
Effect of Cold Plasma Treatment of Polymer Fibers on the Mechanical Behavior of Fiber-Reinforced Cementitious Composites

 , and
, and
Abstract
:1. Introduction
1.1. Fiber-Reinforced Concrete Composites
1.2. Polymer Fibers
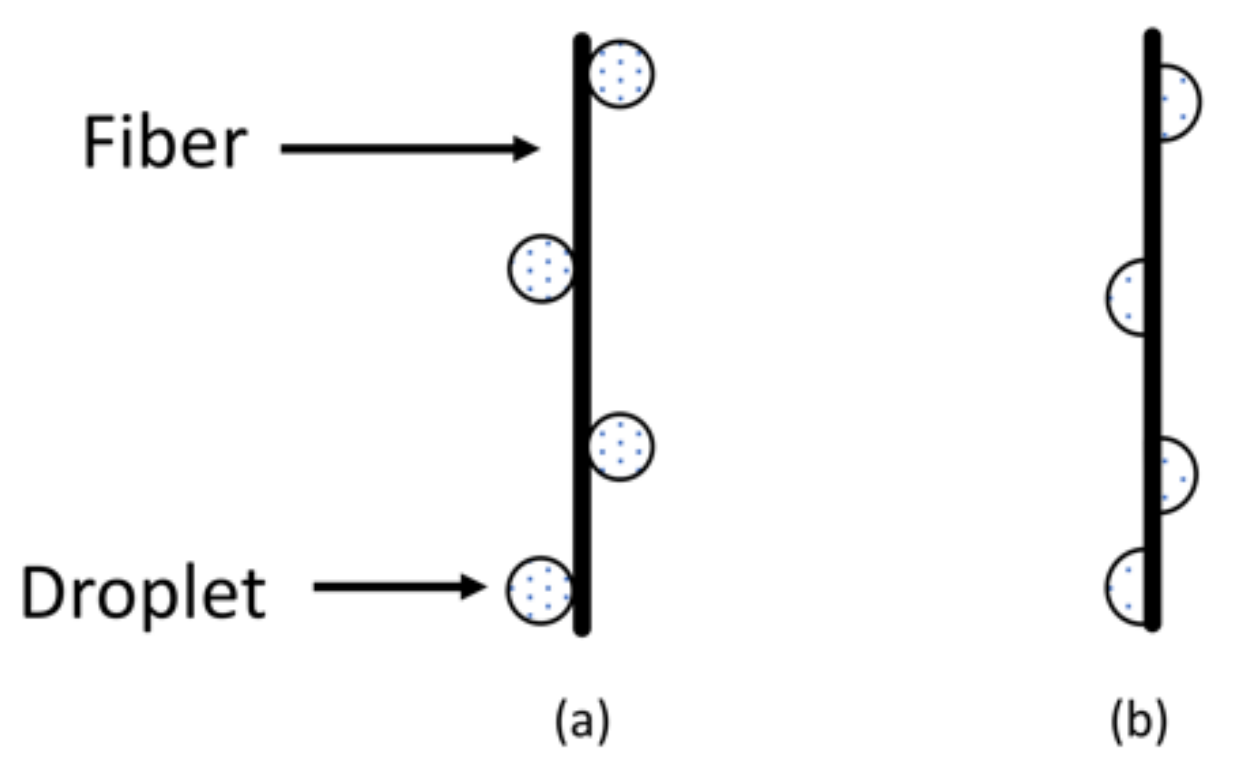
1.3. Plasma Treatment of Polymers
2. Materials and Methods
2.1. Fibers and Plasma Treatment of Fibers
2.2. Cement Materials
2.3. Aggregates
2.4. Mixture Design and Casting
2.5. Mechanical Testing
2.5.1. Relevant Equations and Testing Parameters
2.5.2. Compressive Specimens
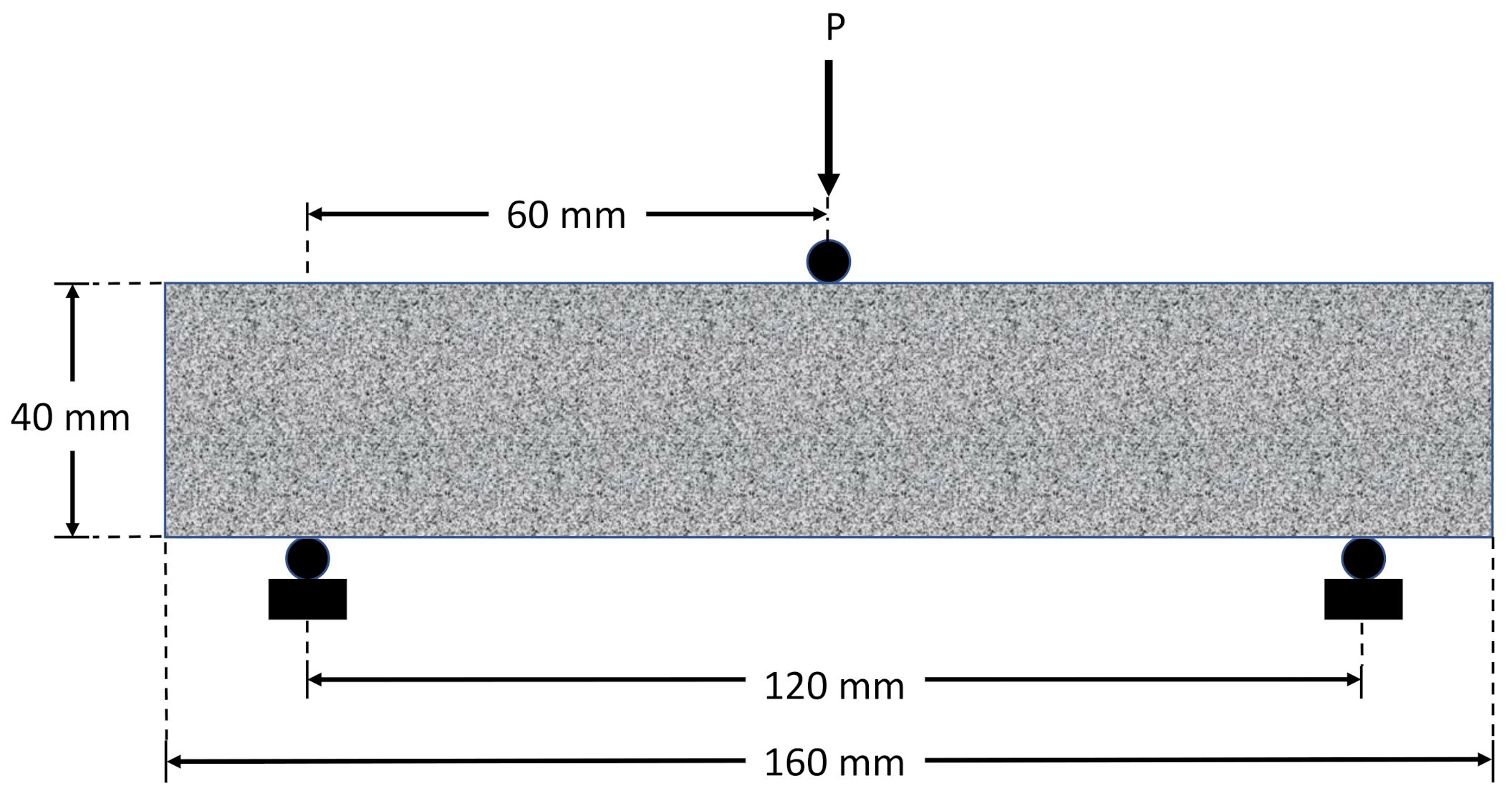
2.5.3. Flexural Specimens
3. Results
3.1. Compression Response of Specimens
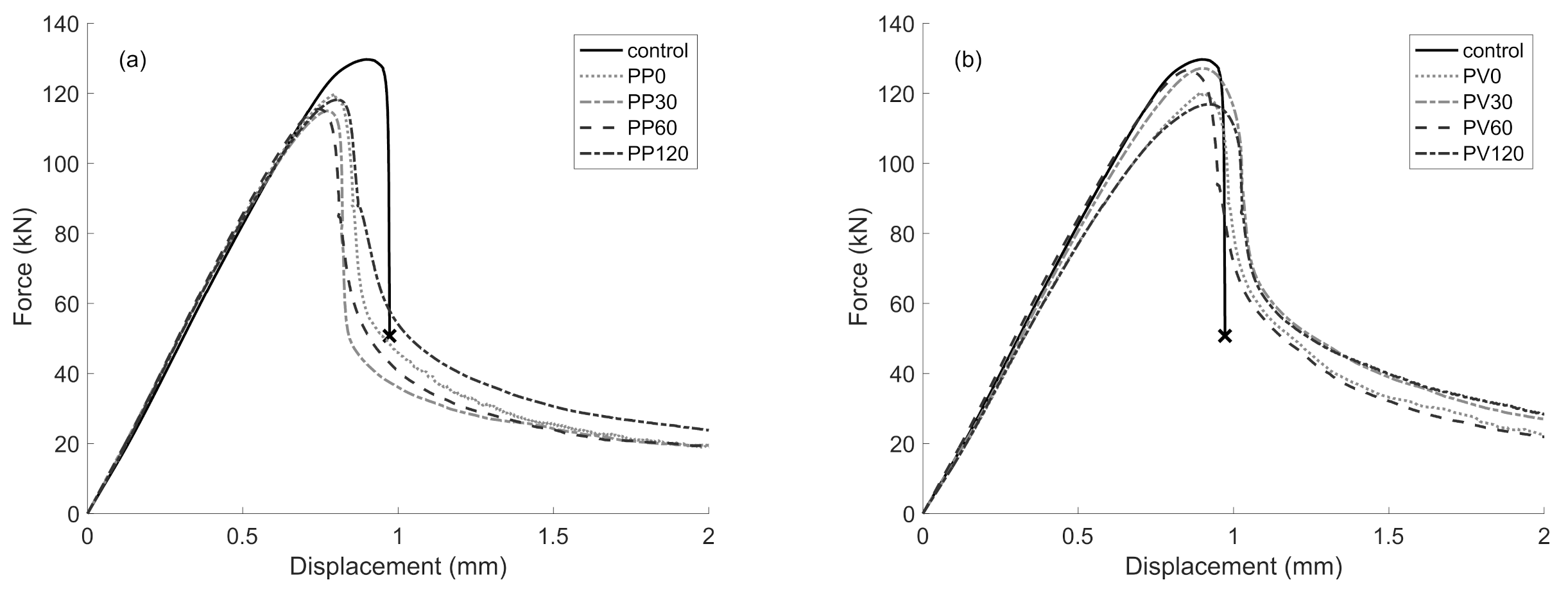
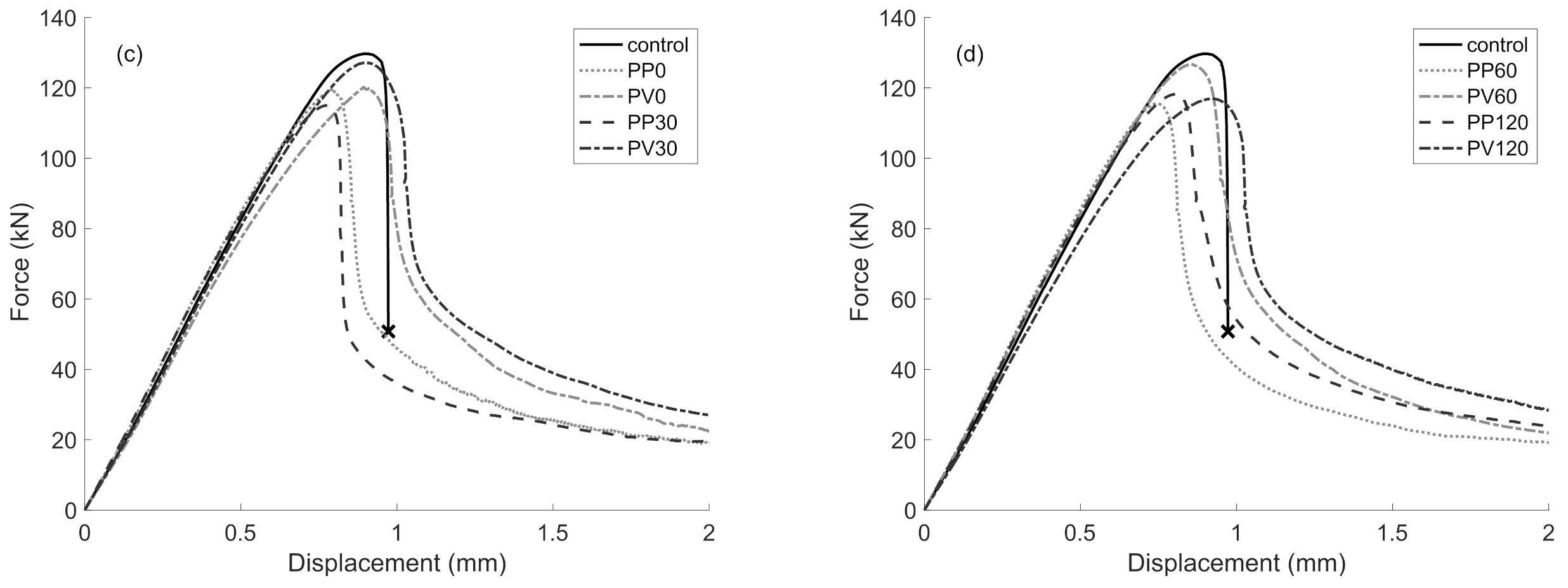
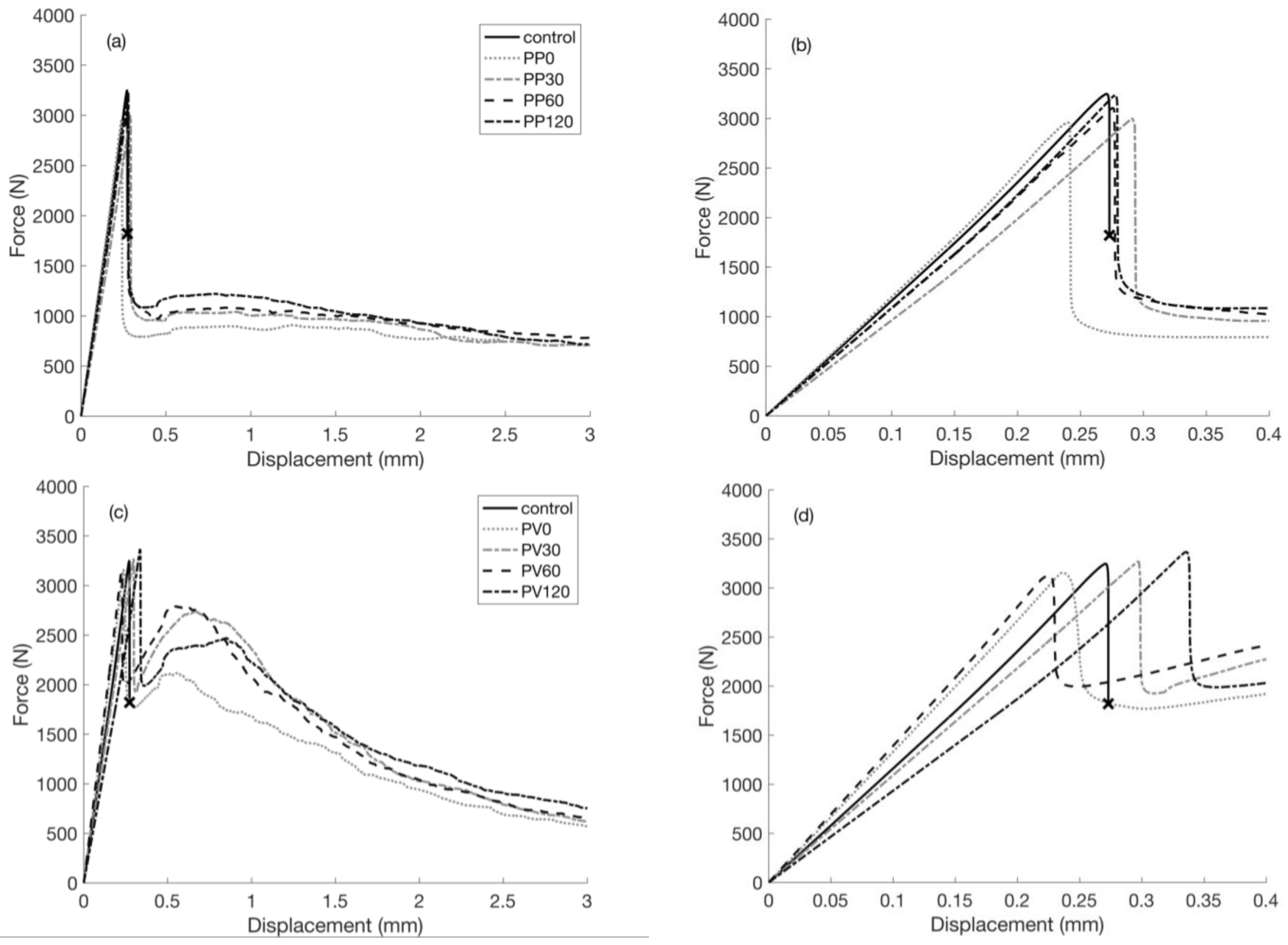
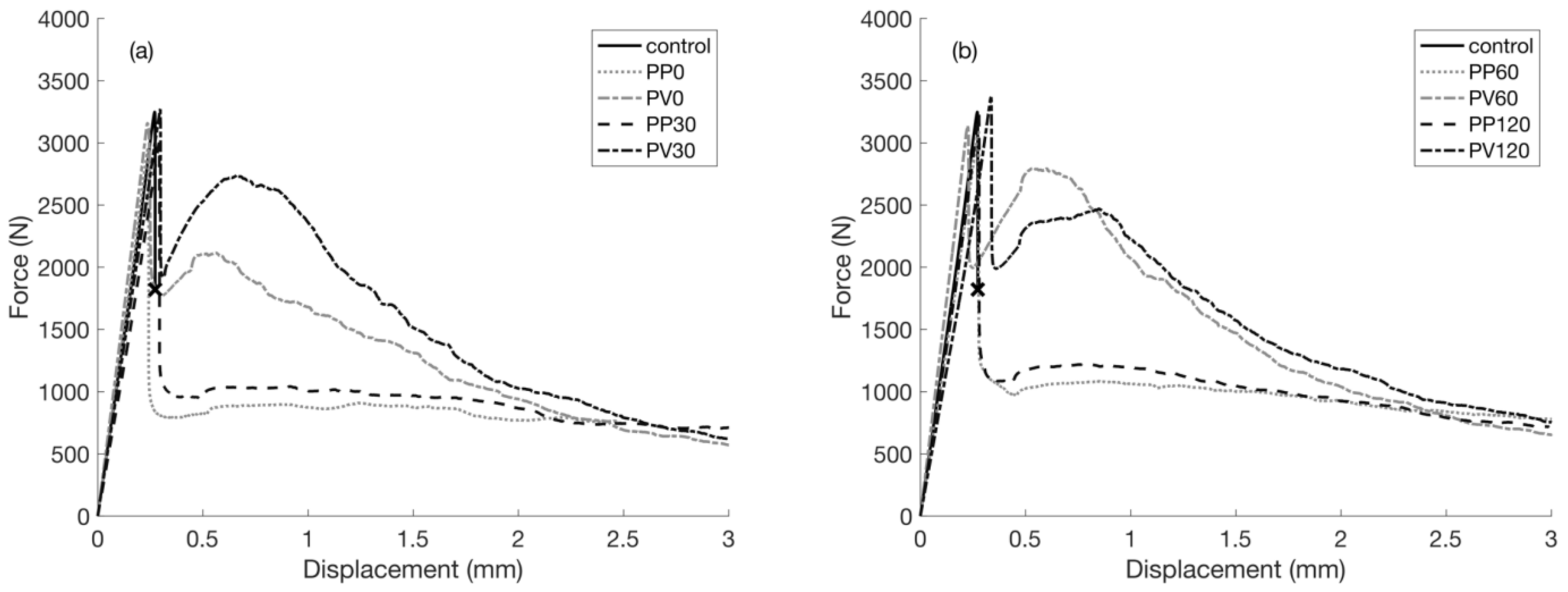
3.2. Flexural Response of Specimens
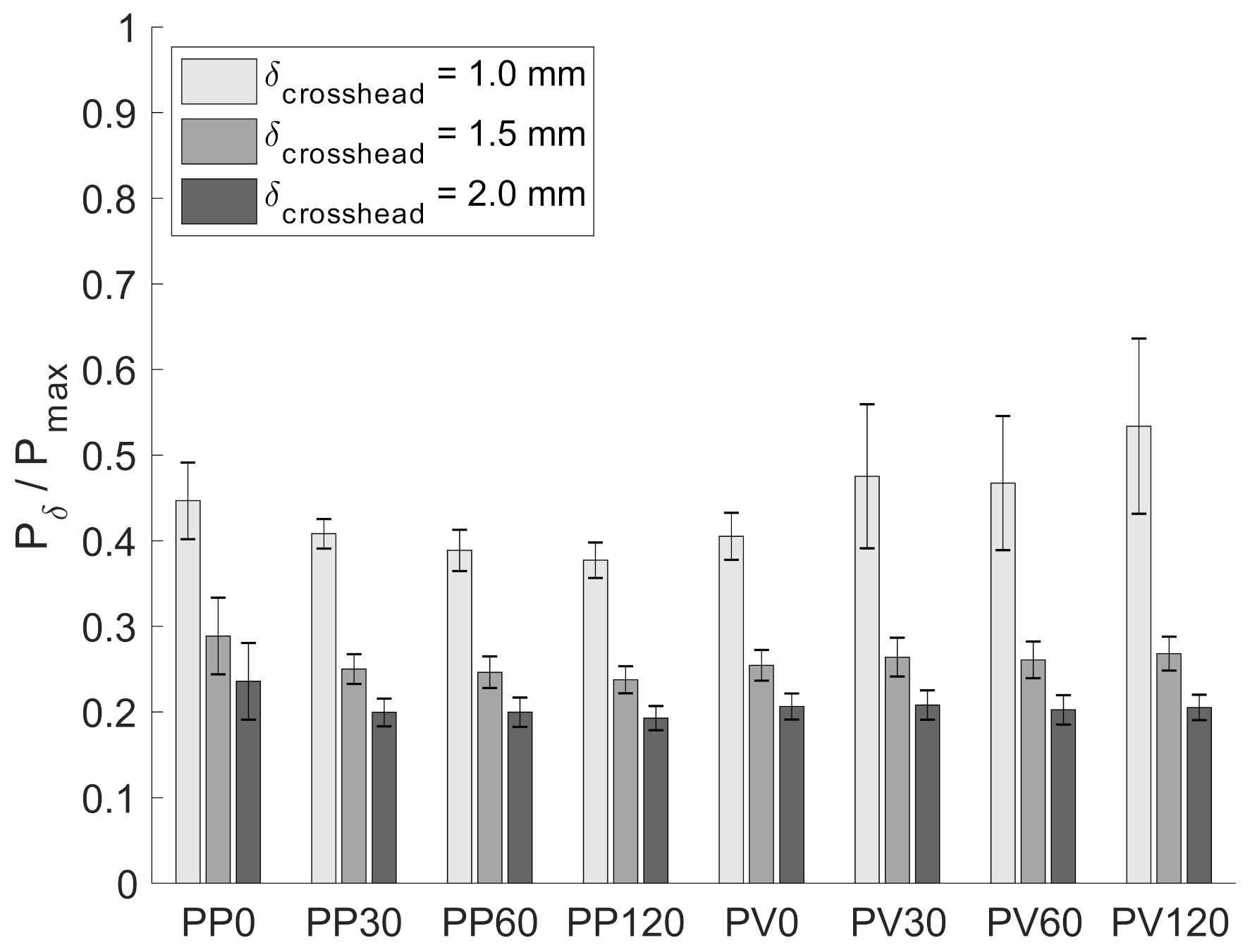
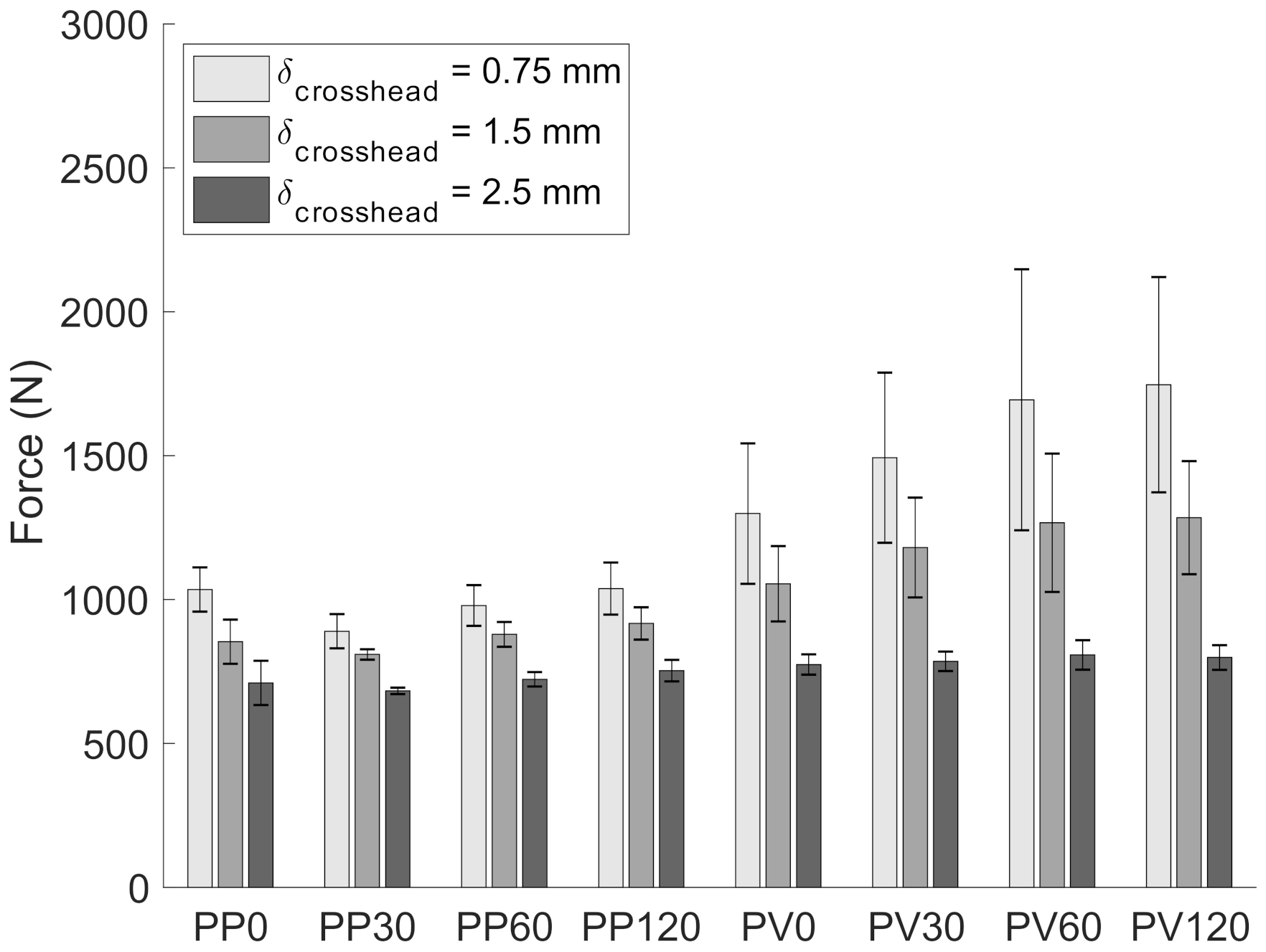
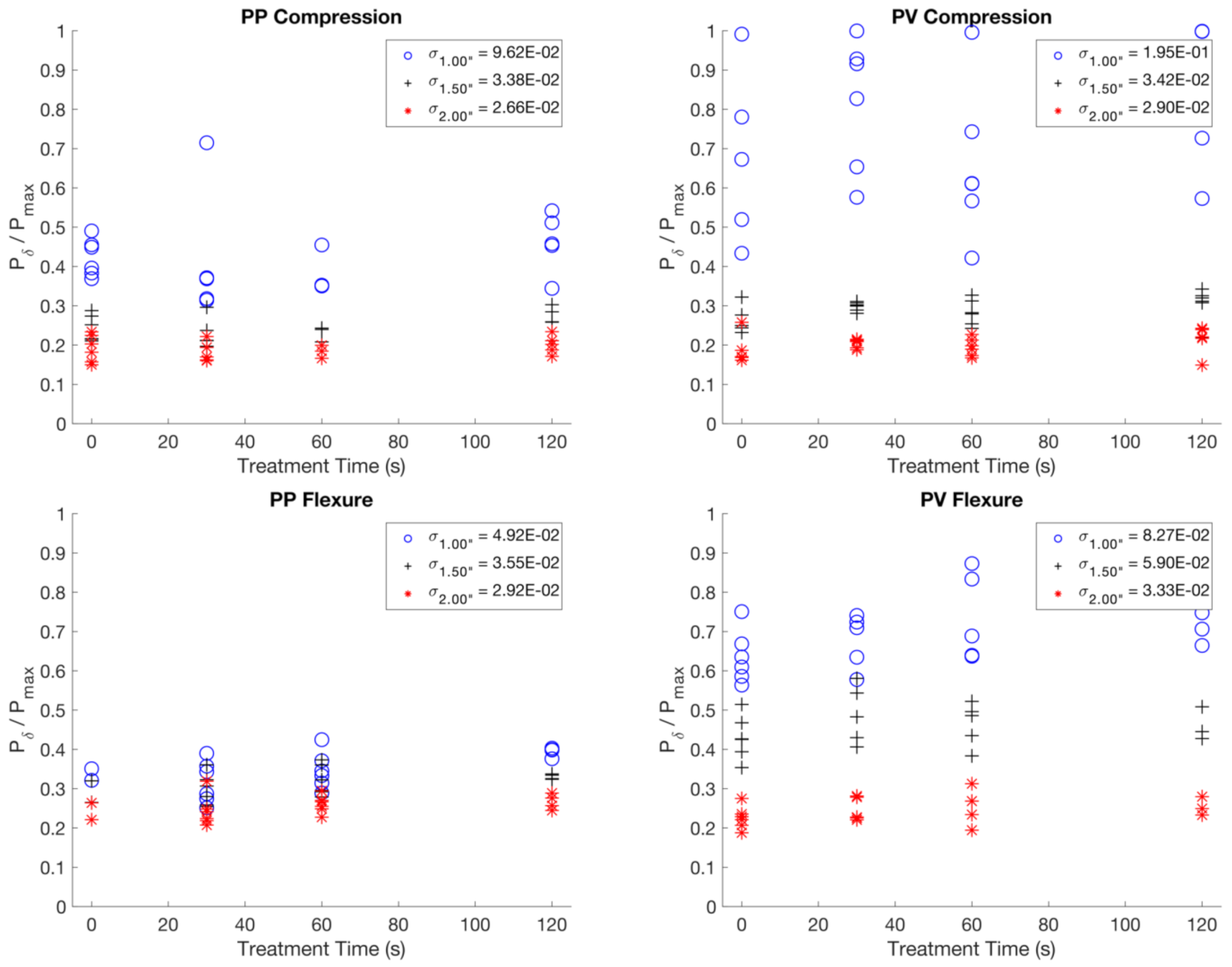
3.3. Influence of Treatment Time on Variability in Strength
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
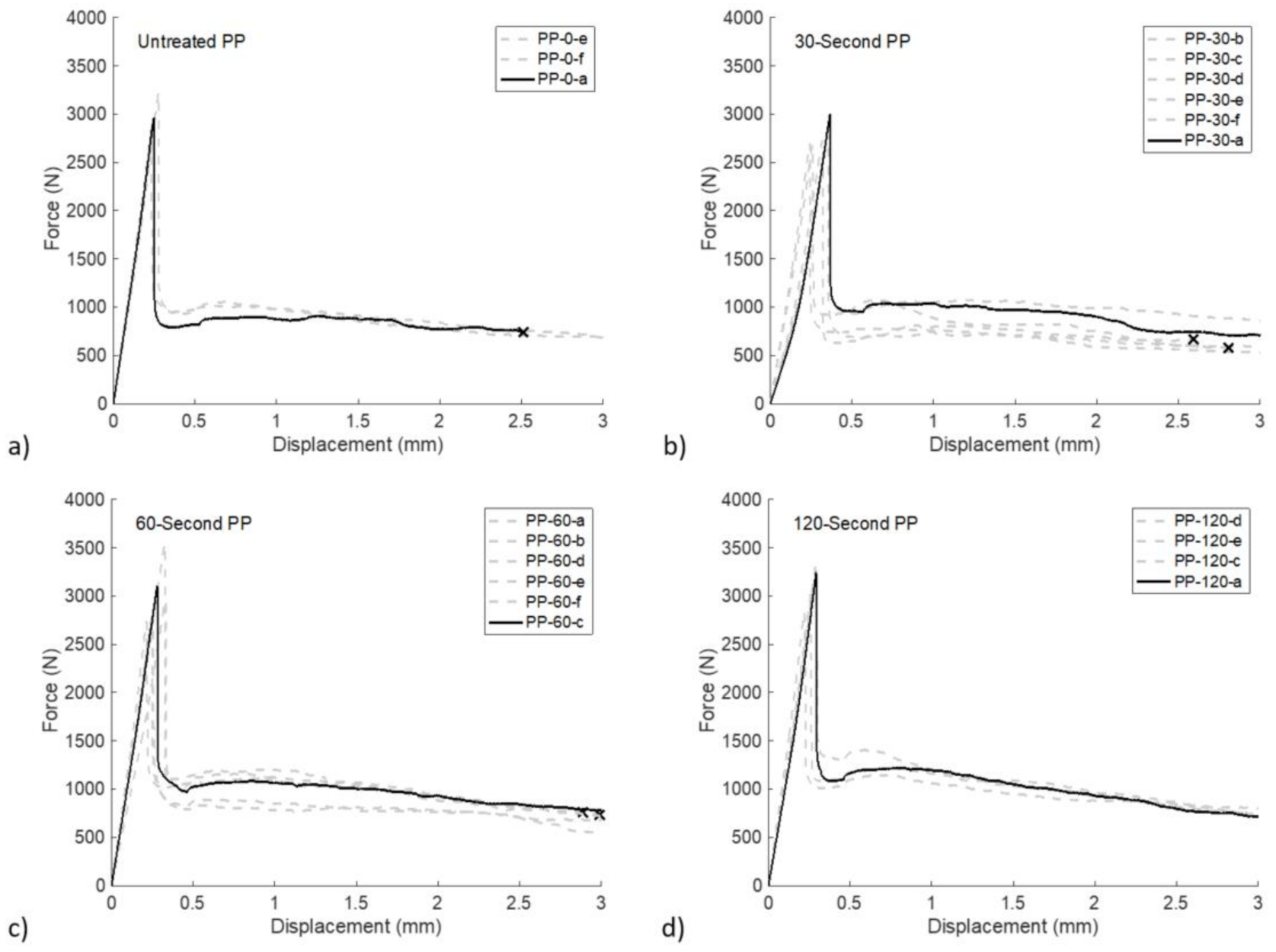
Appendix A. Force-Displacement Plots for All Specimens




References
- Mobasher, B.; Stang, H.; Shah, S.P. Microcracking in fiber reinforced concrete. Cem. Concr. Res. 1990, 20, 665–676. [Google Scholar] [CrossRef]
- Li, V. On Engineered Cementitious Composites (ECC): A Review of the Material and Its Applications. J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef] [Green Version]
- Naaman, A.E.; Reinhardt, H.W. Proposed classification of HPFRC composites based on their tensile response. Mater. Struct. Constr. 2006, 39, 547–555. [Google Scholar] [CrossRef]
- Zhang, D.; Yu, J.; Wu, H.; Jaworska, B.; Ellis, B.R.; Li, V.C. Discontinuous micro-fibers as intrinsic reinforcement for ductile Engineered Cementitious Composites (ECC). Compos. Part B Eng. 2020, 184, 107741. [Google Scholar] [CrossRef]
- Song, P.; Hwang, S. Mechanical properties of high-strength steel fiber-reinforced concrete. Constr. Build. Mater. 2004, 18, 669–673. [Google Scholar] [CrossRef]
- Song, P.S.; Hwang, S.; Sheu, B.C. Strength properties of nylon-and polypropylene-fiber-reinforced concretes. Cem. Concr. Res. 2005, 35, 1546–1550. [Google Scholar] [CrossRef]
- Zhang, J.; Cheng, J.; Dou, Y.; Xin, Q. Mechanical properties and durability of fiber-reinforced concrete. J. Eng. Sci. Technol. Rev. 2017, 10, 68–75. [Google Scholar] [CrossRef]
- Zheng, Z.; Feldman, D. Synthetic fibre-reinforced concrete. Prog. Polym. Sci. 1995, 20, 185–210. [Google Scholar] [CrossRef]
- Hegemann, D.; Brunner, H.; Oehr, C. Plasma treatment of polymers for surface and adhesion improvement. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2003, 208, 281–286. [Google Scholar] [CrossRef]
- Riccardi, C.; Barni, R.; Selli, E.; Mazzone, G.; Massafra, M.R.; Marcandalli, B.; Poletti, G. Surface modification of poly(ethylene terephthalate) fibers induced by radio frequency air plasma treatment. Appl. Surf. Sci. 2003, 211, 386–397. [Google Scholar] [CrossRef]
- Pan, Z.; Wu, C.; Liu, J.; Wang, W.; Liu, J. Study on mechanical properties of cost-effective polyvinyl alcohol engineered cementitious composites (PVA-ECC). Constr. Build. Mater. 2015, 78, 397–404. [Google Scholar] [CrossRef]
- Soroushian, A.K.P.; Hsu, J. Mechanical Properties of Concrete Materials Reinforced With Polypropylene or Polyethylene Fibers. ACI Mater. J. 1992, 89, 535–540. [Google Scholar] [CrossRef]
- Manolis, G.D.; Gareis, P.J.; Tsonos, A.D.; Neal, J.A. Dynamic properties of polypropylene fiber-reinforced concrete slabs. Cem. Concr. Compos. 1997, 19, 341–349. [Google Scholar] [CrossRef]
- Naaman, S.P.S.A.E.; Throne, J.L. Some Developments in Polypropylene Fibers for Concrete. ACI Symp. Public 1984, 81, 375–396. [Google Scholar] [CrossRef]
- Alhozaimy, A.M.; Soroushian, P.; Mirza, F. Mechanical properties of polypropylene fiber reinforced concrete and the effects of pozzolanic materials. Cem. Concr. Compos. 1996, 18, 85–92. [Google Scholar] [CrossRef]
- Allan, M.L.; Kukacka, L.E. Strength and durability of polypropylene fibre reinforced grouts. Cem. Concr. Res. 1995, 25, 511–521. [Google Scholar] [CrossRef]
- Bayasi, Z.; Zeng, J. Properties of Polypropylene Fiber Reinforced Concrete. ACI Mater. J. 1993, 90, 605–610. [Google Scholar] [CrossRef]
- Banthia, N.; Gupta, R. Influence of polypropylene fiber geometry on plastic shrinkage cracking in concrete. Cem. Concr. Res. 2006, 36, 1263–1267. [Google Scholar] [CrossRef]
- Bayasi, Z.; McIntyre, M. Application of Fibrillated Polypropylene Fibers for Restraint of Plastic Shrinkage Cracking in Silica Fume Concrete. ACI Mater. J. 2002, 99, 337–344. [Google Scholar] [CrossRef]
- Soroushian, P.; Mirza, F.; Alhozajiny, A. Plastic Shrinkage Cracking of Polypropylene Fiber Reinforced Concrete. ACI Mater. J. 1993, 92, 553–560. [Google Scholar] [CrossRef]
- Hamoush, S.; Abu-Lebdeh, T.; Cummins, T. Deflection behavior of concrete beams reinforced with PVA micro-fibers. Constr. Build. Mater. 2010, 24, 2285–2293. [Google Scholar] [CrossRef]
- Noushini, A.; Samali, B.; Vessalas, K. Effect of polyvinyl alcohol (PVA) fibre on dynamic and material properties of fibre reinforced concrete. Constr. Build. Mater. 2013, 49, 374–383. [Google Scholar] [CrossRef]
- Li, V.C.; Wu, C.; Wang, S.; Ogawa, A.; Saito, T. Interface tailoring for strain-hardening polyvinyl alcohol-engineered cementitious composite (PVA-ECC). ACI Mater. J. 2002, 99, 463–472. [Google Scholar] [CrossRef]
- Li, S.W.V.C.; Wu, C. Tensile Strain-Hardening Behavior of Polyvinyl Alcohol Engineered Cementitious Composite (PVA-ECC). ACI Mater. J. 2001, 98, 483–492. [Google Scholar] [CrossRef]
- Meng, D.; Huang, T.; Zhang, Y.X.; Lee, C.K. Mechanical behaviour of a polyvinyl alcohol fibre reinforced engineered cementitious composite (PVA-ECC) using local ingredients. Constr. Build. Mater. 2017, 141, 259–270. [Google Scholar] [CrossRef]
- Wu, C. Micromechanical Tailoring of PVA-ECC for Structural Applications; University of Michigan: Ann Arbor, MI, USA, 2001. [Google Scholar]
- Li, V.C.; Wang, S. Polyvinyl Alcohol Fiber Reinforced Engineered Cementitious Composites: Material Design and Performances. In Proceedings of the Int’l Workshop on HPFRCC Structural Applications; RILEM: Paris, France, 2006; pp. 65–73. [Google Scholar]
- López-Buendía, A.M.; Romero-Sánchez, M.D.; Climent, V.; Guillem, C. Surface treated polypropylene (PP) fibres for reinforced concrete. Cem. Concr. Res. 2013, 54, 29–35. [Google Scholar] [CrossRef]
- Fu, X.; Lu, W.; Chung, D.D.L. Ozone treatment of carbon fiber for reinforcing cement. Carbon N. Y. 1998, 36, 1337–1345. [Google Scholar] [CrossRef]
- Xu, Y.; Chung, D.D. Carbon fiber reinforced cement improved by using silane-treated carbon fibers. Cem. Concr. Res. 1999, 29, 773–776. [Google Scholar] [CrossRef]
- Carrino, L.; Moroni, G.; Polini, W. Cold plasma treatment of polypropylene surface: A study on wettability and adhesion. J. Mater. Process. Technol. 2002, 121, 373–382. [Google Scholar] [CrossRef]
- Iqbal, M.; Dinh, D.K.; Abbas, Q.; Imran, M.; Sattar, H.; Ahmad, A.U. Controlled Surface Wettability by Plasma Polymer Surface Modification. Surfaces 2019, 2, 26. [Google Scholar] [CrossRef] [Green Version]
- Johnson, V.S.; Zhu, W.; Wang, R.; Re, J.L.; Sivaram, S.; Mahoney, J.; Lopez, J.L. A Cold Atmospheric-Pressure Helium Plasma Generated in Flexible Tubing. IEEE 2011, 39, 2360–2361. [Google Scholar] [CrossRef]
- Buonopane, G.J.; Antonacci, C.; Lopez, J.L. Effect of cold plasma processing on botanicals and their essential oils. Plasma Med. 2016, 6, 315–324. [Google Scholar] [CrossRef]
- Homa, K.; Barney, W.P.; Davis, W.P.; Guerrero, D.; Berger, M.J.; Lopez, J.L.; Wyenandt, C.A.; Simon, J.E. Cold plasma treatment strategies for the control of fusarium oxysporum f. sp. basilici in sweet basil. HortScience 2021, 56, 42–51. [Google Scholar] [CrossRef]
- Zhu, W.; Lopez, J.L. A dc non-thermal atmospheric-pressure plasma microjet. Plasma Sources Sci. Technol. 2012, 21, 34018. [Google Scholar] [CrossRef]
- Becker, K.H.; Kersten, H.; Hopwood, J.; Lopez, J.L. Microplasmas: Scientific challenges & technological opportunities. Eur. Phys. J. D 2010, 60, 437–439. [Google Scholar] [CrossRef] [Green Version]
- Matveev, I.; Lopez, J.L. Guest Editorial Special Issue on Plasma-Assisted Technologies February 2020. IEEE Trans. Plasma Sci. 2020, 48, 329–331. [Google Scholar] [CrossRef]
- Matveev, I.; Lopez, J.L. Guest Editorial Special Issue on Plasma Assisted Technologies January 2019. IEEE Trans. Plasma Sci. 2019, 47, 41–43. [Google Scholar] [CrossRef]
- Matveev, I.; Lopez, J.L. Guest Editorial Special Issue on Plasma-Assisted Technologies March 2021. IEEE Trans. Plasma Sci. 2021, 49, 970–972. [Google Scholar] [CrossRef]
- ASTM C150/C150M-20. Standard Specification for Portland Cement; ASTM: West Conshohocken, PA, USA, 2020. [Google Scholar] [CrossRef]
- ASTM C 128-15. Standard Test. Method for Density, Relative Density (Specific Gravity), and Absorption of Fine Aggregate; ASTM Int.: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- ASTM C33/C33M−18. Standard Specification for Concrete Aggregates; ASTM Int.: West Conshohocken, PA, USA, 2018. [Google Scholar] [CrossRef]
- ASTM C109M-20a. Standard Test. Method for Compressive Strength of Hydraulic Cement Mortars; ASTM: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C305-14. Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and Mortars; ASTM: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM C348-20. Standard Test. Method for Flexural Strength of Hydraulic-Cement Mortars; ASTM: West Conshohocken, PA, USA, 2020. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | Weight (%) |
|---|---|
| Na2O | 0.21 |
| MgO | 2.75 |
| Al2O3 | 3.73 |
| SiO2 | 20.50 |
| P2O5 | 0.22 |
| SO3 | 2.90 |
| Cl | 0.05 |
| K2O | 0.77 |
| CaO | 62.43 |
| TiO2 | 0.19 |
| Cr2O3 | 0.06 |
| MnO | 0.23 |
| Fe2O3 | 3.34 |
| CuO | * |
| ZnO | 0.14 |
| SrO | 0.22 |
| ZrO2 | * |
| LOI * | * |
| Total | 100.00 |
| Mix Reference | Fiber Type | Fiber Volume (%) | Treatment Time (s) | w/cm |
|---|---|---|---|---|
| Control | None | None | N/A | 0.45 |
| PP0 | Polyproylene | 2 | 0 | 0.45 |
| PP30 | Polyproylene | 2 | 30 | 0.45 |
| PP60 | Polyproylene | 2 | 60 | 0.45 |
| PP120 | Polyproylene | 2 | 120 | 0.45 |
| PV0 | Polyvinyl Alcohol | 2 | 0 | 0.45 |
| PV30 | Polyvinyl Alcohol | 2 | 30 | 0.45 |
| PV60 | Polyvinyl Alcohol | 2 | 60 | 0.45 |
| PV120 | Polyvinyl Alcohol | 2 | 120 | 0.45 |
| Mixture Reference | 𝜎max (kN) |
|---|---|
| Control | 135.36 |
| PP0 | 117.54 |
| PP30 | 111.33 |
| PP60 | 112.17 |
| PP120 | 114.90 |
| PV0 | 121.43 |
| PV30 | 123.93 |
| PV60 | 124.44 |
| PV120 | 117.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thibodeaux, N.; Guerrero, D.E.; Lopez, J.L.; Bandelt, M.J.; Adams, M.P. Effect of Cold Plasma Treatment of Polymer Fibers on the Mechanical Behavior of Fiber-Reinforced Cementitious Composites. Fibers 2021, 9, 62. https://doi.org/10.3390/fib9100062
Thibodeaux N, Guerrero DE, Lopez JL, Bandelt MJ, Adams MP. Effect of Cold Plasma Treatment of Polymer Fibers on the Mechanical Behavior of Fiber-Reinforced Cementitious Composites. Fibers. 2021; 9(10):62. https://doi.org/10.3390/fib9100062
Chicago/Turabian StyleThibodeaux, Noah, Daniel E. Guerrero, Jose L. Lopez, Matthew J. Bandelt, and Matthew P. Adams. 2021. "Effect of Cold Plasma Treatment of Polymer Fibers on the Mechanical Behavior of Fiber-Reinforced Cementitious Composites" Fibers 9, no. 10: 62. https://doi.org/10.3390/fib9100062
APA StyleThibodeaux, N., Guerrero, D. E., Lopez, J. L., Bandelt, M. J., & Adams, M. P. (2021). Effect of Cold Plasma Treatment of Polymer Fibers on the Mechanical Behavior of Fiber-Reinforced Cementitious Composites. Fibers, 9(10), 62. https://doi.org/10.3390/fib9100062