Accelerated Thermal Aging of Bio-Based Composite Wood Panels


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Panel Preparations
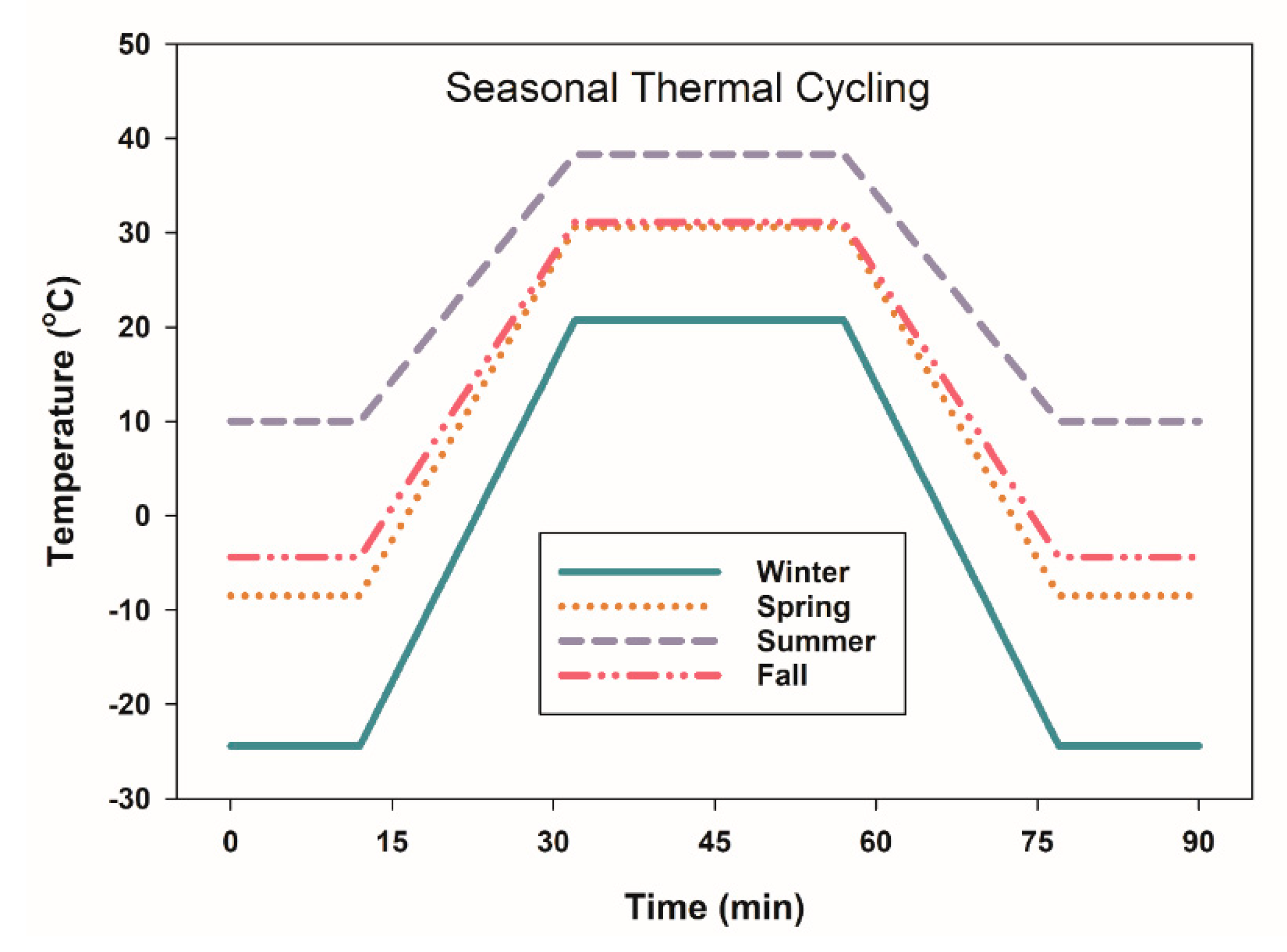
2.3. Accelerated Thermal Cycling
2.4. Physical, Flexural, and Dimensional Stability Analysis
2.5. FTIR
2.6. TGA Characterizations
2.7. Statistical Analysis
3. Results and Discussion
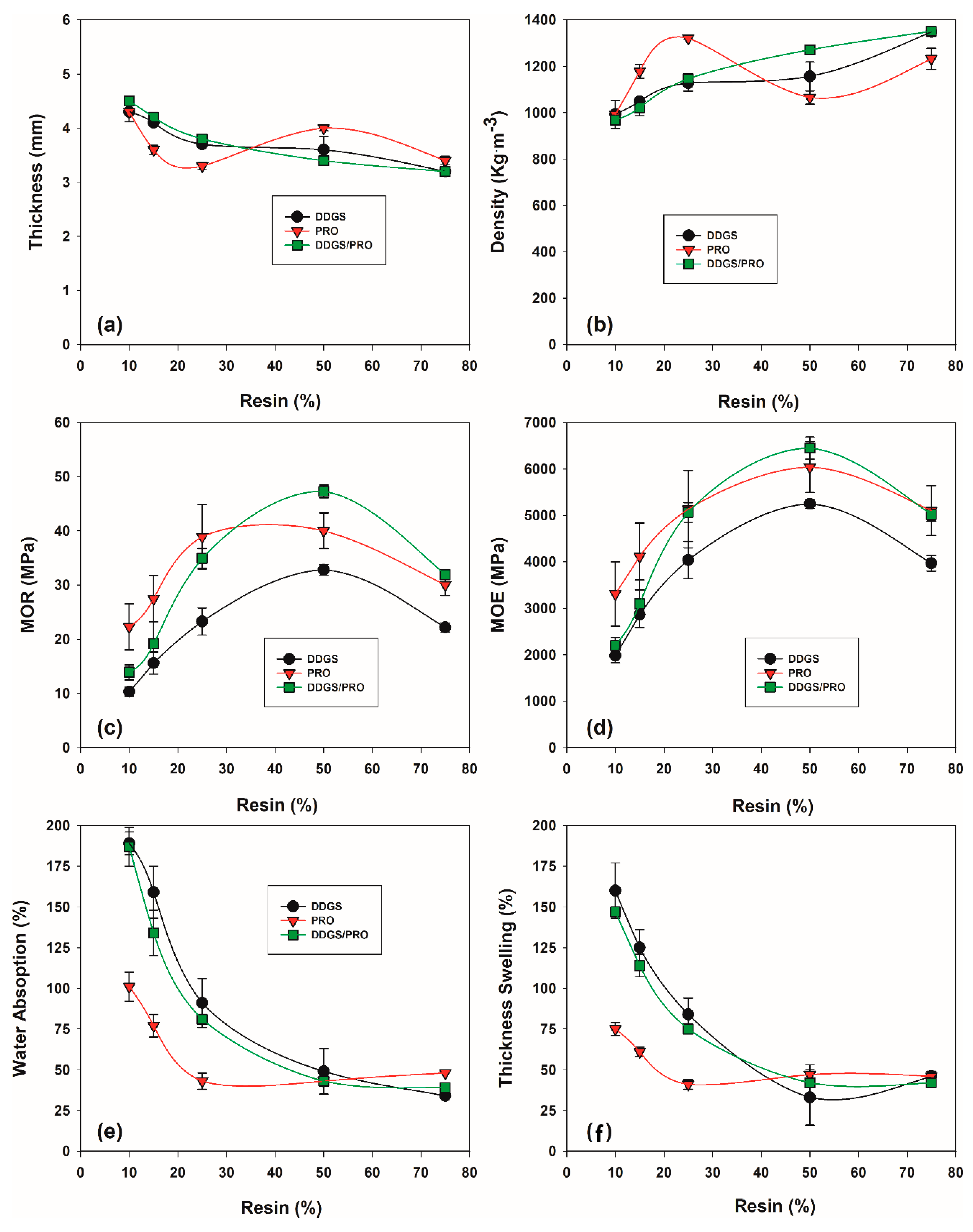
3.1. Influence of Resin Types and Concentration
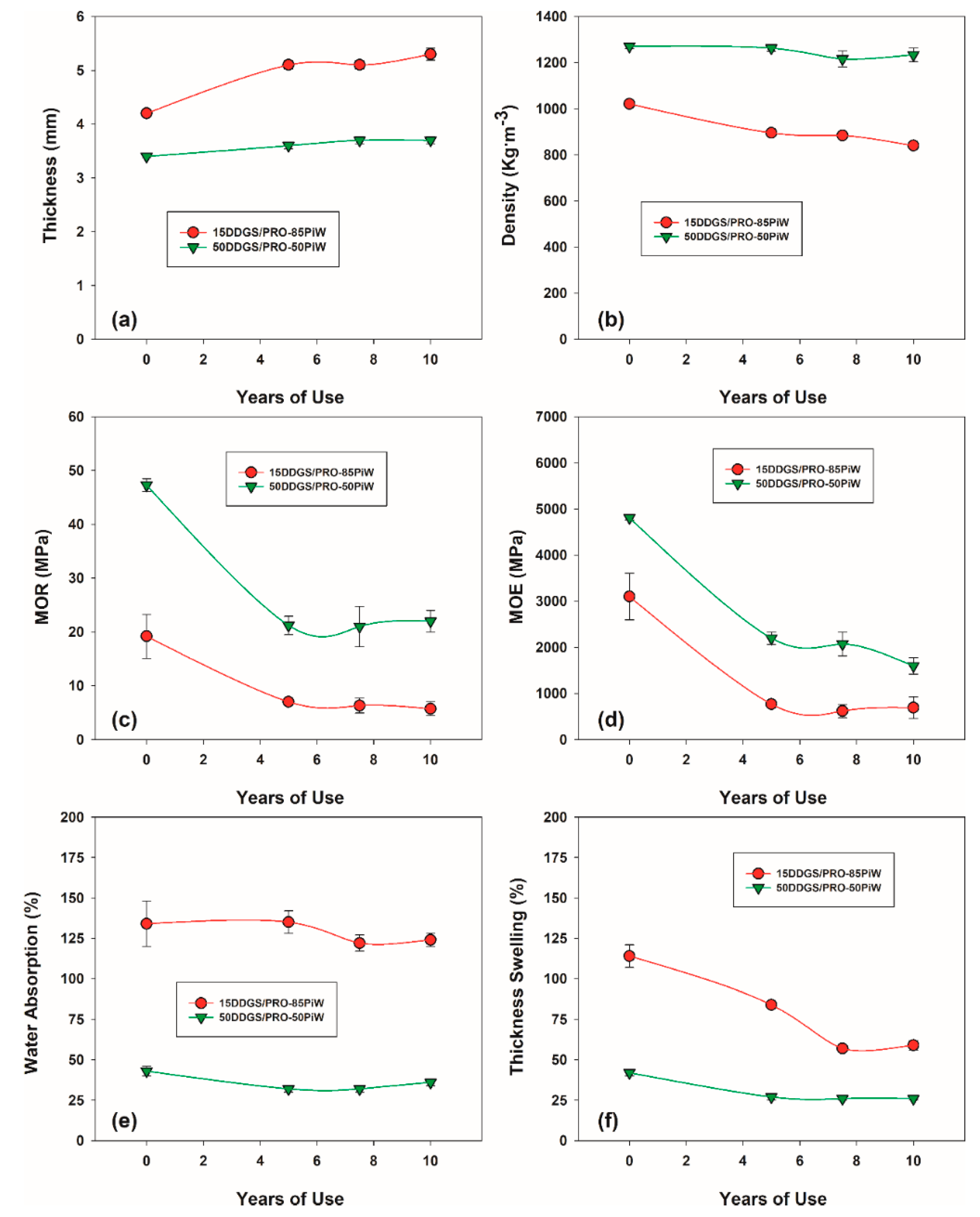
3.2. Thermal Cycling of CWPs
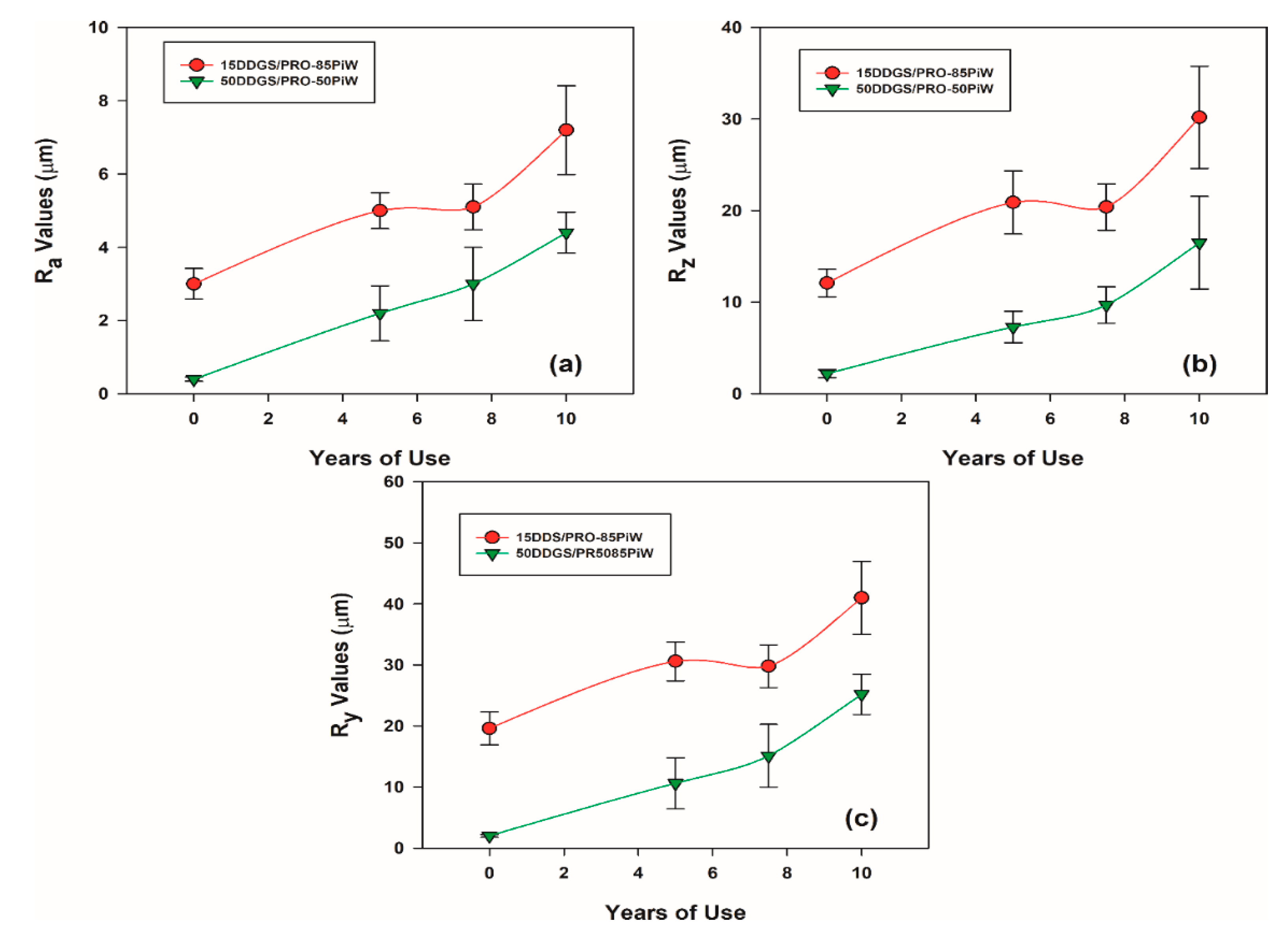
3.3. Surface Roughness Influenced by Thermal Cycling
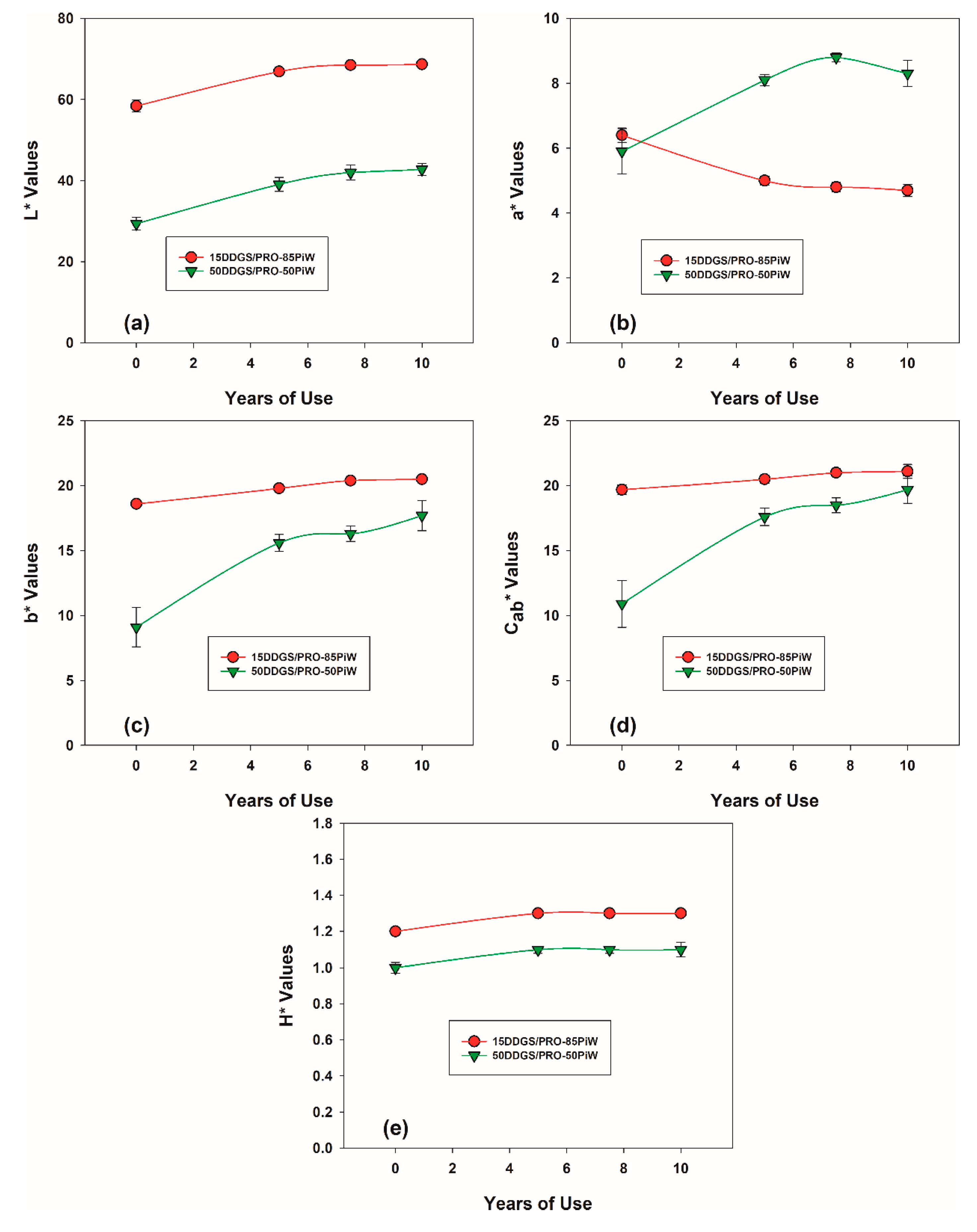
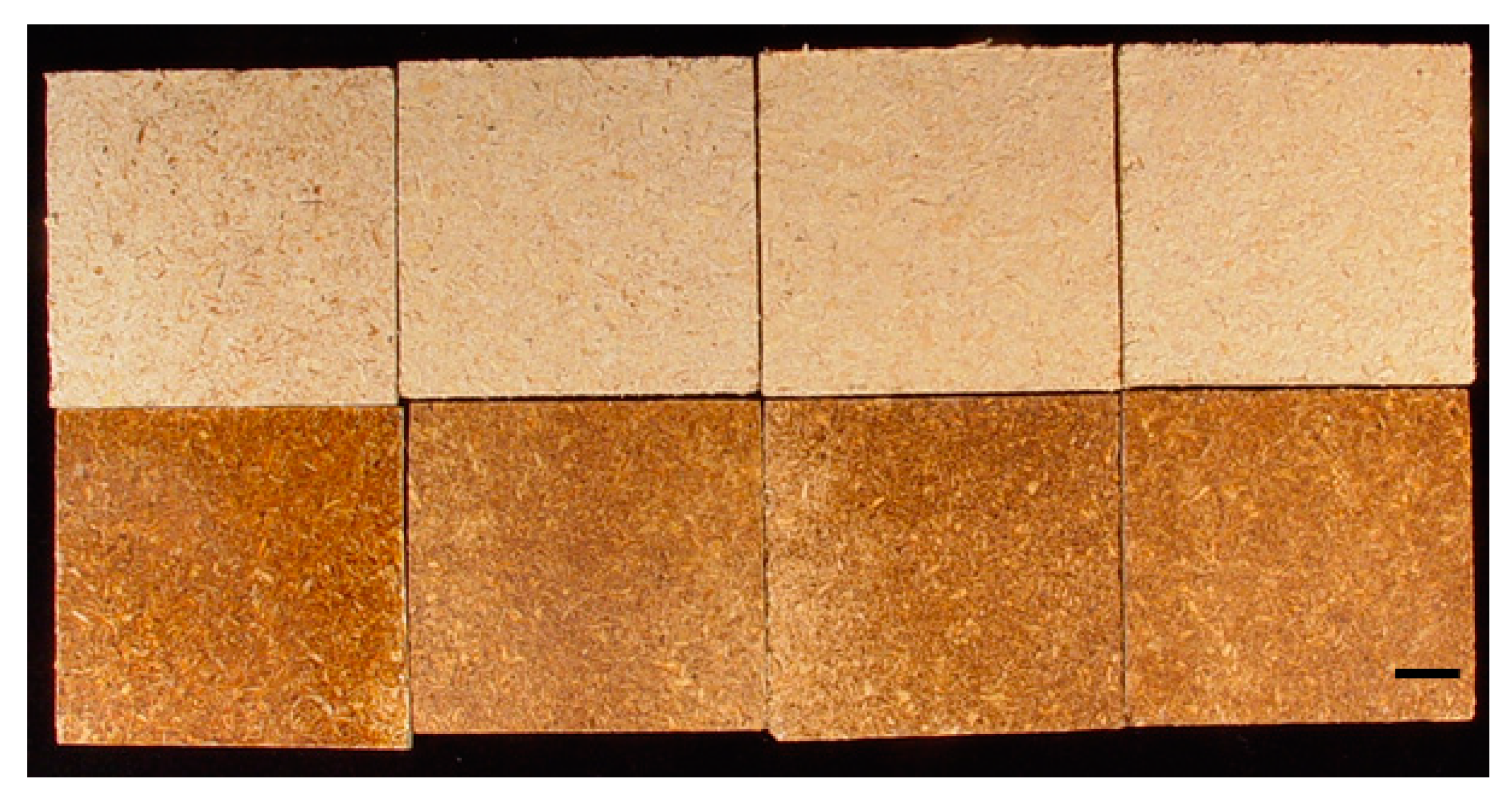
3.4. Spectra Properties Influenced by Thermal Cycling
3.5. FTIR Spectroscopic Analysis
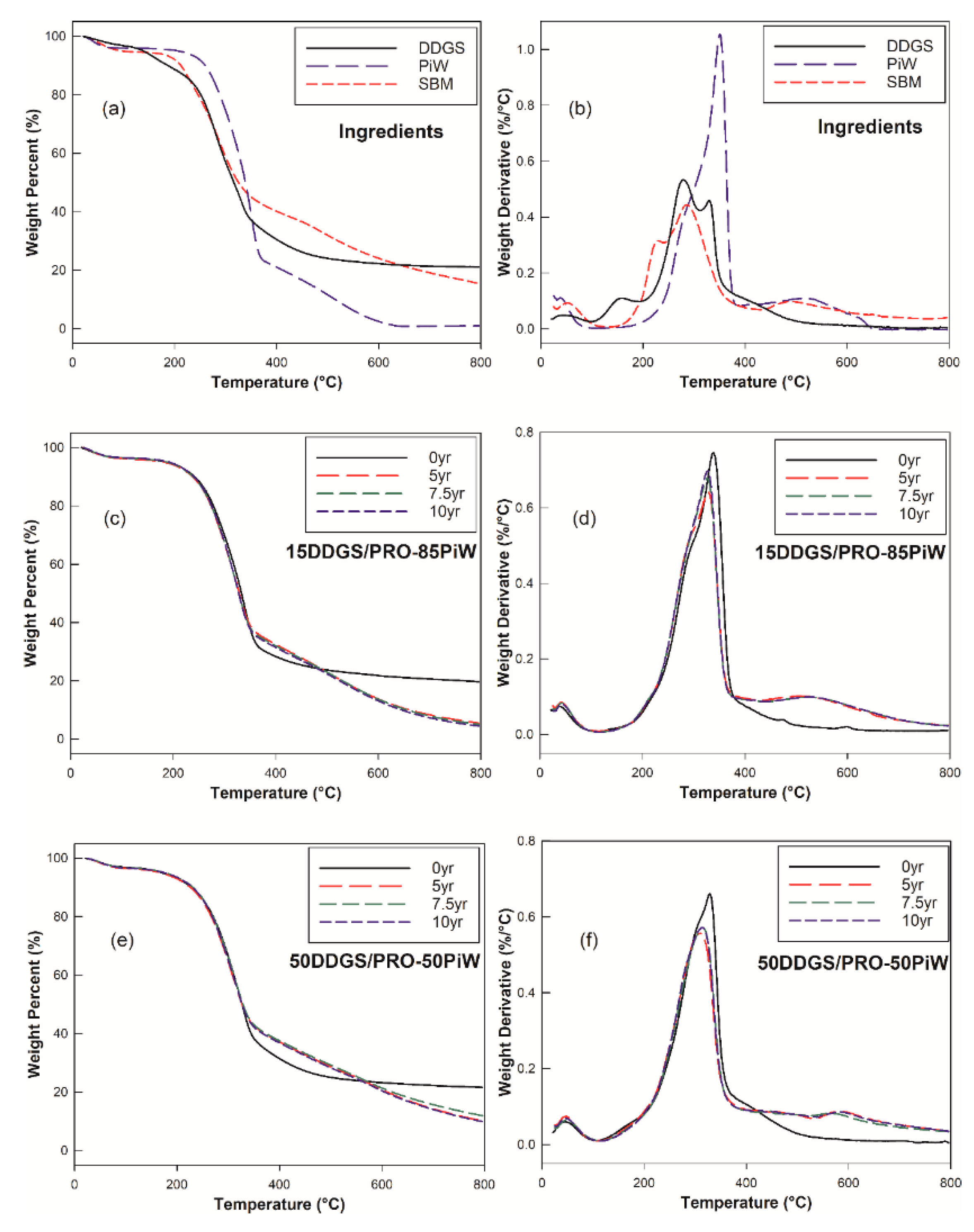
3.6. TGA Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Adhikari, B.B.; Appadu, P.; Kislitsin, V.; Chae, M.; Choi, P.; Bressler, D.C. Enhancing the adhesive strength of a plywood adhesive developed from hydrolyzed specified risk materials. Polymers 2016, 8, 285. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, M.; Chen, Y.; Zhou, Z.; Lu, B.; He, M.; Sun, S.; Ling, X. Improving water resistance of soy-protein wood adhesive by using hydrophilic additives. Bioresources 2015, 10, 41–54. [Google Scholar] [CrossRef] [Green Version]
- Battegazzore, D.; Alongi, J.; Duraccio, D.; Frache, A. All natural high-density fiber- and particleboards from hemp fibers or rice husk particles. J. Polym. Environ. 2018, 26, 1652–1660. [Google Scholar] [CrossRef]
- Tisserat, B.; Harry-O’kuru, R. Osage orange, honey locust, black locust seed meal adhesives employed to fabricate composite wood panels. Fibers 2019, 7, 91. [Google Scholar] [CrossRef] [Green Version]
- Tisserat, B.; Hwang, H.S.; Vaughn, S.F.; Berhow, M.A.; Peterson, S.C.; Joshee, N.; Vaidya, B.N.; Harry-O’Kuru, R. Fiberboard created using the natural adhesive properties of distillers dried grains with solubles. Bioresources 2018, 13, 2678–2701. [Google Scholar] [CrossRef] [Green Version]
- Saenghirunwattan, P.; Noomhorm, A.; Rungsardthrong, V. Mechanical properties of soy protein based “green” composites reinforced with surface modified cornhusk fiber. Ind. Crops Prod. 2014, 60, 144–150. [Google Scholar] [CrossRef]
- Bacigalupe, A.; Poliszuk, A.K.; Eisenberg, P.; Escoba, M.M. Rheological behavior and bonding performance of an alkaline soy protein suspension. Int. J. Adhes Ahdes 2015, 62, 1–6. [Google Scholar] [CrossRef]
- Frihart, C.R.; Birkeland, M. Soy Products for Wood Bonding. In Proceedings of the 59th International Convention of Society of Wood Science and Technology, Curitiba, Brazil, 6–10 March 2016; Volume 7. Available online: https://www.fs.usda.gov/treesearch/pubs/51014 (accessed on 7 April 2020).
- Deepmala, K.; Singh, V.; Chauhan, S.; Jain, N. Soy protein based green composite: A review. RRJOMS 2017, 5, 66–77. [Google Scholar] [CrossRef] [Green Version]
- Pradyawong, S.; Zi, G.; Li, N.; Sun, X.S.; Wang, D. Adhesion properties of soy protein adhesives enhanced by biomass lignin. Int. J. Adhes Adhes 2017, 75, 66–73. [Google Scholar] [CrossRef] [Green Version]
- Distillers-Dried-Grains-with-Solubles. Available online: https://www.alibaba.com/showroom/distillers-dried-grains-with-solubles.html (accessed on 7 April 2020).
- Soybean-Meal-Prices. Available online: https://www.alibaba.com/showroom/soybean-meal-prices.html (accessed on 7 April 2020).
- Statista. Production of Soybean Meal Worldwide for 2013/14 to 2017/18, by Country (in Million Metric Tons). The Statistics Portal. Available online: https://www.statista.com/statistics/612537/soybean-meal-production-worldwide-by-country/ (accessed on 2 November 2019).
- Schafer, S. Equal Corn and Soybean Acres Predicted in 2018. Available online: https://www.agweb.com/article/equal-corn-and-soybean-acres-predicted-in-2018-naa-sara-schafer/ (accessed on 12 November 2019).
- Wisner, R. Estimated U.S. Dried Distillers’ Grains with Solubles (DDGS) Production & Use. AgMRC. Available online: https://www.extension.iastate.edu/agdm/crops/outlook/dgsbalancesheet.pdf (accessed on 12 November 2019).
- Mahat, K.B.; Alarifi, I.; Alharbi, A.; Asmatulu, R. Effects of UV light on mechanical properties of carbon fiber reinforced PPS thermoplastic composites. Macromol. Symp. 2016, 365, 157–168. [Google Scholar] [CrossRef]
- Fernández-Golfín Seco, J.I.; Díez Barra, M.R. Long-term deformation of MDF panels under alternating humidity conditions. Wood Sci. Technol. 1998, 32, 33–41. [Google Scholar] [CrossRef]
- Karlsson, O.A.; McNatt, J.D.; Verrill, S.P. Vacuum-Pressure Soak Plus Oven Dry as an Accelerated-Aging Test for Wood-Based Panel Products. For. J. 1996, 46, 84–88. Available online: https://www.fpl.fs.fed.us/documnts/pdf1996/karls96a.pdf (accessed on 12 November 2019).
- Tribulová, T.; Kačík, F.; Evtuguin, D.; Čabalová, I. Assessment of Chromophores in Chemically Treated and Aged Wood by UV-VIS Diffuse Reflectance Spectroscopy. Cellulose Chem. Technol. 2016, 50, 659–667. Available online: http://www.cellulosechemtechnol.ro/pdf/CCT5-6(2016)/p.659-667.pdf (accessed on 7 April 2020).
- George, M.F.; Cutter, B.C.; Chin, P.P.S. Freezing of Water in Hardboard: Absence of Changes in Mechanical Properties. Wood Fib. Sci 1992, 24, 252–259. Available online: https://wfs.swst.org/index.php/wfs/article/view/102 (accessed on 7 April 2020).
- Hann, R.A.; Black, J.M.; Blomquist, R.F. How Durable is Particleboard? Part II. The Effect of Temperature and Humidity. For. Prod. J. 1963, 13, 169–174. Available online: https://www.fpl.fs.fed.us/documnts/pdf1963/hann63a.pdf (accessed on 3 April 2020).
- Bowles, K.J.; Madhukar, M.; Papadopoulos, D.S.; Inghram, L.; McCorkle, L. The effects of fiber surface modification and thermal again of composites toughness and its measurement. J. Comp. Mat. 1997, 31, 552–579. [Google Scholar] [CrossRef]
- Barjasteh, E.; Bosze, E.J.; Tsa, Y.I.; Nutt, S.R. Thermal aging of fiberglass/carbon-fiber hybrid composites. Compos. Part. A 2009, 40, 2038–2045. [Google Scholar] [CrossRef]
- Lv, X.; Wang, R.; Liu, W.; Jiang, L. Surface and interface properties of carbon fiber composites under cyclical aging. Appl. Surf. Sci. 2011, 257, 10459–10646. [Google Scholar] [CrossRef]
- Odegard, G.M.; Bandypadhyay, A. Physical aging of epoxy polymers and their composites. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1695–1716. [Google Scholar] [CrossRef]
- Ahmed, K.; Nizami, S.S.; Raza, N.A.; Mahmood, K. Mechanical, swelling, and thermal aging properties of marble sludge-natural rubber composites. Int. J. Ind. Chem. 2012, 3, 12. [Google Scholar] [CrossRef] [Green Version]
- Isamil, H.; Muniandy, K.; Othman, N. Fatigue Life, Morphological Studies, and Thermal Aging of Rattan Power-Filled Natural Rubber Composites as a Function of Filler Loading and a Silane Coupling Agent. Bioresources 2012, 7, 841–858. Available online: https://ojs.cnr.ncsu.edu/index.php/BioRes/article/view/BioRes_07_1_0841_Ismail_MO_Fatigue_Morpholog_Thermal_Aging_Rattan_Composite/1352 (accessed on 3 April 2020).
- Patel, J.S.; Gao, E.; Boddu, V.M.; Stephenson, L.D.; Kumar, A. Accelerated long-term assessment of thermal and chemical stability of bio-based phase change materials. Build. Phys. 2016, 40, 1–12. [Google Scholar] [CrossRef]
- Gao, E.; Zhang, B.; Stephenson, L.D.; Boddu, B.; Trovillion, J. Prediction of Phase Change Material (PCM) Degradation. In Proceedings of the Thermal Performance of the Exterior Envelopes of Whole Buildings XII, Clearwater, FL, USA, 1–5 December 2013; Available online: https://web.ornl.gov/sci/buildings/conf-archive/2013%20B12%20papers/115-Gao.pdf (accessed on 7 April 2020).
- Climate-zone. Peoria. Available online: https://climate-zone.com/climate/united-states/illinois/peoria/ (accessed on 3 April 2020).
- European Committee for Standardization. Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength; EN 310: 1993; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar] [CrossRef]
- European Committee for Standardization. Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water; EN 317 1993; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar] [CrossRef]
- International Organization for Standardizations. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method-Terms, Definitions and Surface Texture Parameters; ISO 4287:1997; International Organization for Standardizations: Genève, Switzerland, 1997. [Google Scholar] [CrossRef]
- Woodworkingnetwork.com. Temperature Change and Its Effect on Wood. Available online: https://www.woodworkingnetwork.com/magazine/fdmc-magazine/temperature-change-and-its-effect-wood (accessed on 3 April 2020).
- Gillespie, R.H. Accelerated Aging of Wood-Based Panel Products: A Review and Commentary. USDA-FS-SFES, Gen. Techn. Rept. SO-53. 1984. Available online: https://www.fpl.fs.fed.us/documnts/pdf1984/gille84a.pdf (accessed on 3 April 2020).
- European Committee for Standardization. Fibreboards—Specifications—Part. 2: Requirements for Hardboards; EN 622-2:1997; European Committee for Standardization: Brussels, Belgium, 1997. [Google Scholar]
- European Committee for Standardization. Particleboard—Specifications. Particleboard—Specifications; EN 312:2003; European Committee for Standardization: Brussels, Belgium, 2003. [Google Scholar]
- European Committee for Standardization. Fibreboards—Specifications—Part. 5: Requirements for Dry Process. Boards (MDF); EN 622-5:2006; European Committee for Standardization: Brussels, Belgium, 2006. [Google Scholar]
- Rolleri, A.; Roffael, E. Influence of the surface roughness of particleboards and their performance towards coating. Maderas Cienc. Technol. 2010, 12, 143–148. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Benthien, J.T.; Thoemen, H. Effects of formulation variables on surface properties of wood plastic composite. Compos. Part B 2012, 43, 325–331. [Google Scholar] [CrossRef]
- Saad, S.; Kobori, H.; Kojima, Y.; Suzuki, S. Effect of accelerated aging treatment on a surface property and dynamic mechanical properties of commercial wood-based panels. J. Wood Sci. 2017, 63, 496–505. [Google Scholar] [CrossRef]
- Sahin, H.T.; Arslan, M.B. Weathering performance of particleboards manufactured from blends of forest residues with red pine (Pinus brutia) wood. Maderas Cienc. Technol. 2011, 13, 337–346. [Google Scholar] [CrossRef]
- Wbpionline.com. Price, Performance and Aesthetic Appeal, Wood Based Panel International. Available online: http://www.wbpionline.com/features/price-performance-and-aesthetic-appeal/ (accessed on 3 April 2020).
- J. Gibson McIlvain Co. Wood Color Changes Explained. Available online: https://www.mcilvain.com/wood-color-changes-explained/ (accessed on 3 April 2020).
- Woodmagazine.com. Color Changing Wood. Available online: https://www.woodmagazine.com/woodworking-tips/techniques/finishing/color-changing (accessed on 7 April 2020).
- Sandoval-Torres, S.; Jomaa, W.; Marc, F.; Puiggali, J.-R. Causes of color changes in wood during drying. For. Stud. China 2010, 12, 167–175. [Google Scholar] [CrossRef]
- Chen, Y.; Fan, Y.; Gao, J.; Stark, N.M. The effect of heat treatment on the chemical and color change of black locust (Robinia pseudoacacia) wood flour. Bioresources 2012, 7, 1157–1170. Available online: https://ojs.cnr.ncsu.edu/index.php/BioRes/article/view/BioRes_07_1_1157_Chen_FGS_Heat_Treat_Chem_Color_Wood (accessed on 3 April 2020). [CrossRef]
- Nguyen, T.; Nguyen, T.; Ji, X.; Guo, M. Predicting color change in wood during heat treatment using an artificial neutral network model. Bioresources 2018, 13, 6250–6264. Available online: https://ojs.cnr.ncsu.edu/index.php/BioRes/article/view/BioRes_13_3_6250_Nguyen_Color_Change_Wood_Heat (accessed on 3 April 2020).
- Ghahri, S.; Mohebby, B.; Pizzi, A.; Mirshokraie, A.; Mansouri, H.R. Improving water resistance of soy-based adhesive by vegetable tannin. J. Polym. Environ. 2018, 26, 1881–1890. [Google Scholar] [CrossRef]
- Yuan, C.; Chen, M.; Luo, J.; Li, X.; Gao, Q.; Li, J. A novel water-based process produces eco-friendly bio-adhesive made from green cross-linked soybean soluble polysaccharide and soy protein. Carbohydr. Polym. 2017, 169, 417–425. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, M.; Chen, M.; Luo, J.; Li, X.; Gao, Q.; Li, J. Preparation and characterization of a soy protein-based high-performance adhesive with a hyperbranched cross-linked structure. Chem. Eng. J. 2018, 354, 1032–1041. [Google Scholar] [CrossRef]
- Gao, Z.; Zhang, Y.; Fang, B.; Zhang, L.; Shi, J. The effects of thermal-acid treatment and crosslinking on the water resistance of soybean protein. Ind. Crop Prod. 2015, 74, 122–133. [Google Scholar] [CrossRef]
- Chen, N.; Zheng, P.; Zeng, Q.; Lin, Q.; Rao, J. Characterization and Performance of Soy-Based Adhesives Cured with Epoxy Resin. Polymers 2017, 9, 514. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cycles/yr. | Minimum | Maximum | Minimum | Maximum | |
|---|---|---|---|---|---|
| Season | Temperature | Temperature | RH | RH | |
| (°C) | (°C) | (%) | (%) | ||
| Winter | 68 | −25.6 | 23.3 | 35.6 | 76.4 |
| Spring | 68 | −21.1 | 34.4 | 38.9 | 77.6 |
| Summer | 68 | 8.9 | 40 | 38.7 | 67.2 |
| Fall | 68 | −12.2 | 37.8 | 37.3 | 73.2 |
| Description | Density * | MOR ** | MOE ** | Thickness Swelling (TS) ** |
|---|---|---|---|---|
| (Panel Type, Thickness) | (Kg·m−3) | (MPa) | (MPa) | (mm) |
| PB, 3–6 mm | 160–800 | 13–20 | 1800–2550 | 14–23 |
| MDF, ≥2.5–6 mm | 450–800 | 23–34 | 2700–3000 | 18–35 |
| HB, ≥3.5–5.5 mm | 600–1450 | 30–44 | 2500–4500 | 10–35 |
| 15DDGS/PRO-PW, 0–10 yr | 1021–840 | 19–6 | 3102–689 | 114–59 |
| 50DDGS/PRO-PW, 0–10 yr | 1271–1234 | 47–22 | 6449–1961 | 42–26 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tisserat, B.; Montesdeoca, N.; Boddu, V.M. Accelerated Thermal Aging of Bio-Based Composite Wood Panels. Fibers 2020, 8, 32. https://doi.org/10.3390/fib8050032
Tisserat B, Montesdeoca N, Boddu VM. Accelerated Thermal Aging of Bio-Based Composite Wood Panels. Fibers. 2020; 8(5):32. https://doi.org/10.3390/fib8050032
Chicago/Turabian StyleTisserat, Brent, Nicholas Montesdeoca, and Veera M. Boddu. 2020. "Accelerated Thermal Aging of Bio-Based Composite Wood Panels" Fibers 8, no. 5: 32. https://doi.org/10.3390/fib8050032
APA StyleTisserat, B., Montesdeoca, N., & Boddu, V. M. (2020). Accelerated Thermal Aging of Bio-Based Composite Wood Panels. Fibers, 8(5), 32. https://doi.org/10.3390/fib8050032