Microwave Assisted Preparation of Flame Resistant Cotton Using Economic Inorganic Materials


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Microwave Assisted Fabric Treatment
2.3. Fabric Treatment Add-On (wt%)
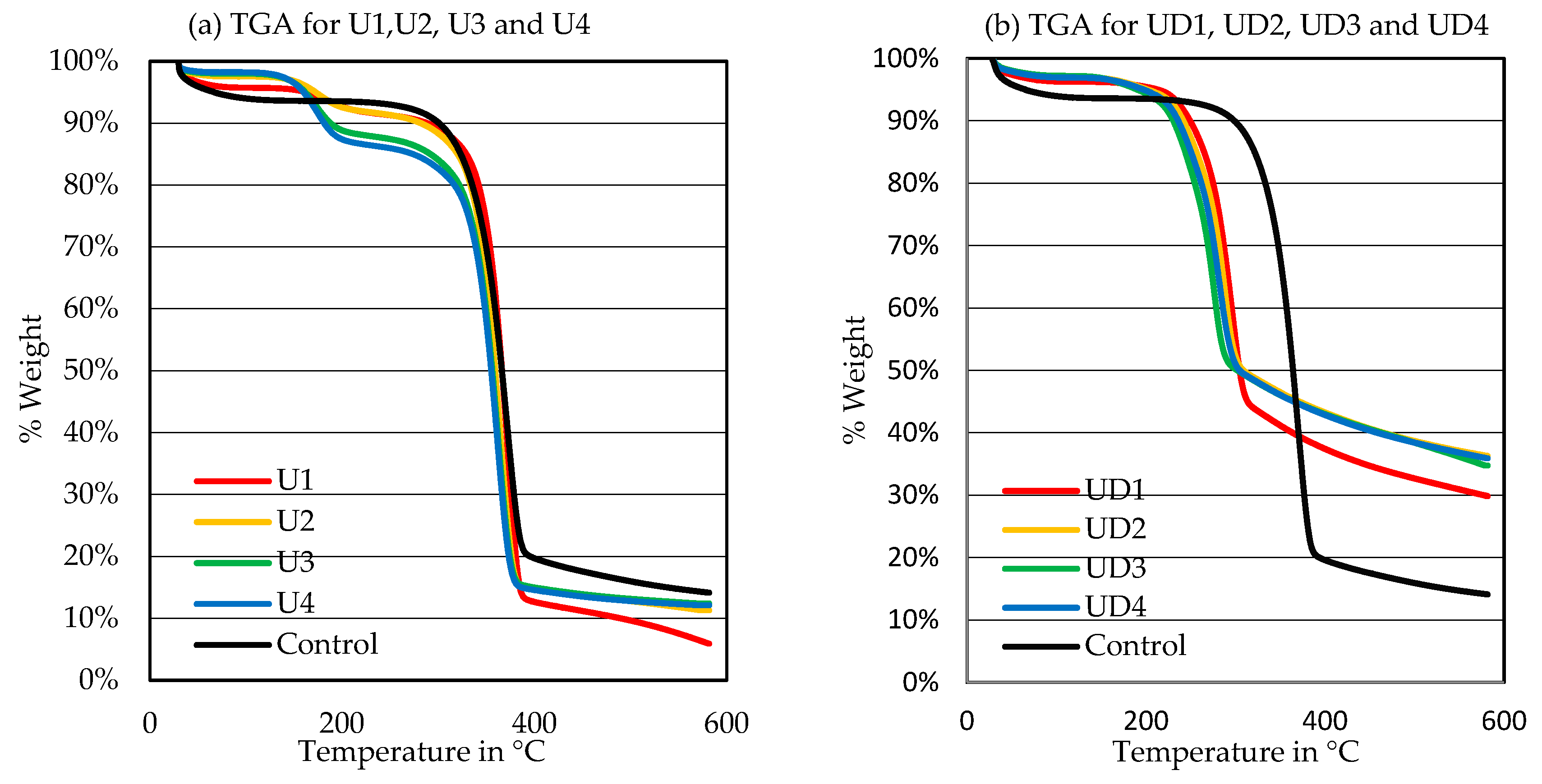
2.4. Thermogravimetric Analysis (TGA)
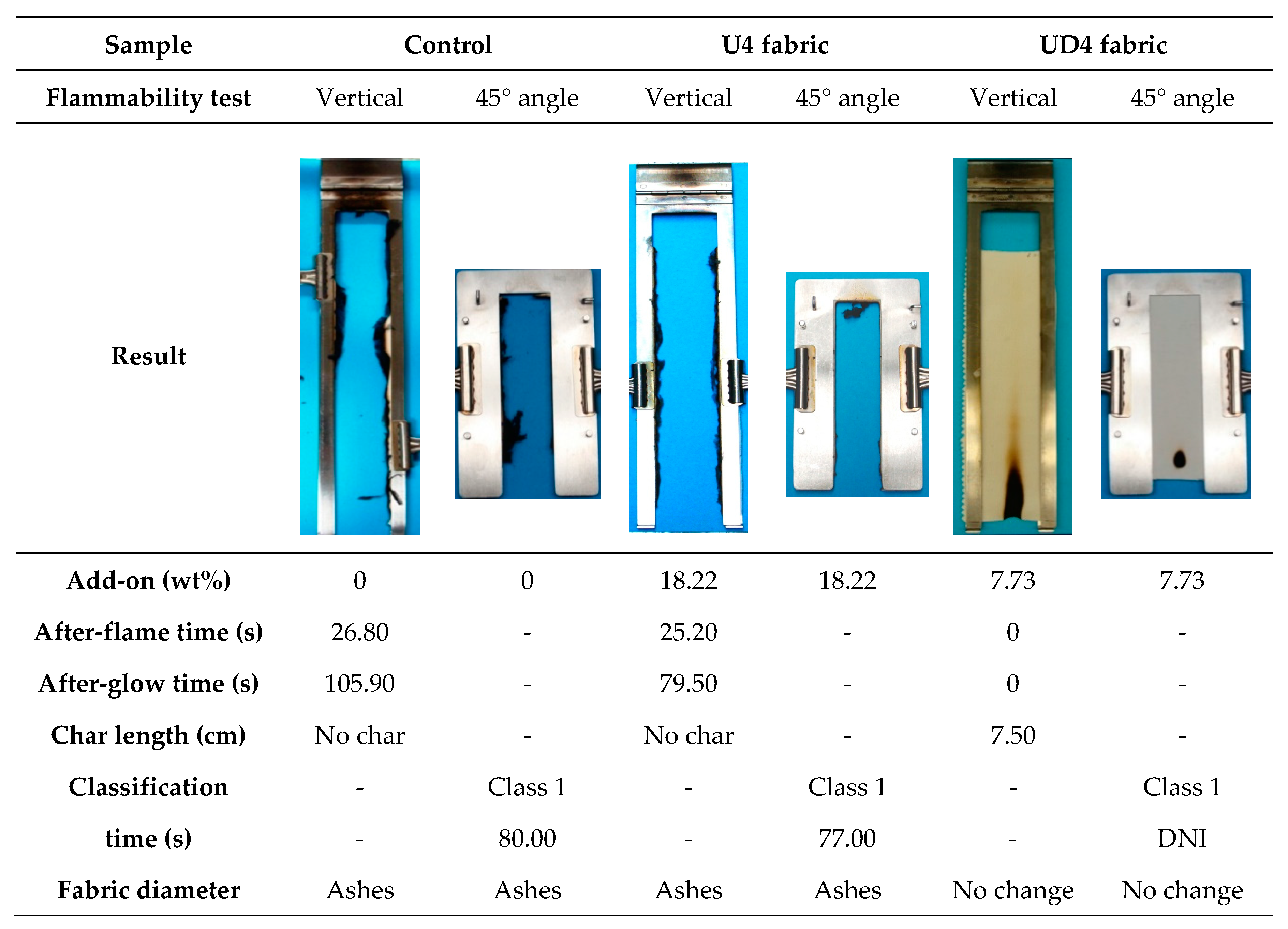
2.5. Flammability Testing (Limiting Oxygen Index (LOI), 45° Angle and Vertical Flammability Tests)
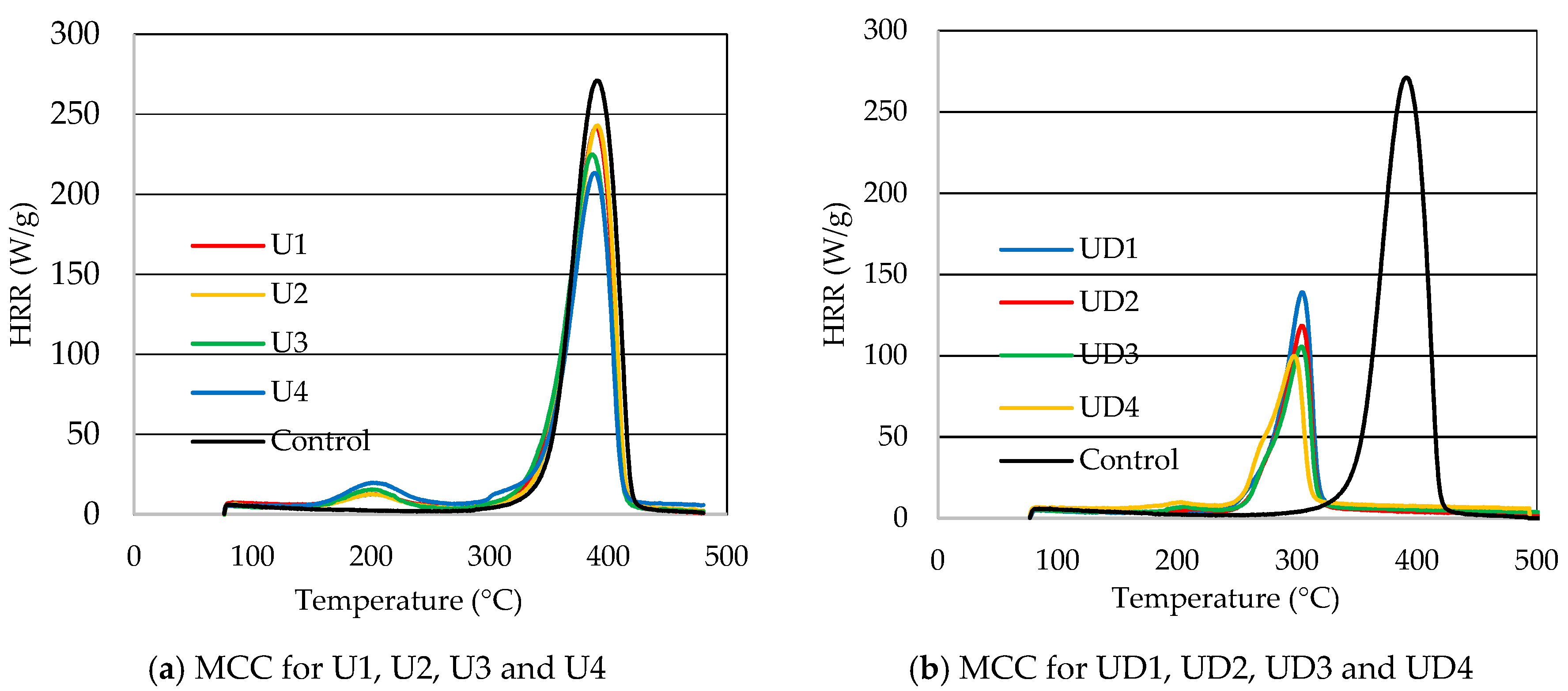
2.6. Microscale Combustion Calorimeter (MCC)
2.7. Scanning Electron Microscope (SEM)
3. Results and Discussions
3.1. Fabric Treatment
3.2. Thermal Properties
3.3. Flame Retardant Performance
3.4. Microscale Combustion Calorimeter (MCC)
3.5. Scanning Electron Microscope (SEM) Study
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Polshettiwar, V.; Nadagouda, M.N.; Varma, R.S. Microwave-Assisted Chemistry: A Rapid and Sustainable Route to Synthesis of Organic and Nanomaterials. Aust. J. Chem. 2009, 62, 16–26. [Google Scholar] [CrossRef]
- Gonzalez-Arellano, C.; Balu, A.M.; Luque, R.; Macquarrie, D.J. Catalytically active self-assembled silica-based nanostructures containing supported nanoparticles. Green Chem. 2010, 12, 1995–2002. [Google Scholar] [CrossRef]
- Chen, S.Q.; Wang, Y. Microwave-assisted syethesis of a Co3O4—Graphene sheet-on-sheet nanocomposite as a superior anode material for Li-ion batteries. J. Mater. Chem. 2010, 20, 9735–9739. [Google Scholar] [CrossRef]
- Gonzalez-Arellano, C.; Luque, R.; Macquarrie, D.J. Nanotubular self-assembly of n-dodecylamine-TEOS-water-acetonitrile mixtures. Chem. Commun. 2009, 30, 4581–4583. [Google Scholar] [CrossRef] [PubMed]
- Dogan, H.; Hilmioglu, N.D. Dissolution of cellulose with NMMO by microwave heating. Carbohydr. Polym. 2009, 75, 90–94. [Google Scholar] [CrossRef]
- Semsarilar, M.; Perrier, S. Solubilization and functionalization of cellulose assisted by microwave irradiation. Aust. J. Chem. 2009, 62, 223–226. [Google Scholar] [CrossRef]
- Hou, A.; Wang, X.; Wu, L. Effect of microwave irradiation on the physical properties and morphological structure of cotton cellulose. Carbohydr. Polym. 2008, 74, 934–937. [Google Scholar] [CrossRef]
- Li, J.; Zhang, L.; Peng, F.; Bian, J.; Yuan, T.; Xu, F.; Sun, R. Microwave-assisted solvent-free acetylation of cellulose with acetic anhydride in the presence of iodine as a catalyst. Molecules 2009, 14, 3551–3566. [Google Scholar] [CrossRef] [PubMed]
- Possidonio, S.; Fidale, L.C.; Seoud, O.A.E. Microwave assisted derivatization of cellulose in an ionic liquid: An efficient, expedient synthesis of simple and mixed carboxylic esters. J. Polym. Sci. Part A Polym. Chem. 2009, 48, 134–143. [Google Scholar] [CrossRef]
- Gospodinova, N.; Grelard, A.; Jeannin, M.; Chitanu, G.C.; Carpov, A.; Thiery, V.; Besson, T. Efficient solvent-free microwave phosphorylation of microcrystalline cellulose. Green Chem. 2002, 4, 220–222. [Google Scholar] [CrossRef] [Green Version]
- Salmeia, K.A.; Gaan, S.; Malucelli, G. Recent Advances for Flame Retardancy of Textiles Based on Phosphorus Chemistry. Polymers 2016, 8, 319. [Google Scholar] [CrossRef]
- Horrocks, A.R.; Kandola, B.K.; Davies, P.J.; Zhang, S.; Padbury, S.A. Developments in flame retardant textiles—A review. Polym. Degrad. Stab. 2005, 88, 3–12. [Google Scholar] [CrossRef]
- Lu, Y.; Jia, Y.; Zhou, Y.; Zou, J.; Zhang, G.; Zhang, F. Straightforward one-step solvent-free synthesis of the flame retardant for cotton with excellent efficiency and durability. Carb. Polym. 2018, 201, 438–445. [Google Scholar] [CrossRef] [PubMed]
- Lewin, M.; Weil, E.D. Mechanisms and Modes of Action in Flame Retardancy of Polymers, 1st ed.; Woodhead Publishing Ltd.: Cambridge, UK; CRC Press LLC: Boca Raton, FL, USA, 2001. [Google Scholar]
- Schartel, B. Phosphorus-based Flame Retardancy Mechanisms—Old Hat or a Starting Point for Future Development? Materials 2010, 3, 4710–4745. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Basch, A.; Lewin, M. Low Add-on Levels of Chemicals on Cotton and Flame Retardancy. Text. Res. J. 1973, 43, 689–691. [Google Scholar] [CrossRef]
- Braun, U.; Bahr, H.; Sturm, H.; Schartel, B. Flame retardancy mechanisms of metal phosphinates and metal phosphinates in combination with melamine cyanurate in glass-fiber reinforced poly(1,4-butylene terephthalate): The influence of metal cation. Polym. Adv. Technol. 2008, 19, 680–692. [Google Scholar] [CrossRef]
- Braun, U.; Schartel, B. Flame Retardancy Mechanisms of Aluminium Phosphinate in Combination with Melamine Cyanurate in Glass-Fibre-Reinforced Poly(1,4-butylene terephthalate). Macromol. Mater. Eng. 2008, 293, 206–217. [Google Scholar] [CrossRef]
- Levchik, S.V.; Wilkie, C.A. Char formation. In Fire Retardancy of Polymeric Materials; Grand, A.F., Wilkie, C.A., Eds.; CRC Press: Boca Raton, FL, USA, 2000; pp. 171–215. [Google Scholar]
- Lewin, M. Physical and chemical mechanisms of flame retarding of polymers. In Fire Retardancy of Polymers: The Use of Intumescence; Le Bras, M., Camino, G., Bourbigot, S., Delobel, R., Eds.; Royal Society of Chemistry Information Services: London, UK, 1998; pp. 3–32. [Google Scholar]
- Camino, G.; Costa, L.; Trossarelli, L.; Costanzi, F.; Pagliari, A. Study of the mechanism of intumescence in fire retardant polymers: Part VI—Mechanism of ester formation in ammonium polyphosphate-pentaerythritol mixtures. Polym. Degrad. Stab. 1985, 12, 213–228. [Google Scholar] [CrossRef]
- Peng, H.Q.; Wang, D.Y.; Zhou, Q.; Wang, Y.Z. An S- and P-containing Flame Retardant for Polyprolylene. Chin. J. Polym. Sci. 2008, 26, 299–309. [Google Scholar]
- Horacek, H.; Grabner, R. Advantages of flame retardants based on nitrogen compounds. Polym. Degrad. Stab. 1996, 54, 205–215. [Google Scholar] [CrossRef]
- Levchik, S.V. Introduction to flame retardancy and polymer flammability. In Flame Retardant Polymer Nanocomposites; Morgan, A.B., Wilkie, C.A., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; pp. 1–19. [Google Scholar]
- Weil, E.D. Synergists, adjuvants and antagonists in flame retardant systems. In Fire Retardancy of Polymeric Materials; Grand, A.F., Wilkie, C.A., Eds.; CRC Press: Boca Raton, FL, USA, 1999; pp. 115–145. [Google Scholar]
- Parikh, D.V.; Calamari, T.A.; Peterson, D.B. FR/Resilient perpendicular-laid nonwovens containing cotton. AATCC Rev. 2002, 2, 33–37. [Google Scholar]
- Reeves, W.A.; Perkins, R.M.; Piccolo, B. Some chemical and physical factors influencing flame retardancy. Text. Res. J. 1970, 40, 223–231. [Google Scholar] [CrossRef]
- Weil, E.D.; Levchik, S.V. Flame retardants in commercial use or development for textiles. J. Fire Sci. 2008, 26, 243–281. [Google Scholar] [CrossRef]
- Gaan, S.; Sun, G. Effect of phosphorus flame retardants on thermo-oxidative decomposition of cotton. Polym. Degrad. Stab. 2007, 92, 968–974. [Google Scholar] [CrossRef]
- Minimum Oxygen Concentration to Support Candle-Like Combustion; ASTM D-2863-09; American Society for Standards and Testing: West Conshohocken, PA, USA, 2009.
- Standard Test Method for Flame Resistance of Textiles; ASTM D-1230-01; American Society for Standards and Testing: West Conshohocken, PA, USA, 2001.
- Standard Test Method for Flame Resistance of Textiles (Vertical Test); ASTM D-6413-11; American Society for Standards and Testing: West Conshohocken, PA, USA, 2011.
- Hendrix, J.E.; Bostic, J.E., Jr.; Olson, E.S.; Barker, R.H. Pyrolysis and combustion of cellulose. I. Effects of triphenyl phosphate in the presence of nitrogenous bases. J. Appl. Polym. Sci. 1970, 14, 1701–1723. [Google Scholar] [CrossRef]
- Pacsu, E.; Schwenker, R.F. The effect of chemical modification on the flame and glow resistance of cotton cellulose. Text. Res. J. 1957, 27, 173–175. [Google Scholar] [CrossRef]
- Liu, S.M.; Yang, Y.; Jiang, Z.J.; Zhou, Y.H.; Zuo, J.; Zhao, J.Q. Synergistic flame retardant effect of poly(ether sulfones) and polysiloxane on polycarbonate. J. Appl. Polym. Sci. 2012, 124, 4502–4511. [Google Scholar] [CrossRef]
- Varga, K.; Noisternig, M.F.; Griesser, U.J.; Alja, L.; Koch, T. Thermal and Sorption study of Flame-Resistant Fibers. Lenzinger Ber. 2011, 89, 50–59. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation (Urea:DAP:Water) | Sample | Average Add-ons (wt%) |
|---|---|---|
| Urea only (7.5 g:0:150 mL) | U1 | 5.16 ± 0.50 |
| Urea only (15.0 g:0:150 mL) | U2 | 7.36 ± 0.95 |
| Urea only (22.5 g:0:150 mL) | U3 | 13.08 ± 1.41 |
| Urea only (30.0 g:0:150 mL) | U4 | 18.22 ± 0.19 |
| Urea/DAP mixture (4.0 g:8.8 g:288 mL) | UD1 | 1.85 ± 0.16 |
| Urea/DAP mixture (12.0 g:26.4 g:400 mL) | UD2 | 5.34 ± 0.27 |
| Urea/DAP mixture (12.0 g:26.4 g:361 mL) | UD3 | 5.74 ± 0.69 |
| Urea/DAP mixture (15.0 g:33.0 g:352 mL) | UD4 | 7.73 ± 0.71 |
| Sample | Add-On (wt%) | Onset of Degradation (°C) | Char Yield at 600 °C (%) |
|---|---|---|---|
| Control | 0 ± 0 | 331.05 ± 2.35 | 12.75 ± 1.52 |
| U1 | 5.16 ± 0.50 | 165.05/349.32 ± 0.22/0.28 | 7.24 ± 1.90 |
| U2 | 7.36 ± 0.95 | 164.96/349.07 ± 0.99/0.70 | 11.18 ± 0.24 |
| U3 | 13.08 ± 1.41 | 161.45/348.63 ± 1.38/0.74 | 11.91 ± 0.69 |
| U4 | 18.22 ± 0.19 | 163.36/348.77 ± 2.03/0.13 | 12.37 ± 0.35 |
| UD1 | 1.85 ± 0.16 | 264.17 ± 1.61 | 31.68 ± 1.94 |
| UD2 | 5.34 ± 0.27 | 253.66 ± 0.40 | 36.13 ± 0.67 |
| UD3 | 5.74 ± 0.69 | 256.48 ± 2.21 | 36.05 ± 0.60 |
| UD4 | 7.73 ± 0.71 | 252.14 ± 1.64 | 33.52 ± 3.43 |
| Sample | Vertical | 45° Angle | Average LOI | ||
|---|---|---|---|---|---|
| After-flame time (s) | After-glow time (s) | Char length (cm) | Classification; time (s) | (number of trials) | |
| Control | 26.80 | 105.90 | >30 (no char) | Class 1 (a); 80.00 | 20.90(4) |
| U1 | 19.00 | 78.00 | >30 (no char) | Class 1; 75.60 | 21.50 (3) |
| U2 | 22.70 | 90.10 | >30 (no char) | Class 1; 77.00 | 21.50 (3) |
| U3 | 23.50 | 88.00 | >30 (no char) | Class 1; 80.20 | 22.00 (3) |
| U4 | 25.20 | 79.5 | >30 (no char) | Class 1; 77.00 | 21.00 (3) |
| UD1 | 3.00 | 0 | 11.0 | Class 1; 1.20 | 29.00 (3) |
| UD2 | 3.00 | 0 | 8.5 | Class 1; DNI (b) | 31.00 (3) |
| UD3 | 2.00 | 0 | 7.5 | Class 1; DNI | 30.00(4) |
| UD4 | 0 | 0 | 7.5 | Class 1; DNI | 30.50 (4) |
| Sample | Add-On (wt%) | THR (a) (kJ/g) | HRC (b) (J/gk) | Tmax (c) (°C) |
|---|---|---|---|---|
| Control | 0 ± 0 | 12.00 ± 0 | 274.00 ± 11.63 | 390.88 ± 0.57 |
| U1 | 5.16 ± 0.50 | 10.20 ± 0.28 | 227.50 ± 16.26 | 388.90 ± 0.28 |
| U2 | 7.36 ± 0.95 | 10.35 ± 0.70 | 240.50 ± 0.71 | 390.55 ± 0.64 |
| U3 | 13.08 ± 1.41 | 10.05 ± 0.07 | 224.00 ± 1.41 | 386.50 ± 1.13 |
| U4 | 18.22 ± 0.19 | 9.00 ± 0.17 | 208.33 ± 3.51 | 388.07 ± 1.72 |
| UD1 | 1.85 ± 0.16 | 4.07 ± 0.15 | 133 ± 2.65 | 302.37 ± 1.08 |
| UD2 | 5.34 ± 0.27 | 3.36 ± 0.11 | 111.40 ± 9.76 | 301.48 ± 2.74 |
| UD3 | 5.74 ± 0.69 | 3.20 ± 0.11 | 103.67 ± 5.39 | 300.50 ± 3.21 |
| UD4 | 7.73 ± 0.71 | 2.90 ± 0.14 | 89.17 ± 6.59 | 298.05 ± 1.52 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, S.; Condon, B.; Smith, J. Microwave Assisted Preparation of Flame Resistant Cotton Using Economic Inorganic Materials. Fibers 2018, 6, 85. https://doi.org/10.3390/fib6040085
Chang S, Condon B, Smith J. Microwave Assisted Preparation of Flame Resistant Cotton Using Economic Inorganic Materials. Fibers. 2018; 6(4):85. https://doi.org/10.3390/fib6040085
Chicago/Turabian StyleChang, SeChin, Brian Condon, and Jade Smith. 2018. "Microwave Assisted Preparation of Flame Resistant Cotton Using Economic Inorganic Materials" Fibers 6, no. 4: 85. https://doi.org/10.3390/fib6040085
APA StyleChang, S., Condon, B., & Smith, J. (2018). Microwave Assisted Preparation of Flame Resistant Cotton Using Economic Inorganic Materials. Fibers, 6(4), 85. https://doi.org/10.3390/fib6040085