A Novel Way of Adhering PET onto Protein (Wheat Gluten) Plastics to Impart Water Resistance

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Manufacturing of the Samples
2.2. Testing of the Samples:
3. Results and Discussion
3.1. Mechanical Properties
3.1.1. Tensile Properties
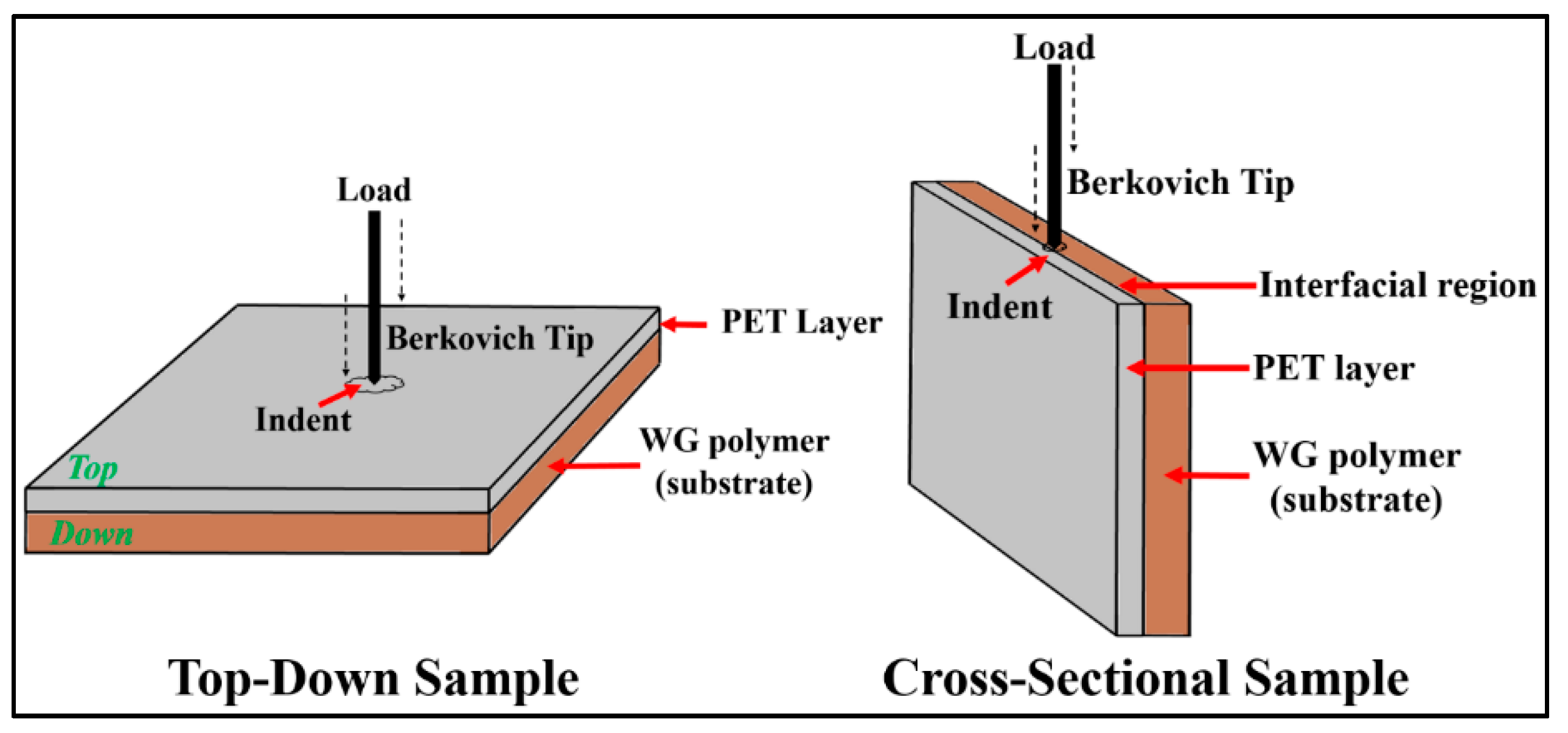
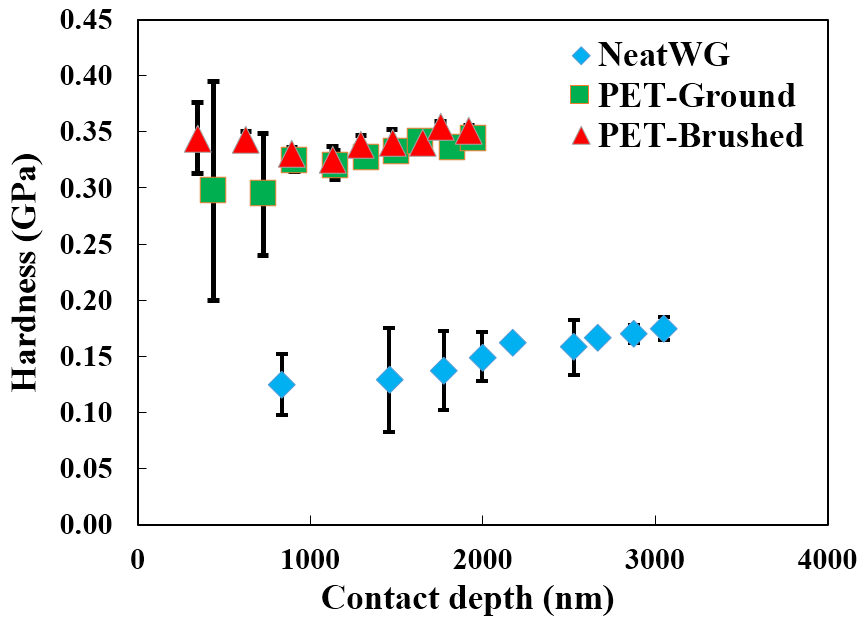
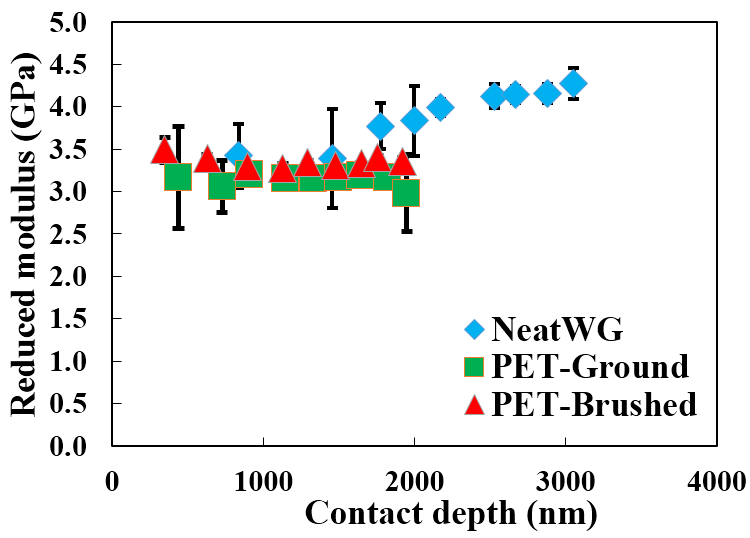
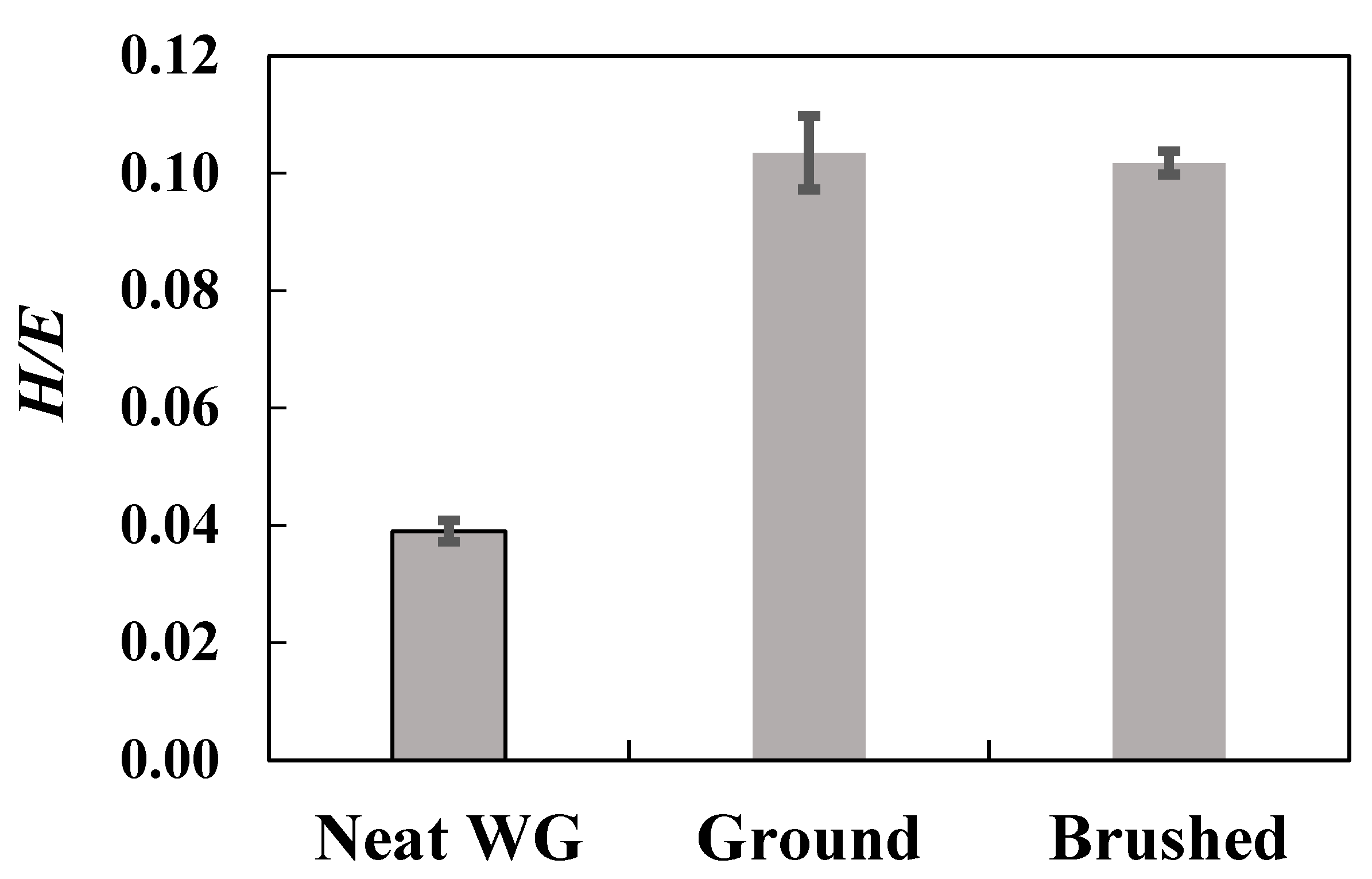
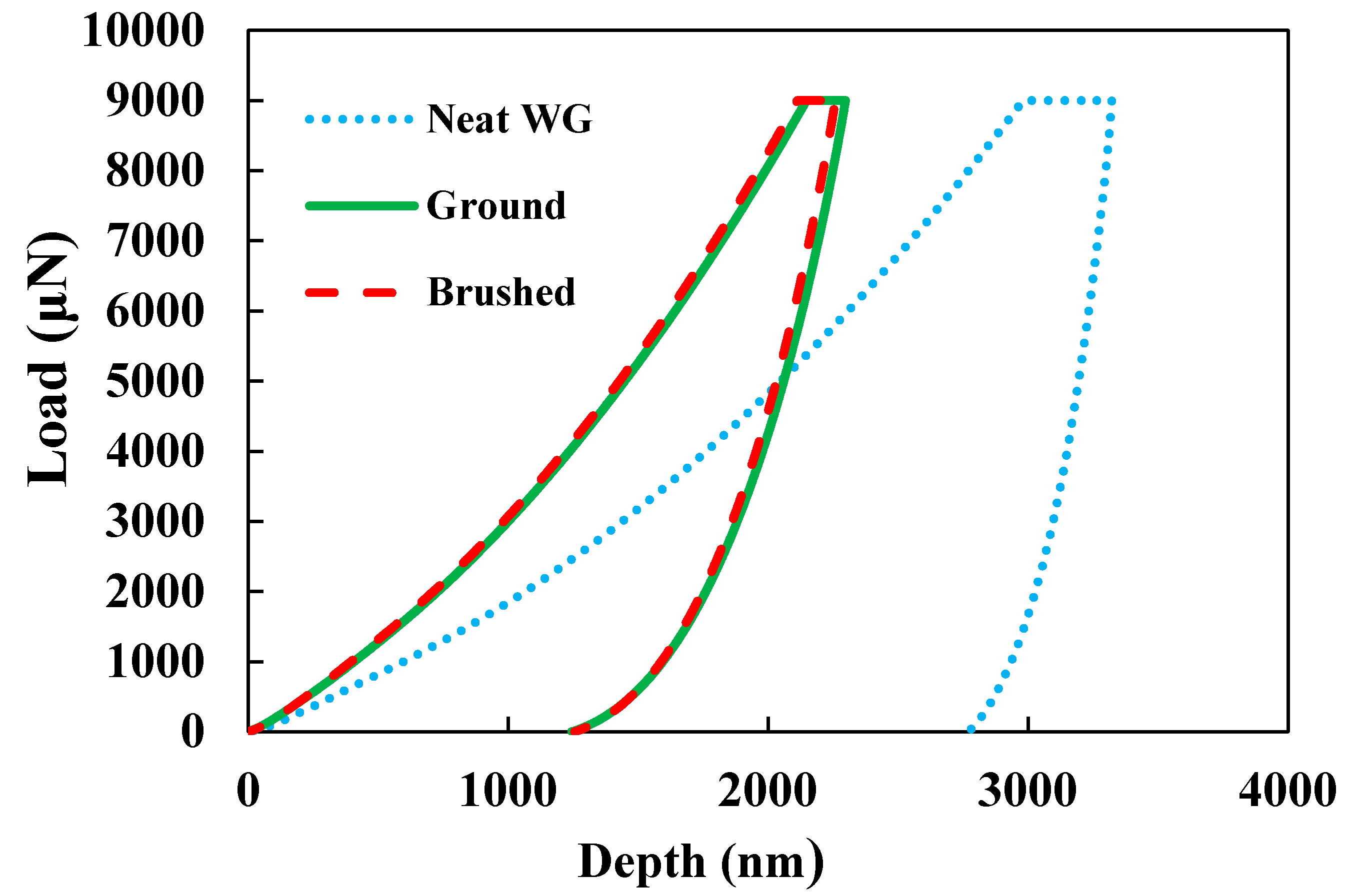
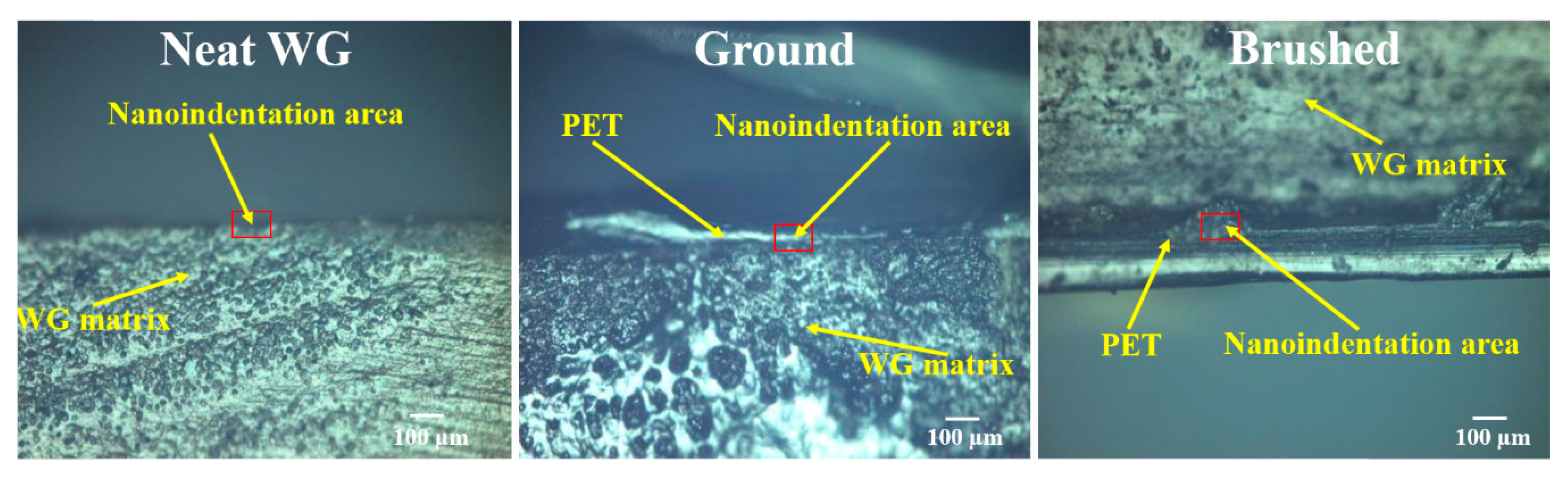
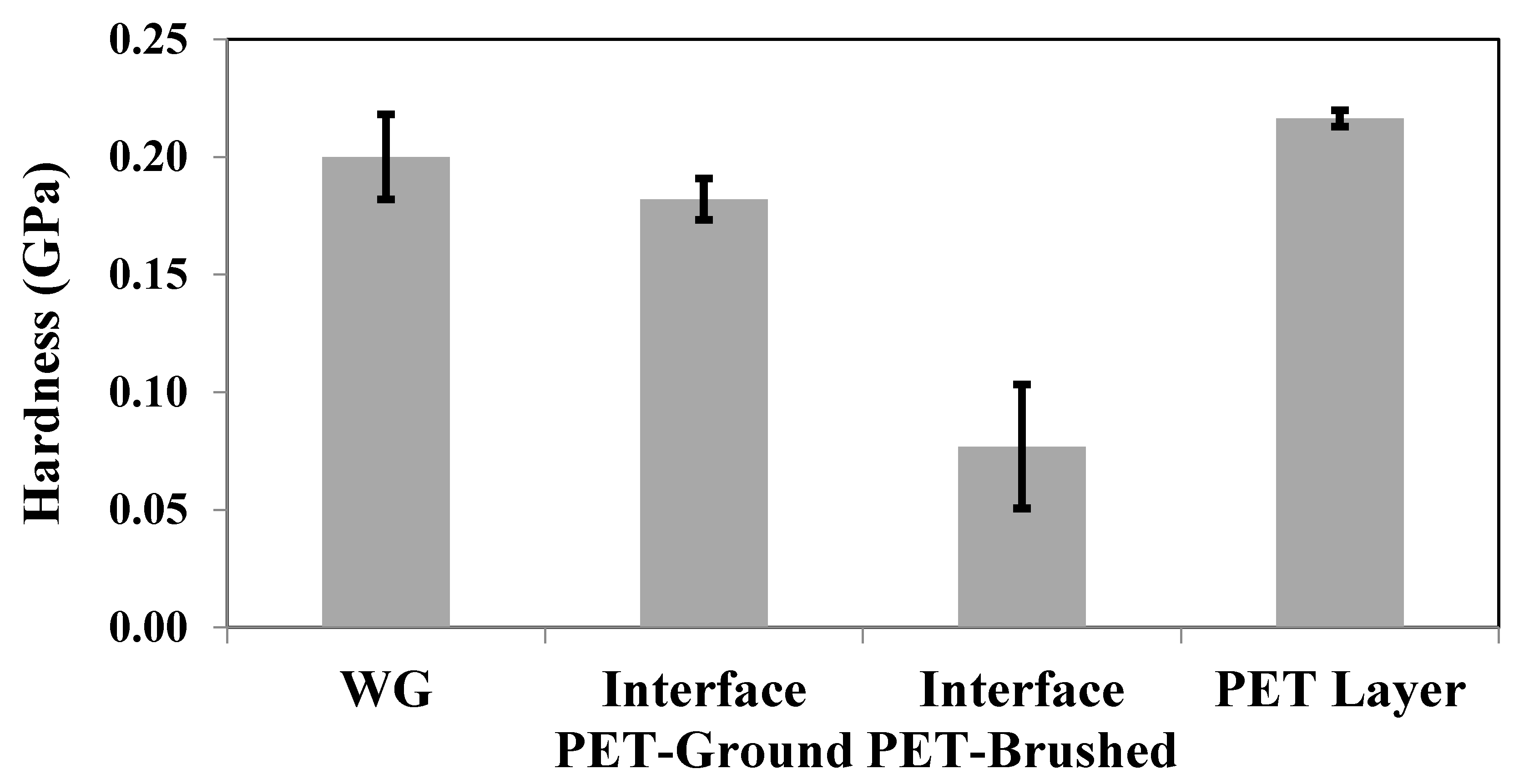
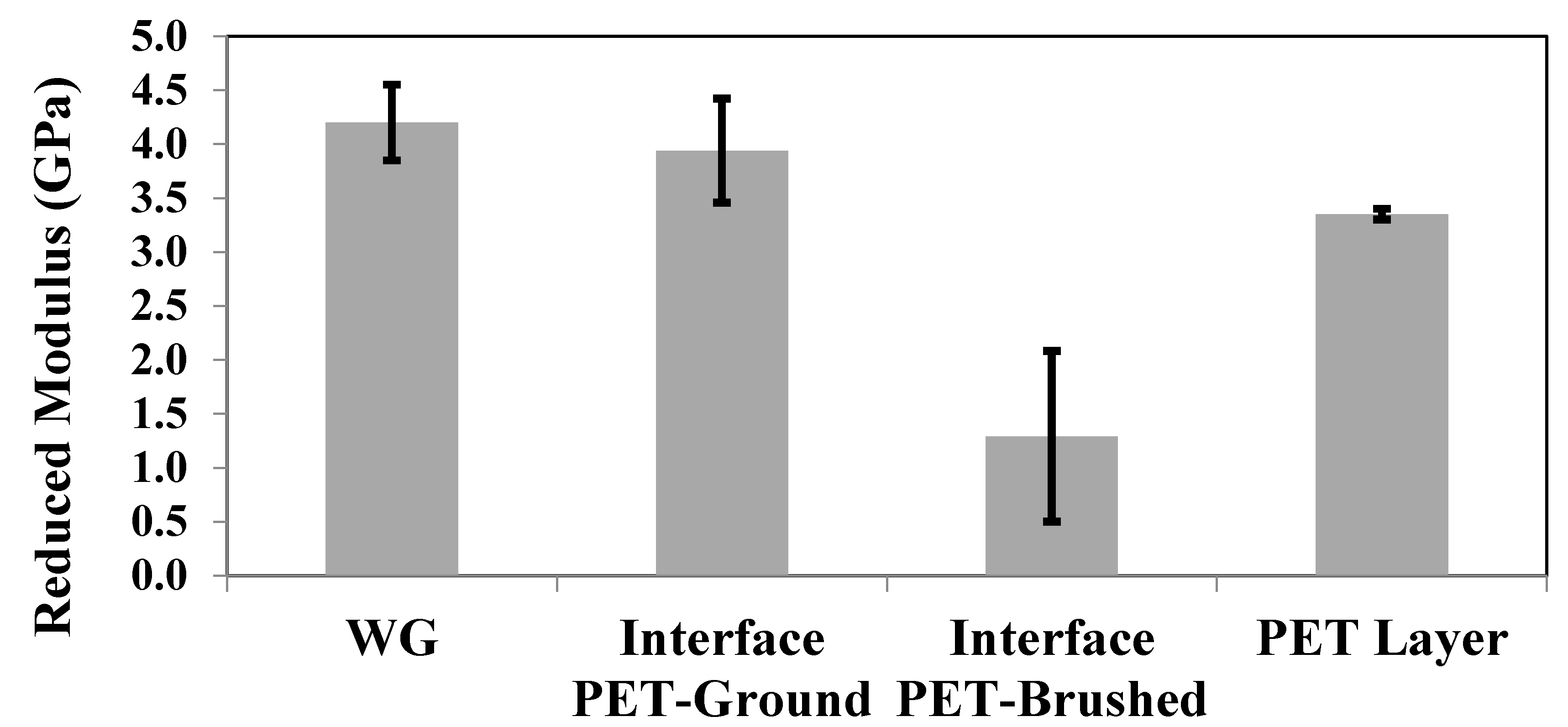
3.1.2. Nanoindentation
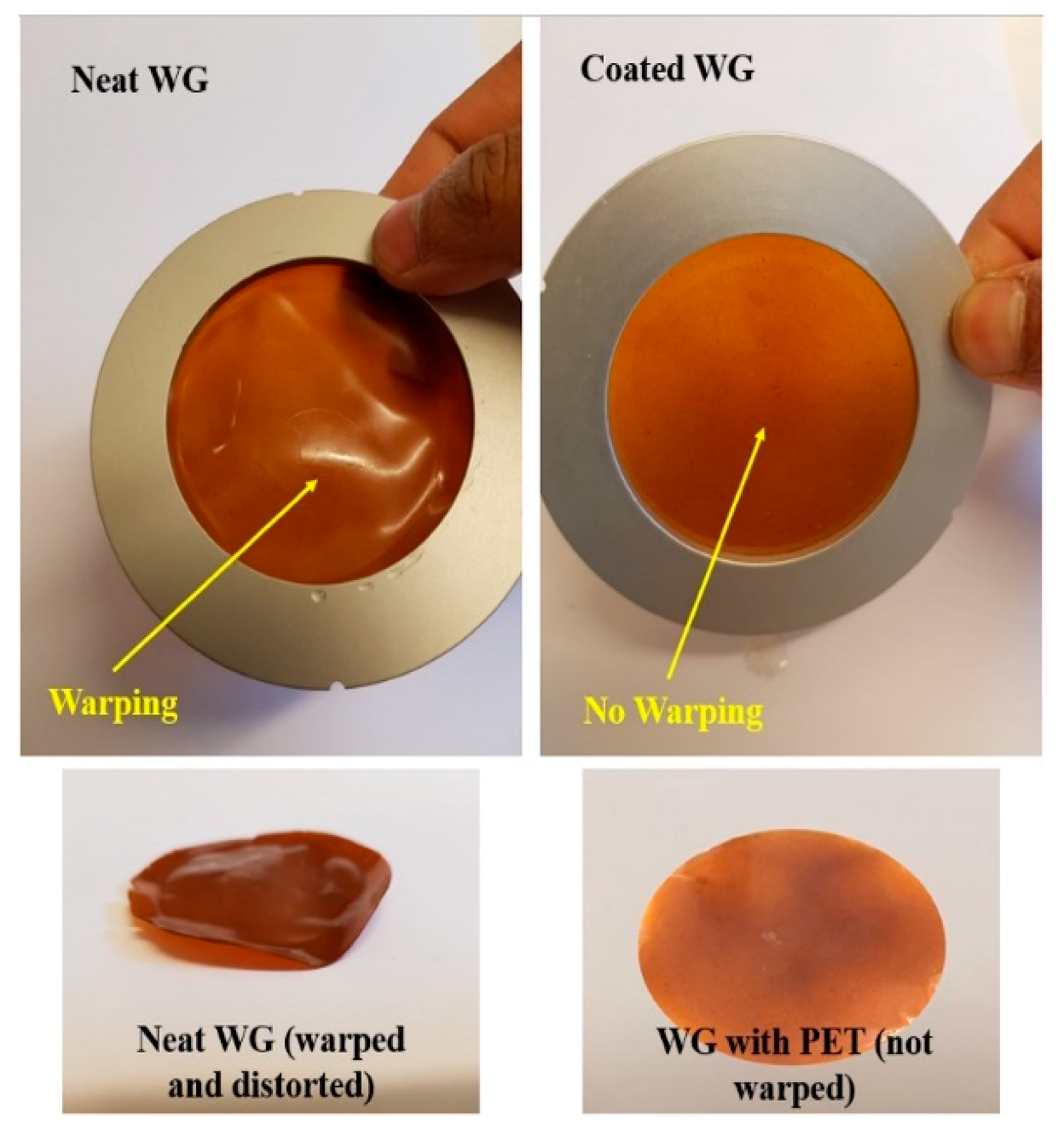
3.2. Resistance Towards Water and Its Vapor
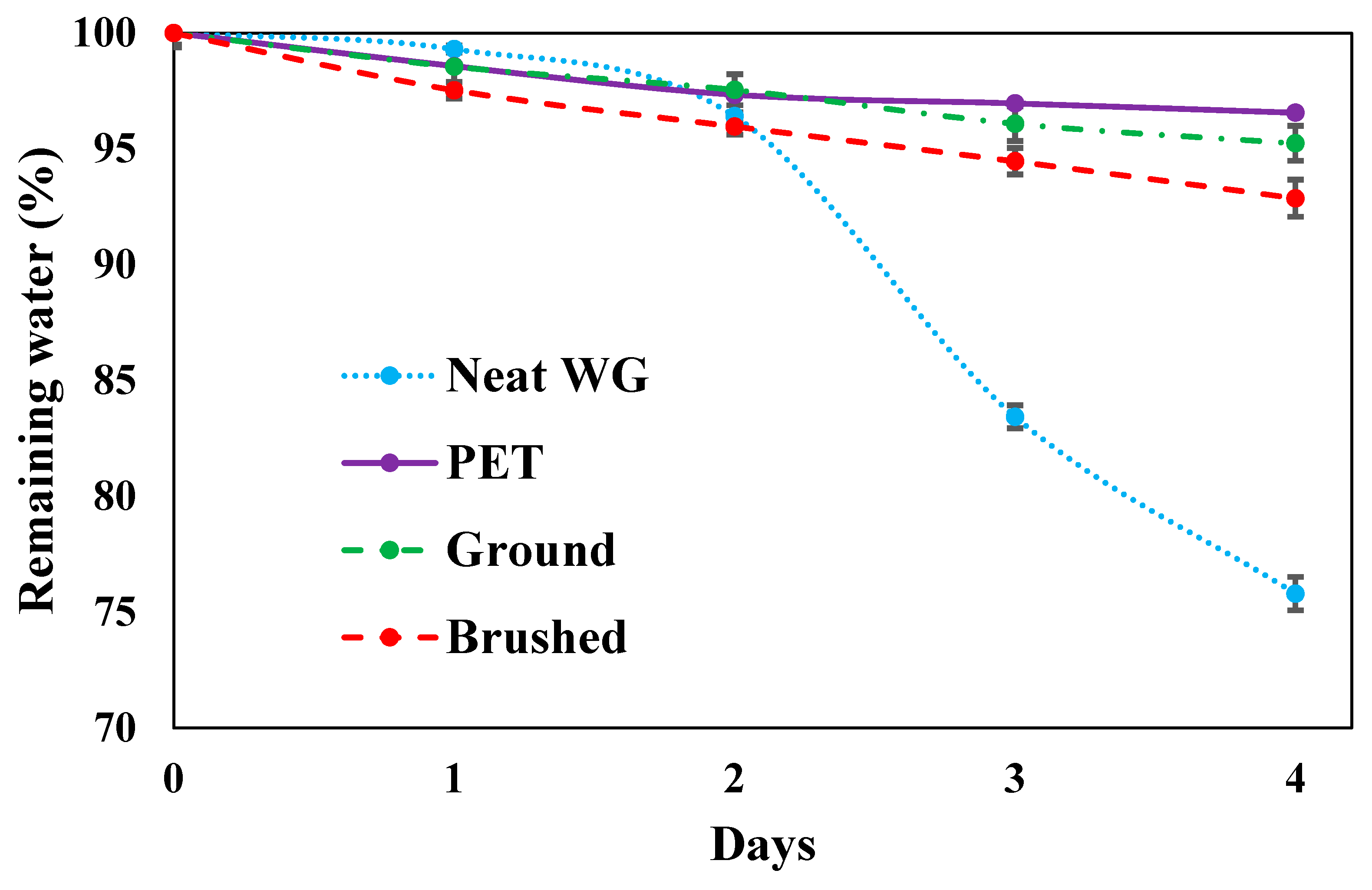
3.2.1. WVTR Tests
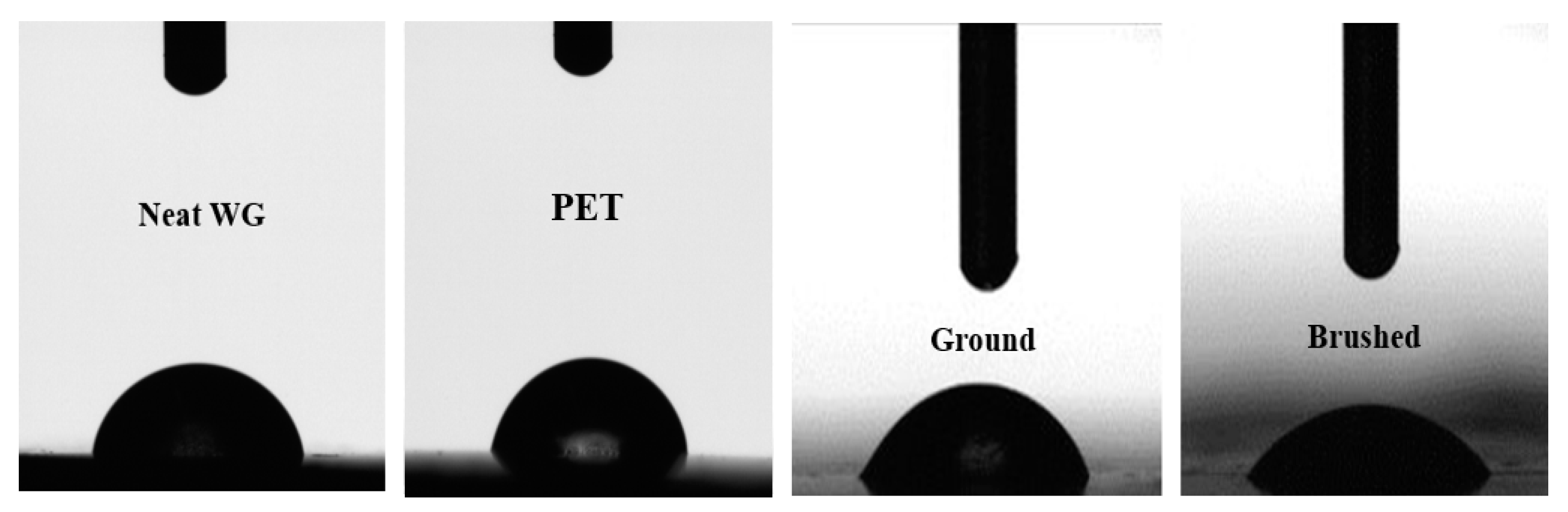
3.2.2. Contact Angle
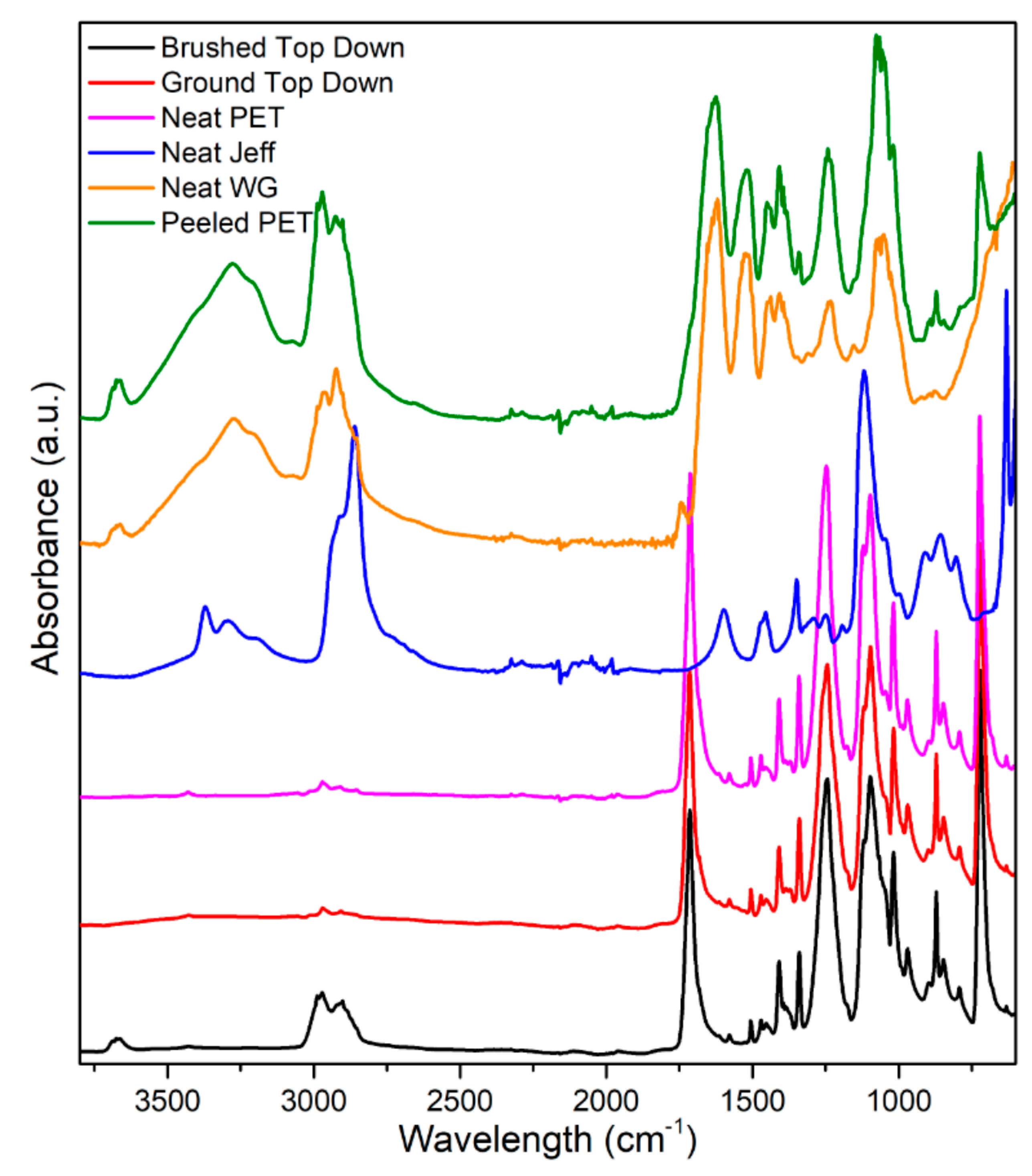
3.3. Infrared Spectroscopy
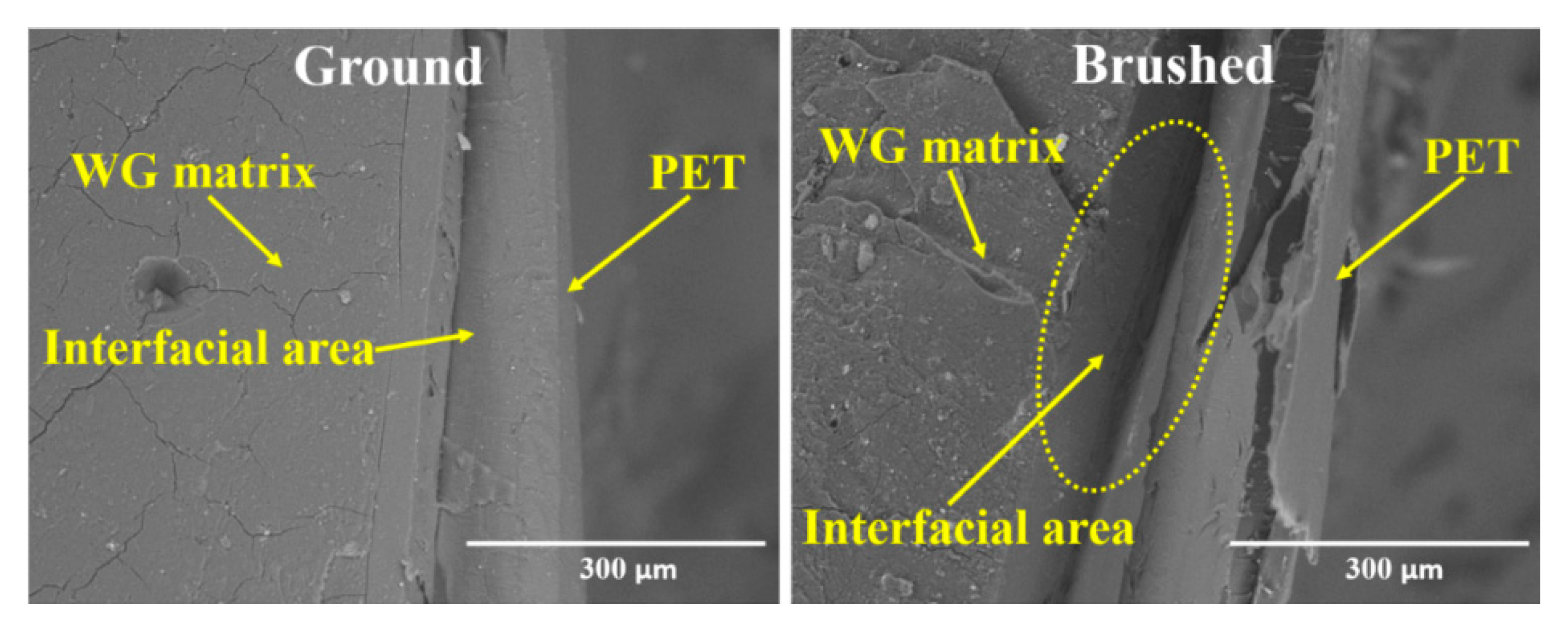
3.4. Microscopy (SEM)
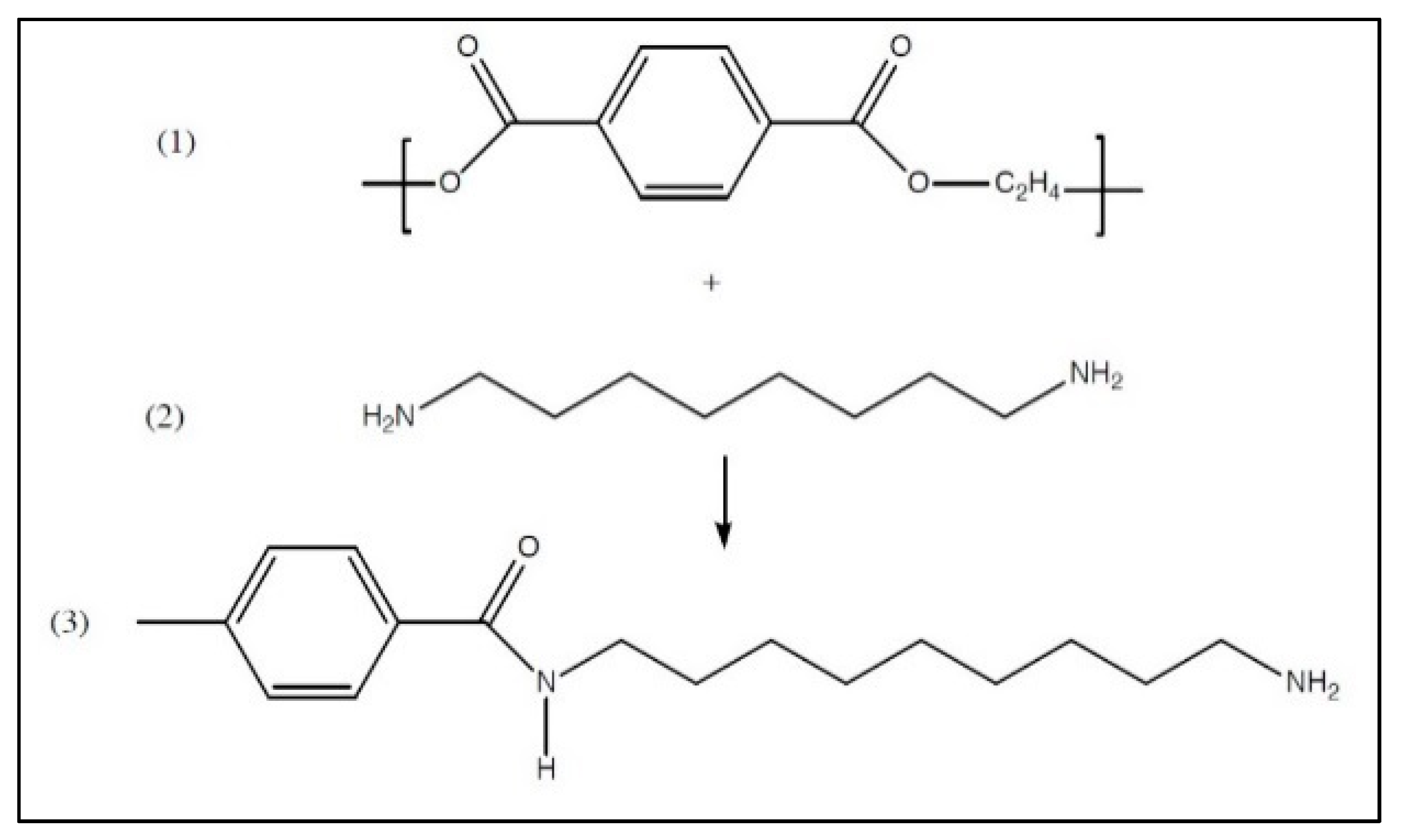
3.5. Mechanisms of the Effects of the Diamine
4. Conclusions
Author Contributions
Funding
Acknowledgements
Conflicts of Interest
References
- Das, O.; Hedenqvist, M.S. Self-Reinforced Gluten Polymers: A Step towards a True Biocomposite. Open Access Government, May 2018; 178. [Google Scholar]
- Irissin-Mangata, J.; Bauduin, G.; Boutevi, B. Bilayer films composed of wheat gluten film and UV-cured coating: Water vapor permeability and other functional properties. Polym. Bull. 2000, 44, 409–416. [Google Scholar] [CrossRef]
- Capezza, A.J. Novel Superabsorbent Materials Obtained from Plant Proteins—A Report; Department of Plant Breeding, Swedish University of Agricultural Sciences: Alnarp, Sweden, 2017; pp. 1–54. [Google Scholar]
- Cho, S.W.; Blomfeldt, T.O.; Halonen, H.; Gällstedt, M.; Hedenqvist, M.S. Wheat gluten-laminated paperboard with improved moisture barrier properties: A new concept using a plasticizer (Glycerol) containing a hydrophobic component (Oleic Acid). Int. J. Polym. Sci. 2012, 2012, 454359. [Google Scholar] [CrossRef]
- Gennadios, A.; Weller, C.L.; Testin, R.F. Modification of physical and barrier properties of edible wheat gluten-based films. Cereal Chem. 1993, 70, 426–429. [Google Scholar]
- Guilbert, S.; Seow, C.C.; Teng, T.T.; Quah, C.H. Food Preservation and Moisture Control; Elsevier Applied Science: London, UK, 1988; pp. 199–219. [Google Scholar]
- Zhang, H.; Mittal, G. Biodegradable protein-based films from plant resources: A review. Environ. Prog. Sustain. Energy 2010, 29, 203–220. [Google Scholar] [CrossRef]
- Gontard, N.; Marchesseau, S.; Cuq, J.L.; Guilbert, S. Water vapour permeability of edible bilayer films of wheat gluten and lipids. Int. J. Food Sci. Technol. 1995, 30, 49–56. [Google Scholar] [CrossRef]
- Hager, A.S.; Vallons, K.J.; Arendt, E.K. Influence of gallic acid and tannic acid on the mechanical and barrier properties of wheat gluten films. J. Agric. Food Chem. 2012, 60, 6157–6163. [Google Scholar] [CrossRef] [PubMed]
- Hernández-Muñoz, P.; Villalobos, R.; Chiralt, A. Effect of cross-linking using aldehydes on properties of glutenin-rich films. Food Hydrocoll. 2004, 18, 403–411. [Google Scholar] [CrossRef]
- Gennadios, A.; Weller, C.L.; Testin, R.F. Property modification of edible wheat, gluten-based films. Trans. ASAE 1993, 36, 465–470. [Google Scholar] [CrossRef]
- Cho, S.W.; Gällstedt, M.; Hedenqvist, M.S. Properties of wheat gluten/poly (lactic acid) laminates. J. Agric. Food Chem. 2010, 58, 7344–7350. [Google Scholar] [CrossRef] [PubMed]
- Irissin-Mangata, J.; Boutevin, B.; Bauduin, G. Bilayer films composed of wheat gluten and functionalized polyethylene: Permeability and other physical properties. Polym. Bull. 1999, 43, 441–448. [Google Scholar] [CrossRef]
- Gontard, N.; Duchez, C.; Cuq, J.L.; Guilbert, S. Edible composite films of wheat gluten and lipids: Water vapour permeability and other physical properties. Int. J. Food Sci. Technol. 1994, 29, 39–50. [Google Scholar] [CrossRef]
- Fabra, M.J.; Lopez-Rubio, A.; Lagaron, J.M. Effect of the film-processing conditions, relative humidity and ageing on wheat gluten films coated with electrospun polyhydryalkanoate. Food Hydrocoll. 2015, 44, 292–299. [Google Scholar] [CrossRef]
- Micard, V.; Belamri, R.; Morel, M.H.; Guilbert, S. Properties of chemically and physically treated wheat gluten films. J. Agric. Food Chem. 2000, 48, 2948–2953. [Google Scholar] [CrossRef] [PubMed]
- Iwata, T. Biodegradable and bio-based polymers: Future prospects of eco-friendly plastics. Angew. Chem. Int. Ed. 2015, 54, 3210–3215. [Google Scholar] [CrossRef] [PubMed]
- Alaerts, L.; Augustinus, M.; Van Acker, K. Impact of Bio-Based Plastics on Current Recycling of Plastics. Sustainability 2018, 10, 1487. [Google Scholar] [CrossRef]
- Wu, Q.; Andersson, R.L.; Holgate, T.; Johansson, E.; Gedde, U.W.; Olsson, R.T.; Hedenqvist, M.S. Highly porous flame-retardant and sustainable biofoams based on wheat gluten and in situ polymerized silica. J. Mater. Chem. A 2014, 2, 20996–21009. [Google Scholar] [CrossRef] [Green Version]
- Wu, Q.; Yu, S.; Kollert, M.; Mtimet, M.; Roth, S.V.; Gedde, U.W.; Johansson, E.; Olsson, R.T.; Hedenqvist, M.S. Highly absorbing antimicrobial biofoams based on wheat gluten and its biohybrids. ACS Sustain. Chem. Eng. 2016, 4, 2395–2404. [Google Scholar] [CrossRef]
- ASTM D638-14 Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014.
- Das, O.; Sarmah, A.K.; Bhattacharyya, D. Nanoindentation assisted analysis of biochar added biocomposites. Compos. Part B Eng. 2016, 91, 219–227. [Google Scholar] [CrossRef]
- ASTM D1653-13 Standard Test Methods for Water Vapor Transmission of Organic Coating Films; ASTM International: West Conshohocken, PA, USA, 2013.
- Das, O.; Bhattacharyya, D.; Hui, D.; Lau, K.T. Mechanical and flammability characterisations of biochar/polypropylene biocomposites. Compos. Part B Eng. 2016, 106, 120–128. [Google Scholar] [CrossRef]
- Ali, Y.; Ghorpade, V.M.; Hanna, M.A. Properties of thermally-treated wheat gluten films. Ind. Crop Prod. 1997, 6, 177–184. [Google Scholar] [CrossRef]
- Jansens, K. Gluten Cross-Linking and its Importance for the Mechanical Properties of Rigid Wheat Gluten Bioplastics. Ph.D. Thesis, KU Leuven, Leuven, Belgium, February 2013. [Google Scholar]
- Hendrix, J.A.; Booij, M.; Frentzen, Y.H. Depolymerization of Polyamides. U.S. Patent 5,668,277, 16 September 1997. [Google Scholar]
- Young’s Modulus of Elasticity for Metals and Alloys. Available online: https://www.engineeringtoolbox.com/young-modulus-d_773.html (accessed on 14 September 2018).
- Day, L.; Augustin, M.A.; Batey, I.L.; Wrigley, C.W. Wheat-gluten uses and industry needs. Trend Food Sci. Technol. 2006, 17, 82–90. [Google Scholar] [CrossRef]
- Das, O.; Sarmah, A.K.; Bhattacharyya, D. Structure–mechanics property relationship of waste derived biochars. Sci. Total Environ. 2015, 538, 611–620. [Google Scholar] [CrossRef] [PubMed]
- Das, O.; Bhattacharyya, D. Development of Polymeric Biocomposites: Particulate Incorporation, Interphase Generation and Evaluation by Nanoindentation. In Interface/Interphase in Polymer Nanocomposites; Netravali, A.N., Mittal, K.L., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2016; pp. 333–374. [Google Scholar]
- Ni, W.; Cheng, Y.T.; Lukitsch, M.J.; Weiner, A.M.; Lev, L.C.; Grummon, D.S. Effects of the ratio of hardness to Young’s modulus on the friction and wear behavior of bilayer coatings. Appl. Phys. Lett. 2004, 85, 4028–4030. [Google Scholar] [CrossRef]
- Rusu, E.; Drobota, M.; Barboiu, V. Structural investigations of amines treated polyester thin films by FTIR-ATR spectroscopy. J. Optoelectron. Adv. Mater. 2008, 10, 377–381. [Google Scholar]
- Noel, S.; Liberelle, B.; Robitaille, L.; De Crescenzo, G. Quantification of primary amine groups available for subsequent biofunctionalization of polymer surfaces. Bioconj. Chem. 2011, 22, 1690–1699. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tensile Strength (MPa) | Tensile Modulus (GPa) | Strain at Break (%) | Toughness (J) |
|---|---|---|---|---|
| Neat WG | 29.2 ± 2.1 | 1.2 ± 0.1 | 3.3 ± 2.3 | 1.36 ± 0.84 |
| Ground | 5.0 ± 1.6 | 1.3 ± 0.2 | 0.8 ± 0.4 | 0.04 ± 0.03 |
| Brushed | 17.3 ± 2.3 | 1.7 ± 0.3 | 2.3 ± 0.9 | 0.22 ± 0.04 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Das, O.; Loho, T.A.; Capezza, A.J.; Lemrhari, I.; Hedenqvist, M.S. A Novel Way of Adhering PET onto Protein (Wheat Gluten) Plastics to Impart Water Resistance. Coatings 2018, 8, 388. https://doi.org/10.3390/coatings8110388
Das O, Loho TA, Capezza AJ, Lemrhari I, Hedenqvist MS. A Novel Way of Adhering PET onto Protein (Wheat Gluten) Plastics to Impart Water Resistance. Coatings. 2018; 8(11):388. https://doi.org/10.3390/coatings8110388
Chicago/Turabian StyleDas, Oisik, Thomas Aditya Loho, Antonio José Capezza, Ibrahim Lemrhari, and Mikael S. Hedenqvist. 2018. "A Novel Way of Adhering PET onto Protein (Wheat Gluten) Plastics to Impart Water Resistance" Coatings 8, no. 11: 388. https://doi.org/10.3390/coatings8110388
APA StyleDas, O., Loho, T. A., Capezza, A. J., Lemrhari, I., & Hedenqvist, M. S. (2018). A Novel Way of Adhering PET onto Protein (Wheat Gluten) Plastics to Impart Water Resistance. Coatings, 8(11), 388. https://doi.org/10.3390/coatings8110388