One-Step Fabrication and Localized Electrochemical Characterization of Continuous Al-Alloyed Intermetallic Surface Layer on Magnesium Alloy


 ,
, 

Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
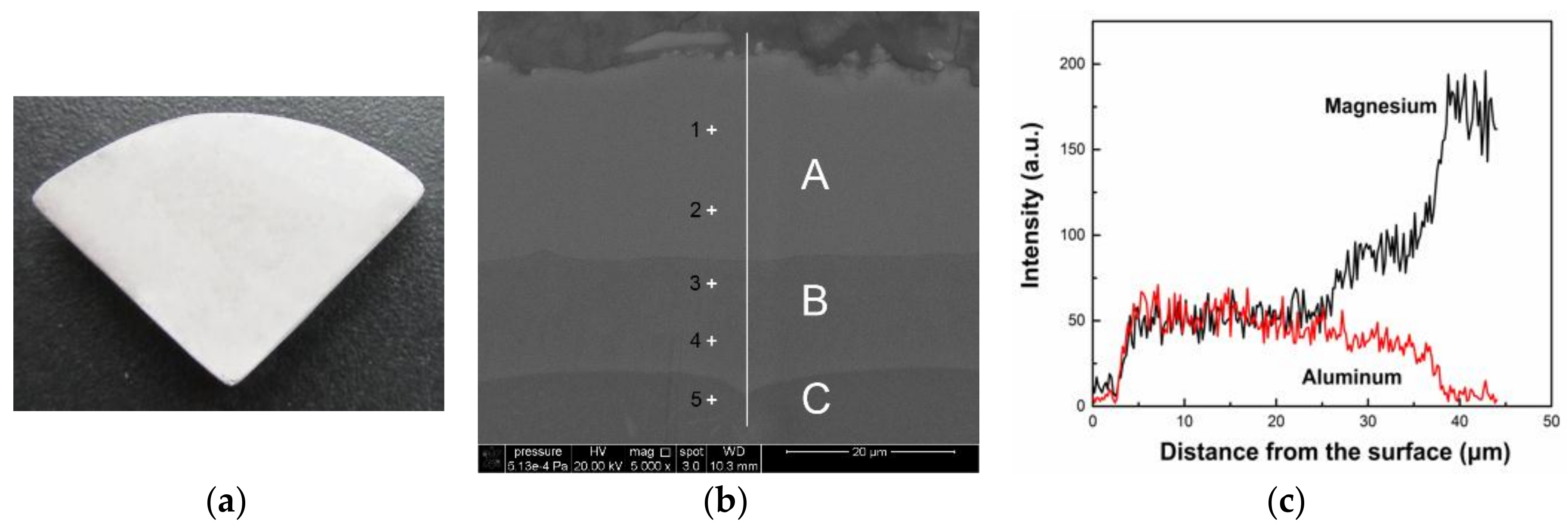
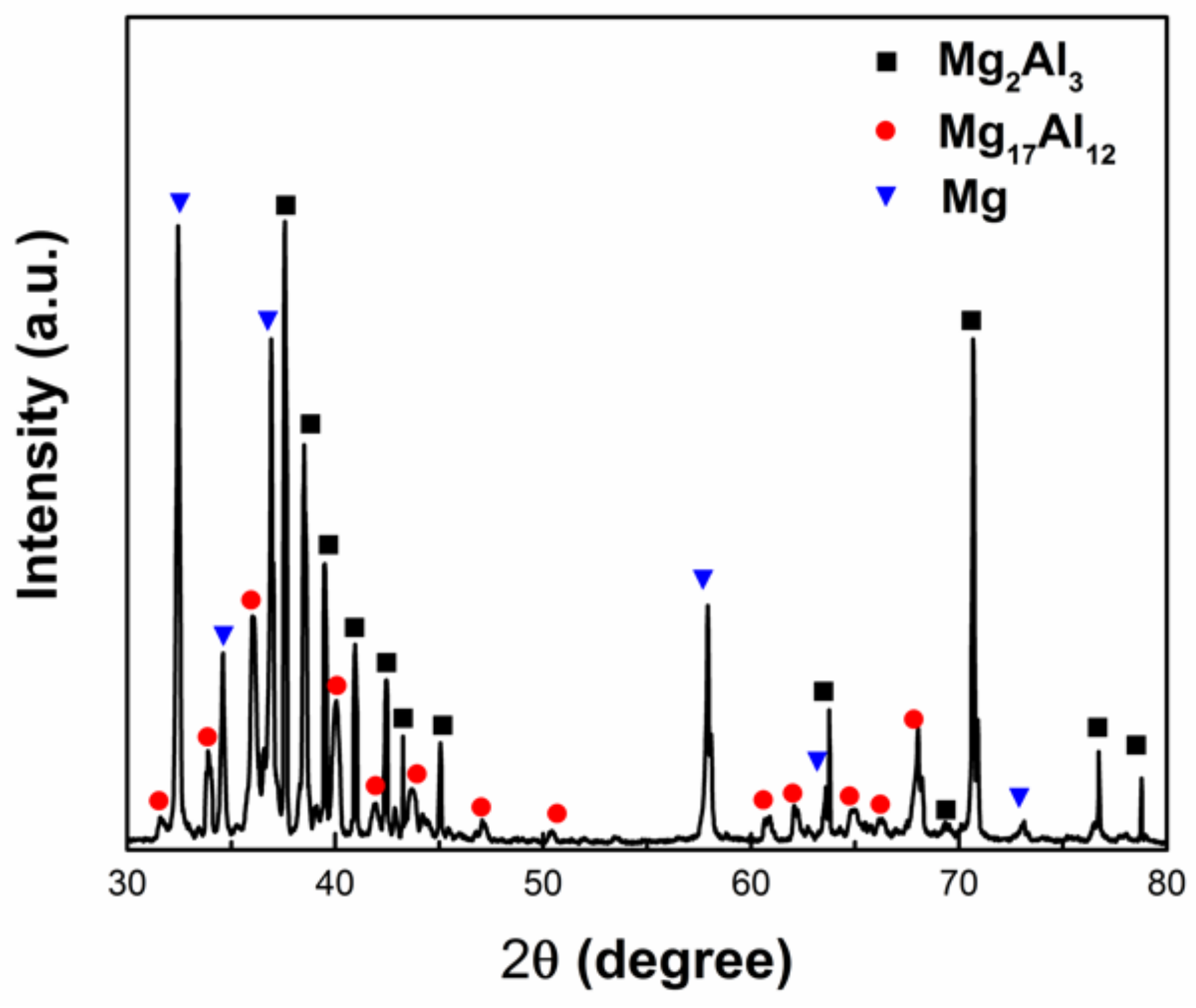
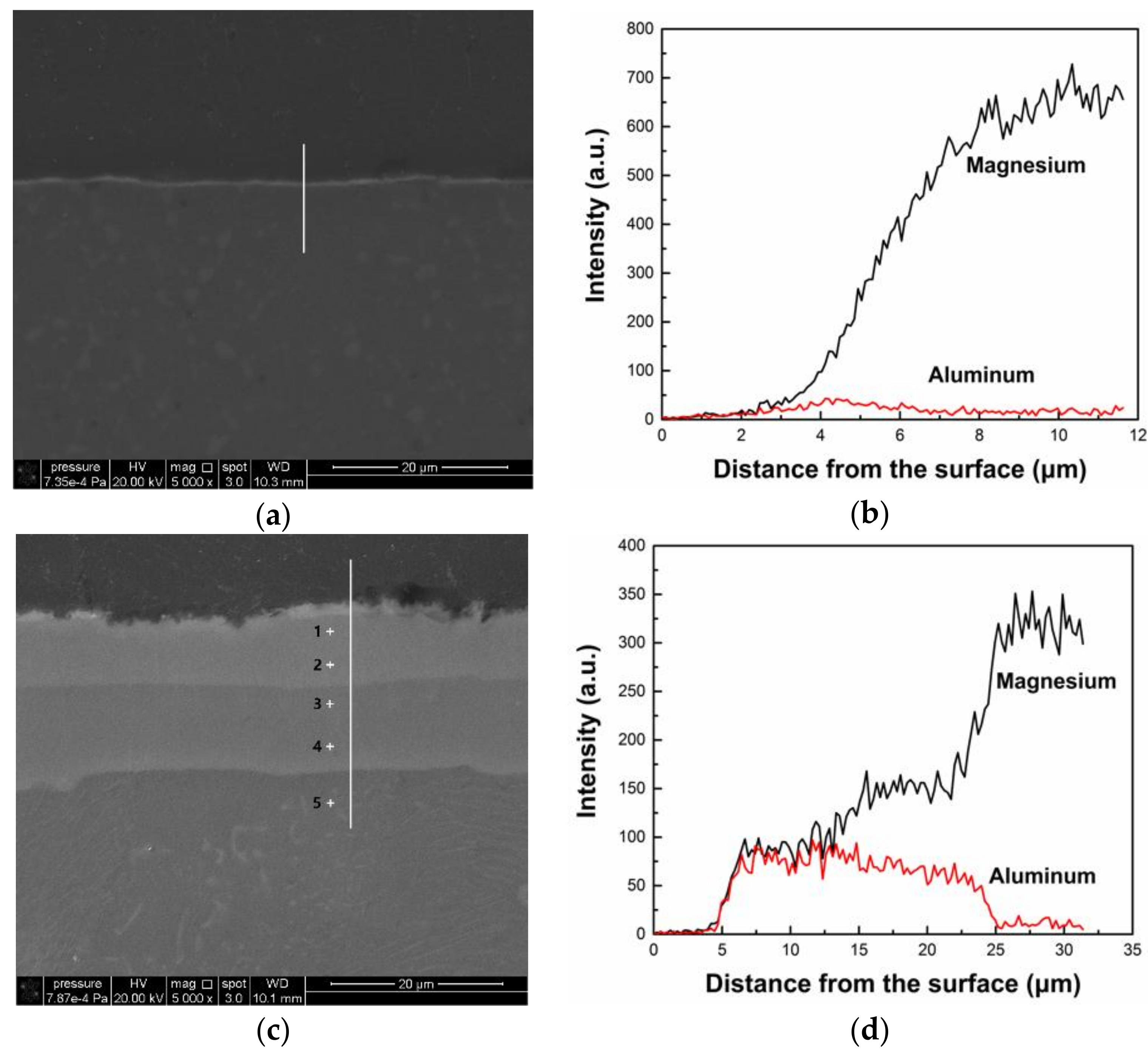
3.1. Structrual and Compositional Characterizations
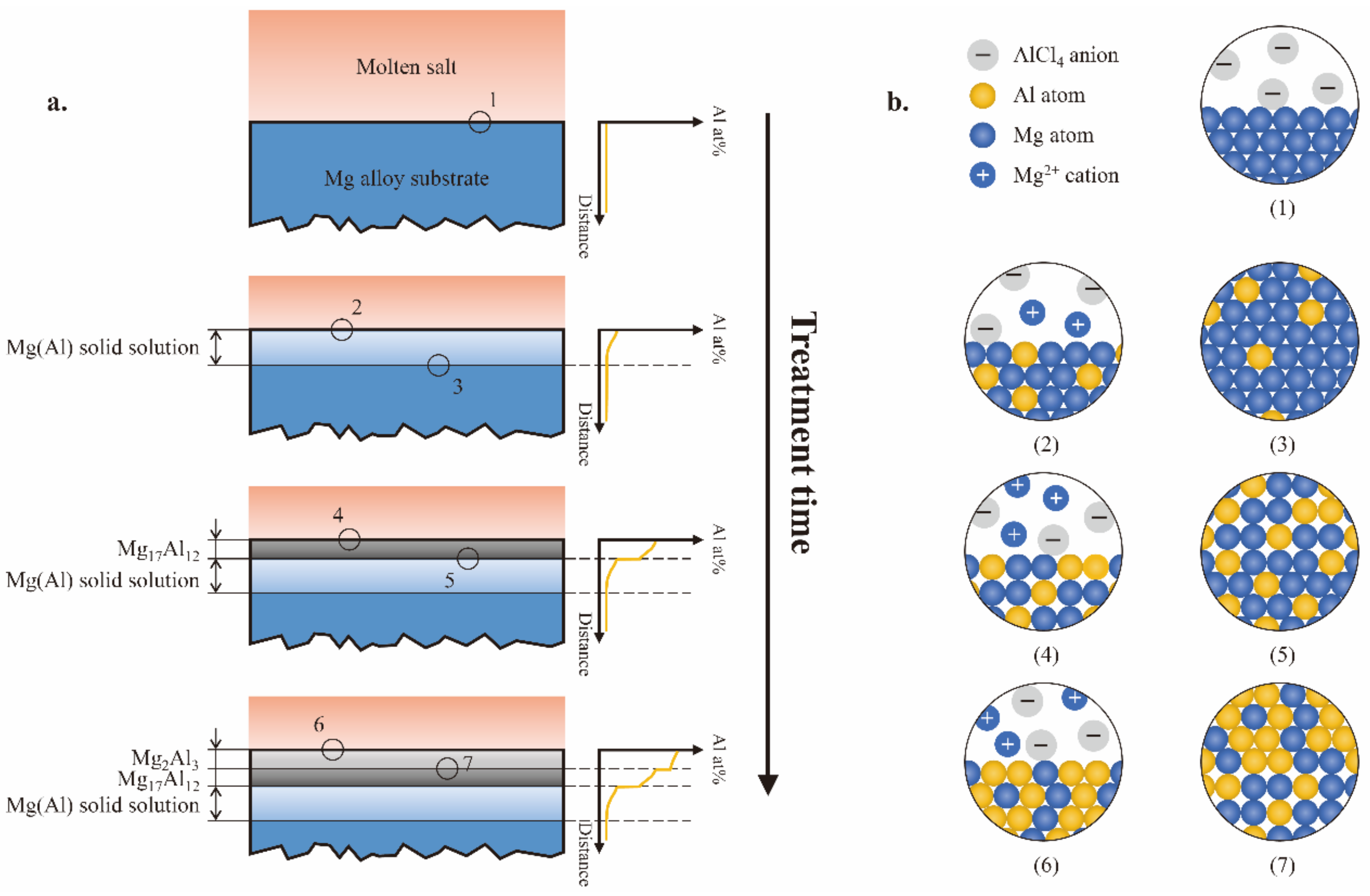
3.2. Formation Mechanism of the Al-Alloyed Coatings
- i.
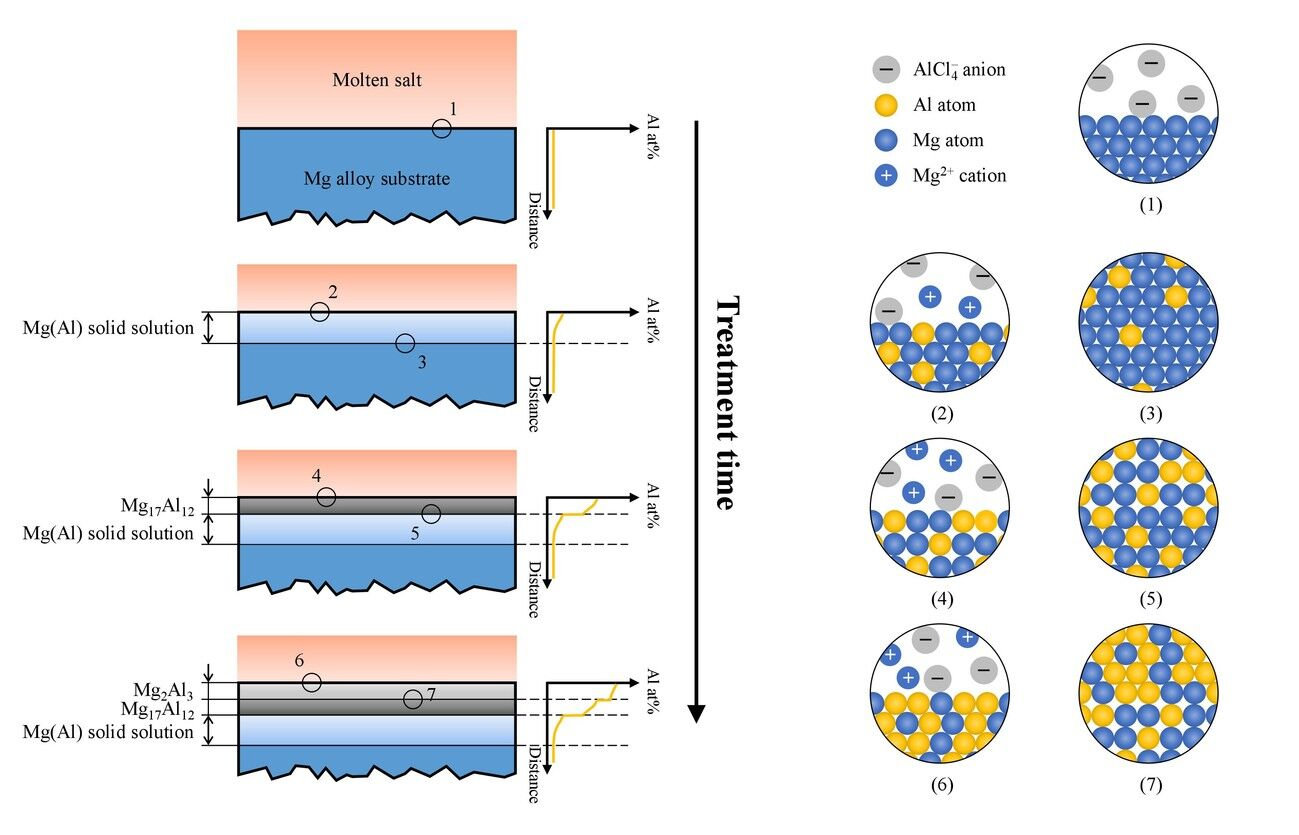
- At the first stage, active Al atoms are formed on the surface of Mg alloy substrate through the chemical reaction between the substrate and Al-containing molten salt, and subsequently these Al atoms diffuse into the substrate under the motivation of chemical potential gradient, forming solid solution of Al in Mg.
- ii.
- Once the concentration of Al exceeds solid solubility, the α-Mg phase is transformed into γ-Mg17Al12 phase, leading to a sudden discontinuous concentration at the interface between γ-Mg17Al12 and Mg(Al) solid solution. Thereafter, γ-Mg17Al12 phase keeps growing and consequently form continuous intermetallic layer, whilst at the same time Mg atoms diffuse toward the molten salts and Al atoms toward the substrate, both driven by concentration gradient. When these Mg atoms reach the surface, they react with anions, bringing new active Al atoms. When the Al atoms reach the Mg substrate, they supersaturate the Mg(Al) solid solution at the interface, forming new γ-Mg17Al12 phase. Consequently, the Mg17Al12 layer thickens as the diffusion process continuous.
- iii.
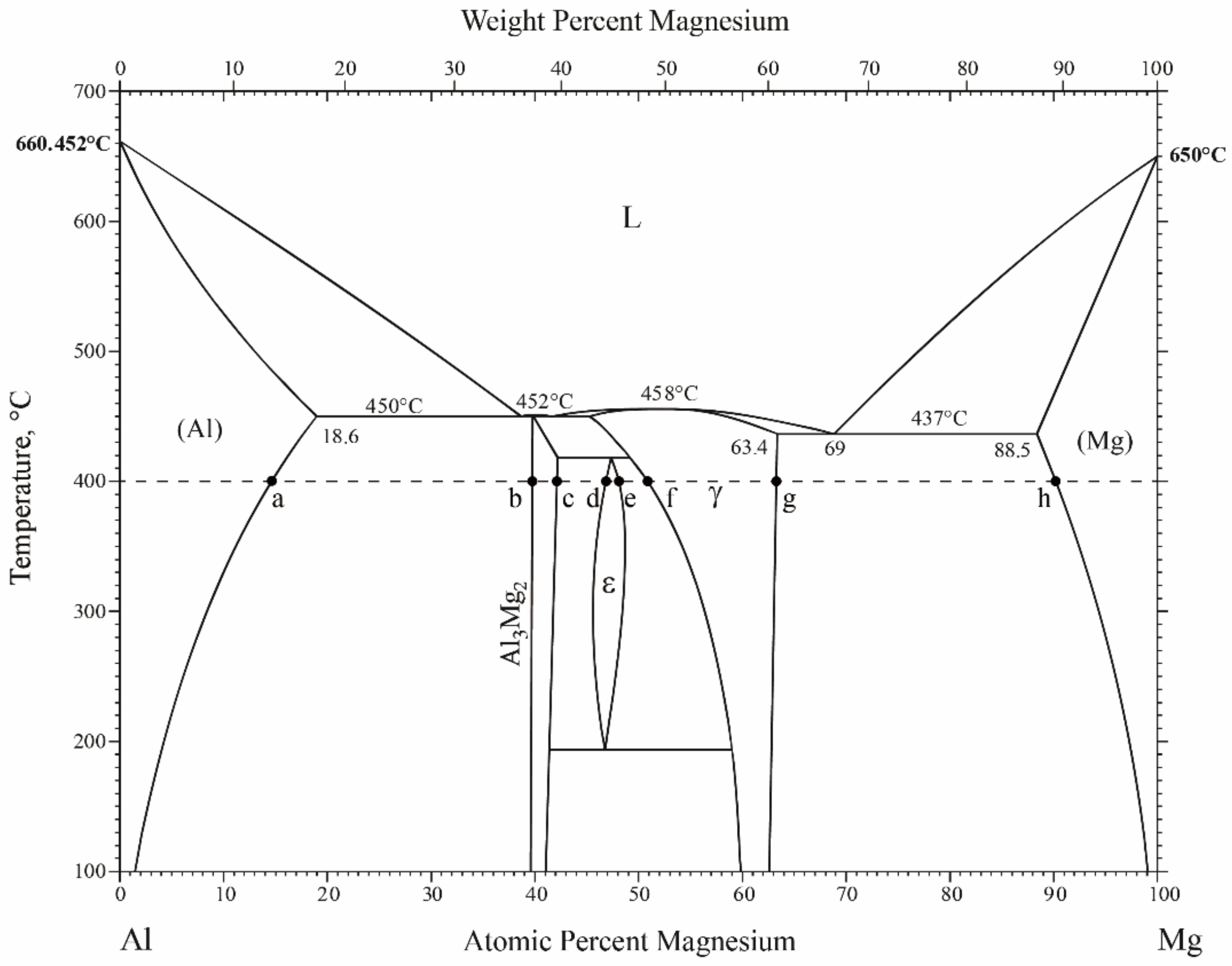
- The ratio of Mg/Al in γ-Mg17Al12 phase gradually shifts toward the Al-rich side, following the g to f line in Al–Mg phase diagram (Figure 3) until it reaches the border of ε–γ equilibrium region. As a result, the formation of ε phase is expected to occur on the surface. However, no ε phase was detected in coated specimens, probably owing to the eutectoid reaction [48] (ε → β + γ) during cooling or too scare the amount to be detectable. Similarly, a second β-Mg2Al3 phase layer forms on the top surface when the composition reaches β phase region. Both the two layers (i.e., the outer β and the inner γ) thicken during subsequent annealing. As shown in Figure 2, however, the growth rate of β-Mg2Al3 phase layer is obviously higher for the reason that Al has a greater diffusion coefficient than Mg.
3.3. Electrochemical Corrosion Characterization
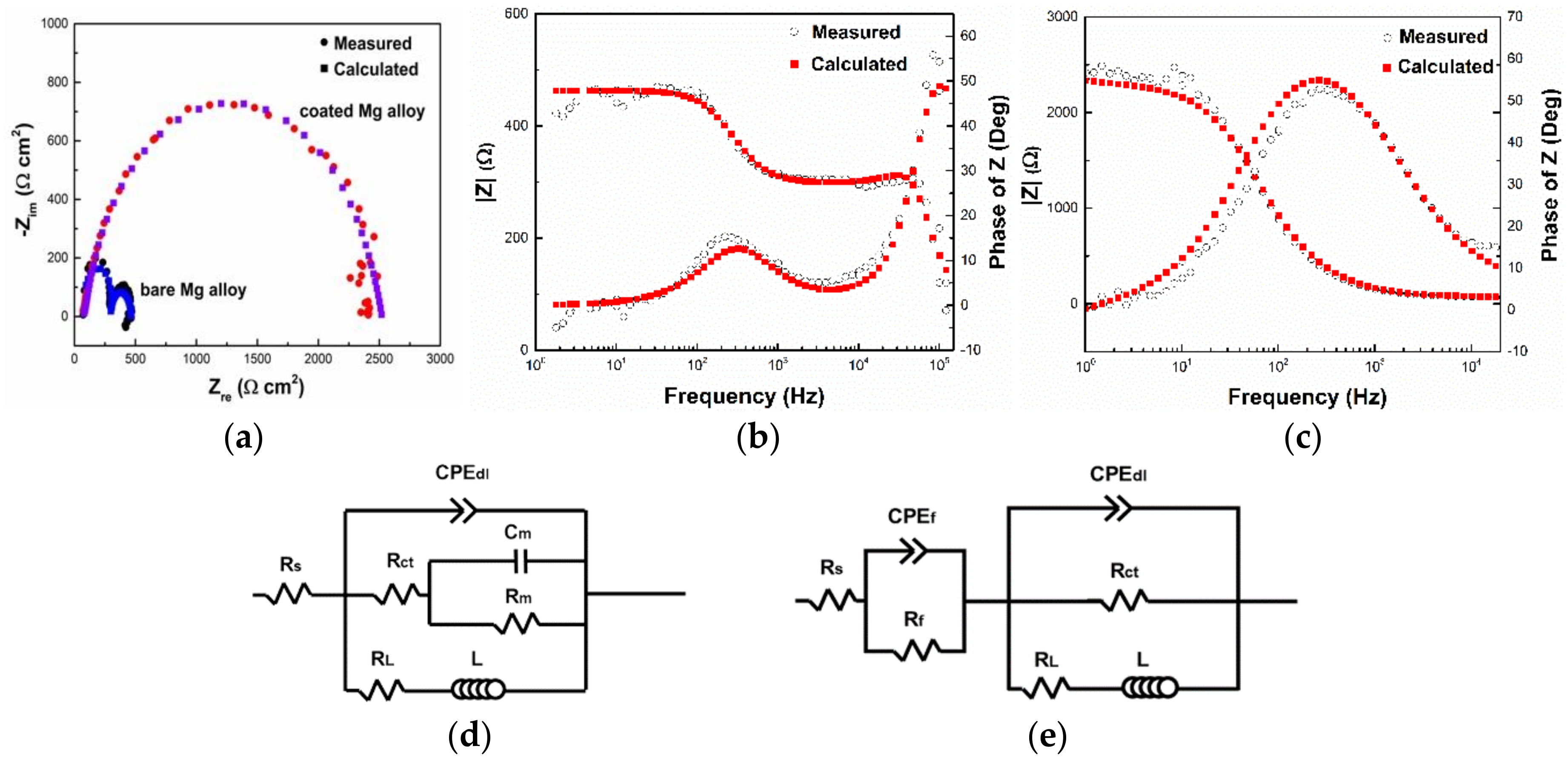
3.3.1. Electrochemical Impedance Spectroscopy (EIS)
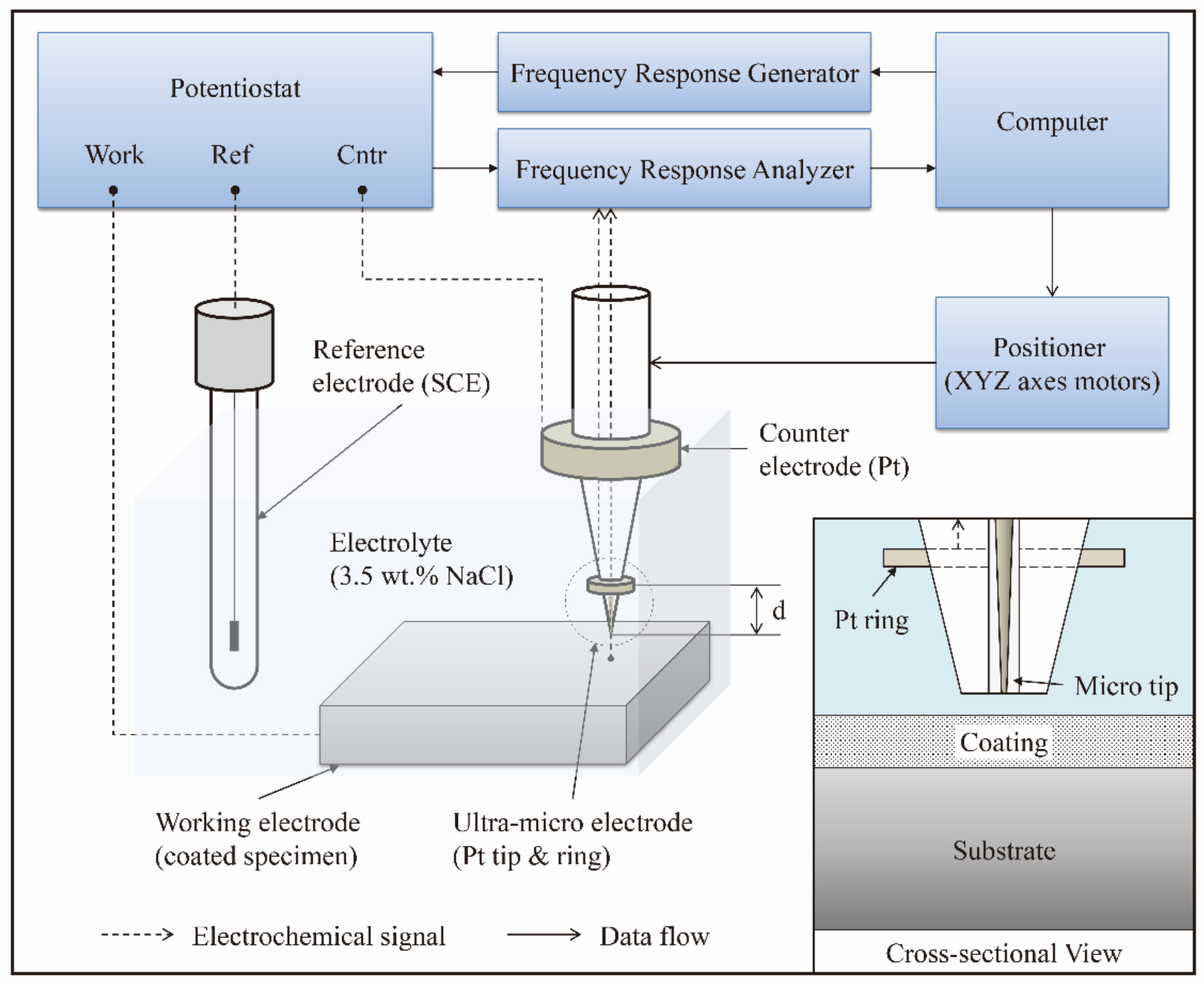
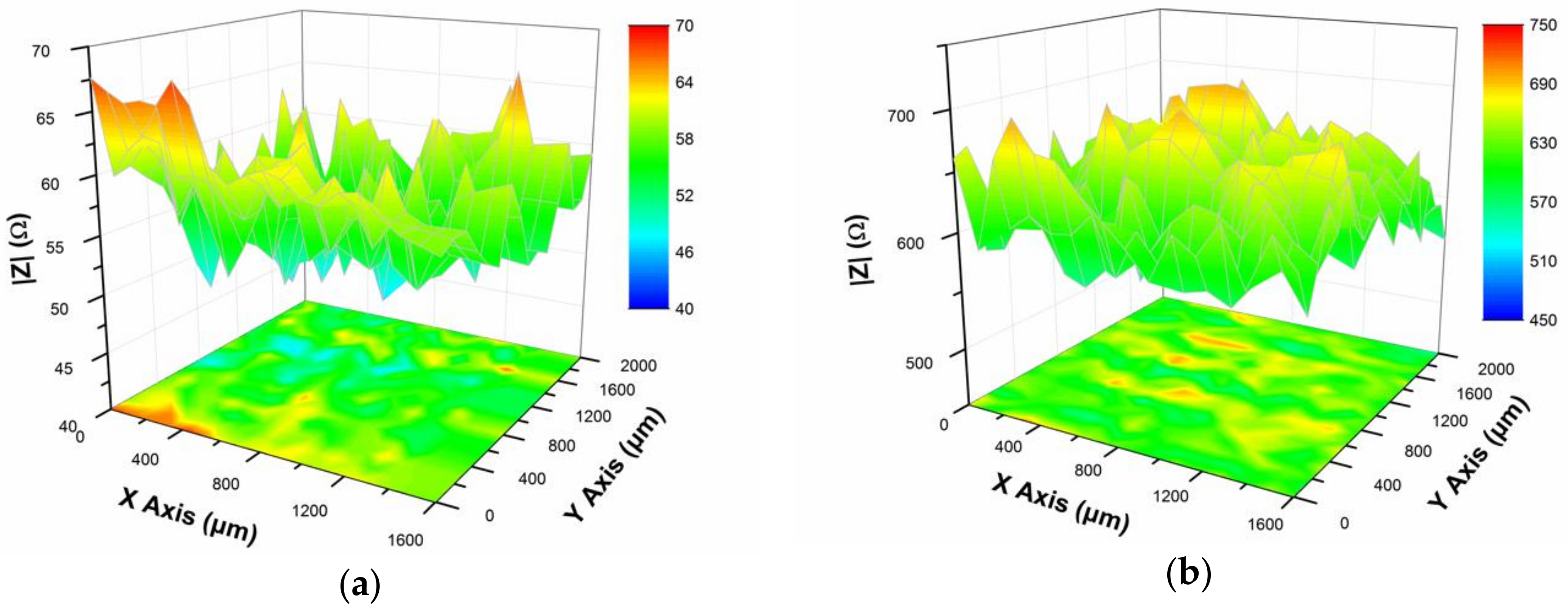
3.3.2. Localized Electrochemical Impedance Spectroscopy (LEIS)
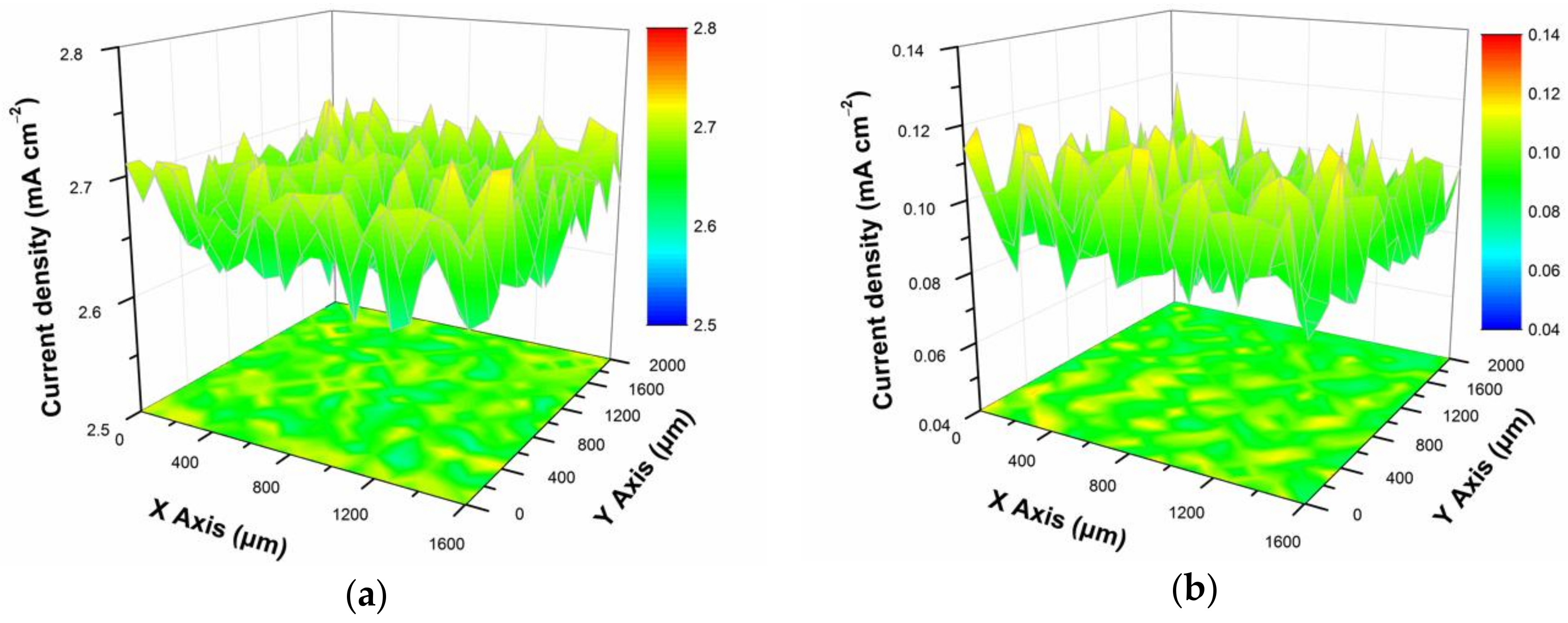
3.3.3. Scanning Vibrating Electrode Technique (SVET)
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhu, B.; Wang, S.; Wang, L.; Yang, Y.; Liang, J.; Cao, B. Preparation of hydroxyapatite/tannic acid coating to enhance the corrosion resistance and cytocompatibility of AZ31 magnesium alloys. Coatings 2017, 7, 105. [Google Scholar] [CrossRef]
- Aghion, E.; Bronfin, B. Magnesium alloys development towards the 21st century. Mater. Sci. Forum 2000, 350, 19–28. [Google Scholar] [CrossRef]
- Staiger, M.P.; Pietak, A.M.; Huadmai, J.; Dias, G. Magnesium and its alloys as orthopedic biomaterials: A review. Biomaterials 2006, 27, 1728–1734. [Google Scholar] [CrossRef] [PubMed]
- Mordike, B.L.; Ebert, T. Magnesium—Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Cheng, Y.L.; Qin, T.W.; Wang, H.M.; Zhang, Z. Comparison of corrosion behaviors of AZ31, AZ91, AM60 and ZK60 magnesium alloys. Trans. Nonferrous Met. Soc. 2009, 19, 517–524. [Google Scholar] [CrossRef]
- Song, G. Control of biodegradation of biocompatable magnesium alloys. Corros. Sci. 2007, 49, 1696–1701. [Google Scholar] [CrossRef]
- Song, G.L.; Atrens, A. Corrosion mechanisms of magnesium alloys. Adv. Eng. Mater. 1999, 1, 11–33. [Google Scholar] [CrossRef]
- Atrens, A.; Song, G.L.; Liu, M.; Shi, Z.; Cao, F.; Dargusch, M.S. Review of recent developments in the field of magnesium corrosion. Adv. Eng. Mater. 2015, 17, 400–453. [Google Scholar] [CrossRef]
- Espinosa, T.; Sanes, J.; Bermudez, M.D. Halogen-free phosphonate ionic liquids as precursors of abrasion resistant surface layers on AZ31B magnesium alloy. Coatings 2015, 5, 39–53. [Google Scholar] [CrossRef]
- Upadhyay, V.; Bergseth, Z.; Kelly, B.; Battocchi, D. Silica-based sol-gel coating on magnesium alloy with green inhibitors. Coatings 2017, 7, 86. [Google Scholar] [CrossRef]
- Esmaily, M.; Svensson, J.E.; Fajardo, S.; Birbilis, N.; Frankel, G.S.; Virtanen, S.; Arrabal, R.; Thomas, S.; Johansson, L.G. Fundamentals and advances in magnesium alloy corrosion. Prog. Mater. Sci. 2017, 89, 92–193. [Google Scholar] [CrossRef]
- Song, G.L.; Atrens, A.; Dargusch, M. Influence of microstructure on the corrosion of diecast AZ91D. Corros. Sci. 1999, 41, 249–273. [Google Scholar] [CrossRef]
- Lunder, O.; Lein, J.E.; Aune, T.K.; Nisancioglu, K. Role of Mg17Al12 phase in the corrosion of Mg alloy AZ91. Corrosion 1989, 45, 741–748. [Google Scholar] [CrossRef]
- Zhu, L.; Song, G. Improved corrosion resistance of AZ91D magnesium alloy by an aluminium-alloyed coating. Surf. Coat. Technol. 2006, 200, 2834–2840. [Google Scholar] [CrossRef]
- Li, X.; Liang, W.; Zhao, X.; Zhang, Y.; Fu, X.; Liu, F. Bonding of Mg and Al with Mg–Al eutectic alloy and its application in aluminum coating on magnesium. J. Alloys Compd. 2009, 471, 408–411. [Google Scholar] [CrossRef]
- Chang, H.W.; Zhang, M.X.; Atrens, A.; Huang, H. Nanomechanical properties of Mg–Al intermetallic compounds produced by packed powder diffusion coating (PPDC) on the surface of AZ91E. J. Alloys Compd. 2014, 587, 527–532. [Google Scholar] [CrossRef] [Green Version]
- Elahi, M.R.; Sohi, M.H.; Safaei, A. Liquid phase surface alloying of AZ91D magnesium alloy with Al and Ni powders. Appl. Surf. Sci. 2012, 258, 5876–5880. [Google Scholar] [CrossRef]
- Hirmke, J.; Zhang, M.X.; St John, D.H. Influence of chemical composition of Mg alloys on surface alloying by diffusion coating. Metall. Mater. Trans. A 2012, 43, 1621–1628. [Google Scholar] [CrossRef]
- Mola, R. The properties of Mg protected by Al- and Al/Zn-enriched layers containing intermetallic phases. J. Mater. Res. 2015, 30, 3682–3691. [Google Scholar] [CrossRef]
- Shigematsu, I.; Nakamura, M.; Saitou, N.; Shimojima, K. Surface treatment of AZ91D magnesium alloy by aluminum diffusion coating. J. Mater. Sci. Lett. 2000, 19, 473–475. [Google Scholar] [CrossRef]
- Zhang, M.X.; Kelly, P.M. Surface alloying of AZ91D alloy by diffusion coating. J. Mater. Res. 2002, 17, 2477–2479. [Google Scholar] [CrossRef]
- Hirmke, J.; Zhang, M.X.; StJohn, D.H. Surface alloying of AZ91E alloy by Al–Zn packed powder diffusion coating. Surf. Coat. Technol. 2011, 206, 425–433. [Google Scholar] [CrossRef]
- Park, J.S.; Kim, J.M.; Kim, H.Y.; Kang, C.S.; Choi, S.W. Surface protection of magnesium alloys via pack cementation coatings with aluminum powder and chlorides. Mater. Sci. Forum 2010, 638–642, 793–798. [Google Scholar] [CrossRef]
- Christoglou, C.; Voudouris, N.; Angelopoulos, G.N.; Pant, M.; Dahl, W. Deposition of aluminium on magnesium by a CVD process. Surf. Coat. Technol. 2004, 184, 149–155. [Google Scholar] [CrossRef]
- Chen, W.; He, Y.; Gao, W. Al diffusion coating on Mg alloy by a surface nanocrystallization enhanced CVD process. Int. J. Smart Nano Mater. 2010, 1, 288–293. [Google Scholar] [CrossRef]
- Liu, F.; Liang, W.; Li, X.; Zhao, X.; Zhang, Y.; Wang, H. Improvement of corrosion resistance of pure magnesium via vacuum pack treatment. J. Alloys Compd. 2008, 461, 399–403. [Google Scholar] [CrossRef]
- Zhang, Y.; Liang, W.; Wang, H.; Liu, F.; Li, X.; Zhao, X. Research on microstructure and properties of aluminum alloyed coating on AZ91D magnesium alloy by vacuum solid diffusion. Rare Met. Mater. Eng. 2008, 37, 2023–2026. [Google Scholar] [CrossRef]
- Liu, F.; Li, X.; Liang, W.; Zhao, X.; Zhang, Y. Effect of temperature on microstructures and properties of aluminized coating on pure magnesium. J. Alloys Compd. 2009, 478, 579–585. [Google Scholar] [CrossRef]
- Mola, R. Fabrication and microstructure of diffusion alloyed layers on pure magnesium substrate. Arch. Metall. Mater. 2014, 59, 1409–1412. [Google Scholar] [CrossRef]
- Jun, Y.; Sun, G.P.; Wang, H.Y.; Jia, S.Q.; Jia, S.S. Laser (Nd:YAG) cladding of AZ91D magnesium alloys with Al + Si + Al2O3. J. Alloys Compd. 2006, 407, 201–207. [Google Scholar] [CrossRef]
- Jun, Y.; Sun, G.P.; Jia, S.S. Characterization and wear resistance of laser surface melting AZ91D alloy. J. Alloys Compd. 2008, 455, 142–147. [Google Scholar] [CrossRef]
- Ignat, S.; Sallamand, P.; Grevey, D.; Lambertin, M. Magnesium alloys laser (Nd:YAG) cladding and alloying with side injection of aluminium powder. Appl. Surf. Sci. 2004, 225, 124–134. [Google Scholar] [CrossRef]
- Sun, H.Q.; Shi, Y.N.; Zhang, M.X.; Lu, K. Surface alloying of an Mg alloy subjected to surface mechanical attrition treatment. Surf. Coat. Technol. 2008, 202, 3947–3953. [Google Scholar] [CrossRef]
- Spencer, K.; Zhang, M.X. Heat treatment of cold spray coatings to form protective intermetallic layers. Scr. Mater. 2009, 61, 44–47. [Google Scholar] [CrossRef]
- Yang, H.; Guo, X.; Wu, G.; Ding, W.; Birbilis, N. Electrodeposition of chemically and mechanically protective Al-coatings on AZ91D Mg alloy. Corros. Sci. 2011, 53, 381–387. [Google Scholar] [CrossRef]
- Yang, H.; Guo, X.; Wu, G.; Wang, S.; Ding, W. Continuous intermetallic compounds coatings on AZ91D Mg alloy fabricated by diffusion reaction of Mg–Al couples. Surf. Coat. Technol. 2011, 205, 2907–2913. [Google Scholar] [CrossRef]
- Ishibashi, Y.; Nose, M.; Hatakeyama, M.; Sunada, S. Effects of aluminum sputtering on the corrosion resistance of AZ91 alloy. Arch. Metall. Mater. 2015, 60, 953–955. [Google Scholar] [CrossRef]
- Smolik, J.; Mazurkiewicz, A.; Kacprzyńska-GoŁacka, J.; Rydzewski, M.; Szota, M.; Mizera, J. Composite layers “MgAl intermetalic layer/PVD coating” obtained on the AZ91D magnesium alloy by different hybrid surface treatment methods. Arch. Metall. Mater. 2015, 60, 1031–1035. [Google Scholar] [CrossRef]
- Liu, F.; Chen, X.; Gu, Y.; Ma, C.; Han, X.; Deng, Y.; Hu, W.; Zhong, C. Effect of pretreatment and annealing on aluminum coating prepared by physical vapor deposition on AZ91D magnesium alloys. Int. J. Electrochem. Sci. 2016, 11, 5655–5668. [Google Scholar] [CrossRef]
- Lillard, R.S. A novel method for generating quantitative local electrochemical impedance spectroscopy. J. Electrochem. Soc. 1992, 139, 1007–1012. [Google Scholar] [CrossRef]
- Zhang, G.A.; Cheng, Y.F. Micro-electrochemical characterization of corrosion of welded X70 pipeline steel in near-neutral pH solution. Corros. Sci. 2009, 51, 1714–1724. [Google Scholar] [CrossRef]
- Jorcin, J.B.; Aragon, E.; Merlatti, C.; Pébère, N. Delaminated areas beneath organic coating: A local electrochemical impedance approach. Corros. Sci. 2006, 48, 1779–1790. [Google Scholar] [CrossRef] [Green Version]
- Huang, V.M.; Wu, S.L.; Orazem, M.E.; Pébre, N.; Tribollet, B.; Vivier, V. Local electrochemical impedance spectroscopy: A review and some recent developments. Electrochim. Acta 2011, 56, 8048–8057. [Google Scholar] [CrossRef] [Green Version]
- Okamoto, H. Supplemental literature review of binary phase diagrams: Al–Mg, Bi–Sr, Ce–Cu, Co–Nd, Cu–Nd, Dy–Pb, Fe–Nb, Nd–Pb, Pb–Pr, Pb–Tb, Pd–Sb, and Si–W. J. Phase Equilib. Diffus. 2015, 36, 183–195. [Google Scholar] [CrossRef]
- Massalski, T.B.; Okamoto, H.; Subramanian, P.R.; Kacprzak, L. Binary Alloy Phase Diagrams; American Society for Metals: Geauga County, OH, USA, 1986; ISBN 087170403X. [Google Scholar]
- Bu, H.; Yandouzi, M.; Lu, C.; Jodoin, B. Effect of heat treatment on the intermetallic layer of cold sprayed aluminum coatings on magnesium alloy. Surf. Coat. Technol. 2011, 205, 4665–4671. [Google Scholar] [CrossRef]
- Rolland, P.; Mamantoy, G. Electrochemical reduction of ions in chloroaluminate melts. J. Electrochem. Soc. 1976, 123, 1299–1303. [Google Scholar] [CrossRef]
- Su, H.L.; Harmelin, M.; Donnadieu, P.; Baetzner, C.; Seifert, H.J.; Lukas, H.L.; Effenberg, G.; Aldinger, F. Experimental investigation of the Mg–Al phase diagram from 47 to 63 at.% Al. J. Alloys Compd. 1997, 247, 57–65. [Google Scholar] [CrossRef]
- Song, G.L. Effect of tin modification on corrosion of AM70 magnesium alloy. Corros. Sci. 2009, 51, 2063–2070. [Google Scholar] [CrossRef]
- Jin, S.; Amira, S.; Ghali, E. Electrochemical impedance spectroscopy evaluation of the corrosion behavior of die cast and thixocast AXJ530 magnesium alloy in chloride solution. Adv. Eng. Mater. 2007, 9, 75–83. [Google Scholar] [CrossRef]
- Meifeng, H.; Lei, L.; Yating, W.; Zhixin, T.; Wenbin, H. Corrosion properties of surface-modified AZ91D magnesium alloy. Corros. Sci. 2008, 50, 3267–3273. [Google Scholar] [CrossRef]
- He, M.; Liu, L.; Wu, Y.; Zhong, C.; Hu, W. Influence of microstructure on corrosion properties of multilayer Mg-Al intermetallic compound coating. Corros. Sci. 2011, 53, 1312–1321. [Google Scholar] [CrossRef]
- Xu, R.; Yang, X.; Suen, K.W.; Wu, G.; Li, P.; Chu, P.K. Improved corrosion resistance on biodegradable magnesium by zinc and aluminum ion implantation. Appl. Surf. Sci. 2012, 263, 608–612. [Google Scholar] [CrossRef]
- Karavai, O.V.; Bastos, A.C.; Zheludkevich, M.L.; Taryba, M.G.; Lamaka, S.V.; Ferreira, M.G.S. Localized electrochemical study of corrosion inhibition in microdefects on coated AZ31 magnesium alloy. Electrochim. Acta 2010, 55, 5401–5406. [Google Scholar] [CrossRef]
- Haynes, W.M. CRC Handbook of Chemistry and Physics, 93rd ed.; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Williams, G.; Neil McMurray, H. Localized corrosion of magnesium in chloride-containing electrolyte studied by a scanning vibrating electrode technique. J. Electrochem. Soc. 2008, 155, C340–C349. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Location | Mg (at.%) | Al (at.%) | Corresponding Phase |
|---|---|---|---|
| 1 | 39.7 | 60.3 | β-Mg2Al3 |
| 2 | 41.2 | 58.8 | β-Mg2Al3 |
| 3 | 53.7 | 46.3 | γ-Mg17Al12 |
| 4 | 57.4 | 42.6 | γ-Mg17Al12 |
| 5 | 91.4 | 8.6 | Mg alloy substrate |
| Location | Mg (at.%) | Al (at.%) | Corresponding Phase |
|---|---|---|---|
| 1 | 40.4 | 59.6 | β-Mg2Al3 |
| 2 | 41.6 | 58.4 | β-Mg2Al3 |
| 3 | 52.9 | 47.1 | γ-Mg17Al12 |
| 4 | 56.8 | 43.2 | γ-Mg17Al12 |
| 5 | 91.3 | 8.7 | Mg alloy substrate |
| Specimen | CPEdl (μF cm−2) | Rct (Ω cm2) |
|---|---|---|
| Bare AZ91D Mg alloy | 0.013 | 557 |
| Coated AZ91D Mg alloy | 2.6 | 2119 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, Z.; Chen, X.; Liu, B.; Liu, J.; Han, X.; Deng, Y.; Hu, W.; Zhong, C. One-Step Fabrication and Localized Electrochemical Characterization of Continuous Al-Alloyed Intermetallic Surface Layer on Magnesium Alloy. Coatings 2018, 8, 148. https://doi.org/10.3390/coatings8040148
Fu Z, Chen X, Liu B, Liu J, Han X, Deng Y, Hu W, Zhong C. One-Step Fabrication and Localized Electrochemical Characterization of Continuous Al-Alloyed Intermetallic Surface Layer on Magnesium Alloy. Coatings. 2018; 8(4):148. https://doi.org/10.3390/coatings8040148
Chicago/Turabian StyleFu, Zhenxuan, Xu Chen, Bin Liu, Jie Liu, Xiaopeng Han, Yida Deng, Wenbin Hu, and Cheng Zhong. 2018. "One-Step Fabrication and Localized Electrochemical Characterization of Continuous Al-Alloyed Intermetallic Surface Layer on Magnesium Alloy" Coatings 8, no. 4: 148. https://doi.org/10.3390/coatings8040148
APA StyleFu, Z., Chen, X., Liu, B., Liu, J., Han, X., Deng, Y., Hu, W., & Zhong, C. (2018). One-Step Fabrication and Localized Electrochemical Characterization of Continuous Al-Alloyed Intermetallic Surface Layer on Magnesium Alloy. Coatings, 8(4), 148. https://doi.org/10.3390/coatings8040148