1. Introduction
Wear erosion characteristics of natural fiber composites have been increasingly investigated during recent years in order to assess the possibility of substituting synthetic fiber composites, such as those of carbon fiber and glass fiber [
1]. As a matter of fact, wear properties are characteristics in which natural fiber composites are able to compete with carbon fiber composites [
2]. This is also interesting in view of the fact that a solution that has been frequently explored is the production of carbon/natural hybrid fiber composites, more recommendable in the case of mechanical or impact properties [
3].
When dealing with wear properties, the use of different natural fibers to form a hybrid is frequent, because the achievement of intermediate characteristics between two of them can also be beneficial: for example, hemp shows proneness to being torqued during splitting under load [
4], whereas sisal fibrils remain mostly adherent among them and break in a step-like mode [
5]. Such different fracture behavior between the fibers compensates well, improving resistance during complex damage phenomena such as wear erosion, which has been demonstrated in a hemp/sisal hybrid composite with the addition of a few percentages of nanosilica [
6].
The possible combinations of natural fibers able to offer satisfactory wear resistance are countless, as suggested by a recent review on tribology of natural fiber composites [
7]. However, some of these indicated a distinct potential, such as is the case for kenaf (
Hibiscus cannabinus). Kenaf fibers are considerably resistant to load application, approaching a GPa of tensile strength and exceeding 50 GPa of Young’s modulus, being therefore at comparable or higher levels than most natural fibers used in textiles [
8]. Moreover, the toughness properties of unsaturated polyester resins were improved by more than three times with the addition of 40 wt.% kenaf mat fibers [
9]. This indicated potential for the addition of kenaf fibers in cement composites [
10,
11].
As far as wear resistance is concerned, early studies indicated that kenaf considerably improved the wear and frictional performance of epoxy resins [
12], and worked even better on thermoplastic polyesters [
13]. More recently, the possibility of further improvement in wear resistance with the addition of carbon nanotubes in kenaf–epoxy composites was also investigated [
14]. Additionally, complex hybrids were fabricated, such as kenaf–jute–aloe vera, with some benefit to wear properties [
15].
In contrast, the application of banana pseudostem fibers for wear resistance has typically been practiced in hybrids with harder fibers, such as jute [
16]. This use is justified further by the fact that banana fibers are a waste, or at best a by-product, of a very economically fruitful productive system.
The present work originates from a previous investigation on manufacturing and mechanical properties of banana/kenaf hybrid composites, which indicated that the hybridization effect was positive on tensile and flexural strength for plain weaves [
17]. It is noteworthy that this is not always the case: another study on jute/hemp/flax epoxy composites indicated that wear resistance did not improve in the hybrid with respect to jute/epoxy composite [
18]. This suggested the possibility to study wear behavior and water absorption effects in these hybrids, to see whether the introduction of a larger number of fibers, such as up to 40 wt.%, would result in these materials being positively comparable with other natural fiber composites as far as these properties are regarded.
2. Materials and Methods
2.1. Matrix and Fibers
For the production of the composites, a commercial unsaturated polyester resin was used. Its relevant properties are reported in
Table 1.
Banana and kenaf fibers were extracted through a fiber-extraction machine, in the form depicted in
Figure 1. The peel was then clamped between the wood plank and a knife and hand-pulled through to remove resinous material. Following this, both types of fibers underwent the treatment that provided the highest mechanical (tensile and flexural) and impact performance in [
17], i.e., 10% of sodium lauryl sulfate (SLS) for 4 h at ambient temperature, i.e., 25 °C and 60% relative humidity, as per the conditions of the testing laboratory. To prepare them for the manufacture of wear test samples, the fibers were subsequently cut to a length of 50 (±10) mm, although the precision might be limited due to the difficulties of having straight stretches of fibers.
2.2. Composite Materials’ Fabrication
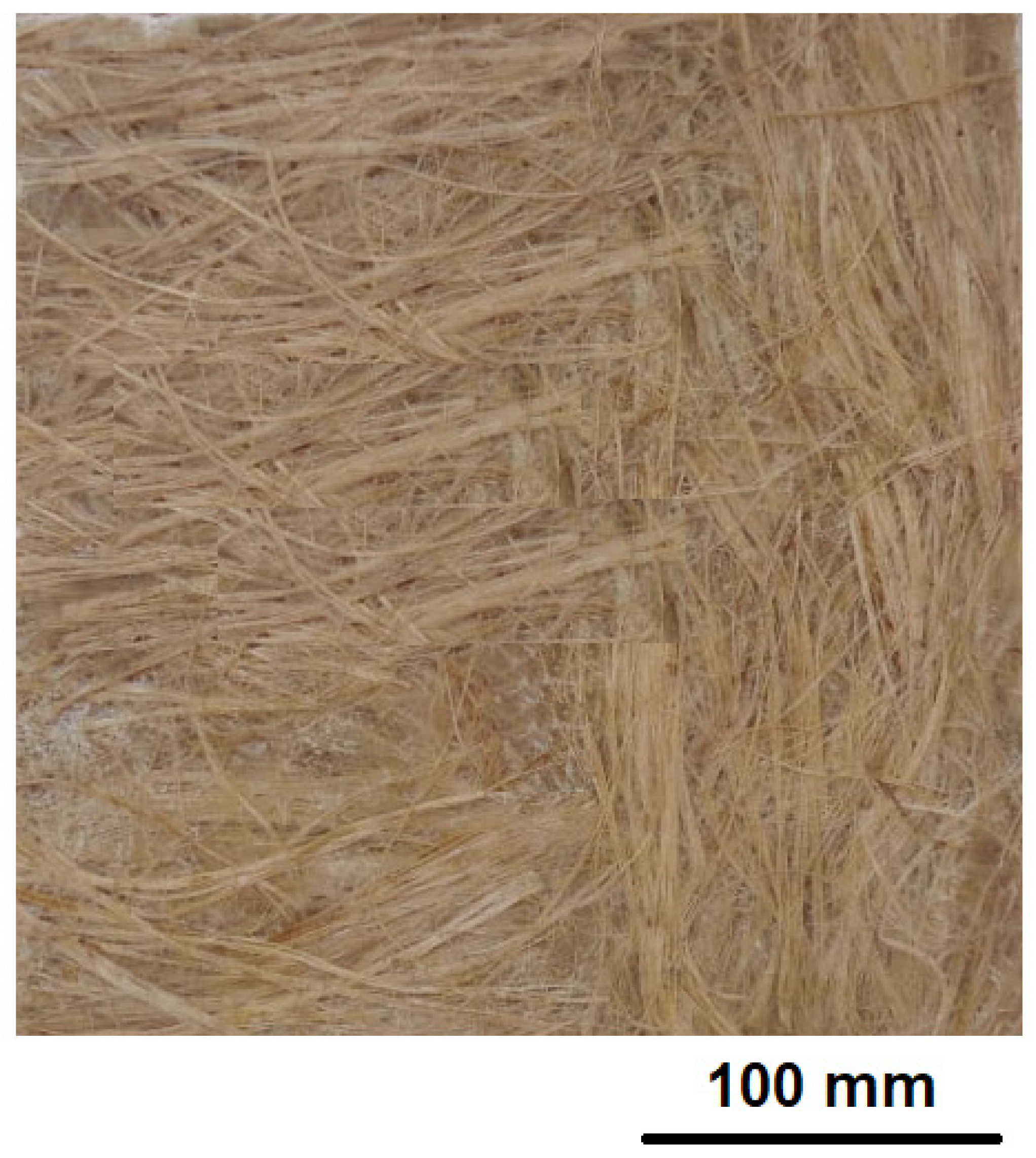
The composite plate was cast using a purposely manufactured 300 × 300 × 10 mm wooden mold. The samples were fabricated with 20, 30 and 40% volume fraction of fibers with equal amounts of banana and kenaf fibers: the final appearance of the reinforcement is reported in
Figure 2. In all cases, an equal ratio of 10:1 by weight of polyester resin and hardener was stirred gently to ensure thorough mixing and therefore minimizing the formation of air bubbles. Extraction was ensured by the superposition of the mold over a glass sheet and the use of a specific mold release.
While maintaining the mold on a glass sheet, a layer as flat as possible of a thickness not exceeding 2 mm was created by slowly pouring. After this, the required number of fibers were distributed on the mixture. The remainder of the mixture was then poured into the mold. Care was taken to avoid formation of air bubbles. A pressure of 0.08 MPa was then applied from the top and the mold was cured at room temperature, in a range between 17 and 25 °C, according to day/night variations (unconditioned room) for 72 h. Following this, the samples were extracted out of the mold and cut according to the different testing procedures envisaged. The density of the composites was slightly increasing with amount of fibers introduced, as reported in
Table 2.
2.3. Wear Tests
Samples with a 20 mm diameter were cut by core drilling, and were polished before testing to reach a height around 8 mm. They were placed on a Two-Body Abrasion Tester pin-on-disk machine, whose characteristics are shown in
Table 3, under abrasive mode, by fixing the samples against a rotating wheel, on which abrasive silicon carbide (SiC) paper of 100, 320 and 400 (μm) grit size (GS) was affixed. Tests were performed in accordance with ASTM D3389 test standard with the disc rotating at 100 rpm, under a 7 mm pin. The sliding velocity was kept constant at 0.2 m/s with three load levels, 10, 20 and 30 N, covering a sliding distance (SD) of 25, 50 or 75 m. Considering the three load levels and the three grit sizes, nine categories of samples were obtained. The sliding surface of the pins was measured using an electronic balance of 0.1 mg accuracy and the dimensions of pins were measured using a digital micrometer of 0.1 mm accuracy. Three tests were conducted for each test condition and the average values of measured friction force, temperature, linear wear, and mass loss were used for further analysis.
2.4. Wear Parameters Measured
In particular, the parameters measured from wear tests were, as shown in Equations (1)–(3):
where WL = weight loss, W
i = initial weight, W
f = final weight
where WR = wear rate, VL = volume loss, SD = sliding distance
where SWR = specific wear rate coefficient, F = applied load
2.5. Water Absorption Tests
Water absorption tests were carried out for ten days as per ASTM D570–98 (2018) standard, on samples with dimensions 20 × 20 × 10 mm. Initially, the composites were dried in an oven and weighed (dry weight). Following this, they were dipped in tap water with water temperature equal to 15 (±1) °C. Changes in mass were measured every 24 h (wet weight). Water absorption of the samples were computed by the following Equation:
2.6. Mechanical Tests
The tensile strength of the composites was measured on samples with dimensions 200 × 25 × 4 mm using a computerized Instron (Norwood, MA, USA) 3400 Series universal testing machine equipped with a 50 kN loadcell with a 120 mm grip length, in accordance with the ASTM D638 procedure, in displacement control mode at a crosshead velocity of 5 mm/min.
The flexural strength was measured on samples with dimension 150 × 25 × 4 in three-point mode with 20 mm-diameter supports and a 100 mm span, using a Shimadzu (Kyoto 604-8511, Japan) AG-IS equipped with a 50 kN loadcell according to the guidelines of ASTM D790 in displacement control mode at a crosshead velocity of 5 mm/min.
Impact tests on the composites were carried out using a Tinius Olsen (Salfords Surrey RH1 5DZ, UK) impact testing machine, fitted with a 15-Joule pendulum, on samples with dimensions 150 × 25 × 4 mm, and a 100 mm span. Testing was carried out according to ISO 180 standard with 45° notch.
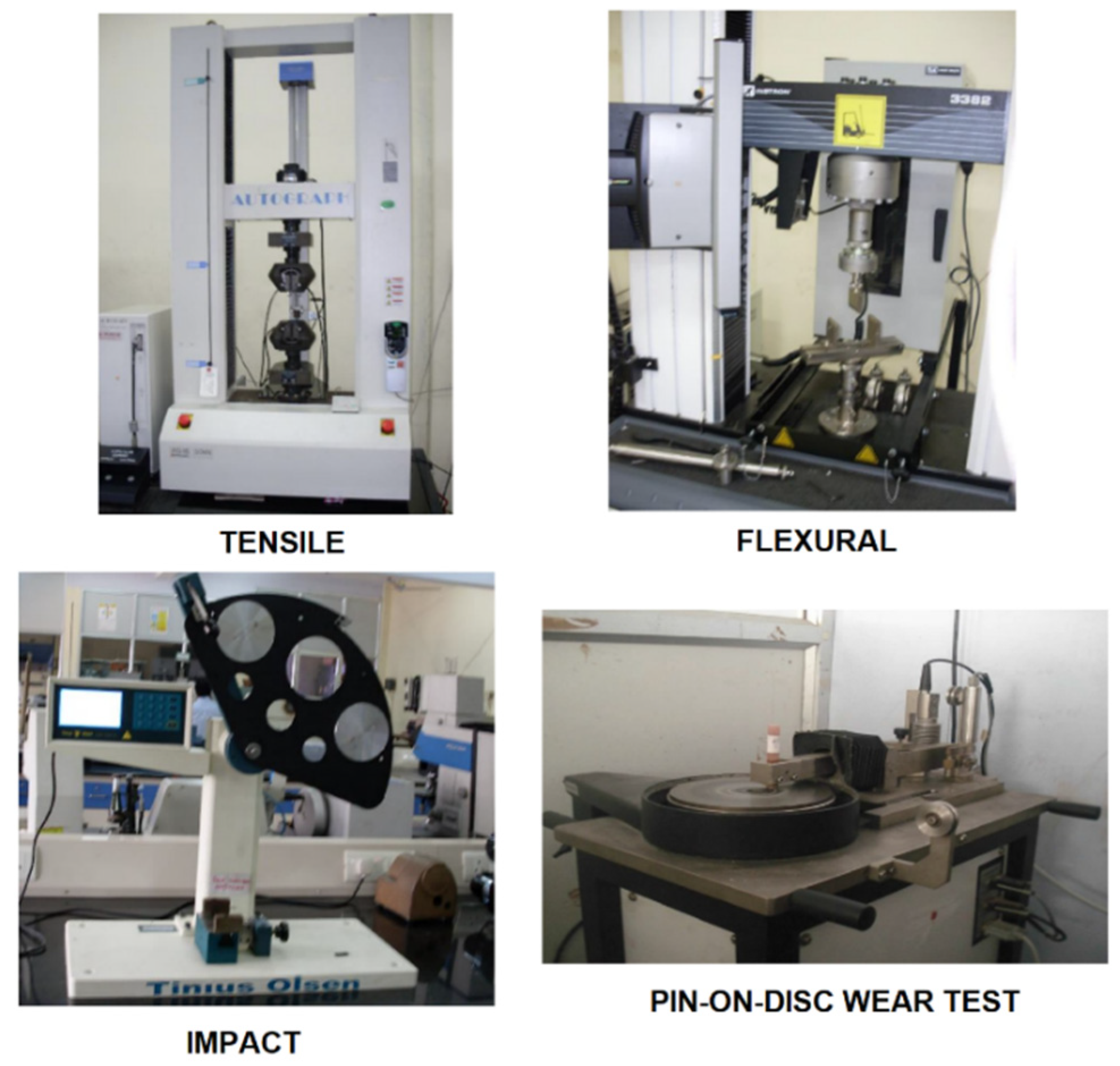
These tests have only been carried out on 40 wt.% samples, which offered better wear absorption properties and were supposed to be carried forward for prospective application. Five samples per mode of testing were used. The tests were also repeated after the composite samples were fully saturated in water, they were taken out and wiped before testing. In
Figure 3, the different apparatuses for testing are shown.
2.7. Scanning Electron Microscopy (SEM)
Fractography study of the wear-degraded samples was performed using Jeol IT800 Shottky field emission Scanning Electron Microscope (SEM) (Jeol, Peabody, 01960 MA, USA) to visualize the images of the samples, preventively gold-coated in an ionizer, by subjecting them to a 10–15 kV voltage.
3. Results
3.1. General Considerations
The idea is to introduce these hybrids as competitors for other natural fiber composites, for basic yet functional applications such as brake pads in the automotive sector, which could be subjected to some moisture absorption during service. With this aim, two combined characterizations were carried out, namely wear resistance and the degradation of mechanical properties with water absorption.
The three factors that were considered in the results were load (10, 20 and 30 N), grit size (100, 320 and 400 microns) and fiber content (20, 30 and 40 wt.%). For a lower number of fibers, a lower grit size was also used (100 for 20 wt.%, 320 for 30 wt.%, and 400 for 40 wt.%) in the understanding that the higher the number of fibers, the more the resin would normally be protected against erosion.
3.2. Wear Rate
As for the results reported in
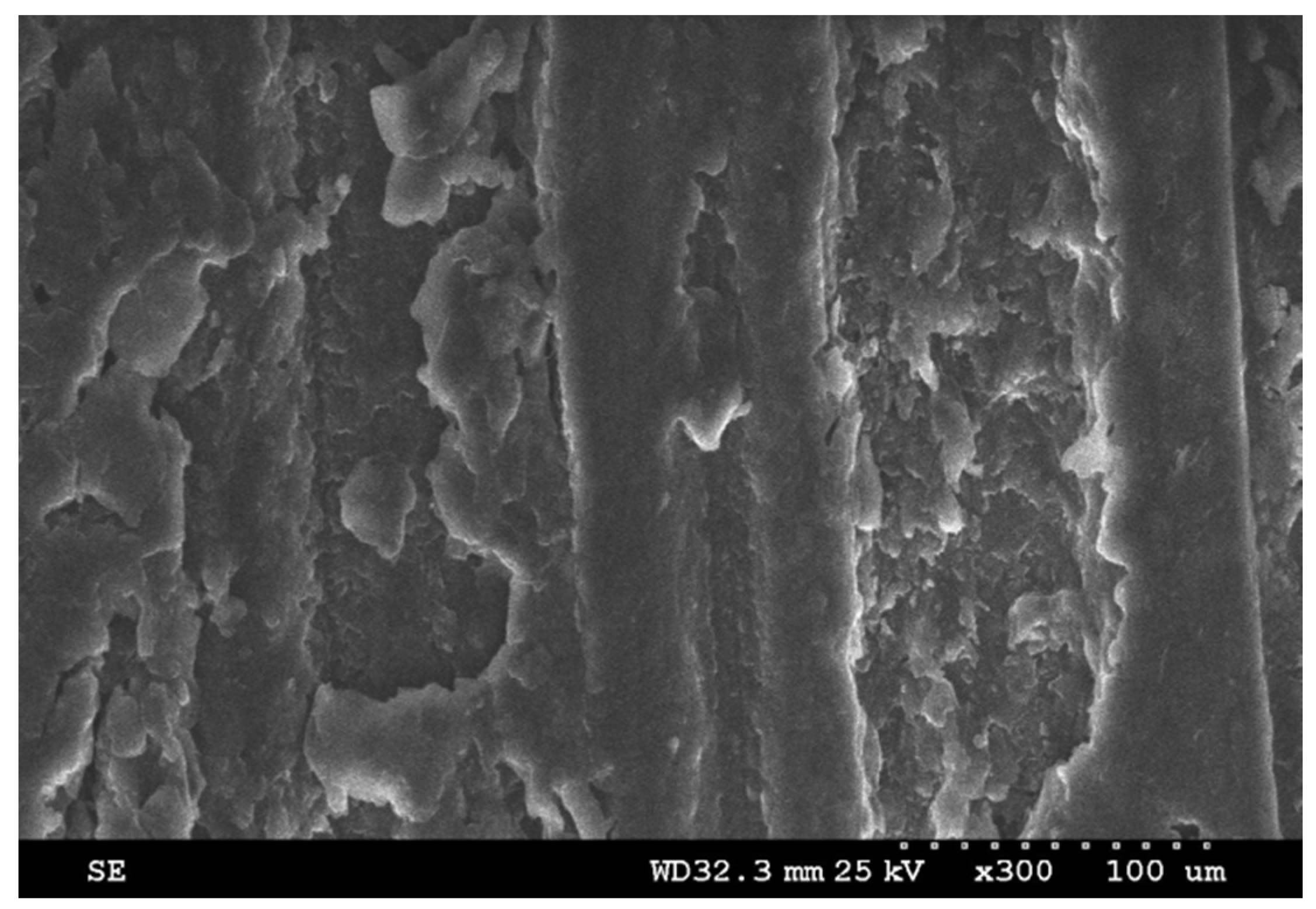
Table 4, where the variables described in Equations (1)–(3) have been detailed, in can be noticed that weight loss (WL) increases with applied load, although the outcome concerning specific wear rate (SWR) does reveal a less consistent trend. It can be noticed that the values obtained for 20% fibers in terms of SWR are much higher and dispersed, which suggests that the benefit of applying this tenor of fibers in terms of wear absorption is limited. In practice, the least specific wear rate has been measured for the highest fiber tenor of 40% and the largest grit size of 400 microns. Additionally, for 40% fibers, a consistent decrease in SWR for the higher sliding distance is obtained. SEM observation on 20 wt.% composite at the lowest load applied, i.e., 10 N, showed already a significant and uniform erosion, as depicted in
Figure 4. At higher loads, it was not possible to carry out SEM morphology tests because of the excessive fragmentation of the samples that did not permit correct focusing of the microscope on the surface.
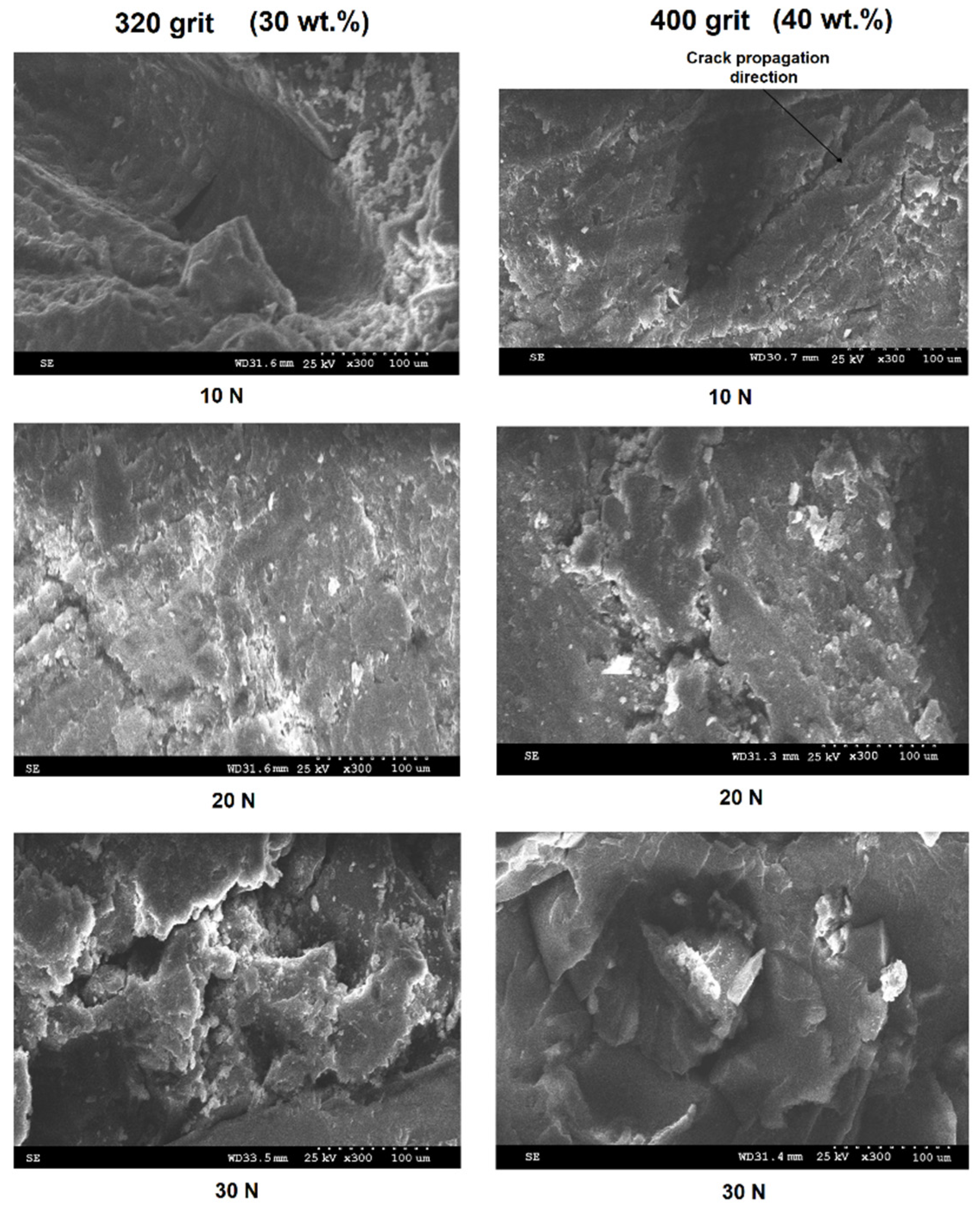
Further SEM micrographs, reported in
Figure 5, for 30 and 40 wt.% composites, also show that the formation of worn-out surfaces increases with higher loads and the crack propagation direction is clearer in 40 than in 30 wt.% fiber composites. Additionally, microcracking is less extended in the former than in the latter, where in practice, the boundaries of the fibers are smooth rather than serrated, such as in the latter. Following this consideration, water absorption studies were exclusively carried out with 40 wt.% composites, which are more likely to be suitable for further application in the envisaged sector.
3.3. Water Absorption and Residual Mechanical and Impact Properties
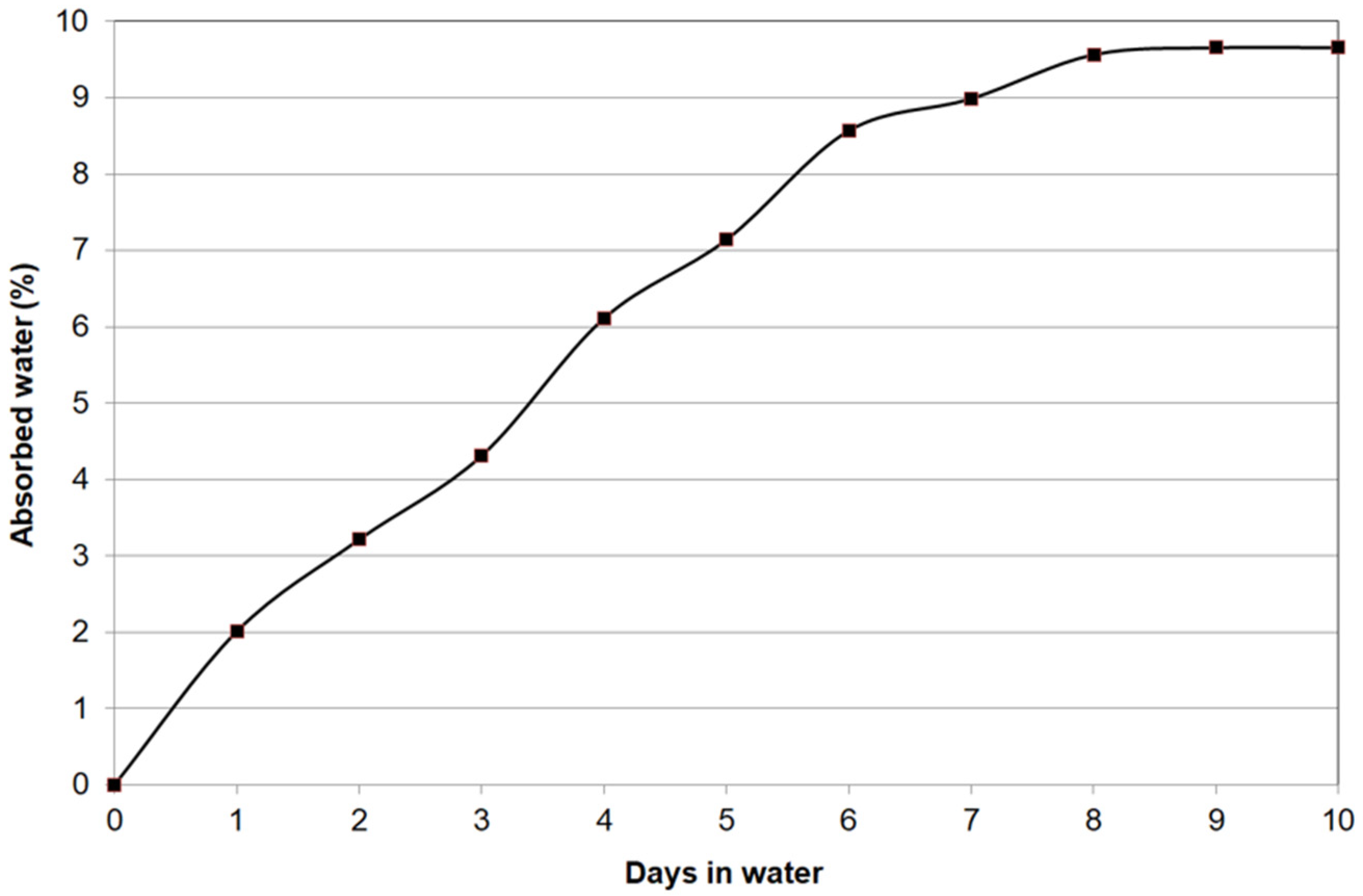
Considering wear properties, the only 40 wt.% composite was brought forward for prospective application. With this objective, water absorption and mechanical (tensile and flexural) and impact tests before and after water absorption were also performed. A typical water absorption profile of 40 wt.% composites is reported in
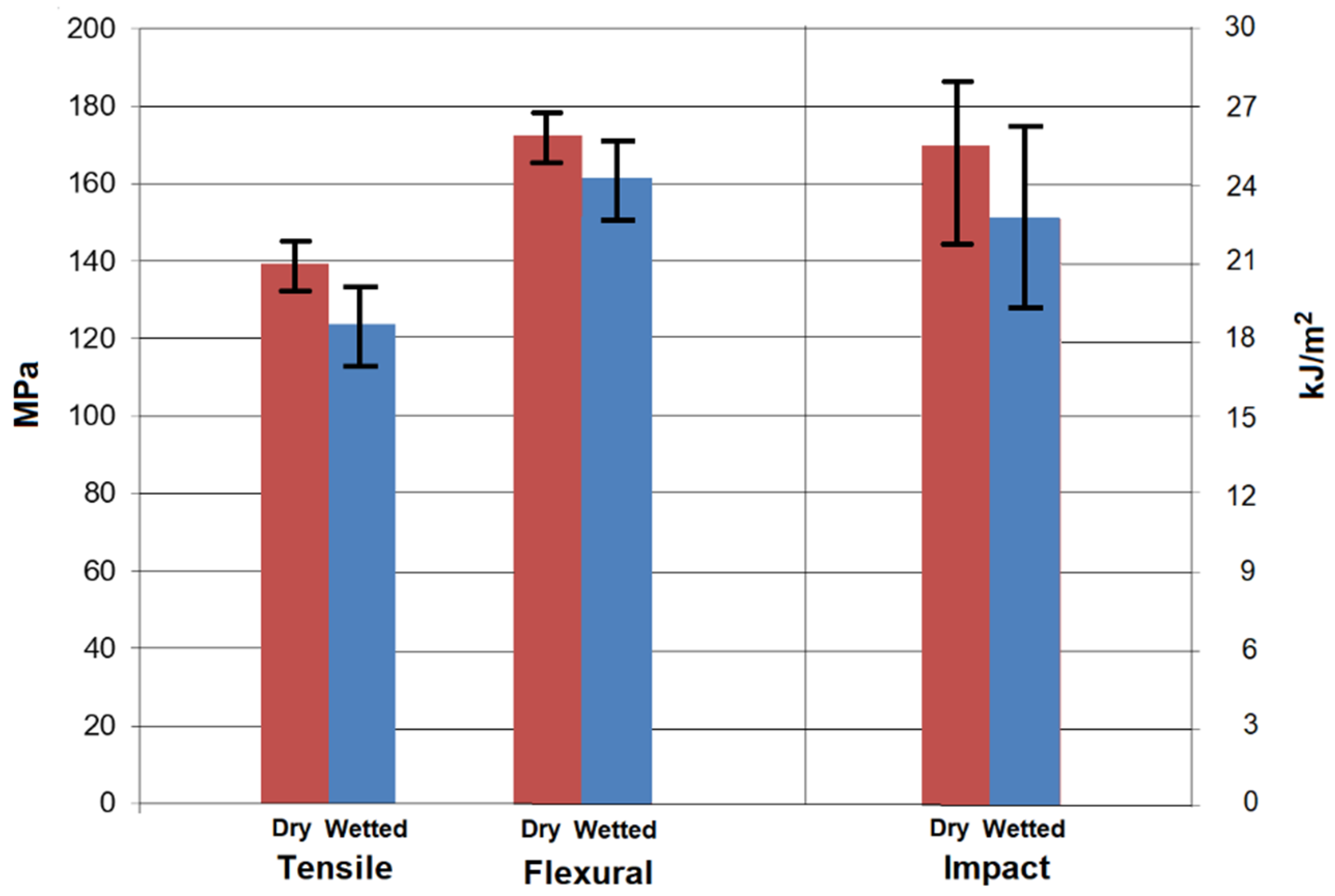
Figure 6, which reaches saturation at slightly less than 10% of water absorbed. Tensile, flexural and impact tests were carried out on samples wetted to saturation with water and compared with dry ones: relevant results are given in
Figure 7. The degradation of tensile, flexural and impact properties with moisture absorption in hybrid composites is in all cases not lower than around 10%, and it appears slightly more serious in the case of impact, especially regarding scattering amongst the single samples’ values. This variation appeared anyway, as evidenced in the as-received samples.
4. Discussion
Typical behavior in natural fiber composites suggests that specific wear rate increases with higher loads, as verified, for example, in a study on Grewia optiva, nettle or sisal fibers introduced to the same amount of 20 wt.% in a polylactic acid (PLA) matrix [
19]. This indicates that material is removed by weight at a higher rate when more force is applied for long sliding distances, such as 3000 m. In the present work, much shorter distances are covered, not exceeding 75 m, and as a matter of fact, SWR decreases consistently with higher loads. The absolute values obtained for SWR in 40 wt.% composites are not far from those reported for long kenaf fiber composite (20 wt.%) polyester composites, which showed a much inferior average tensile strength value of 98.36 MPa (against 139.5 MPa for the present composite) [
13]. It is also noteworthy that the comparison with other hybrid epoxy laminates including banana fibers, such as in [
16], a study that concerned a 30% banana/30% jute composite, was also favorable, since the latter only yielded a 27.02 MPa tensile strength and a 73.66 MPa flexural strength (against 171.3 MPa of the present composite). It therefore may be not inappropriate to suggest that kenaf fibers contribute to the strengthening effect of the composite, while banana fibers may offer a better wear resistance, at least for short sliding distances. In fact, data reported in [
17] indicate that in tensile loading, even a 20 wt.% random kenaf composite (64.88 MPa) is stronger than the corresponding random banana composite (54.45 MPa), while a hybrid random composite offers a positive hybridization effect (68.36 MPa).
Water absorption of the hybrid composite appears much lower than in a malleated polypropylene composite with the same amount, i.e., 40 wt.% of kenaf fibers, which had a water uptake of 19.5%, as reported in [
20]. On the other hand, water absorbed in banana fiber composites was reported to be as low as 2.5% in polyester composites with 40 wt.% of banana fibers [
21]. In general terms, it is suggested that a more major contribution to water absorption should be offered by kenaf fibers than by banana ones in the hybrid composite, yet also that the data presented in
Figure 4 are in a normal range and would indicate an acceptable fabrication of the composite, also attributed to fiber treatment with sodium lauryl sulfate.
Following this, the residual properties obtained after water saturation regarding tensile, flexural and impact tests can be compared with the limited data present in the literature for natural fiber composites. A decrease in the region of 10% for tensile or flexural strength and a more serious decrease for impact strength were observed in thermosetting (unsaturated polyester resin) composites with high tenors of natural fiber reinforcement (56 wt.% hemp) [
22]. This higher effect of water absorption on impact resistance is likely to be due to the ineffective bonding of fiber and matrix after the wetting process, leading to extensive microcracks [
23]. To possibly reduce these effects on hybrid natural fiber composites, such as the pineapple/flax epoxy studied in [
24], it has been considered that further fillers can be used to reduce crack propagation, e.g., oil cake.
5. Conclusions
The application of kenaf/banana hybrid composites with up to 40 wt.% of fibers proved suitable for wear applications, such as disc brakes, etc., in real conditions, including the possibility of water absorption to saturation, which does not lead to a substantial decrease in mechanical strength. It is a hybrid that is inherently superior to similar materials, e.g., jute/banana hybrids or even hemp fiber composites, provided that a sufficient number of fibers is introduced in the thermosetting resin. This work is to be considered preparatory to possible improvements of the material, in particular the introduction of further harder fillers and the possible adoption of more sustainable bio-epoxy resins in the future.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}