Influence of Milled Glass Fiber Fillers on Mode I & Mode II Interlaminar Fracture Toughness of Epoxy Resin for Fabrication of Glass/Epoxy Composites



Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Fabrication
2.2. Experimental
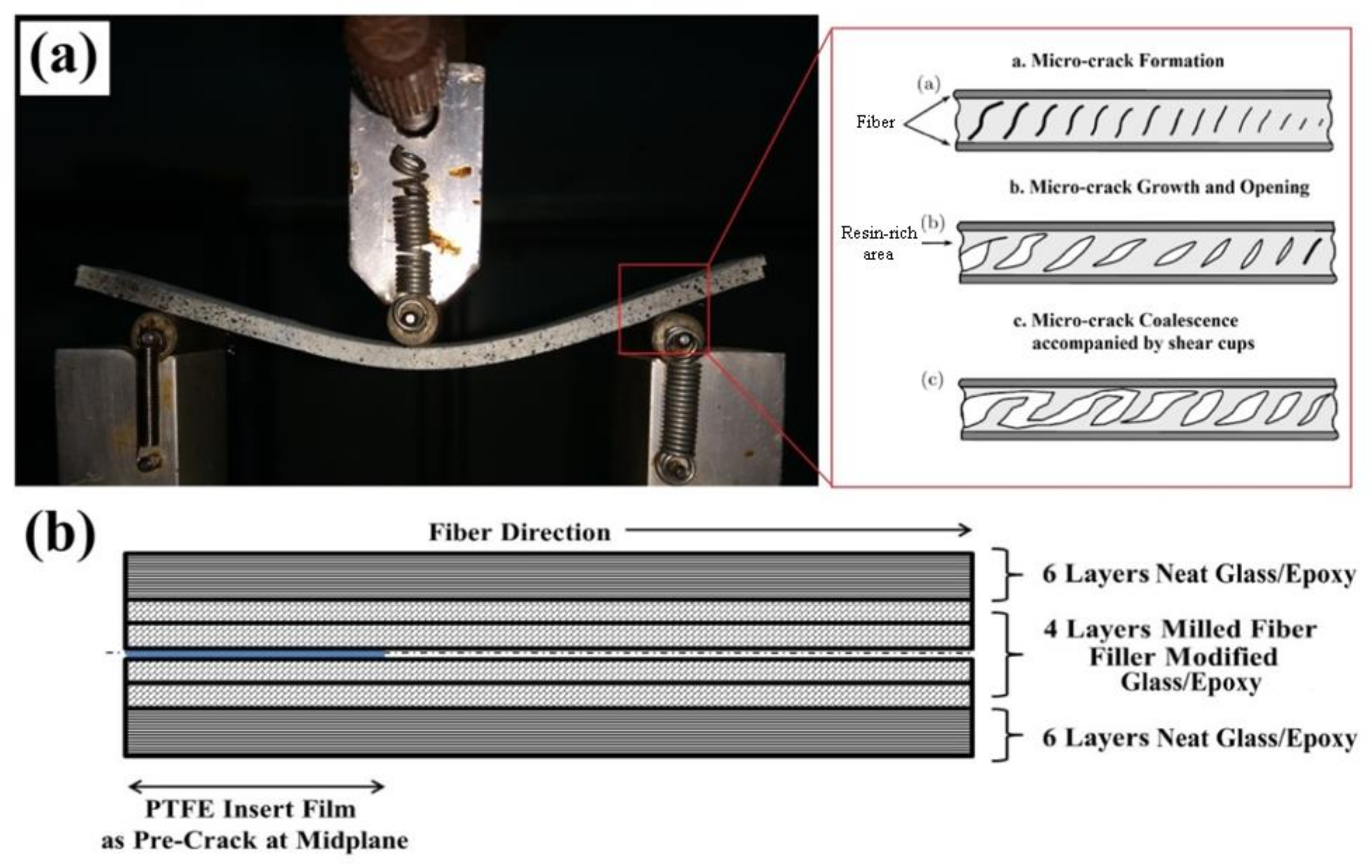
2.2.1. End Notch Flexural Test
2.2.2. Mode I Testing Procedure
2.2.3. Three-Point Flexural Testing
2.2.4. Fourier Transform Infrared Spectroscopy (FTIR)
2.2.5. Scanning Electron Microscopy (SEM) Morphological Study
3. Results and Discussion
3.1. Epoxy Resin With and Without Milled Glass Fibers
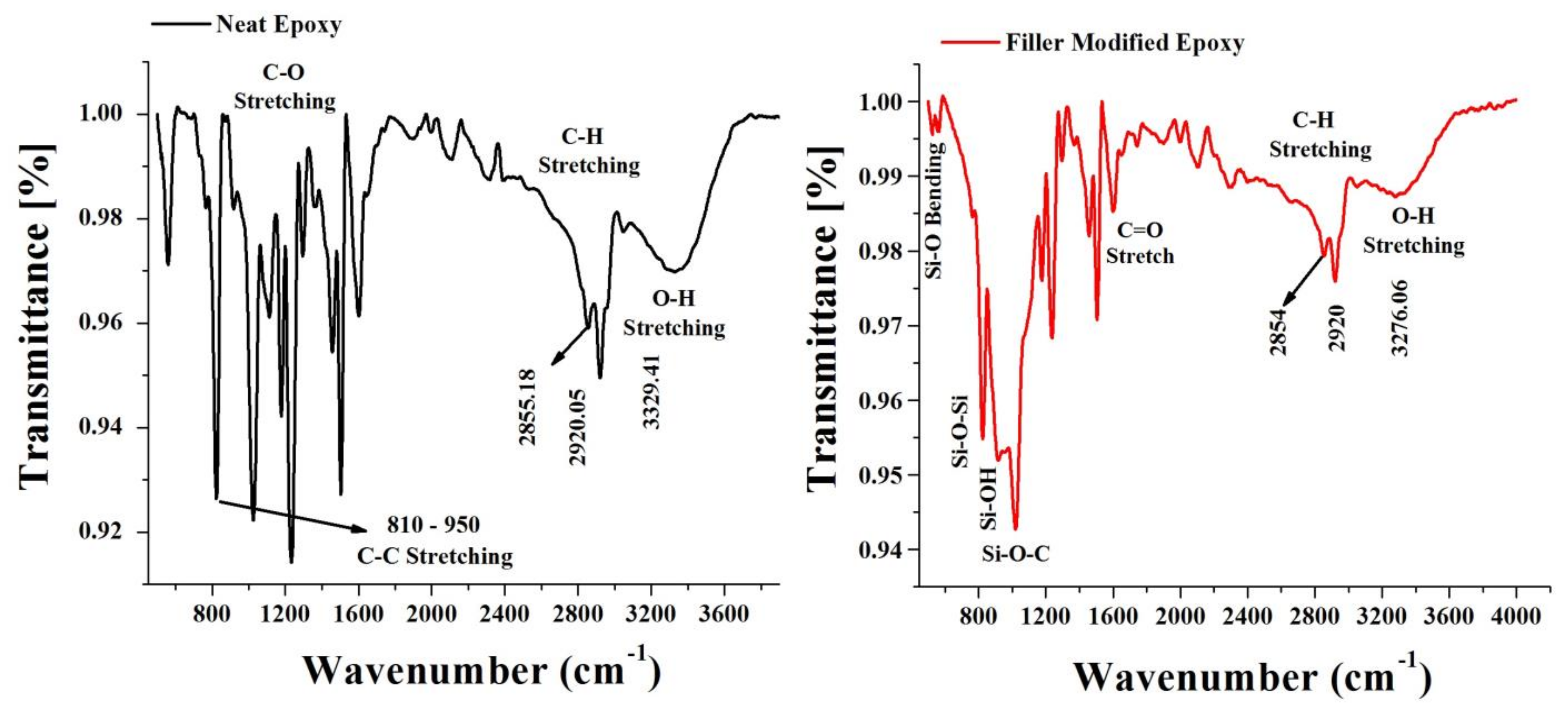
3.1.1. FTIR Characterization
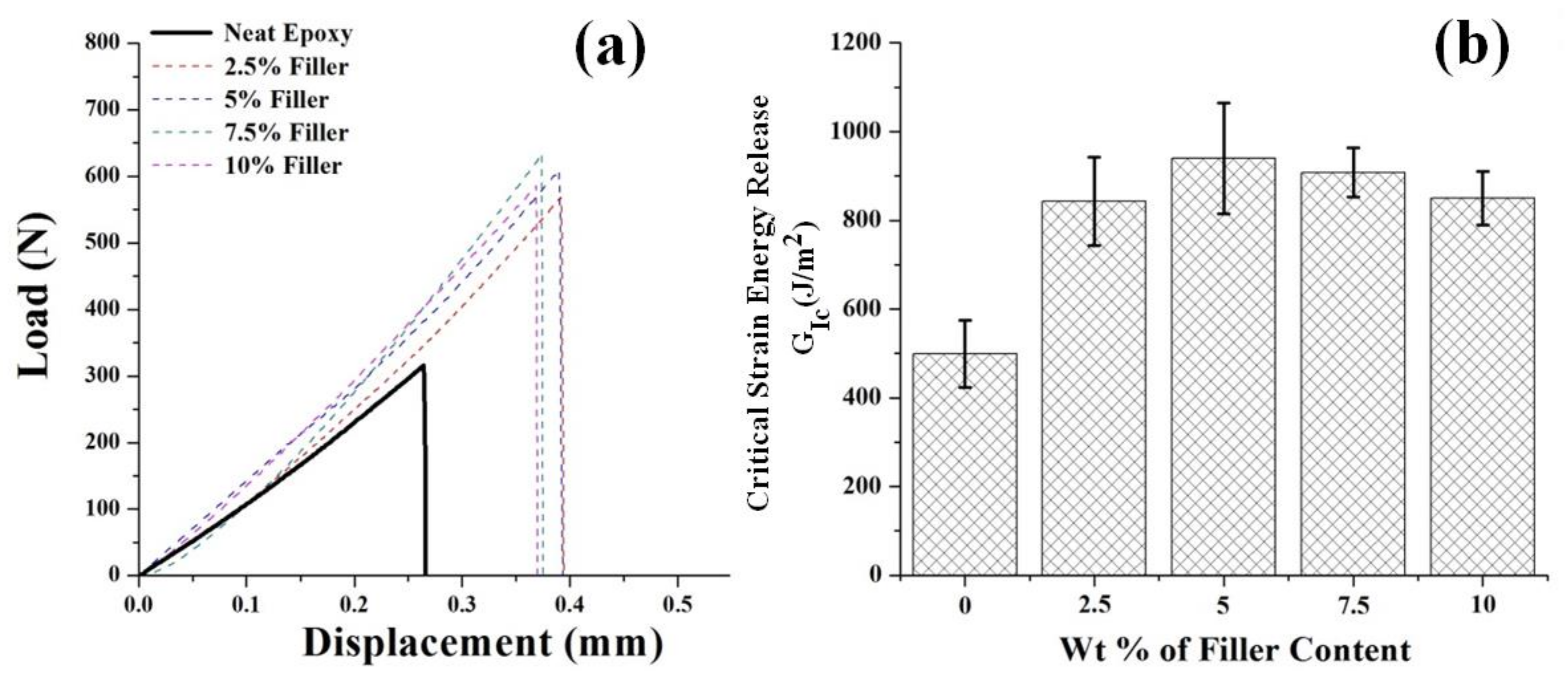
3.1.2. GIC Fracture Toughness
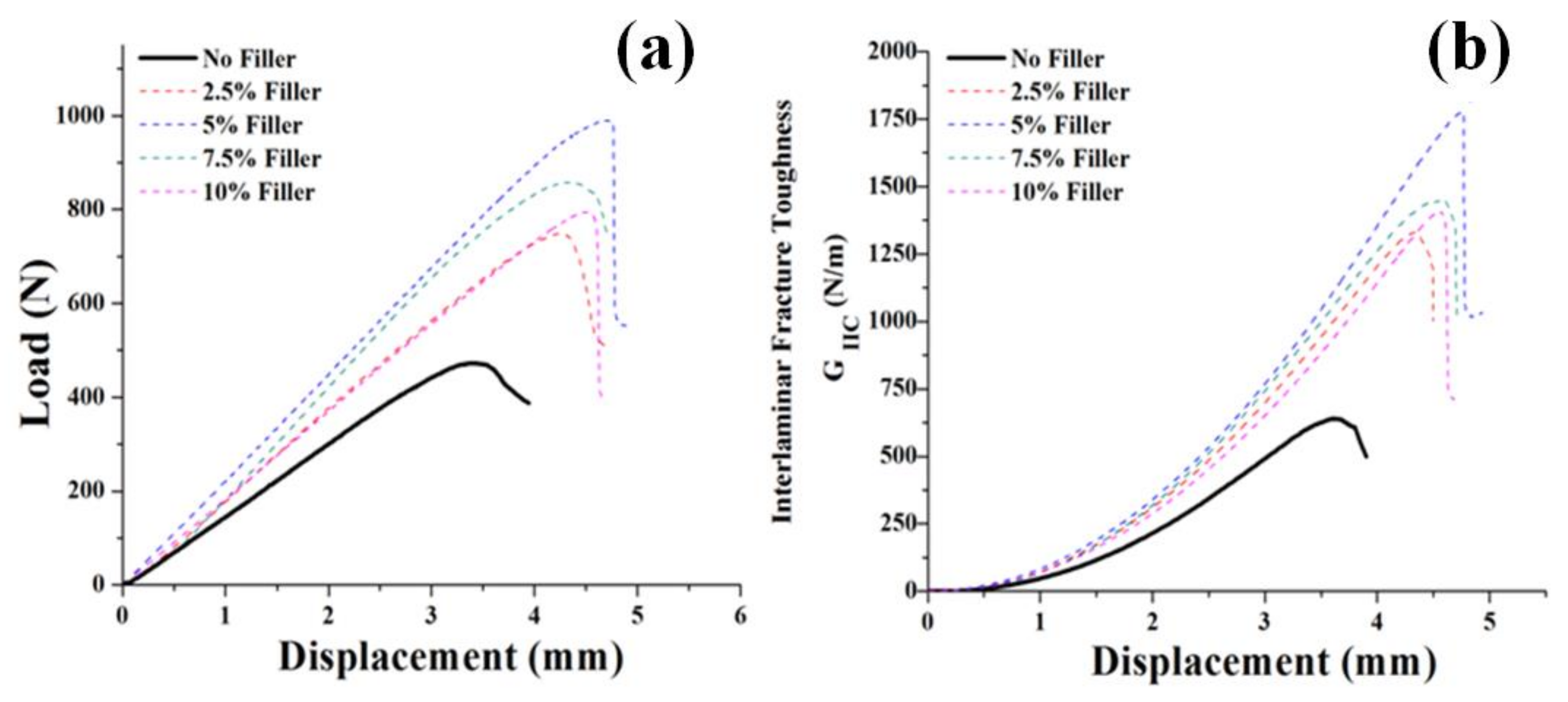
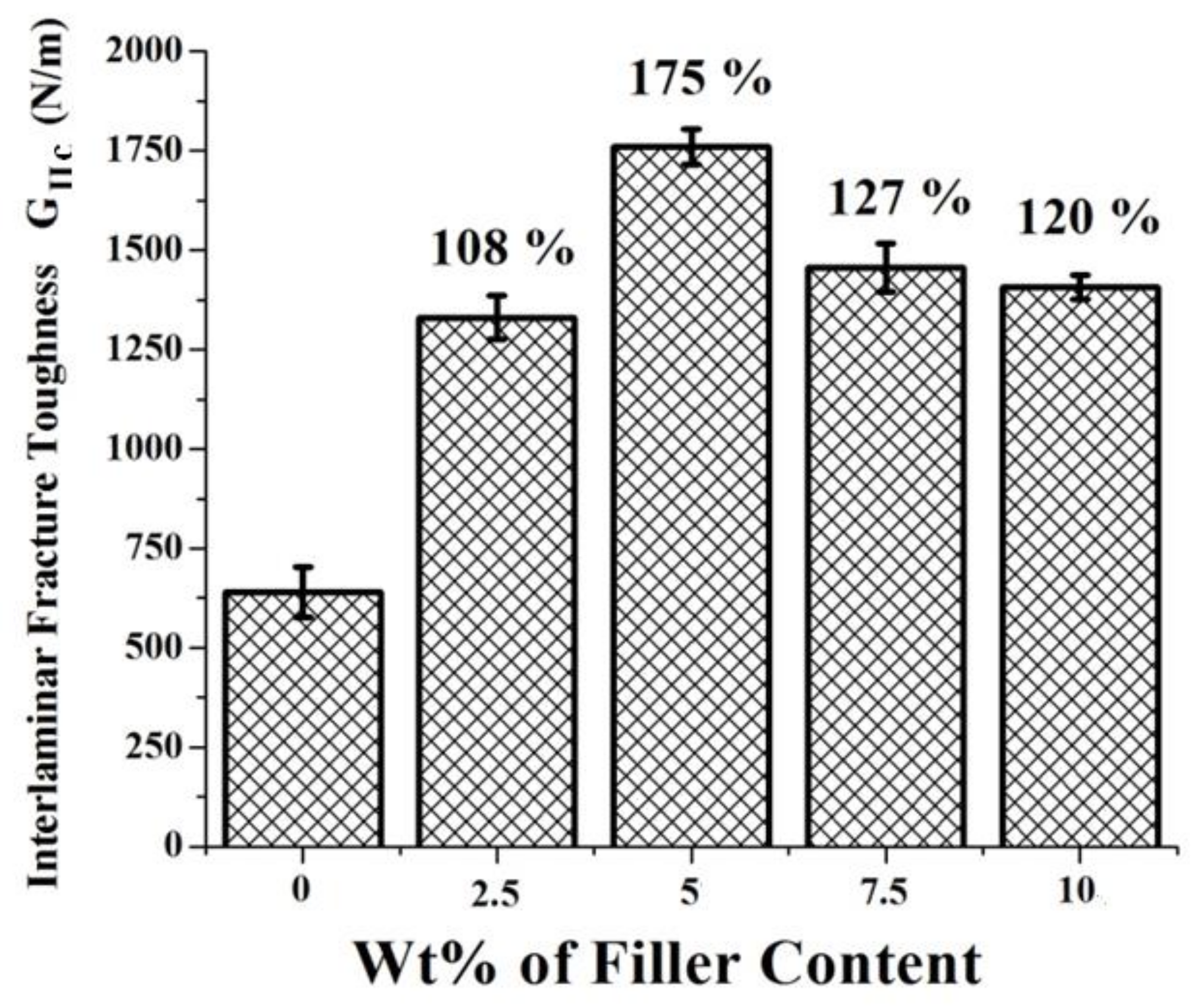
3.1.3. Mode II Fracture Toughness
3.2. Glass/Epoxy Laminates with and without Milled Glass Fibers
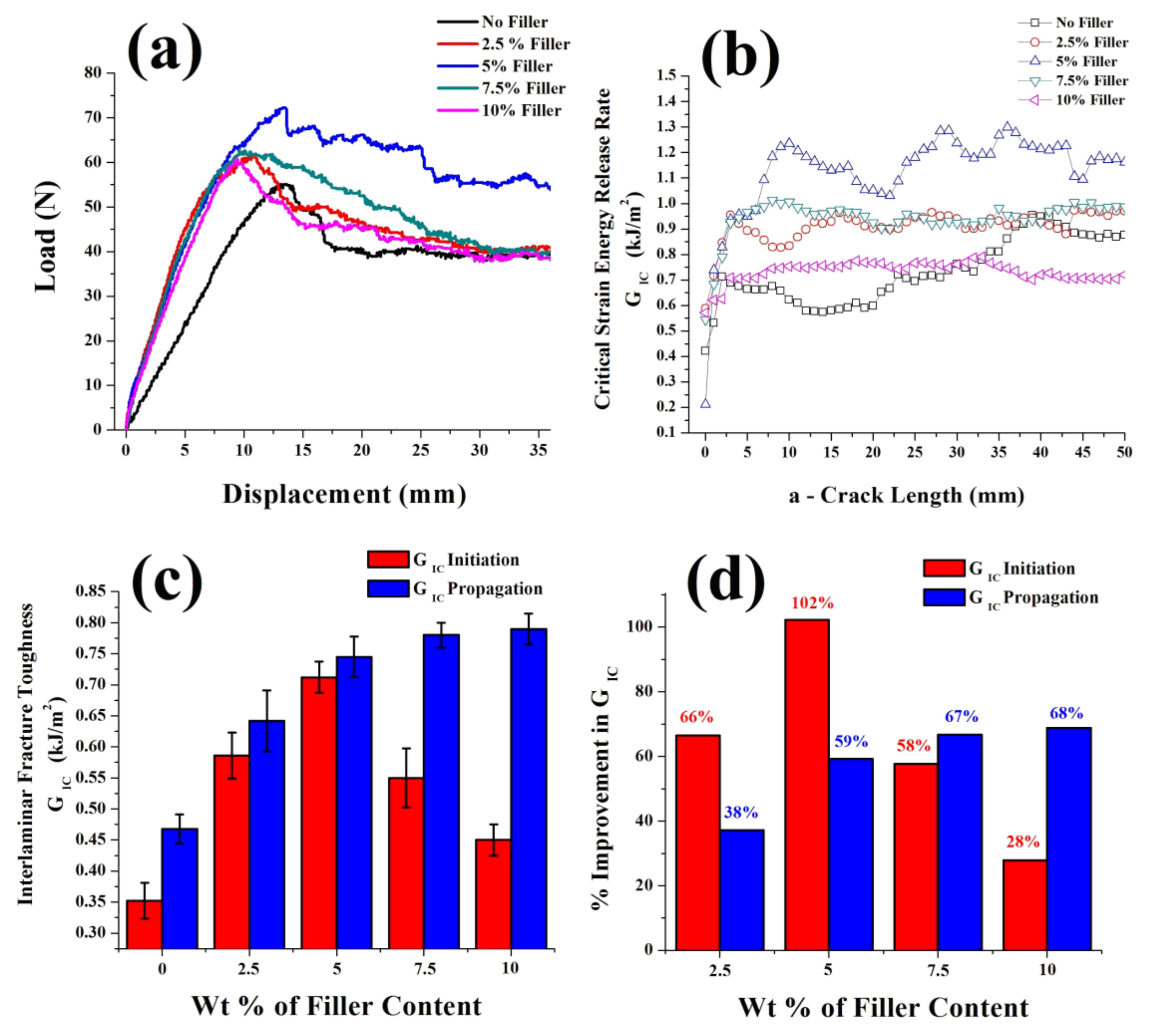
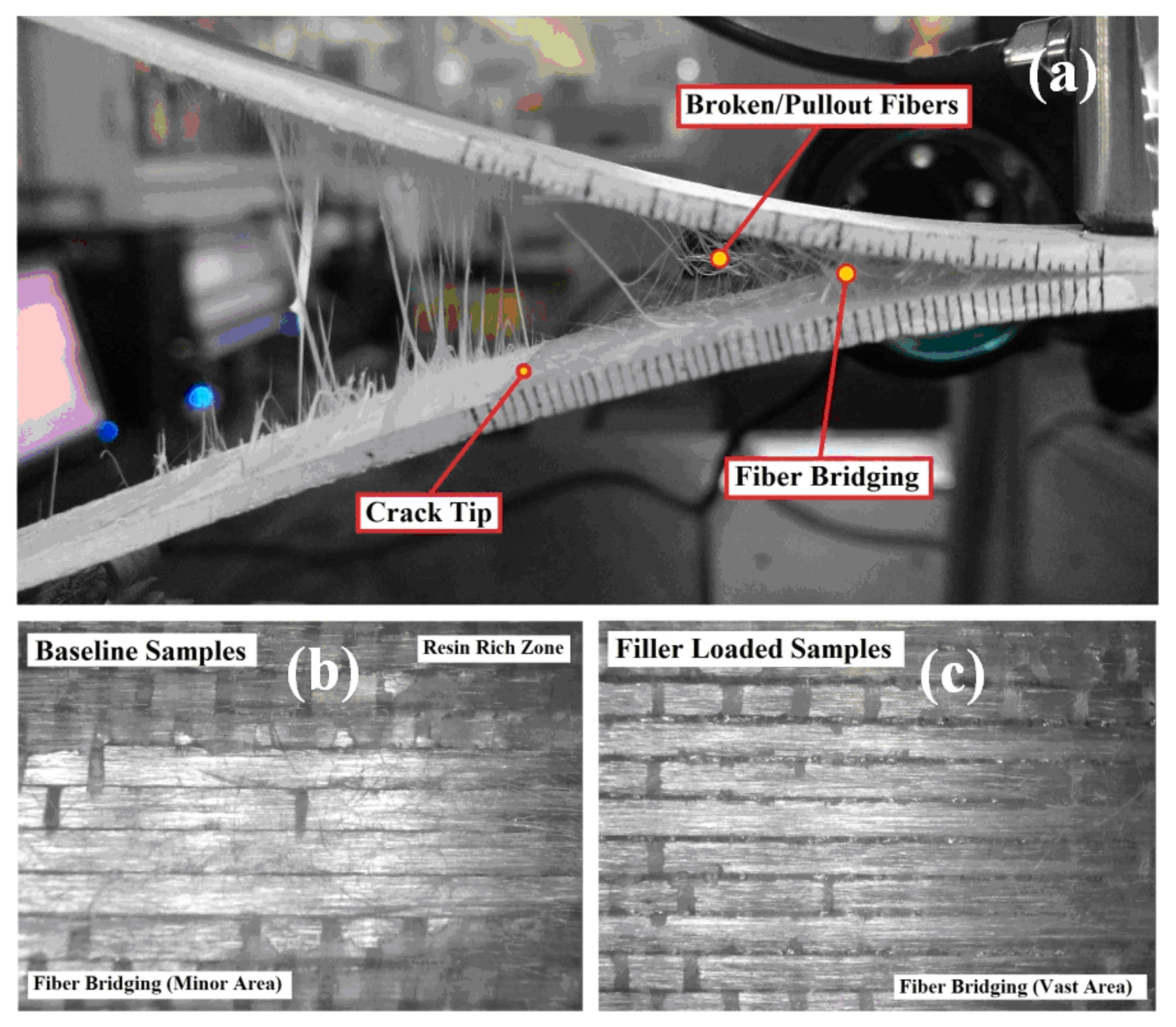
3.2.1. Mode I Double Cantilever Beam (DCB) Tests
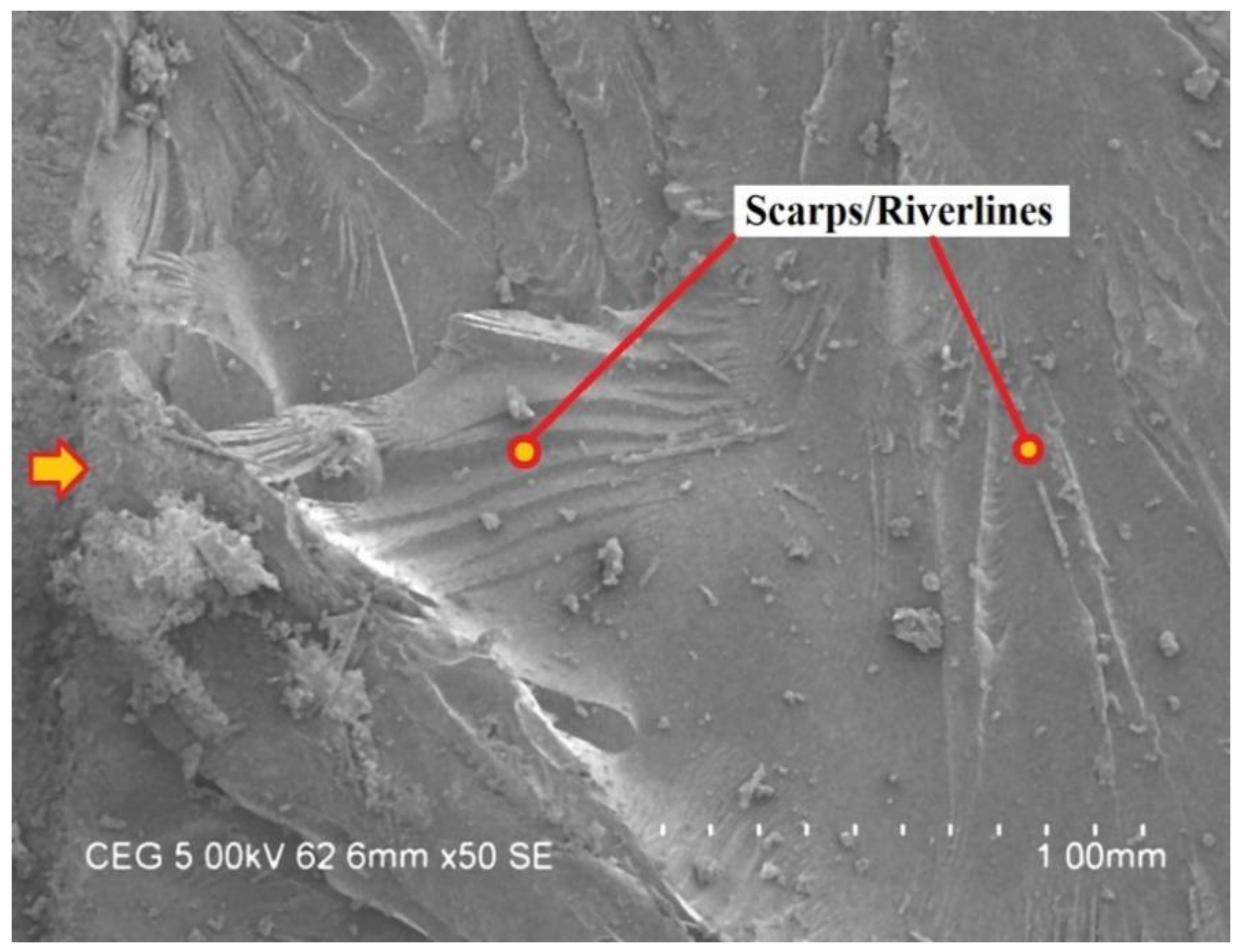
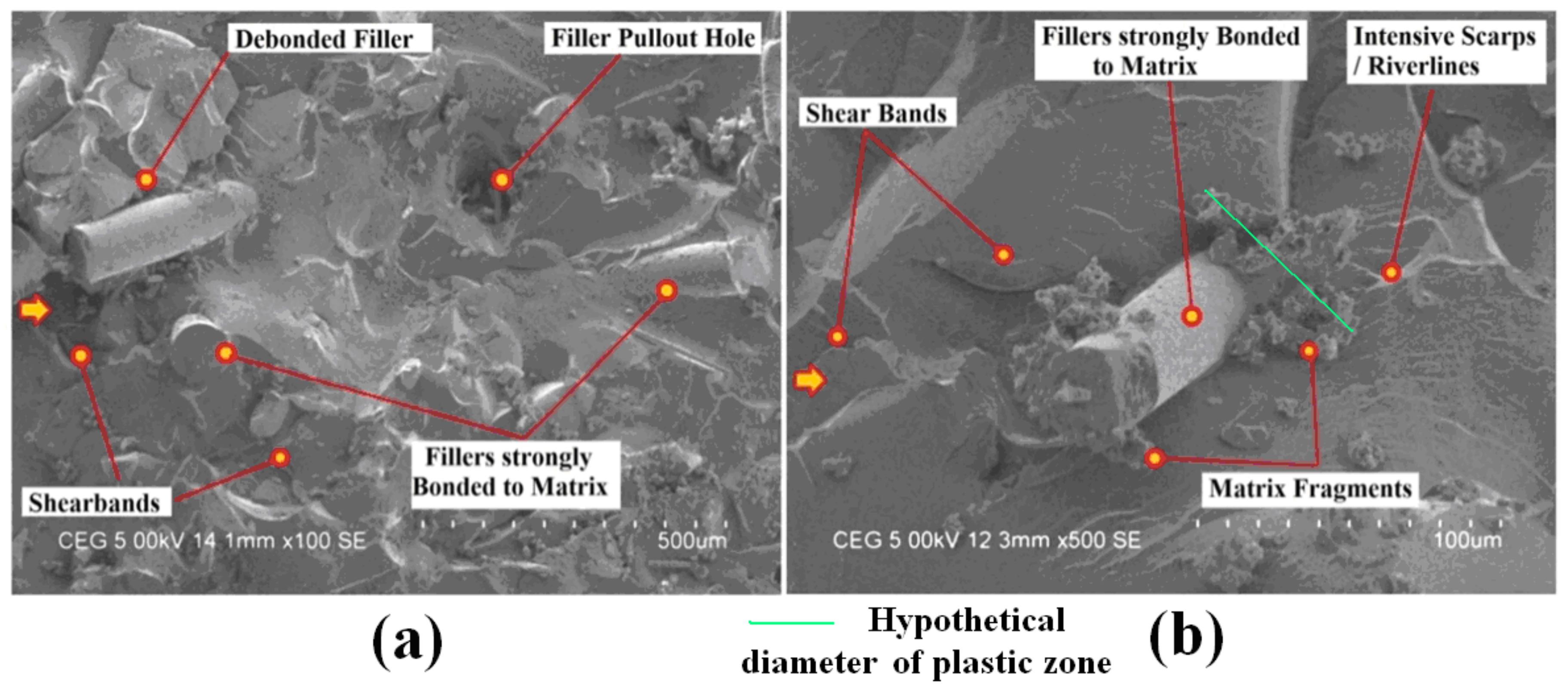
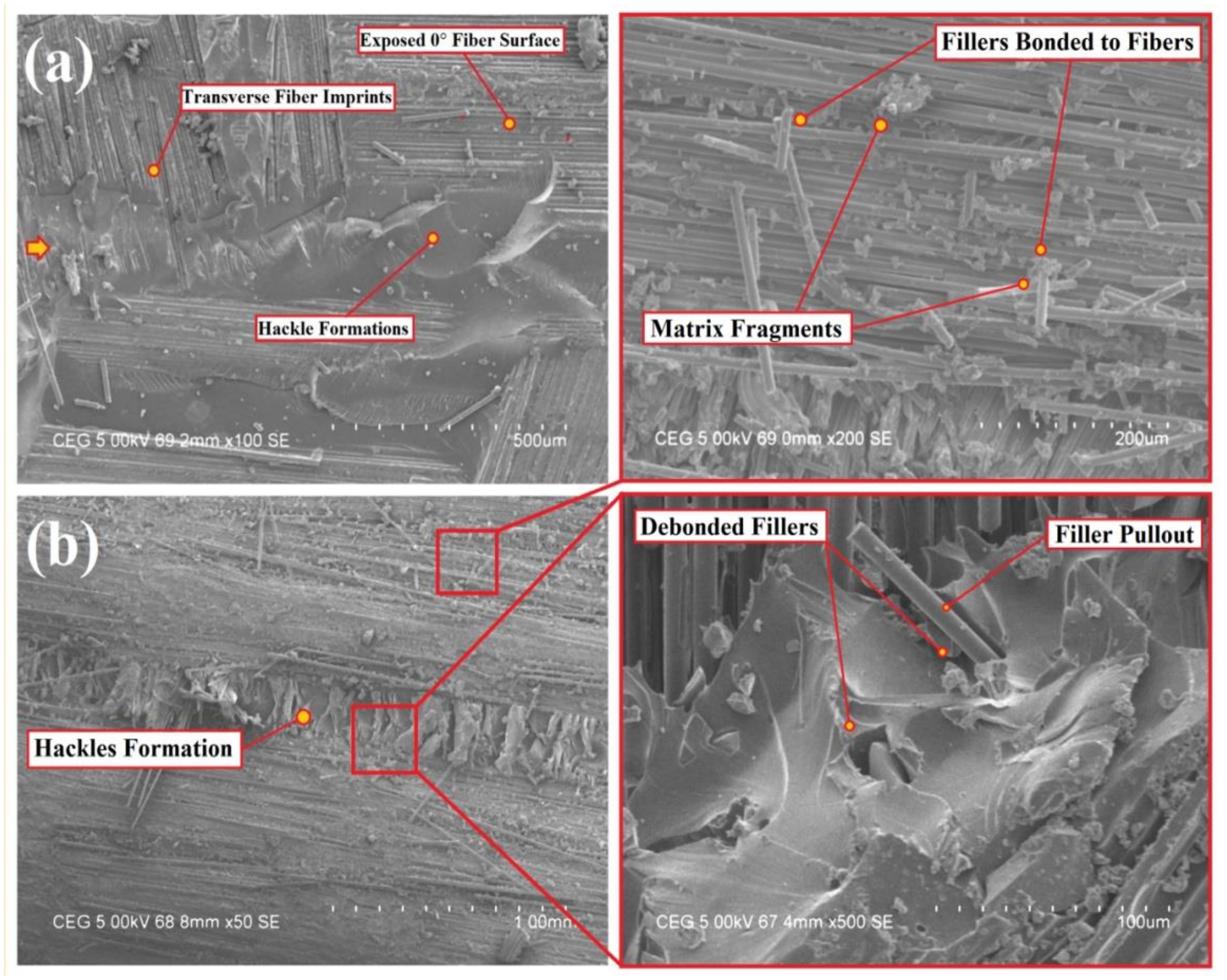
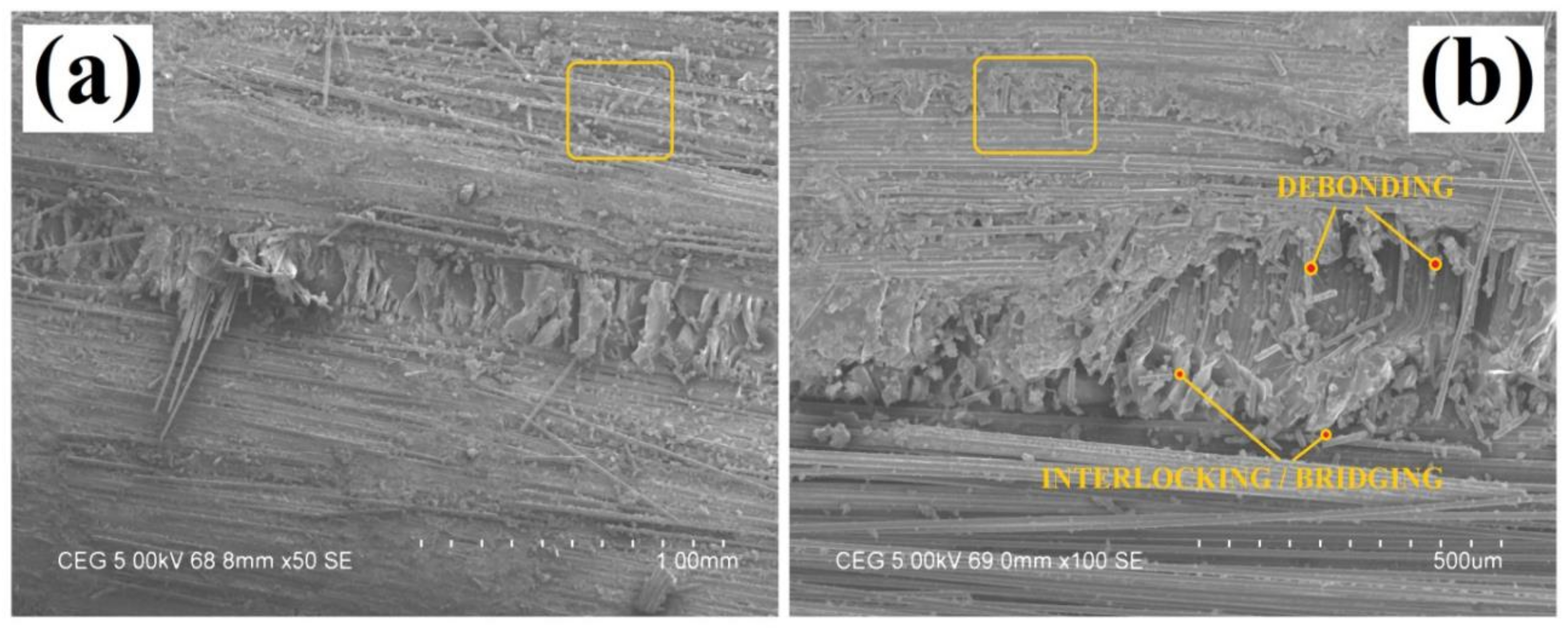
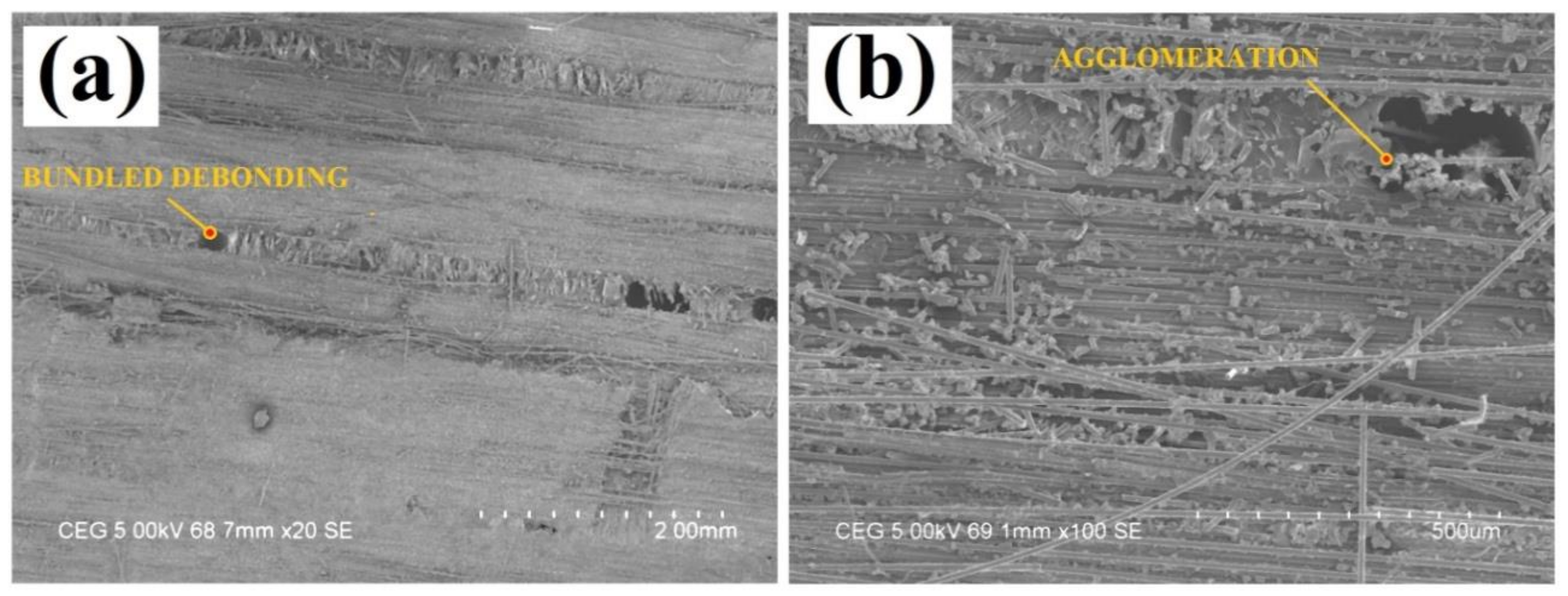
3.2.2. Morphological Observation of the Effect of Filler into Glass/Epoxy Composite
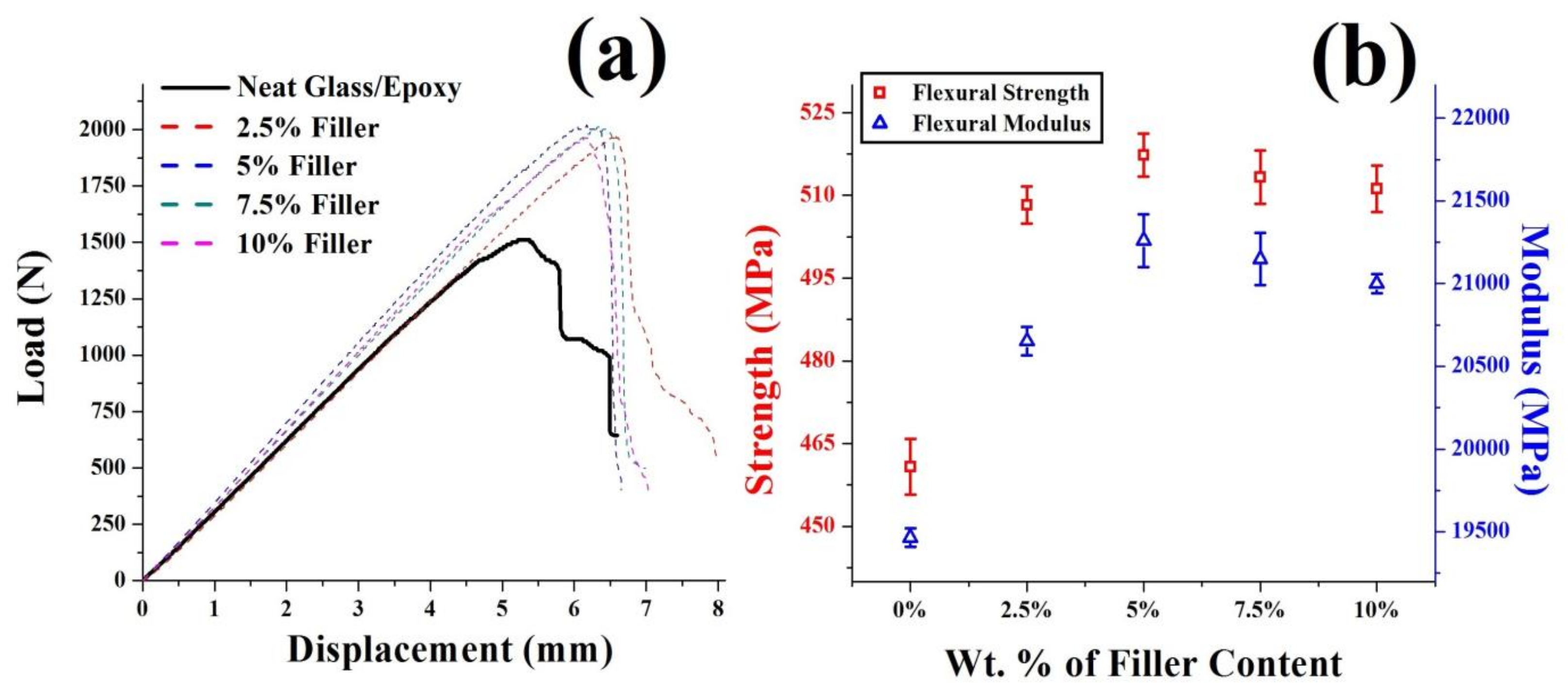
3.2.3. Flexural Tests Results
4. Conclusions
- The addition of 5 wt.% milled glass fibers have improved the mode I (GIC) and mode II fracture toughness (GIIC) significantly by 102% and 175%, respectively. This observation is attributed to the good filler/matrix interfacial strength and high energy dissipation mechanism through crack deflection, filler/matrix debonding and interlocking.
- The inclusion of milled glass fibers in the interlaminar domain has significantly improved the flexural strength which was attributed to enhanced load transfer at lower filler loading. In contrast, higher filler loading leads to local agglomeration of excess fillers in the inter/intralaminar resin channel and poor adhesion (insufficient resin), which result in reduction of strength and fracture toughness.
Author Contributions
Funding
Conflicts of Interest
References
- Wicks, S.S.; de Villoria, R.G.; Wardle, B.L. Interlaminar and intralaminar reinforcement of composite laminates with aligned carbon nanotubes. Compos. Sci. Technol. 2010, 70, 20–28. [Google Scholar] [CrossRef]
- Cantwell, W.J.; Morton, J. The impact resistance of composite-materials—A review. Composites 1991, 22, 347–362. [Google Scholar] [CrossRef]
- Lubineau, G.; Rahaman, A. A review of strategies for improving the degradation properties of laminated continuous fiber/epoxy composites with carbon-based nanoreinforcements. Carbon 2012, 50, 2377–2395. [Google Scholar] [CrossRef]
- Storck, S.; Malecki, H.; Shah, T.; Zupan, M. Improvements in interlaminar strength: A carbon nanotube approach. Compos. Part B Eng. 2011, 42, 1508–1516. [Google Scholar] [CrossRef]
- Mouritz, A. Review of z-pinned composite laminates. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2383–2397. [Google Scholar] [CrossRef]
- Mouritz, A.; Leong, K.; Herszberg, I. A review of the effect of stitching on the in-plane mechanical properties of fibre-reinforced polymer composites. Compos. Part A Appl. Sci. Manuf. 1997, 28, 979–991. [Google Scholar] [CrossRef]
- Solaimurugan, S.; Velmurugan, R. Influence of in-plane fiber orientation on the mode I inter-laminar fracture toughness of stitched glass/polyester composites. Compos. Sci. Technol. 2008, 68, 1742–1752. [Google Scholar] [CrossRef]
- Zhu, Y.; Bakis, C.B.; Adair, J.H. Effects of carbon nanofiller functionalization and distribution on interlaminar fracture toughness of multi-scale reinforced polymer composites. Carbon 2012, 50, 1316–1331. [Google Scholar] [CrossRef]
- Almuhammadi, K.; Alfano, M.; Yang, Y.; Lubineau, G. Analysis of interlaminar fracture toughness and damage mechanisms in composite laminates reinforced with sprayed multi-walled carbon nanotubes. Mater. Des. 2014, 53, 921–927. [Google Scholar] [CrossRef]
- Kawaguchi, T.; Pearson, R.A. The effect of particle-matrix adhesion on the mechanical behavior of glass filled epoxies. Part 2. A study on fracture toughness. Polymer 2003, 44, 4239–4347. [Google Scholar] [CrossRef]
- Singh, R.P.; Zhang, M.; Chan, D. Toughening of a brittle thermosetting polymer: Effects of reinforcement particle size and volume fraction. J. Mater. Sci. 2002, 37, 781–788. [Google Scholar] [CrossRef]
- Sun, L.; Gibson, R.F.; Gordaninejad, F.; Suhr, J. Energy absorption capability of nanocomposites: A review. Compos. Sci. Technol. 2009, 69, 2392–2409. [Google Scholar] [CrossRef]
- Li, C.Y.; Chou, T.W. Elastic moduli of multi-walled carbon nanotubes and the effect of van der Waals forces. Compos. Sci. Technol. 2003, 63, 1517–1524. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.-W. On the elastic properties of carbon nanotube-based composites: Modelling and characterization. J. Phys. D Appl. Phys. 2003, 36, 573–582. [Google Scholar] [CrossRef]
- Garcia, E.J.; Wardle, B.L.; Hart, A.J. Joining prepreg composite interfaces with aligned carbon nanotubes. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1065–1070. [Google Scholar] [CrossRef]
- Aldajah, S.; Haik, Y. Transverse strength enhancement of carbon fiber reinforced polymer composites by means of magnetically aligned carbon nanotubes. Mater. Des. 2012, 34, 379–383. [Google Scholar] [CrossRef]
- Davis, D.C.; Whelan, B.D. An experimental study of interlaminar shear fracture toughness of a nanotube reinforced composite. Compos. Part B Eng. 2011, 42, 105–116. [Google Scholar] [CrossRef]
- Matthews, F.L.; Rawlings, R.D. Composite Materials: Engineering and Science; Woodhead Publishing Limited: Cambridge, UK, 1999. [Google Scholar]
- Fan, Z.; Santare, M.H.; Advani, S.G. Interlaminar shear strength of glass fiber reinforced epoxy composites enhanced with multi-walled carbon nanotubes. Compos. Part A Appl. Sci. Manuf. 2008, 39, 540–554. [Google Scholar] [CrossRef]
- Seyhan, A.T.; Tanoğlu, M.; Schulte, K. Mode I and mode II fracture toughness of E-glass non-crimp fabric/carbon nanotube (CNT) modified polymer-based composites. Eng. Fract. Mech. 2008, 75, 5151–5162. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Y.; Pervin, F.; Lewis, L.; Jeelani, S. Fabrication and characterization of carbon/epoxy composites mixed with multi-walled carbon nanotubes. Mater. Sci. Eng. A 2008, 475, 157–165. [Google Scholar] [CrossRef]
- Athanasiou, C.E.; Zhang, H.; Ramirez, C.; Xi, J.; Baba, T.; Wang, X.; Zhang, W.; Padture, N.P.; Szlufarska, I.; Sheldon, B.W. High toughness carbon-nanotube-reinforced ceramics via ion-beam engineering of interfaces. Carbon 2020, 163, 169–177. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [Green Version]
- Pickering, S. Recycling technologies for thermoset composite materials—Current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Thomason, J.; Jenkins, P.; Yang, L. Glass Fibre Strength—A Review with Relation to Composite Recycling. Fibers 2016, 4, 18. [Google Scholar] [CrossRef]
- Liu, X.; Athanasiou, C.E.; Padture, N.P.; Sheldon, B.W.; Gao, H. A machine learning approach to fracture mechanics problems. Acta Mater. 2020, 190, 105–112. [Google Scholar] [CrossRef]
- Seyhan, A.T.; Gojny, F.H.; Tanoğlu, M.; Schulte, K. Critical aspects related to processing of carbon nanotube/unsaturated thermoset polyester nanocomposites. Eur. Polym. J. 2007, 43, 374–379. [Google Scholar] [CrossRef] [Green Version]
- Yesgat, A.; Kitey, R.; Admassu, L.Y. Effect of filler geometry on fracture mechanisms in glass particle filled epoxy composites. Eng. Fract. Mech. 2016, 160, 22–41. [Google Scholar] [CrossRef]
- Pegorin, F.; Pingkarawat, K.; Daynes, S.; Mouritz, A. Mode II interlaminar fatigue properties of z-pinned carbon fibre reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2014, 67, 8–15. [Google Scholar] [CrossRef]
- Lee, J.J.; Lim, J.O.; Huh, J.-S. Mode II interlaminar fracture behavior of carbon bead-filled epoxy/glass fiber hybrid composite. Polym. Compos. 2000, 21, 343–352. [Google Scholar] [CrossRef]
- Srivastana, V.K.; Hogg, P.J. Moisture effects on the toughness, mode I and mode II of particles filled quasi isotropic glass fiber reinforced polyester resin composites. J. Mater. Sci. 1998, 33, 1129–1136. [Google Scholar] [CrossRef]
- American Society of Mechanical Engineers. ASTM D5528-94a, Standard Test Method for Mode I Inter-Laminar Fracture Toughness of Unidirectional; ASTM International: West Conshohocken, PA, USA, 2013; pp. 1–12. [Google Scholar] [CrossRef]
- Schön, J.; Nyman, T.; Blom, A.; Ansell, H. A numerical and experimental investigation of delamination behavior in the DCB specimen. Compos. Sci. Technol. 2000, 60, 173–184. [Google Scholar] [CrossRef]
- Coates, J. Interpretation of Infrared Spectra, A Practical Approach; Wiley: Hoboken, NJ, USA, 2006. [Google Scholar]
- Silverstein, R.M.; Bassler, G.C. Spectrometric identification of organic compounds. J. Chem. Educ. 1962, 39, 546. [Google Scholar] [CrossRef]
- Chan, M.-L.; Lau, K.T.; Wong, T.-T.; Cardona, F. Interfacial bonding characteristic of nanoclay/polymer composites. Appl. Surf. Sci. 2011, 258, 860–864. [Google Scholar] [CrossRef]
- Rajagopalan, N.; Khanna, A.S. Effect of Methyltrimethoxy Silane Modification on Yellowing of Epoxy Coating on UV (B) Exposure. J. Coatings 2014, 2014, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Ahmadi, A.; Ramezanzadeh, B.; Mahdavian, M. Hybrid silane coating reinforced with silanized graphene oxide nanosheets with improved corrosion protective performance. RSC Adv. 2016, 6, 54102–54112. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Maxwell, D.L.; Young, R.J. The fracture of hybrid-particulate composites. J. Mater. Sci. 1985, 20, 4169–4184. [Google Scholar] [CrossRef]
- Wetzel, B.; Rosso, P.; Haupert, F.; Friedrich, K. Epoxy nanocomposites—Fracture and toughening mechanisms. Eng. Fract. Mech. 2006, 73, 2375–2398. [Google Scholar] [CrossRef]
- Chen, Q.; Wu, W.; Zhao, Y.; Xi, M.; Xu, T.; Fong, H. Nano-epoxy resins containing electrospun carbon nanofibers and the resulting hybrid multi-scale composites. Compos. Part B Eng. 2014, 58, 43–53. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, S.; Liu, B.; Zhang, J. Effects of geometrical and mechanical properties of fiber and matrix on composite fracture toughness. Compos. Struct. 2015, 122, 496–506. [Google Scholar] [CrossRef]
- Klingler, A.; Bajpai, A.; Wetzel, B. The effect of block copolymer and core-shell rubber hybrid toughening on morphology and fracture of epoxy-based fibre reinforced composites. Eng. Fract. Mech. 2018, 203, 81–101. [Google Scholar] [CrossRef]
- Zhang, W.; Srivastava, I.; Zhu, Y.-F.; Picu, C.; Koratkar, N.A. Heterogeneity in Epoxy Nanocomposites Initiates Crazing: Significant Improvements in Fatigue Resistance and Toughening. Small 2009, 5, 1403–1407. [Google Scholar] [CrossRef]
- Kamar, N.T.; Hossain, M.M.; Khomenko, A.; Haq, M.; Drzal, L.T.; Loos, A. Interlaminar reinforcement of glass fiber/epoxy composites with graphene nanoplatelets. Compos. Part A Appl. Sci. Manuf. 2015, 70, 82–92. [Google Scholar] [CrossRef]
- Saber-Samandari, S.; Khatibi, A.A.; Basic, D. An experimental study on clay/epoxy nanocomposites produced in a centrifuge. Compos. Part B Eng. 2007, 38, 102–107. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, B.; He, X.; Huang, Y.; Hwang, K. Failure analysis and the optimal toughness design of carbon nanotube-reinforced composites. Compos. Sci. Technol. 2010, 70, 1360–1367. [Google Scholar] [CrossRef]
- Lyashenko, T.; Lerman, N.; Wolf, A.; Harel, H.; Marom, G. Improved Mode II delamination fracture toughness of composite materials by selective placement of protein-surface treated CNT. Compos. Sci. Technol. 2013, 85, 29–35. [Google Scholar] [CrossRef]
- Miwa, M.; Yokoi, T.; Takeno, A. Relation between shear yield strength at the fiber-matrix interphase and Young’s modulus of epoxy resin. Compos. Interfaces 2000, 7, 487–495. [Google Scholar] [CrossRef]
- Bandyopadhyay, S.; Gellert, E.; Silva, V.; Underwood, J. Microscopic Aspects of Failure and Fracture in Cross-Ply Fibre Reinforced Composite Laminates. J. Compos. Mater. 1989, 23, 1216–1231. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Salamat-Talab, M.; Heidari-Rarani, M. Effect of interface fiber angle on the R-curve behavior of E-glass/epoxy DCB specimens. Theor. Appl. Fract. Mech. 2016, 86, 153–160. [Google Scholar] [CrossRef]
- Mackin, T.J.; Halverson, T.L.; Sottos, N.R. The effect of interfacial properties on damage evolution in model composites. Polym. Compos. 2005, 26, 241–246. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Shokrieh, M.M.; Camanho, P. Finite element modeling of mode I delamination growth in laminated DCB specimens with R-curve effects. Compos. Part B Eng. 2013, 45, 897–903. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wt.% | Vol.% |
|---|---|
| 2.5 | 1.3 |
| 5 | 2.6 |
| 7.5 | 3.9 |
| 10 | 5.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saravanakumar, K.; Arumugam, V.; Souhith, R.; Santulli, C. Influence of Milled Glass Fiber Fillers on Mode I & Mode II Interlaminar Fracture Toughness of Epoxy Resin for Fabrication of Glass/Epoxy Composites. Fibers 2020, 8, 36. https://doi.org/10.3390/fib8060036
Saravanakumar K, Arumugam V, Souhith R, Santulli C. Influence of Milled Glass Fiber Fillers on Mode I & Mode II Interlaminar Fracture Toughness of Epoxy Resin for Fabrication of Glass/Epoxy Composites. Fibers. 2020; 8(6):36. https://doi.org/10.3390/fib8060036
Chicago/Turabian StyleSaravanakumar, Kannivel, Vellayaraj Arumugam, Rotte Souhith, and Carlo Santulli. 2020. "Influence of Milled Glass Fiber Fillers on Mode I & Mode II Interlaminar Fracture Toughness of Epoxy Resin for Fabrication of Glass/Epoxy Composites" Fibers 8, no. 6: 36. https://doi.org/10.3390/fib8060036
APA StyleSaravanakumar, K., Arumugam, V., Souhith, R., & Santulli, C. (2020). Influence of Milled Glass Fiber Fillers on Mode I & Mode II Interlaminar Fracture Toughness of Epoxy Resin for Fabrication of Glass/Epoxy Composites. Fibers, 8(6), 36. https://doi.org/10.3390/fib8060036