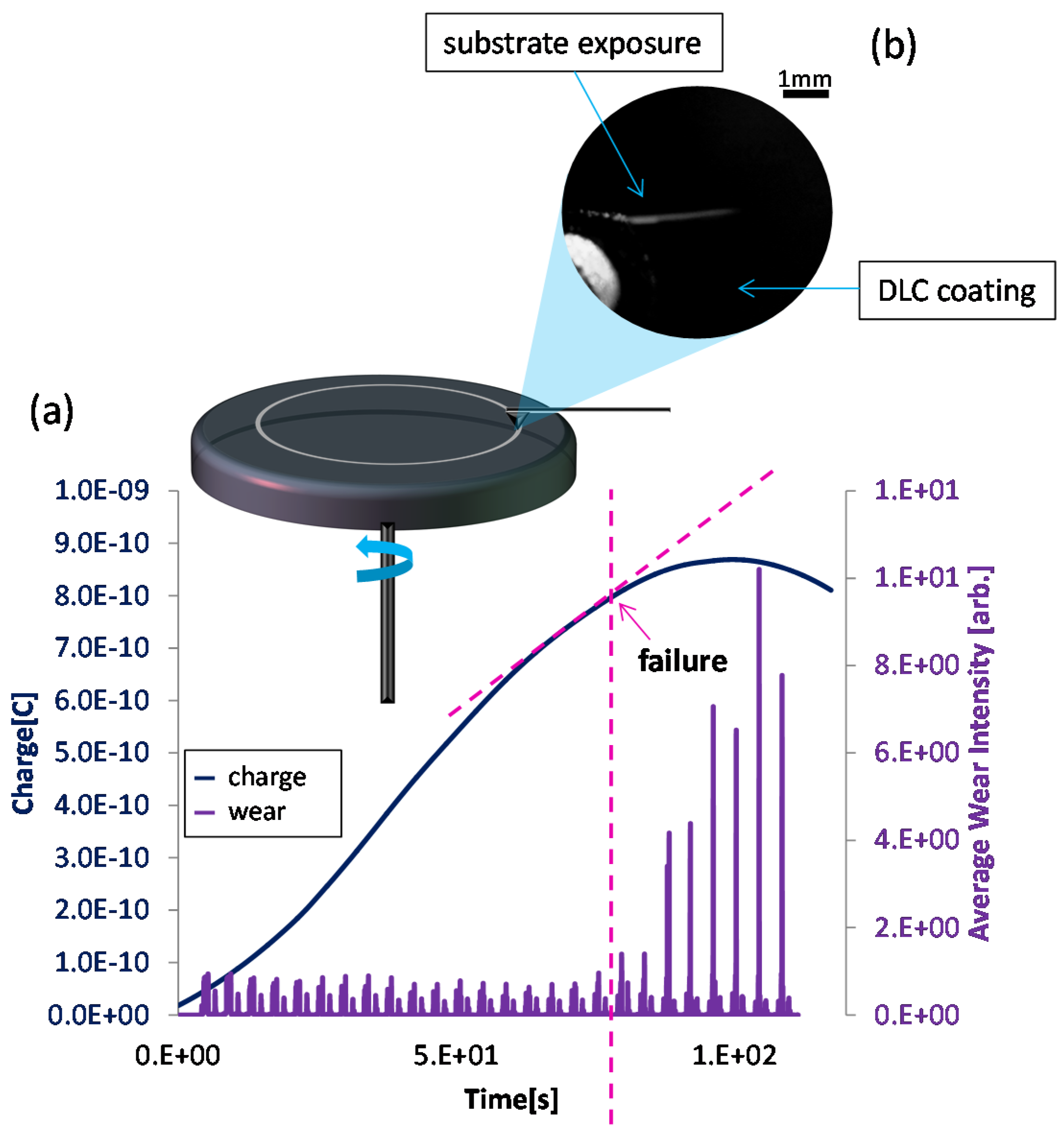
3.1. Triboemission Measurements
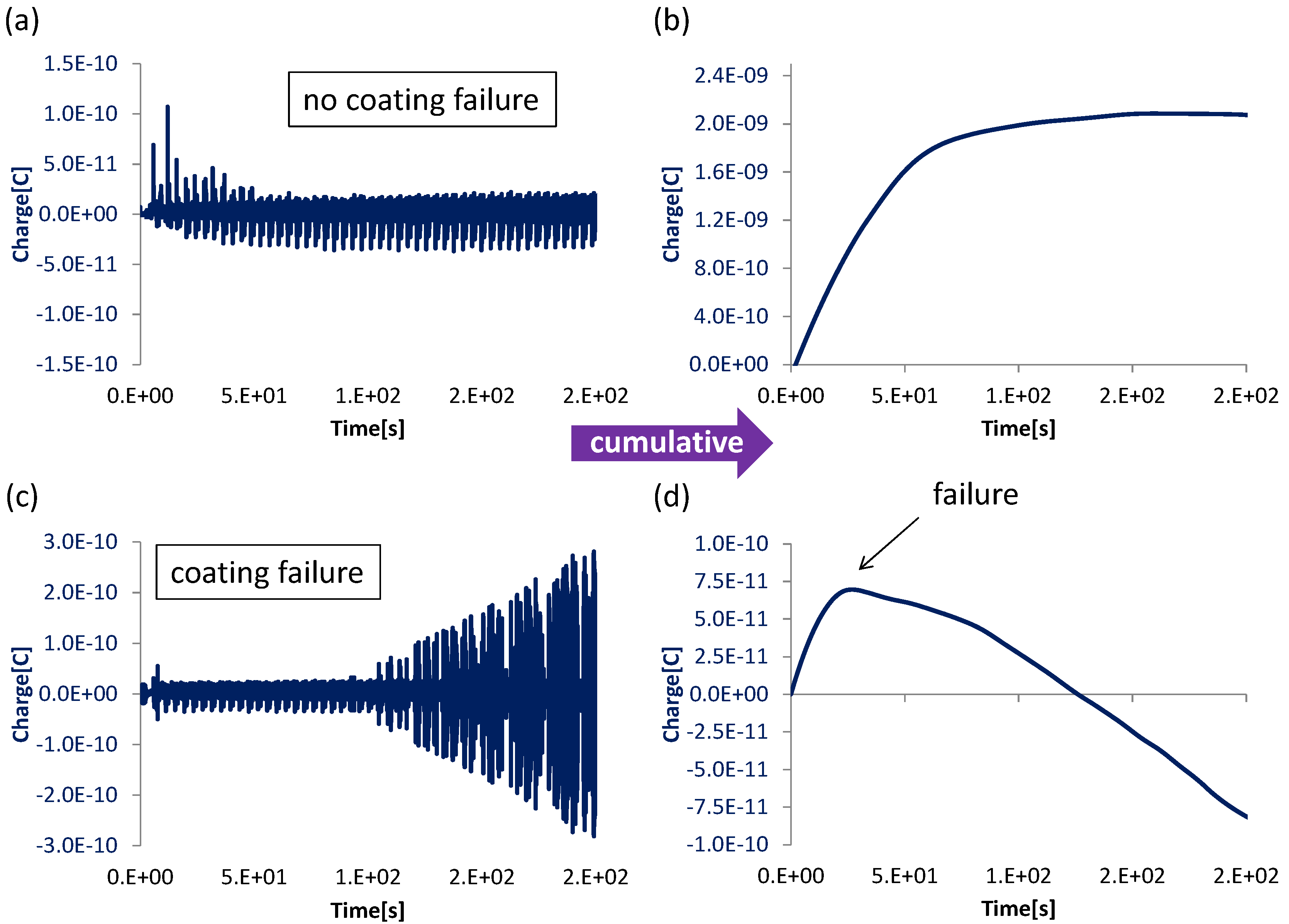
3.2. Charge Measurements
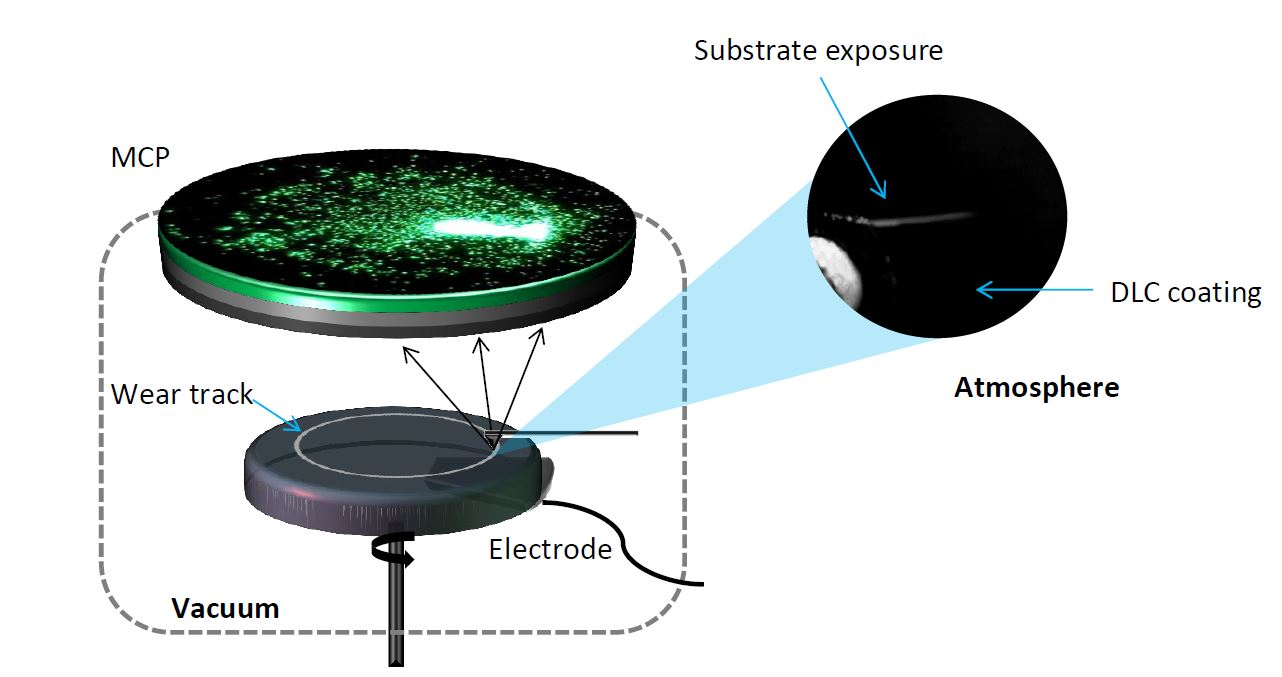
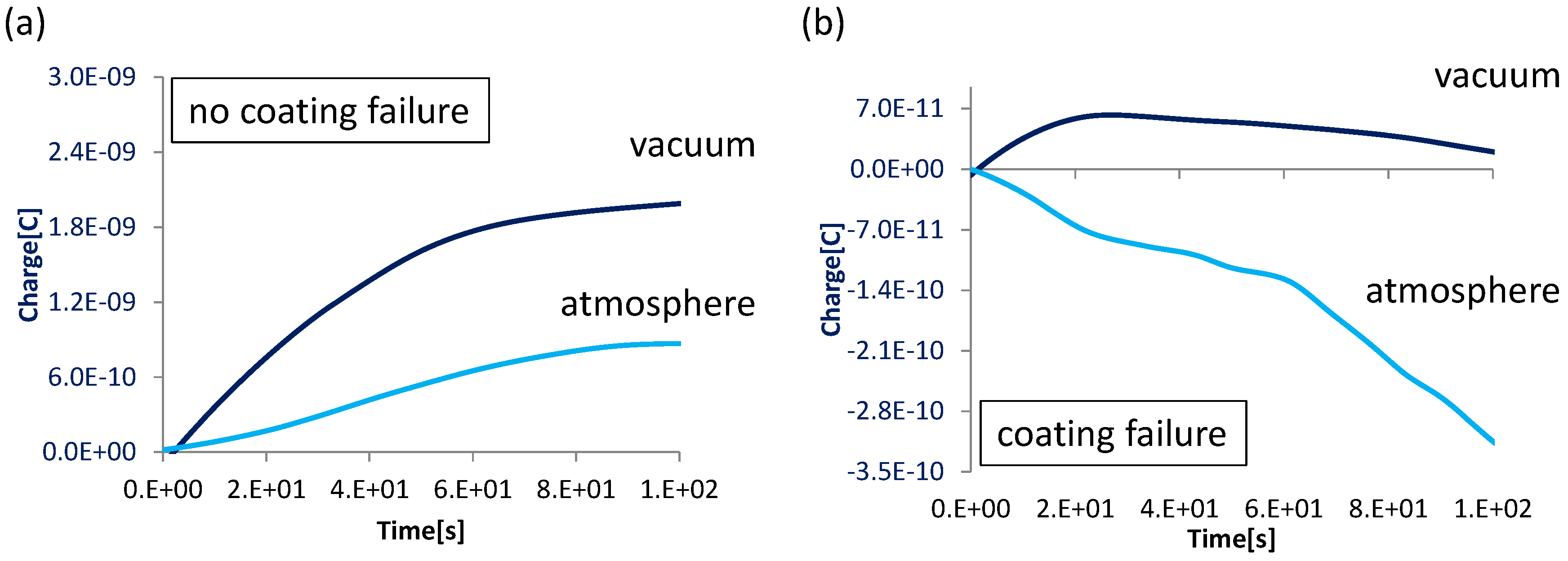
3.3. Measurements under Atmosphere
4. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Holmberg, K.; Mathews, A. Coatings tribology: a concept, critical aspects and future directions. Thin Solid Films 1994, 253, 173–178. [Google Scholar] [CrossRef]
- Stewart, S.; Ahmed, R. Rolling contact fatigue of surface coatings—A review. Wear 2002, 253, 1132–1144. [Google Scholar] [CrossRef]
- Maurer, R. Friction, wear, and corrosion control in rolling bearings through coatings and surface modification: A review. J. Vac. Sci. Technol. A 1986, 4, 3002–3006. [Google Scholar] [CrossRef]
- Raveh, A.; Martinu, L.; Gujrathi, S.C.; Klemberg-Sapieha, J.E.; Wertheimer, M.R. Structure-property relationships in dual-frequency plasma deposited hard aC: H films. Surf. Coat. Technol. 1992, 53, 275–282. [Google Scholar] [CrossRef]
- Raveh, A.; Martinu, L.; Hawthorne, H.M.; Wertheimer, M.R. Mechanical and tribological properties of dual-frequency plasma-deposited diamond-like carbon. Surf. Coat. Technol. 1993, 58, 45–55. [Google Scholar] [CrossRef]
- Martinu, L. Hard carbon films deposited under high ion flux. Thin Solid Films 1992, 208, 42–47. [Google Scholar] [CrossRef]
- Butter, R.; Allen, M.; Chandra, L.; Lettington, A.H.; Rushton, N. In vitro studies of DLC coatings with silicon intermediate layer. Diam. Relat. Mater. 1995, 4, 857–861. [Google Scholar] [CrossRef]
- Snyders, R.; Bousser, E.; Amireault, P.; Klemberg-Sapieha, J.E.; Park, E.; Taylor, K.; Casey, K.; Martinu, L. Tribo-Mechanical Properties of DLC Coatings Deposited on Nitrided Biomedical Stainless Steel. Plasma Process. Polym. 2007, 4, S640–S646. [Google Scholar] [CrossRef]
- Grill, A. Tribology of diamondlike carbon and related materials: An updated review. Surf. Coat. Technol. 1997, 94, 507–513. [Google Scholar] [CrossRef]
- Grill, A. Diamond-like carbon: state of the art. Diam. Relat. Mater. 1999, 8, 428–434. [Google Scholar] [CrossRef]
- George, M.; Coupeau, C.; Colin, J.; Grilhé, J. Atomic force microscopy observations of successive damaging mechanisms of thin films on substrates under tensile stress. Thin Solid Films 2003, 429, 267–272. [Google Scholar] [CrossRef]
- McGuigan, A.P.; Huey, B.D.; Briggs, G.A.D.; Kolosov, O.V.; Tsukahara, Y.; Yanaka, M. Measurement of debonding in cracked nanocomposite films by ultrasonic force microscopy. Appl. Phys. Lett. 2002, 80, 1180–1182. [Google Scholar] [CrossRef]
- Qian, L.; Zhu, S.; Kagawa, Y.; Kubo, T. Tensile damage evolution behavior in plasma-sprayed thermal barrier coating system. Surf. Coat. Technol. 2003, 173, 178–184. [Google Scholar] [CrossRef]
- Busso, E.P.; Wright, L.; Evans, H.E.; McCartney, L.N.; Saunders, S.R.J.; Osgerby, S.; Nunn, J. A physics-based life prediction methodology for thermal barrier coating systems. Acta Mater. 2007, 55, 1491–1503. [Google Scholar] [CrossRef] [Green Version]
- Lu, P.; Chou, Y.K.; Thompson, R.G. Short-time Fourier Transform Method in AE Signal Analysis for Diamond Coating Failure Monitoring in Machining Applications. In Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference, Erie, PA, USA, 12–15 October 2010; Volume 1. [Google Scholar]
- Mao, W.G.; Wu, D.J.; Yao, W.B.; Zhou, M.; Lu, C. Multiscale monitoring of interface failure of brittle coating/ductile substrate systems: A non-destructive evaluation method combined digital image correlation with acoustic emission. J. Appl. Phys. 2011, 110, 084903. [Google Scholar] [CrossRef]
- Ciniero, A.; Le Rouzic, J.; Baikie, I.; Reddyhoff, T. The Origins of Triboemission—Correlating Electron Emission with Surface Damage. Wear 2017, 374–375, 113–119. [Google Scholar] [CrossRef]
- Dickinson, J.; Donaldson, E.; Park, M. The emission of electrons and positive ions from fracture of materials. J. Mater. Sci. 1981, 16, 2897–2908. [Google Scholar] [CrossRef]
- Nakayama, K.; Suzuki, N.; Hashimoto, H. Triboemission of charged particles and photons from solid surfaces during frictional damage. J. Phys. D Appl. Phys. 1992, 25, 303–308. [Google Scholar] [CrossRef]
- Molina, G.J.; Furey, M.J.; Ritter, A.L.; Kajdas, C. Triboemission from alumina, single crystal sapphire, and aluminum. Wear 2001, 249, 214–219. [Google Scholar] [CrossRef]
- Nakayama, K.; Hashimoto, H. Triboemission from various materials in atmosphere. Wear 1991, 147, 335–343. [Google Scholar] [CrossRef]
- Le Rouzic, J.; Reddyhoff, T. Spatially Resolved Triboemission Measurements. Tribol. Lett. 2014, 55, 245–252. [Google Scholar] [CrossRef]
- Nakayama, K.; Nevshupa, R.A. Plasma generation in a gap around a sliding contact. J. Phys. D Appl. Phys. 2002, 35, L53–L56. [Google Scholar] [CrossRef]
- Nakayama, K.; Nevshupa, R.A. Effect of dry air pressure on characteristics and patterns of tribomicroplasma. Vacuum 2004, 74, 11–17. [Google Scholar] [CrossRef]
- Wiza, J.L. Microchannel plate detectors. Nucl. Instrum. Methods 1979, 162, 587–601. [Google Scholar] [CrossRef]
- Matta, C.; Eryilmaz, O.L.; De Barros Bouchet, M.I.; Erdemir, A.; Martin, J.M.; Nakayama, K. On the possible role of triboplasma in friction and wear of diamond-like carbon films in hydrogen-containing environments. J. Phys. D Appl. Phys. 2009, 42, 075307. [Google Scholar] [CrossRef]
- Nakayama, K.; Yamanaka, K.; Ikeda, H.; Sato, T. Friction, wear, and triboelectron emission of hydrogenated amorphous carbon films. Tribol. Trans. 1997, 40, 507–513. [Google Scholar] [CrossRef]
- Nakayama, K.; Ikeda, H. Triboemission characteristics of electrons during wear of amorphous carbon and hydrogenated amorphous carbon films in a dry air atmosphere. Wear 1996, 198, 71–76. [Google Scholar] [CrossRef]
- Nakayama, K. Triboemission of electrons, ions, and photons from diamondlike carbon films and generation of tribomicroplasma. Surf. Coat. Technol. 2004, 188–189, 599–604. [Google Scholar] [CrossRef]
- Nakayama, K.; Bou-Said, B.; Ikeda, H. Tribo-Electromagnetic Phenomena of Hydrogenated Carbon Films—Tribo-Electrons, -Ions, -Photons, and -Charging. J. Tribol. 1997, 119, 764–768. [Google Scholar] [CrossRef]
- Dickinson, J.T. Fracto-emission: The role of charge separation. J. Vac. Sci. Technol. A 1984, 2, 1112–1116. [Google Scholar] [CrossRef]
- Walton, A.J. Triboluminescence. Adv. Phys. 2006, 26, 887–948. [Google Scholar] [CrossRef]
- Nakayama, K. Tribocharging and friction in insulators in ambient air. Wear 1996, 194, 185–189. [Google Scholar] [CrossRef]
- Kornfeld, M. Frictional electrification. J. Phys. D Appl. Phys. 1976, 9, 1183–1192. [Google Scholar] [CrossRef]
- Vella, S.J.; Chen, X.; Thomas, S.W., III; Zhao, X.; Suo, Z.; Whitesides, G.M. The determination of the location of contact Electrification-induced discharge Events. J. Phys. Chem. C 2010, 114, 20885–20895. [Google Scholar] [CrossRef] [Green Version]
- Lide, D.R.; Haynes, W.M.; Bruno, T.J. CRC Handbook of Chemistry and Physics, 9th ed.; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Fabian, A.; Krauss, C.; Sickafoose, A.; Horanyi, M.; Robertson, S. Measurements of electrical discharges in Martian regolith simulant. IEEE Trans. Plasma Sci. 2001, 29, 288–291. [Google Scholar] [CrossRef]
- Thomas, S.W.; Vella, S.J.; Kaufman, G.K.; Whitesides, G.M. Patterns of electrostatic charge and discharge in contact electrification. Angew. Chem. 2008, 120, 6756–6758. [Google Scholar] [CrossRef]










© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ciniero, A.; Le Rouzic, J.; Reddyhoff, T. The Use of Triboemission Imaging and Charge Measurements to Study DLC Coating Failure. Coatings 2017, 7, 129. https://doi.org/10.3390/coatings7080129
Ciniero A, Le Rouzic J, Reddyhoff T. The Use of Triboemission Imaging and Charge Measurements to Study DLC Coating Failure. Coatings. 2017; 7(8):129. https://doi.org/10.3390/coatings7080129
Chicago/Turabian StyleCiniero, Alessandra, Julian Le Rouzic, and Tom Reddyhoff. 2017. "The Use of Triboemission Imaging and Charge Measurements to Study DLC Coating Failure" Coatings 7, no. 8: 129. https://doi.org/10.3390/coatings7080129
APA StyleCiniero, A., Le Rouzic, J., & Reddyhoff, T. (2017). The Use of Triboemission Imaging and Charge Measurements to Study DLC Coating Failure. Coatings, 7(8), 129. https://doi.org/10.3390/coatings7080129