Crumb Rubber Modifier in Road Asphalt Pavements: State of the Art and Statistics





Abstract
:1. Introduction
2. Tire Rubber Industries
3. History of Reclaimed Rubber in Construction of Infrastructures
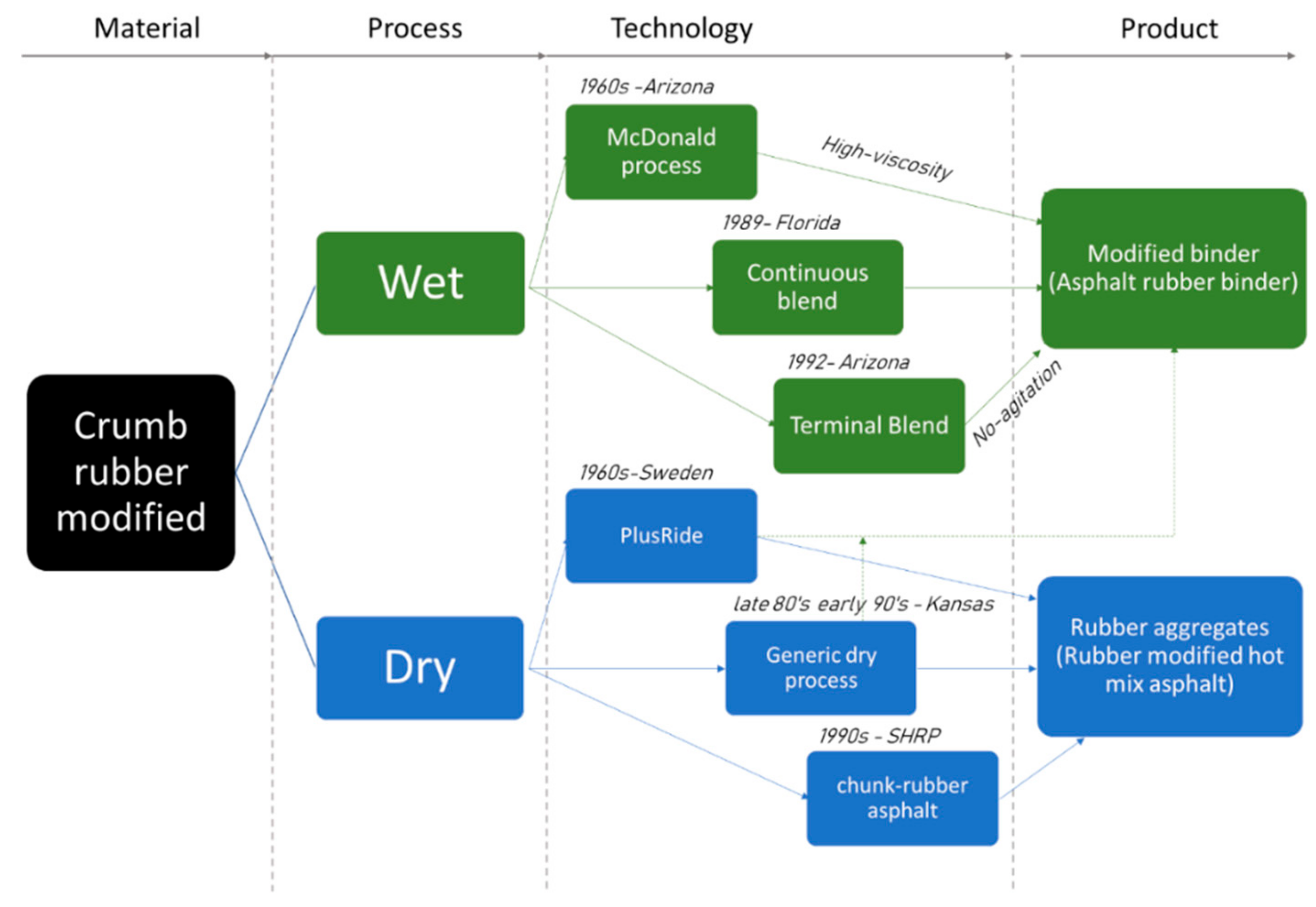
3.1. History of the Wet Process
3.2. History of the Dry Process
3.3. Vulcanized and Devulcanized Rubber for Bituminous Mixtures
4. Overview of the Differences between Processes and Technologies
4.1. Types of Bituminous Materials Containing Crumb Rubber: Definitions
4.2. Wet Process vs. Dry Process in Terms of Performance
- Absorption of light fractions of binder by crumb rubber;
- Decomposition and depolymerization of crumb rubber in the binder.
4.3. Wet-Process-High-Viscosity vs. Wet-Process-No-Agitation Techniques
- No agitation or special equipment is required and holding tanks are not needed to store the binder;
- Higher storage stability of the bitumen and higher workability of the bituminous mixtures;
- The asphalt mixture is produced at the same temperature as the polymer modified binder;
- Less bitumen is used to produce rubberized bituminous mixtures (5%–6%);
- Different applications are possible (dense-, gap-, or open-graded);
- This binder can also be used to produce bitumen emulsion.
- Rubber elasticity is completely lost because of the depolymerization process;
- Lower rutting resistance and lower fatigue resistance;
- To achieve the same performance of AR it is necessary to add modifiers [66];
- Performance of TB is still under evaluation;
- Phase segregation problems are not completely solved.
4.4. Field Long-Term Performance: Wet Process vs. Dry Process
5. Data Collection and Analysis
- In the first step, the maturation point of the scientific interest at the global level has been evaluated. All of the publications from the 1970s until now have been collected from an international database (WebOfScience). The frequency distribution per year, country, and funding agencies have been calculated. Therefore, this first step allows “pictures” to be given that illustrate the current position, the direction, and rate of progress of the scientific efforts towards the reuse and recycling of tire rubber. Note that for the purpose of this research, only the Web of Science database has been consulted. Despite the existence of other publications in different languages and non-indexed publications, the authors decided to limit the statistical analysis to the indexed papers in the international database for a more defined tracking of results and for the significance of the related studies.
- In the second step, a deeper analysis has been conducted, focusing on a set of important properties of CRM bitumen. Among the total number of publications, a sample of approximately 100 papers has been selected to conduct an extensive literature review covering articles published in peer-reviewed international journals, reputed conferences, books, reports, guidance documents, and relevant research projects on the use of crumb rubber infrastructure construction. This literature review was meant to build a database of properties distributed by categories (fabrication process, standard properties, and rheological properties) that are intended to be the most relevant for a broader and complete identification of the main characteristics of CRM binder. The information collected was posteriorly used to build the statistics for each parameter or property.
6. Analysis of Literature Data
6.1. Global Overview of CR Use and Research
- The most-used quantity of rubber falls in the interval between 15% and 20%, and a significant number of research works continue using a percentage between 5% and 20% (Figure 5a). Only a few attempts have been made with higher quantities (20%–35%). This means that the “safety point” of rubber used in the modified binder has a threshold of 20%. In the framework of this paper, “safety point” is related to the most-used quantity of rubber for research purposes. Higher quantities of rubber make the binder stiff and inappropriate for road applications. Therefore, higher rubber quantities are still not used.
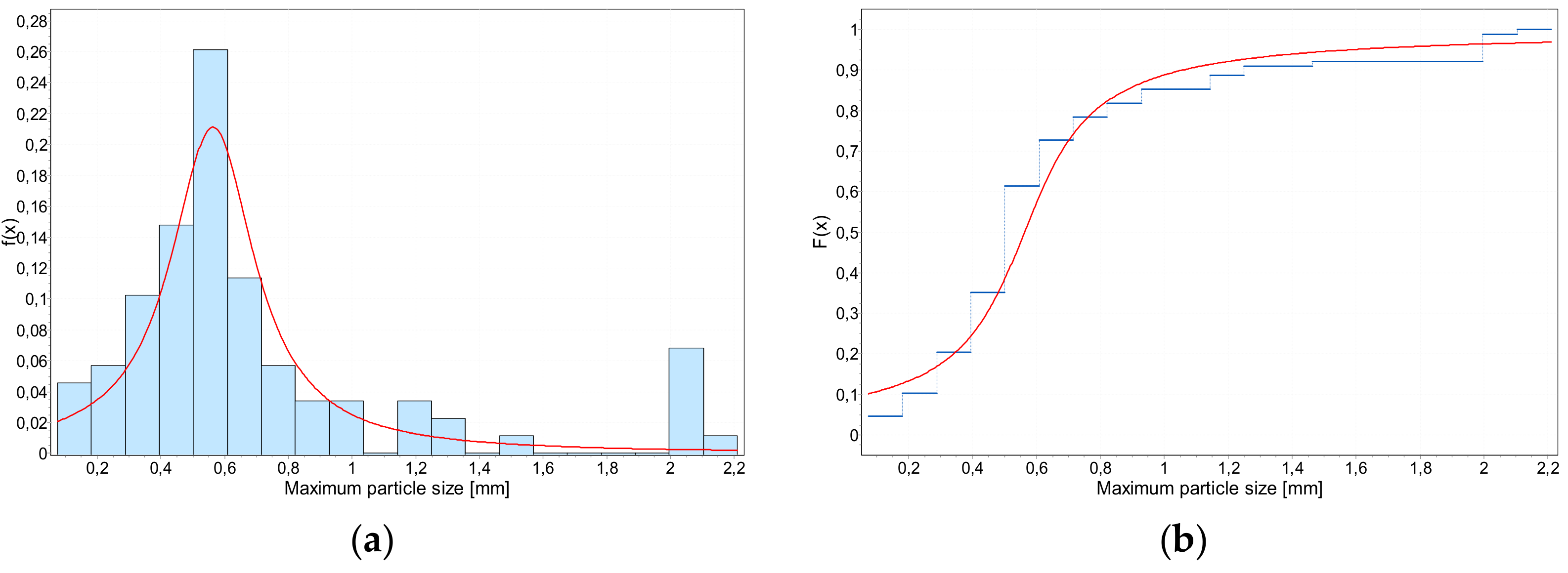
- Almost 50% of the maximum size of the rubber particles used to modify the binder fall in the range of 0.5–1 mm (Figure 5b). A significant percentage can be observed for the range of 0.25–0.5 mm. The percentage of bigger particles is higher than the percentage of smaller particles (dmax < 0.25 mm). This is probably due to the difficulties in producing smaller rubber particles at the industrial level. Smaller particles facilitate degradation into the modified binder, nevertheless, the production of very fine particles is onerous and expensive. Therefore, the research has still focused on the use of bigger particles, eventually with the addition of additives (polymers and nanomaterials) for improving the binder properties [50,75,76]. See also Figure 6.
- The base bitumen is a standard bitumen with penetration of 50–70 dmm. Less used is the 70–100 dmm, while extremely stiff or soft bitumen are rarely used for this application (Figure 5c). This is probably due to the fact that stiffer or softer binder are less used for the traditional bituminous mixtures, therefore they are also less used for road applications with alternative materials.
- From analyzing the fabrication parameters (Figure 5d–f), it is possible to observe that the most-used mixing time and temperature are, respectively, 60 min and 180 °C (parameters corresponding to the McDonald production process). The most common shear mix adopted to produce the modified binder is between 1000 and 2000 rpm and 4000 and 5000 rpm.
6.2. Standard Properties, Rheology, and High- and Low-Temperature Properties
7. Conclusions
- To illustrate the current position, the direction, and rate of progress of the scientific efforts towards the reuse and recycling of tire rubber worldwide;
- To promote an in-depth analysis of a set of important properties of CRM binders: fabrication parameters, standard properties, high- and low-temperature performance, and rheological properties.
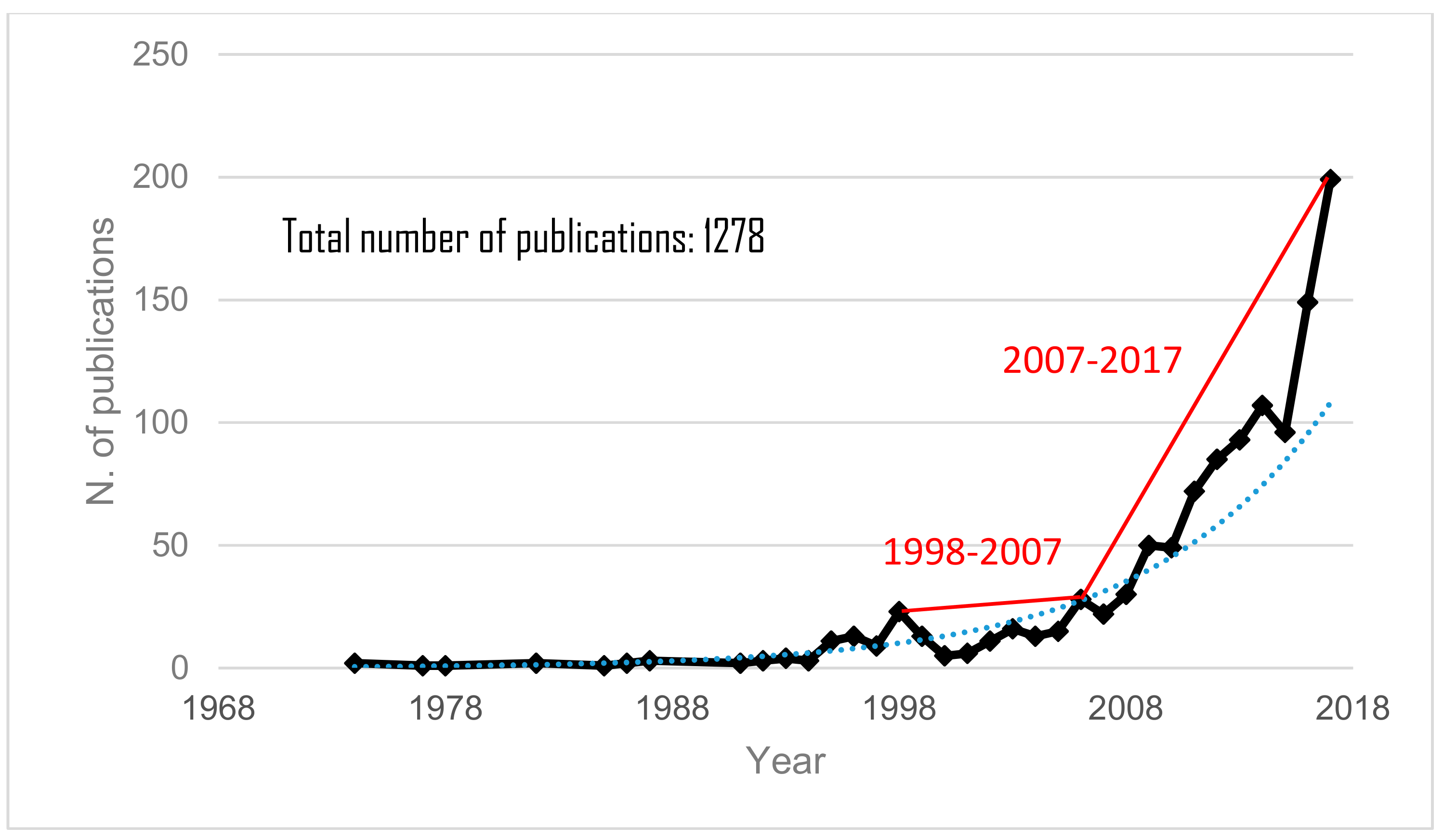
- 2007 marks a turning point in the research efforts undertaken for studying the CR application in civil engineering, evidenced by the exponential increase in the number of publications dedicated to the use of CR. One of the reasons is that the policies, and consequently the markets, believe in the feasibility of the use of reclaimed rubber in engineering construction and intensively support the research in this direction;
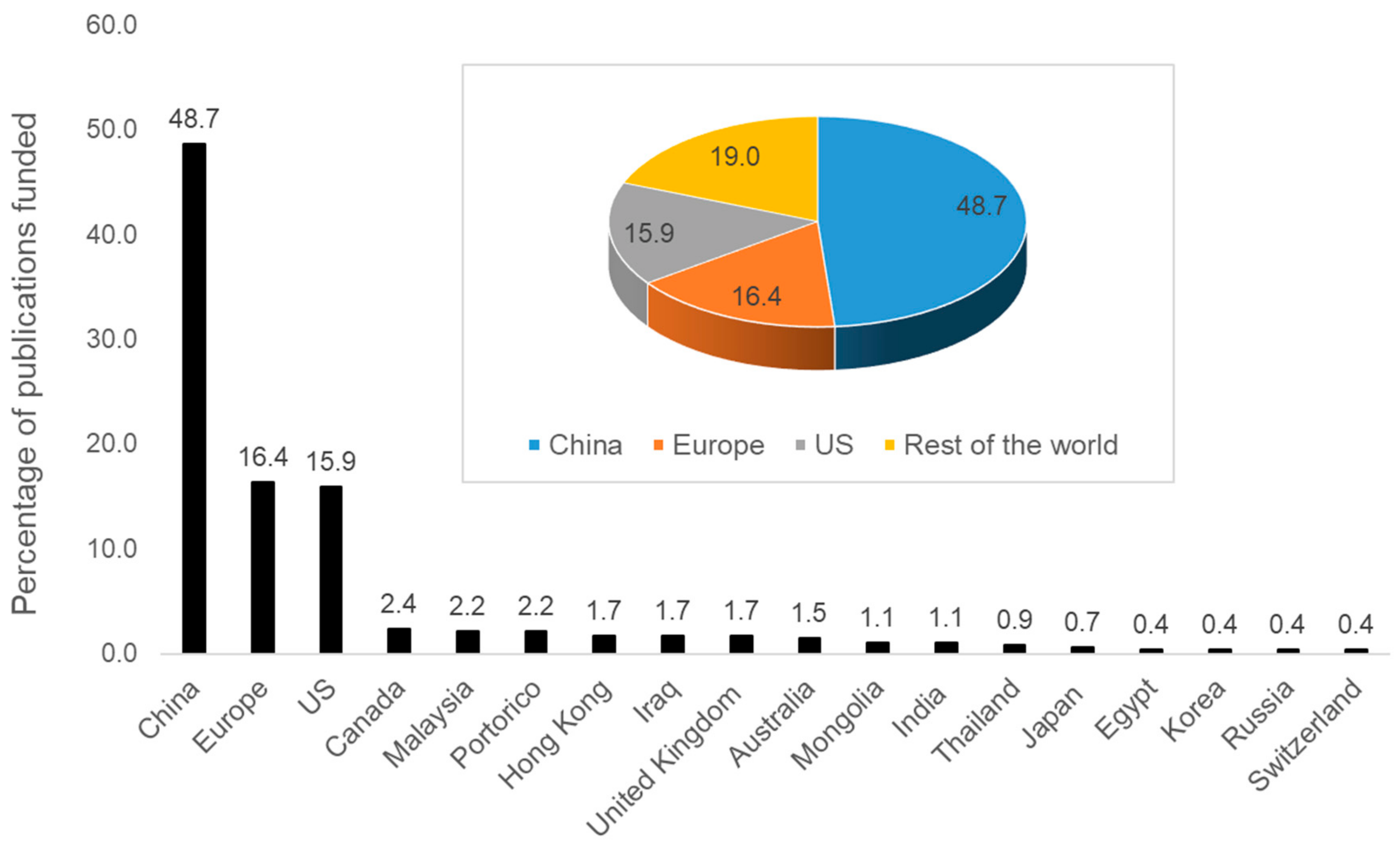
- China in the last ten years was the undisputed leader of the scientific effort and funding dedicated to tire rubber recycling. This is probably due to the fact that the number of car parks in China is expected to almost double by 2024, and the necessity of recycling the EOL will become even more important.
- Regarding the statistics for the fabrication parameters, the conclusions are:
- The “safety point” of rubber used in the modified binder has a threshold of 20% of the weight of the binder;
- The average rubber particle size is 0.56 mm, with a small dispersion around this value. Only a small percentage of small particles is used, probably because the production of very fine particles is onerous and expensive;
- The bitumen used for the modification is normally a standard bitumen with 50/70 penetration and PG64-22;
- The McDonald process is still predominant in the research, despite the entry of other products on the market.
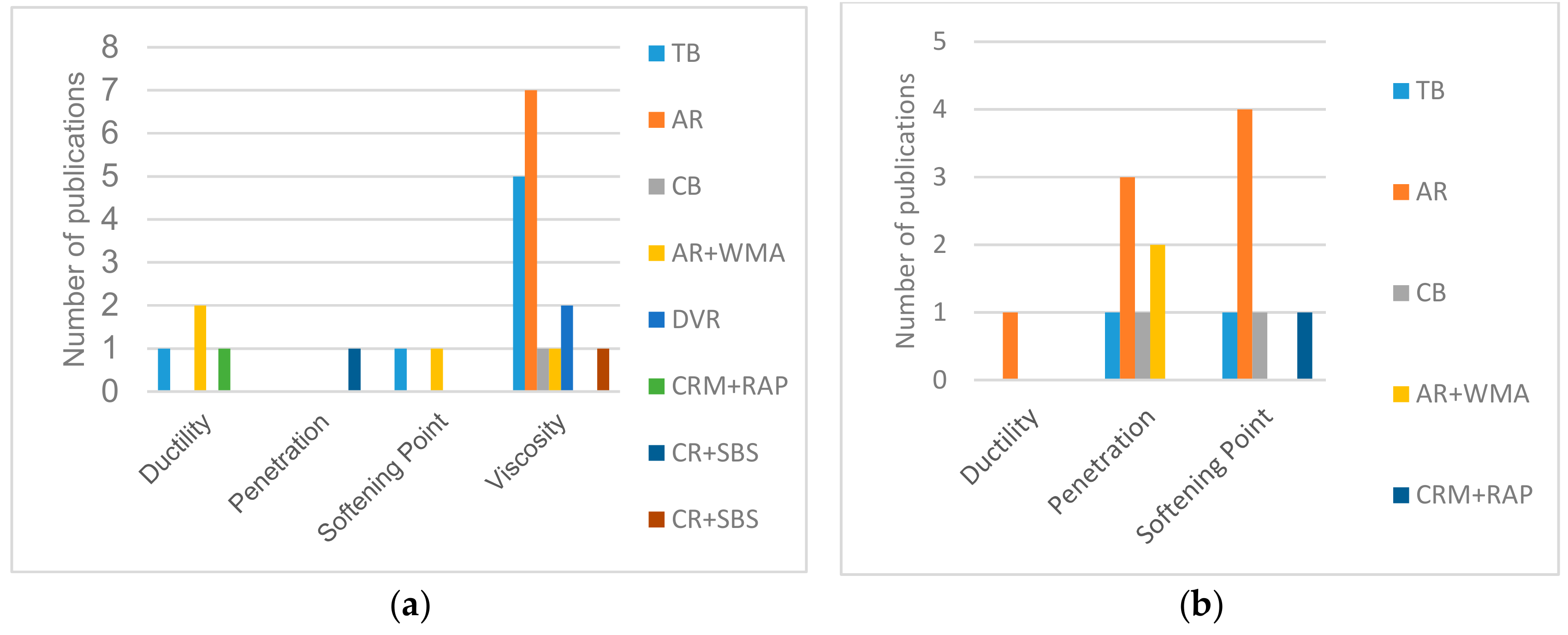
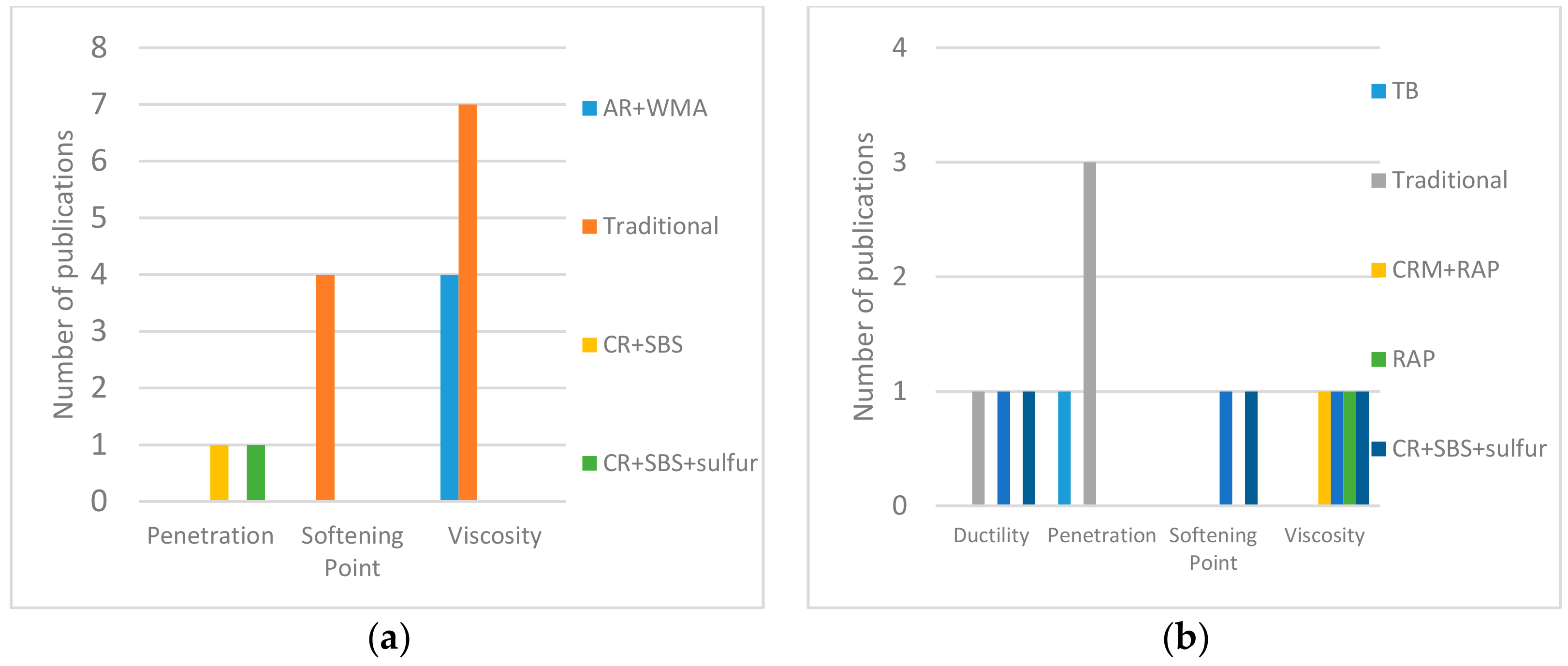
- Whatever addition of rubber occurs, with Terminal Blend procedure, Asphalt rubber, and also using other warm mix additives or SBS, the modification of the binder leads to an increase of the viscosity of the binder;
- The addition of rubber decreases the softening point and the ductility, while when a further addition is made, such as SBS or warm mix additives, these two values increase compared to the traditional binder. In general, the further addition of SBS or warm mix additives significantly alters the properties of the CR binder;
- Whatever addition of rubber occurs, with Terminal Blend procedure, Asphalt rubber, and also using other warm mix additives or SBS, the modification of the binder leads to the Performance Grade extension.
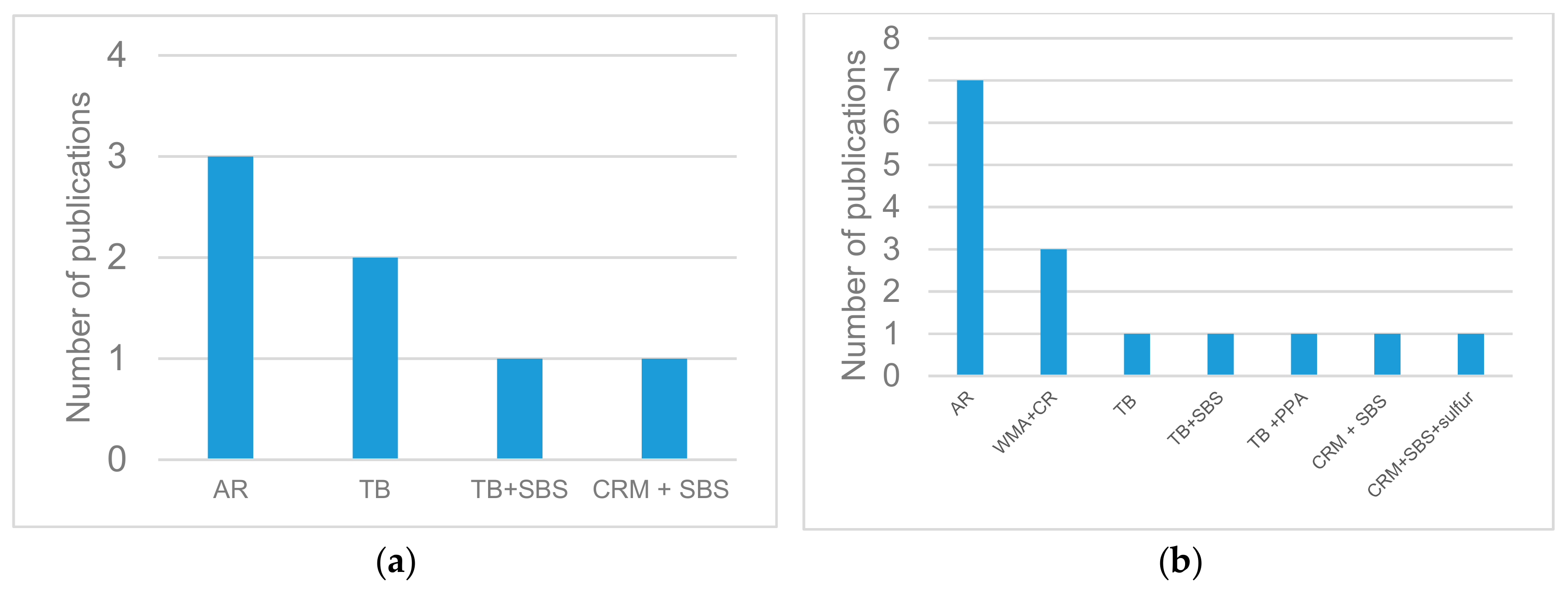
- The addition of the rubber, in general, produces significant effects on the rheological properties of CRM binders. The binder becomes stiffer (higher complex modulus compared to the traditional binder) and less viscous (lower phase angle compared to the traditional binder), indicating higher rutting resistance;
- When the rubber is depolymerized or devulcanized, the effect on the CRM binder properties is reduced because the rubber is evenly dispersed, but loses its elasticity.
Author Contributions
Funding
Acknowledgment
Conflicts of Interest
References
- European Union Road Federation (ERF). ERF 2012 European Road Statistics; European Union Road Federation: Brussels, Belgium, 2012; Available online: https://erf.be/publications/european-road-statistics-2012 (accessed on 13 June 2019).
- Santero, N.; Horvath, A. Global warming potential of pavements. Environ. Res. Lett. 2009, 4, 034001. [Google Scholar] [CrossRef]
- European Road Transport Research Advisory Council (ERTRAC). ERTRAC Strategic Research Agenda 2010: Towards a 50% More Efficient Road Transport System by 2030. Available online: https://www.ertrac.org/uploads/documentsearch/id21/ERTRAC_SRA_2010.pdf (accessed on 13 June 2013).
- Santos, J.; Bressi, S.; Cerezo, V.; Lo Presti, D. SUP&R DST: Sustainable Pavement & Railways Decision Support Tool. In Proceedings of the Sixth International Symposium on Life-Cycle Civil Engineering, Ghent, Belgium, 28–31 October 2018. [Google Scholar]
- Palit, S.K.; Reddy, K.S.; Pandey, B.B. Laboratory evaluation of crumb rubber modified asphalt mixes. J. Mater. Civ. Eng. 2004, 16, 45–53. [Google Scholar] [CrossRef]
- Wong, C.C.; Wong, W.G. Effect of crumb rubber modifiers on high temperature susceptibility of wearing course mixtures. Constr. Build. Mater. 2017, 21, 1741–1745. [Google Scholar] [CrossRef]
- Moreno, F.; Rubio, M.; Martinez-Echevarria, M. Analysis of digestion time and the crumb rubber percentage in dry-process crumb rubber modified hot bituminous mixes. Constr. Build. Mater. 2001, 25, 2323–2334. [Google Scholar] [CrossRef]
- Bahia, H.U.; Davies, R. Effect of crumb rubber modifiers (CRM) on performance related properties of asphalt binders. Asph. Paving Technol. 1994, 63, 414. [Google Scholar]
- Oyuang, C.; Gao, Q.; Shi, Y.; Shan, X. Compatibilizer in waste tire powder and low-density polyethylene blends and the blends modified asphalt. J. Appl. Polym. Sci. 2012, 123, 485–492. [Google Scholar] [CrossRef]
- European Tire & Rubber Manufacturer’s Association (ETRMA). The ETRMA Statitics Report; European Tire & Rubber Manufacturer’s Association: Saint-Josse-ten-Noode, Belgium, 2017. [Google Scholar]
- Han, L.; Zheng, M.; Wang, C. Current status and development of terminal blend Tire rubber modified asphalt. Constr. Build. Mater. 2016, 128, 399–409. [Google Scholar] [CrossRef]
- Hanson, D.I.; Foo, K.Y.; Brown, E.R.; Denson, R. Evaluation and characterization of a rubber-modified hot mix asphalt pavement. Transp. Res. Rec. J. Trans. Res. Board 1994, 1436, 98–107. [Google Scholar]
- Yildrim, Y. Polymer modified asphalt binder. J. Build. Constr. Mater. 2007, 21, 66–72. [Google Scholar] [CrossRef]
- Epps, J.A. Uses of Recycled Rubber Tires in Highways; National Academic Press: Washington, DC, USA, 1994. [Google Scholar]
- McDonald, C.H. Recollections of Early Asphalt-Rubber History. In National Seminar on Asphalt-Rubber; US Department of Transportation: Washington, DC, USA, 1981. [Google Scholar]
- Lo Presti, D. Recycled Tire rubber modified bitumens for road asphalt mixtures: A literature review. Constr. Build. Mater. 2013, 49, 863–881. [Google Scholar] [CrossRef]
- Federal Highway Administration (FHWA). User Guidelines for Waste and Byproduct Materials in Pavement Construction; Federal Highway Administration: Washington, DC, USA, 1997.
- Heitzman, M. Design and Construction of Asphalt Paving Materials with Crumb Rubber Modifier. Transp. Res. Record. 1992, 1339, 1–8. [Google Scholar]
- CALTRANS California Department of Transportation, Materials Engineering and Testing Services. Asphalt Rubber Usage Guide; Rubber Pavements Association: Sacramento, CA, USA, 2006. [Google Scholar]
- Technical Assistance and Training. A Basic Introduction to RAC Usage (RAC-101); CalRecycle California’s Department of Resources Recycling and Recovery (CalRecycle): Sacramento, CA, USA, 2010.
- Kandhal, P.; Hanson, D. Crumb Rubber Modifier (CRM) Technologies, in Crumb Rubber Modify Work. Available online: https://www.fhwa.dot.gov/pavement/pubs/013377.pdf (accessed on 13 June 2019).
- Federal Highway Administration (FHWA). A Study of the Use of Recycled Paving Materials-Report to Congress; US Department of Transportation: Washington, DC, USA, 1993.
- Takallou, H.; McQuillen, I.; Hicks, R.O. Effect of Mix Ingredients on Performance of Rubber-Modified Asphalt Mixtures; Transportation Research Institute: Fairbanks, AK, USA, 1985. [Google Scholar]
- Heitzman, M.A. State of the Practice for the Design and Construction of Asphalt Paving Materials with Crumb Rubber Additive. Report No. FHWA-SA-92-022; Office of Engineering; Pavement Division, Federal Highway Administration: Washington, DC, USA, 1992. [Google Scholar]
- Peralta, J.; Silva, H.; Machado, A.V.; Pais, J.; Pereira, P.; Sousa, J. Changes in Rubber Due to its Interaction with Bitumen when Producing Asphalt Rubber. Road Mater. Pavement Des. 2010, 11, 1009–1031. [Google Scholar] [CrossRef]
- Evaluation of Waste Tire Devulcanization Technologies; CalRecovery Integrated Waste Management Board: Sacramento, CA, USA, 2004.
- Rafique, R.M.U. Life cycle assessment of waste car tires at scandinavian enviro systems. Master Thesis, Chalmers University of Technology, Göteborg, Sweden, December 2012. [Google Scholar]
- Rader, C.; Baldwin, S.; Cornell, D.; Sadler, G.; Stockel, R. Plastics, Rubber, and Paper Recycling; American Chemical Society: Washington, DC, USA, 1995. [Google Scholar]
- Fukumori, K.; Matsushita, M. Material Recycling Technology of Crosslinked Rubber Waste. Rev. Toyota 2003, 38, 39–47. [Google Scholar]
- Mangili, I.; Lasagni, M.; Anzano, M.; Collina, E.; Tatangelo, V.; Franzetti, A.; Caracino, P.; Isayev, A.I. Mechanical and rheological properties of natural rubber compounds containing devulcanized ground tire rubber. Polym. Degrad. Stab. 2015, 121, 369–377. [Google Scholar] [CrossRef]
- ChemRisk(LLC). Tire Generic Exposure Scenario End of Life Tire Guidance; ChemRisk LLC: Pittsburgh, PA, USA, 2009. [Google Scholar]
- Giavarini, C. Polymer-Modified Bitumen. Asph. Asph. 1994, 1, 381–400. [Google Scholar]
- Gawel, I.; Stepkowski, R.; Czechowski, F. Molecular interactions between rubber and asphalt. Ind. Eng. Chem. Res. 2006, 4, 3044–3049. [Google Scholar] [CrossRef]
- Morrison, G.R.; Van Der Stel, R.; Hesp, S.A.M. Modification of asphalt binders and asphalt concrete mixes with crumb and chemically devulcanized waste rubber. Transp. Res. Record 1995, 1515, 56–63. [Google Scholar]
- Navarro, F.J.P.; Partal, F.; Mart’ınez-Boza, C.; Valencia, C.; Gallegos, C. Rheological characteristics of ground tire rubber-modified bitumens. Chem. Eng. J. 2002, 89, 53–61. [Google Scholar] [CrossRef]
- Rajan, V.V.; Dierkes, W.K.; Joseph, R.; Noordermeer, J.W.M. Science and technology of rubber reclamation with special attention to NR-based waste latex products. Prog. Poly. Sci. 2006, 31, 811–834. [Google Scholar] [CrossRef]
- Adhikari, B.; De, D.; Maiti, S. Reclamation and recycling of waste rubber. Prog. Polym. Sci. 2000, 2, 909–948. [Google Scholar] [CrossRef]
- Isayev, A.I. Recycling of Rubber. In The Science and Technology of Rubber; Mark, J., Erman, B., Roland, M., Eds.; Academic Press: Cambridge, MA, USA, 2013; pp. 697–764. [Google Scholar]
- Wang, S.; Cheng, D.; Xiao, F. Recent developments in the application of chemical approaches to rubberized asphalt. Constr. Build. Mater. 2017, 131, 101–113. [Google Scholar] [CrossRef]
- Dong, R.; Li, J.; Wang, S. Laboratory evaluation of pre-devulcanized crumb rubber—Modified asphalt as a binder in hot-mix asphalt. J. Mater. Civ. Eng. 2011, 23, 1138–1144. [Google Scholar] [CrossRef]
- Ghasemirad, A.; Asgharzadeh, S.M.; Tabatabaee, N. A comparative evaluation of crumb rubber and devulcanized rubber modified binders. Pet. Sci. Technol. 2017, 35, 1091–1096. [Google Scholar] [CrossRef]
- Yu, G.; Li, Z.; Zhou, X.; Li, C. Crumb rubber–modified asphalt: Microwave treatment effects. Pet. Sci. Technol. 2011, 29, 411–417. [Google Scholar] [CrossRef]
- Billiter, T.C.; Chun, J.S.; Davison, R.R.; Glover, C.J.; Bullin, J.A. Investigation of the curing variables of asphalt-rubber binder. Pet. Sci. Technol. 1997, 15, 445. [Google Scholar] [CrossRef]
- Manual 19. Guidelines for the Design, Manufacture and Construction of Bitumen Rubber Asphalt Wearing Courses; SABITA: Howard Place, South Africa, 2009.
- Specification Framework for Polymer Modified Binders and Multigrade Bitumens; Austroads Technical Report APT41/06; Austroads: Sydney, Australia, 2006.
- Mturi, G.A.; O’Connell, J.; Zoorob, S.E.; De Beer, M. A study of crumb rubber modified bitumen used in South Africa. Road Mater. Pavement Des. 2014, 15, 774–790. [Google Scholar] [CrossRef]
- Lo Presti, D.; Airey, G.; Partal, P. Manufacturing terminal and field bitumen-Tire rubber blends: The importance of processing conditions. In Proceedings of the SIIV—5th International Congress—Sustainability of Road infrastructures, Rome, Italy, 29–31 October 2012. [Google Scholar]
- PCCAS. Pacific Coast Conference for Asphalt Specifications Minutes; PCCAS: Portland, OR, USA, 2012. [Google Scholar]
- Wu, C.; Liu, K.; Tang, J.; Li, A. Research on the terminal blend rubberized asphalt with high-volume of rubber crumbs and its gap graded mixture. Munich Asph. Rubber 2012. [Google Scholar]
- Lin, P.; Huang, W.; Tang, N.; Xiao, F. Performance characteristics of Terminal Blend rubberized asphalt with SBS and polyphosphoric acid. Constr. Build. Mater. 2017, 141, 171–182. [Google Scholar] [CrossRef]
- Nguyen, H.T.; Tran, T. Effects of crumb rubber content and curing time on the properties of asphalt concrete and stone mastic asphalt using dry process. Int. J. Pavement Res. Technol. 2018, 11, 236–244. [Google Scholar] [CrossRef]
- Hossain, M.; Sadeq, M.; Funk, L.; Maag, R. A study of chunk rubber from recycled tires as a road construction material. In Proceedings of the 10th Annual Conference on Hazardous Waste Research, New York, NY, USA, 23–24 May 1995. [Google Scholar]
- Waller, F. Use of Waste Materials in Hot-mix Asphalt; ASTM Publications: Philadelphia, PA, USA, 1993. [Google Scholar]
- Roberts, F.L.; Kandhal, P.S.; Brown, E.R. Investigation and evaluation of ground tire rubber in hot mix asphalt. NCAT Rep. 1989, 89, 3. [Google Scholar]
- Paje, S.E.; Bueno, M.; Terán, F.; Miró, R.; Pérez-Jiménez, F.; Martínez, A. Acoustic field evaluation of asphalt mixtures with crumb rubber. Appl. Acoust. 2009, 71, 578–582. [Google Scholar] [CrossRef]
- Paje, S.; Luong, J.; Vázquez, V.F.; Bueno, M.; Mirò, R. Road pavement rehabilitation using a binder with a high content of crumb rubber: Influence on noise reduction. Constr. Build. Mater. 2013, 47, 789–798. [Google Scholar] [CrossRef]
- Zhang, X.; Lu, Z.; Tian, D.; Li, H.; Lu, C. Mechanochemical devulcanization of ground tire rubber and its application in acoustic absorbent polyurethane foamed composites. J. Appl. Polym. Sci. 2013, 2013 127, 4006–4014. [Google Scholar] [CrossRef]
- Liang, T. Continuous Devulcanization of Ground Tire Rubber of Different Particle Sizes Using an Ultrasonic Twin-Screw Extruder. Ph.D. Thesis, The University of Akron, Akron, OH, USA, 2013. [Google Scholar]
- Buncher, M. Evaluating the Effects of the Wet and Dry Processes for Including Crumb Rubber Modifier in Hot Mix Asphalt. Ph.D. Thesis, National Center of Asphalt Technology; Auburn University, Auburn, AL, USA, 1995. [Google Scholar]
- Kirk, J.; Holleran, G. Reduced Thickness Asphalt Rubber Concrete Leads to Cost Effective Pavement Rehabilitation. In Proceedings of the International Conference World of Pavements, Sydney, Australia, 20–24 February 2000. [Google Scholar]
- Farina, A.; Zanetti, M.C.; Santagata, E.; Blengini, G.A. Life cycle assessment applied to bituminous mixtures containing recycled materials: Crumb rubber and reclaimed asphalt pavement. Resour. Conserv. Recycl. 2017, 117, 204–212. [Google Scholar] [CrossRef]
- Sienkiewicz, M.; Borzędowska-Labuda, K.; Wojtkiewicz, A.; Janik, H. Development of methods improving storage stability of bitumen modified with ground tire rubber: A review. Fuel Process. Technol. 2017, 159, 272–279. [Google Scholar] [CrossRef]
- Navarro, F.J.; Partal, P.; Martínez-Boza, F.; Gallegos, C. Thermo-rheological behaviour and storage stability of ground tire rubber-modified bitumens. Fuel 2004, 83, 2041–2049. [Google Scholar] [CrossRef]
- Bressi, S.; Santos, J.; Giunta, M.; Lo Presti, D. A comparative environmental assessment of asphalt mixtures for railway sub-ballast containing alternative materials. Resour. Conserv. Recycl. 2018, 137, 76–88. [Google Scholar] [CrossRef]
- Li, B.; Huang, W.; Tang, N.; Hu, J.; Lin, P.; Guan, W.; Xiao, F.; Shan, Z. Evolution of components distribution and its effect on low temperature properties of terminal blend rubberized asphalt binder. Constr. Build. Mater. 2017, 136, 598–608. [Google Scholar] [CrossRef]
- Huang, Y.; Bird, R.N.; Heidrich, O. A review of the use of recycled solid waste materials in asphalt pavements. Resour. Conserv. Recycl. 2007, 52, 58–73. [Google Scholar] [CrossRef]
- Fontes, L.; Pereira, P.; Pais, J.; Triches, G. Performance of wet process method alternatives: Terminal or continuous blend. In Proceedings of the Asphalt Rubber 2006, Palm Springs, CA, USA, 25–27 October 2006. [Google Scholar]
- Hunt, E. Crumb Rubber Modified Asphalt Concrete in Oregon; No. FHWA-OR-RD-02-13; United States Department of Transportation: Washington, DC, USA, 2002.
- Hernandez-Olivares, F.; Witoszek-Schultz, B.; Alonso-Fernandez, M.; Benito-Moro, C. Rubber-modified hot-mix asphalt pavement by dry process. Int. J. Pavement Eng. 2009, 10, 277–288. [Google Scholar] [CrossRef]
- Dong, D.; Huang, X.; Li, X.; Zhang, L. Swelling process of rubber in asphalt and its effect on the structure and properties of rubber and asphalt. Constr. Build. Mater. 2012, 29, 316–322. [Google Scholar] [CrossRef]
- Dantas Neto Silvrano, A.; de Farias, M.M.; Luiz Guilherme, R.; Pereira, M.P.; Pais, J.C. The use of crumb rubber in asphalt mixtures using the dry process. In Proceedings of the 2005 International Symposium on Pavement Recycling, São Paulo, Brazil, 14–16 March 2005. [Google Scholar]
- Moreno, F.; Rubio, M.; Martinez-Echevarria, M.J. The mechanical performance of dry-process crumb rubber modified hot bituminous mixes: The influence of digestion time and crumb rubber percentage. Constr. Build. Mater. 2012, 26, 466–474. [Google Scholar] [CrossRef]
- Amirkhanian, S. Utilization of Crumb Rubber in Asphaltic Concrete Mixtures—South Carolina’s Experience; South Carolina Department of Transportation: Columbia, SC, USA, 2001.
- The Use of Recycled Crumb Rubber; APRG Technical Note 10; Austroads Pavement Research Group: Sydney, Australia, 1999.
- Yu, H.; Leng, Z.; Zhou, Z.; Shih, K.; Xiao, F.; Gao, Z. Optimization of preparation procedure of liquid warm mix additive modified asphalt rubber. J. Clean. Prod. 2017, 141, 336–345. [Google Scholar] [CrossRef]
- Ge, D.; Yan, K.; You, Z.; Xu, H. Modification mechanism of asphalt binder with waste tire rubber and recycled polyethylene. Constr. Build. Mater. 2016, 126, 66–76. [Google Scholar] [CrossRef]
- Fontes, L.; Trichês, G.; Pais, J.; Pereira, P. Evaluating permanent deformation in asphalt rubber mixtures. Constr. Build. Mater. 2010, 24, 1193–1200. [Google Scholar] [CrossRef]
- Attia, M.; Abdelrahman, M. Enhancing the performance of crumb rubber-modified binders through varying the interaction conditions. Int. J. Pavement Eng. 2009, 10, 423–434. [Google Scholar] [CrossRef]
- Thives, L.; Pais, J.; Pereira, P.; Trichês, G.; Amorim, S. Assessment of the digestion time of asphalt rubber binder based on microscopy analysis. Constr. Build. Mater. 2013, 47, 431–440. [Google Scholar] [CrossRef]
- Xu, O.; Xiao, F.; Han, S.; Amirkhanian, S.N.; Wang, Z. High temperature rheological properties of crumb rubber modified asphalt binders with various modifiers. Constr. Build. Mater. 2016, 112, 49–58. [Google Scholar] [CrossRef]
- Mashaan, N.; Hassan Ali, A.; Rehan Karim, M.; Abdelaziz, M. An overview of crumb rubber modified asphalt. Int. J. Phys Sci. 2012, 72, 166–170. [Google Scholar]
- Airey, G.; Rahman, M.; Collop, A. Absorption of bitumen into crumb rubber using the basket drainage method. Int. J. Pavement Eng. 2003, 4, 105–119. [Google Scholar] [CrossRef]
- Kök, B.; Çolak, H. Laboratory comparison of the crumb-rubber and SBS modified bitumen and hot mix asphalt. Constr. Build. Mater. 2011, 25, 3204–3212. [Google Scholar] [CrossRef]
- Leng, Z.; Yu, H.; Zhang, Z.; Tan, Z. Optimizing the mixing procedure of warm asphalt rubber with wax-based additives through mechanism investigation and performance characterization. Constr. Build. Mater. 2017, 141, 291–299. [Google Scholar] [CrossRef]
- Akisetty, C.; Xiao, F.; Gandhi, T.; Amirkhanian, S. Estimating correlations between rheological and engineering properties of rubberized asphalt concrete mixtures containing warm mix asphalt additive. Constr. Build. Mater. 2011, 25, 950–956. [Google Scholar] [CrossRef]
- Mashaan, N.; Karim, M. Investigating the rheological properties of crumb rubber modified bitumen and its correlation with temperature susceptibility. Mater. Res. 2013, 16, 116–127. [Google Scholar] [CrossRef]
- Zhang, F.; Hu, C. The research for structural characteristics and modification mechanism of crumb rubber compound modified asphalts. Constr. Build. Mater. 2015, 76, 330–342. [Google Scholar] [CrossRef]
- Singh, D.; Sawant, D.; Xiao, F. High and intermediate temperature performance evaluation of crumb rubber modified binders with RAP. Transp. Geotech. 2017, 10, 13–21. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Name and Definition | |||
| Wet process: “any method that blends CRM with the asphalt cement before incorporating the binder into the asphalt paving materials. Normally they require agitation, but they can be formulated so as not to require agitation.” | |||
| Technology Included in This Process | Technology Definition | Other Names of Technology | References |
| Wet-process-High-Viscosity | “blend of asphalt cement, reclaimed tire rubber, and certain additives, in which the rubber component is at least 15 percent by weight of the total blend and has reacted in the hot asphalt cement sufficiently to cause swelling of the rubber particles” |
| [19,22,44,45,46] |
| Continuous blend | CRM and the binder are continuously blended during the mix production and then stored in tanks. It has a unique unit with agitators, and the reaction occurs during the blending. It is a continuous production system that uses a finer grind material compared to the McDonald system. | Florida technology | [16,18,21,22] |
| Wet-process-no- agitation | A form of the wet process where CRM is blended with hot asphalt binder at the refinery or at an asphalt binder storage and distribution terminal and transported to the asphalt concrete mixing plant or job site for use. |
| [19,47,48,49,50] |
| Process Name and Definition | |||
| Dry process: “any method that mixes the crumb rubber modifier dry with the aggregate before the mixture is charged with asphalt binder. The CRM acts as a rubber aggregate in the paving mixture. This method applies only to hot-mix asphalt production.” | |||
| Technology Included in This Process | Technology Definition | Other names of Technology | References |
| RUMAC | CRM is used as a rubber aggregate, which is incorporated prior to mixing with binder, producing a rubber modified hot-mix asphalt concrete. The granulated CR used is between 2–6.3 mm. | PlusRide (commercial name) | [21,51] |
| Generic dry process | Similar to the RUMAC technology, however it uses slightly lower percentage of CRM. The CRM particle size is lower (finer particles compared to RUMAC, 0.18–2 mm) | TAK system | [21,23,51] |
| Chunk rubber asphalt | CRM is used as a rubber aggregate and is incorporated prior to mixing with binder, producing a rubber modified hot-mix asphalt concrete. The granulated CR is bigger (4.75–9/12.5 mm) and used in higher quantities (3%–12% of the weight of the mixture) | - | [51,52,53] |
| Acronym | Description | Principal References |
|---|---|---|
| Traditional | Neat binder before modification | − |
| TB | Terminal Blend | [49,67,77,78,79,80] |
| AR | Asphalt Rubber (McDonald process) | [64,67,75,79,80,81,82,83] |
| CB | Continuous Blend | [77] |
| AR + WMA | Asphalt Rubber with the further addition of warm mix additives | [42,64,67,84] |
| DVR | Devulcanized rubber modified binder | [41,75] |
| GTR or CR | Ground Tire Rubber modified binder or Crumb Rubber | [31,61,85] |
| CRM + RAP | Binder blend composed of crumb rubber modified bitumen and aged binder extracted and recovered from Reclaimed Asphalt Pavement (RAP) | [85] |
| CR + SBS | Crumb rubber modified binder with the further addition of STirene Butadiene STirene (SBS) | [83,86] |
| RAP | Aged binder extracted and recovered from Reclaimed Asphalt Pavement (RAP) | [87] |
| CR + SBS + sulfur | Crumb rubber modified binder with the further addition of SBS and sulfur | [86] |
| TB + SBS | Terminal Blend modification of the binder with the further addition of SBS | [50,78,88] |
| TB + PPA | Terminal Blend modification of the binder with the further addition of polyphosphoric acid | [50] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bressi, S.; Fiorentini, N.; Huang, J.; Losa, M. Crumb Rubber Modifier in Road Asphalt Pavements: State of the Art and Statistics. Coatings 2019, 9, 384. https://doi.org/10.3390/coatings9060384
Bressi S, Fiorentini N, Huang J, Losa M. Crumb Rubber Modifier in Road Asphalt Pavements: State of the Art and Statistics. Coatings. 2019; 9(6):384. https://doi.org/10.3390/coatings9060384
Chicago/Turabian StyleBressi, Sara, Nicholas Fiorentini, Jiandong Huang, and Massimo Losa. 2019. "Crumb Rubber Modifier in Road Asphalt Pavements: State of the Art and Statistics" Coatings 9, no. 6: 384. https://doi.org/10.3390/coatings9060384
APA StyleBressi, S., Fiorentini, N., Huang, J., & Losa, M. (2019). Crumb Rubber Modifier in Road Asphalt Pavements: State of the Art and Statistics. Coatings, 9(6), 384. https://doi.org/10.3390/coatings9060384