Mechanical Properties of Phormium Tenax Reinforced Natural Rubber Composites

 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
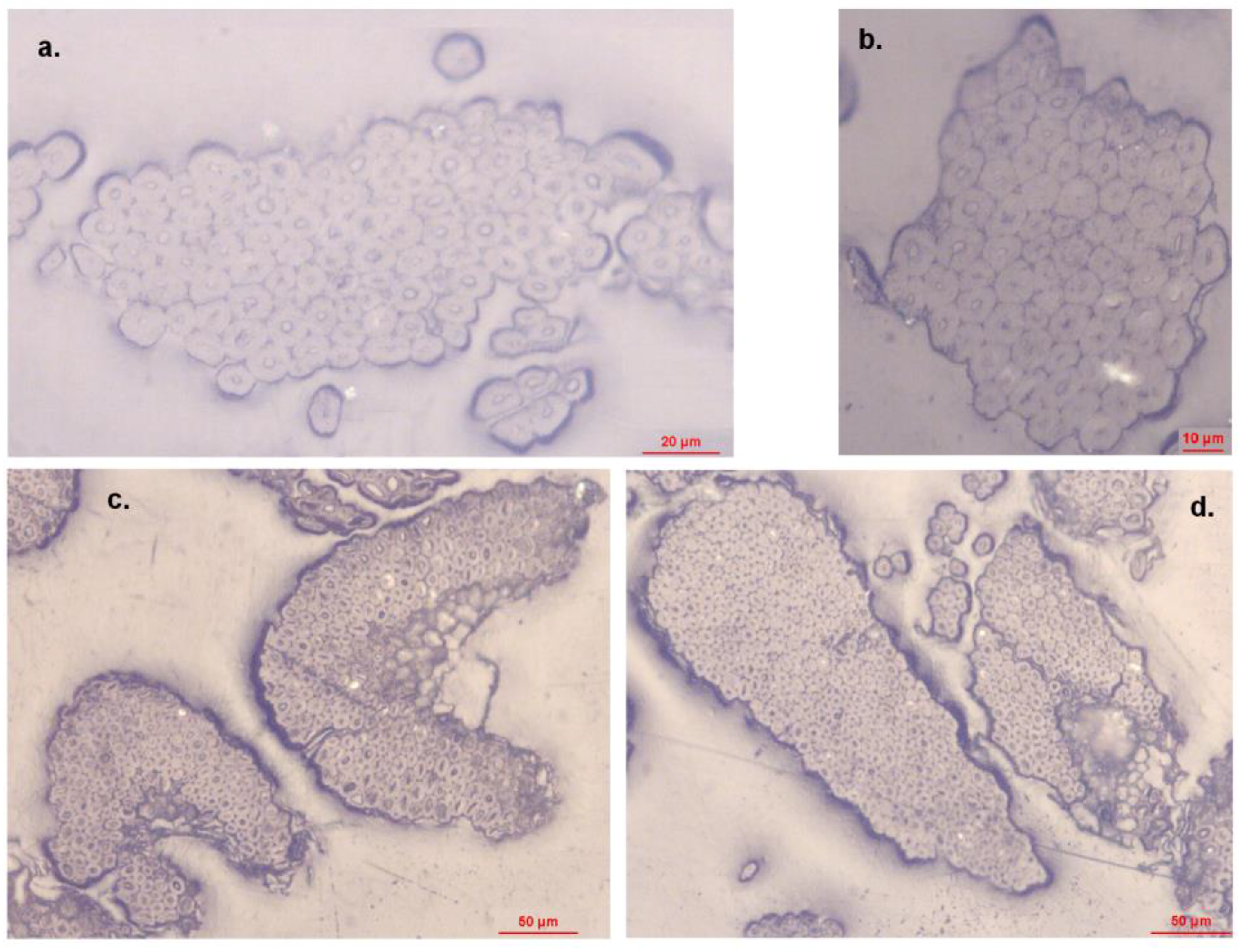
2.1. Phormium Tenax Fibers
2.2. Natural Rubber and Rubber Composites Formulation
2.3. Rubber Composite Fabrication
2.4. Molding of the Test Specimens
2.5. Characterization Tests
2.5.1. Tensile Tests
2.5.2. Tear Tests
2.5.3. Hardness
2.5.4. Abrasion Resistance
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Saheb, D.N.; Jog, J.P. Natural fiber polymer composites: A review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar]
- Bongarde, U.S.; Shinde, V.D. Review on natural fiber reinforcement polymer composites. Int. J. Eng. Sci. Innovat. Technol. 2014, 3, 431–436. [Google Scholar]
- Tauqeer Ali, H.; Akrami, R.; Fotouhi, S.; Pashmforoush, F.; Fragassa, C.; Fotouhi, M. Effect of the stacking sequence on the impact response of carbon-glass/epoxy hybrid composites. FU Mech. Eng. 2020, 18, 69–77. [Google Scholar]
- Bambach, M.R. Direct comparison of the structural compression characteristics of natural and synthetic fiber-epoxy composites: Flax, jute, hemp, glass and carbon fibers. Fibers 2020, 8, 62. [Google Scholar] [CrossRef]
- De Paola, S.; Minak, G.; Fragassa, C.; Pavlovic, A. Green Composites: A Review of State of Art. In Proceedings of the 30th Danubia Adria Symposium on Advanced Mechanics, Croatian Society of Mechanics, Primosten, Croatia, 25–28 September 2013; pp. 77–78. [Google Scholar]
- Hyseni, A.; De Paola, S.; Minak, G.; Fragassa, C. Mechanical Characterization of EcoComposites. In Proceedings of the 30th Danubia Adria Symposium on Advanced Mechanics, Croatian Society of Mechanics, Primosten, Croatia, 25–28 September 2013; pp. 175–176. [Google Scholar]
- Pickering, K. (Ed.) Properties and Performance of Natural-Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Fragassa, C.; Pavlovic, A.; Santulli, C. Mechanical and impact characterisation of flax and basalt fibre bio-vinylester composites and their hybrids. Compos. Part B 2018, 137, 247–259. [Google Scholar] [CrossRef]
- Fragassa, C. Effect of Natural Fibers and Bio-Resins on Mechanical Properties in Hybrid and Non-Hybrid Composites. In Proceedings of the 8th Conference on Times of Polymers & Composites: From Aerospace to Nanotechnology, Ischia, Italy, 19–23 June 2016; Volume 1736. [Google Scholar] [CrossRef]
- Fairlie, G.; Njuguna, J. Damping properties of flax/carbon hybrid epoxy/fibre-reinforced composites for automotive semi-structural applications. Fibers 2020, 8, 64. [Google Scholar] [CrossRef]
- Lau, K.T.; Hung, P.Y.; Zhu, M.H.; Hui, D. Properties of natural fibre composites for structural engineering applications. Compos. Part B 2018, 136, 222–233. [Google Scholar] [CrossRef]
- Zivkovic, I.; Pavlovic, A.; Fragassa, C. Improvements in wood thermoplastic composite materials properties by physical and chemical treatments. Int. J. Qual. Res. 2016, 10, 205–218. [Google Scholar]
- Rattanasom, N.; Saowapark, T.; Deeprasertkul, C. Reinforcement of natural rubber with silica/carbon black hybrid filler. Polym. Test 2007, 26, 369–377. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Natural rubber composites filled with crop residues as an alternative to vulcanizates with common fillers. Polymer 2019, 11, 972. [Google Scholar] [CrossRef] [Green Version]
- Jacob, M.; Thomas, S.; Varughese, K.T. Mechanical properties of sisal/oil palm hybrid fiber reinforced natural rubber composites. Compos. Sci. Technol. 2004, 64, 955–965. [Google Scholar] [CrossRef]
- Pantamanatsopa, P.; Ariyawiriyanan, W.; Meekeaw, T.; Suthamyong, R.; Arrub, K.; Hamada, H. Effect of modified jute fiber on mechanical properties of green rubber composite. Energy Procedia 2014, 56, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Geethamma, V.G.; Kalaprasad, G.; Groeninckx, G.; Thomas, S. Dynamic mechanical behavior of short coir fiber reinforced natural rubber composites. Compos. Part A 2005, 36, 1499–1506. [Google Scholar] [CrossRef]
- Lopattananon, N.K.; Panawarangkul, K.; Sahakaro, K.; Ellis, B. Performance of pineapple leaf fiber–natural rubber composites: The effect of fiber surface treatments. J. Appl. Polym. Sci. 2006, 102, 1974–1984. [Google Scholar] [CrossRef]
- Lovely, M.; Joseph, R. Mechanical properties of short isora fiber-reinforced natural rubber composites: Effects of fiber length, orientation, and loading; alkali treatment; and bonding agent. J. Appl. Polym. Sci. 2007, 103, 1640–1650. [Google Scholar]
- Zarate, C.N.; Aranguren, M.I.; Reboredo, M.M. Influence of fiber volume fraction and aspect ratio in resol—Sisal composites. J. Appl. Polym. Sci. 2003, 89, 2714–2722. [Google Scholar] [CrossRef]
- Chenal, J.M.; Gauthier, C.; Chazeau, L.; Guy, L.; Bomal, Y. Parameters governing strain induced crystallization in filled natural rubber. Polymer 2007, 48, 6893–6901. [Google Scholar] [CrossRef] [Green Version]
- Cruthers, N.M.; Carr, D.J.; Laing, R.M.; Niven, B.E. Structural differences among fibers from six cultivars of harakeke (Phormium Tenax, New Zealand flax). Text Res. J. 2006, 76, 601–606. [Google Scholar] [CrossRef]
- Fortunati, E.; Puglia, D.; Monti, M.; Peponi, L.; Santulli, C.; Kenny, J.M.; Torre, L. Extraction of cellulose nanocrystals from Phormium tenax fibres. J. Polym. Environ. 2013, 21, 319–328. [Google Scholar] [CrossRef]
- Di Giorgio, L.; Salgado, P.R.; Dufresne, A.; Mauri, A.N. Nanocelluloses from phormium (Phormium tenax) fibers. Cellulose 2020, 27, 4975–4990. [Google Scholar] [CrossRef]
- Krause Sammartino, L.M.; Aranguren, M.I.; Reboredo, M. Chemical and mechanical characterization of two South American plant fibers for polymer reinforcement Caranday Palm and Phormium. J. Appl. Polym. Sci. 2010, 115, 2236–2245. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Kenny, J.M.; Puglia, D.; Santulli, C.; Sarasini, F. Tensile behavior of New Zealand Flax (Phormium tenax) fibers. J. Reinf. Plast. Compos. 2010, 29, 3450–3454. [Google Scholar] [CrossRef]
- Le Guen, M.J.; Newman, R.H. Pulped Phormium Tenax leaf fibers as reinforcement for epoxy composites. Compos. Part A 2007, 38, 2109–2115. [Google Scholar] [CrossRef]
- Newman, R.H.; Clauss, E.C.; Carpenter, J.E.P.; Thumm, A. Epoxy composites reinforced with deacetylated Phormium Tenax leaf fibers. Compos. Part A 2007, 38, 2164–2170. [Google Scholar] [CrossRef]
- Newman, R.H.; Le Guen, M.J.; Battley, M.A.; Carpenter, J.E.P. Failure mechanisms in composites reinforced with unidirectional Phormium leaf fiber. Compos. Part A 2010, 41, 353–359. [Google Scholar] [CrossRef]
- Puglia, D.; Santulli, C.; Sarasini, F.; Kenny, J.M.; Valente, T. Thermal and mechanical characterization of phormium tenax reinforced polypropylene composites. J. Thermoplast. Compos. Mater. 2014, 27, 1493–1503. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Iannoni, A.; Kenny, J.M.; Puglia, D.; Santulli, C.; Sarasini, F.; Terenzi, A. Poly(lactic acid)/phormium tenax composites: Morphology and thermo-mechanical behaviour. Polym. Compos. 2011, 32, 1362–1368. [Google Scholar] [CrossRef]
- Muhammad Hijas, N.M.; Pramod, P.; Prasanth, P.; Sivam, H.; Sivasubramanian, P. Development of jute fibre reinforced natural rubber composite material & determination of its mechanical properties. IJIRST 2017, 3, 207–212. [Google Scholar]
- González, L.; Rodriguez, A.; Valentin, J.L.; Marcos-Fernández, A. Conventional and Efficient Crosslinking of Natural Rubber. KGK Rubberpoint 2005, 58, 638–646. [Google Scholar]
- Jacob, M.; Varughese, K.T.; Thomas, S. Water sorption studies of hybrid biofiber-reinforced natural rubber biocomposites. Biomacromolecules 2005, 6, 2969–2979. [Google Scholar] [CrossRef]
- Thomason, J.L.; Carruthers, J.; Kelly, J.; Johnson, G. Fibre cross-section determination and variability in sisal and flax and its effects on fibre performance characterisation. Compos. Sci. Technol. 2011, 71, 1008–1015. [Google Scholar] [CrossRef]
- Charlet, K.; Baley, C.; Morvan, C.; Jernot, J.P.; Gomina, M.; Bréard, J. Characteristics of Hermès flax fibres as a function of their location in the stem and properties of the derived unidirectional composites. Compos. Part A 2007, 38, 1912–1921. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Santulli, C.; Sarasini, F. Mechanical and thermal characterization of epoxy composites reinforced with random and quasi-unidirectional untreated Phormium tenax leaf fibers. Mater. Des. 2010, 31, 2397–2405. [Google Scholar] [CrossRef]
- Geethamma, V.G.; Mathew, K.T.; Lakshminarayanan, R.; Thomas, S. Composite of short coir fibres and natural rubber: Effect of chemical modification, loading and orientation of fibre. Polymer 1998, 39, 1483–1491. [Google Scholar] [CrossRef]
- Barrera, C.S.; Cornish, K. Processing and mechanical properties of natural rubber/waste-derived nano filler composites compared to macro and micro filler composites. Ind. Crops Prod. 2017, 107, 217–231. [Google Scholar] [CrossRef]
- Wongpreedee, T.; Amornsakchai, T. Synchrotron X-ray diffraction study of pineapple leaf fiber reinforced natural rubber composites during stretching. Suranaree J. Sci. Technol. 2015, 22, 253–263. [Google Scholar]
- Naira, S.S.; Wang, S.; Hurley, D.C. Nanoscale characterization of natural fibers and their composites using contact-resonance force microscopy. Compos. Part A 2010, 41, 624–631. [Google Scholar] [CrossRef]
- Alex, R.; De, P.P.; De, S.K. Self-vulcanizable rubber blend system based on epoxidized natural rubber and carboxylated nitrile rubber. J. Polym. Sci. Part. C 1989, 27, 361–367. [Google Scholar] [CrossRef]
- Paul, K.T.; Pabi, S.K.; Chakraborty, K.K.; Nando, G.B. Nanostructured fly ash–styrene butadiene rubber hybrid nanocomposites. Polym. Compos. 2009, 30, 1647–1656. [Google Scholar] [CrossRef]
- Rowell, R.M. A New Generation of Composite Materials from Agro-Based Fiber. In Polymers and Other Advanced Materials; Prasad, P.N., Mark, J.E., Fai, T.J., Eds.; Springer: Boston, MA, USA, 1995; pp. 659–665. [Google Scholar]
- Jacob, M.; Thomas, S.; Varughese, K.T. Natural rubber composites reinforced with sisal/oil palm hybrid fibers: Tensile and cure characteristics. J. Appl. Polym. Sci. 2004, 93, 2305–2312. [Google Scholar] [CrossRef]
- Raghavendra, S.; Shetty, P.B.; Mukunda, P.G. Mechanical properties of short banana fiber reinforced natural rubber composites. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 1652–1655. [Google Scholar]
- Osabohien, E.; Egboh, S.H.O. Utilization of bowstring hemp fiber as a filler in natural rubber compounds. J. Appl. Polym. Sci. 2008, 107, 210–214. [Google Scholar] [CrossRef]
- Stelescu, M.D.; Manail, E.; Craciun, G.; Dumitrascu, M. New green polymeric composites based on hemp and natural rubber processed by electron beam irradiation. Sci. World J. 2014, 2014, 684047. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | NR | P1 | P2 | P3 |
|---|---|---|---|---|
| Natural rubber | 100 | 100 | 100 | 100 |
| Stearic acid | 2 | 2 | 2 | 2 |
| Zinc oxide | 5 | 5 | 5 | 5 |
| poly(1,2-dihydro-2,2,4-trimethylquinoline) (TMQ) | 1 | 1 | 1 | 1 |
| N-cyclohexyl-2-benzothiazolesulfenamide (CBS) | 0.8 | 0.8 | 0.8 | 0.8 |
| Sulfur | 2.5 | 2.5 | 2.5 | 2.5 |
| Untreated Phormium tenax fiber | 0 | 10 | 20 | 30 |
| NR | P1 | P2-6 | P2-10 | P2-14 | P3 | |
|---|---|---|---|---|---|---|
| Min. Torque (N*m) | 0.01 | 0.04 | 0.06 | 0.04 | 0.03 | 0.08 |
| Max. Torque (N*m) | 0.26 | 0.34 | 0.8 | 0.41 | 0.28 | 0.73 |
| Scorch time Ts (2) (min) | 1.87 | 2.17 | 3.74 | 2.11 | 2.83 | 3.04 |
| Cure time at 150 °C (min) | 4.5 | 7.1 | 10.1 | 6.5 | 7.5 | 9.1 |
| Properties | NR | P1 | P2-6 | P2-10 | P2-14 | P3 |
|---|---|---|---|---|---|---|
| Tensile strength (MPa) | 9.51 | 5.06 | 2.53 | 5.22 | 3.92 | 2.83 |
| Tensile strain (%) | 600 | 727 | 303 | 536 | 619 | 95 |
| 100% modulus (MPa) | 0.57 | 0.75 | 1.48 | 1.33 | 0.98 | - 1 |
| 200% modulus (MPa) | 0.98 | 0.78 | 1.54 | 1.24 | 1.13 | - 1 |
| 300% modulus (MPa) | 1.45 | 0.96 | 1.80 | 1.27 | 1.30 | - 1 |
| Tear strength (N/mm) | 29.2 | 27.5 | 37.2 | 26 | 24.4 | 41.2 |
| Shore A hardness | 37 | 46 | 55 | 49 | 49 | 62 |
| Abrasion loss (cc/h) | 0.5 | 0.36 | 0.35 | 0.42 | 0.45 | 0.26 |
| Fiber | Weight (%) | Length (mm) | 100% Modulus (MPa) | Tensile Strength (MPa) | Tensile Strain (%) | Reference |
|---|---|---|---|---|---|---|
| Jute | 10 | 10 | 1.9 | 8.9 | 927.9 | [16] |
| Sisal/oil palm | Sisal 21 Oil palm 9 | Sisal 10 Oil palm 6 | 2.23 | 8.3 | 794 | [43] |
| Banana | 10 | 10 | - | 4.0 | - | [44] |
| Bowstring hemp | 10 | Nanometric | 2.58 | 13.09 | 605.1 | [45] |
| Hemp | 10 | 3 | 0.85 | 3 | 740 | [46] |
| Phormium | 10 | 6 | 0.75 | 5.06 | 727.4 | This study |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palanisamy, S.; Mayandi, K.; Palaniappan, M.; Alavudeen, A.; Rajini, N.; Vannucchi de Camargo, F.; Santulli, C. Mechanical Properties of Phormium Tenax Reinforced Natural Rubber Composites. Fibers 2021, 9, 11. https://doi.org/10.3390/fib9020011
Palanisamy S, Mayandi K, Palaniappan M, Alavudeen A, Rajini N, Vannucchi de Camargo F, Santulli C. Mechanical Properties of Phormium Tenax Reinforced Natural Rubber Composites. Fibers. 2021; 9(2):11. https://doi.org/10.3390/fib9020011
Chicago/Turabian StylePalanisamy, Sivasubramanian, Kalimuthu Mayandi, Murugesan Palaniappan, Azeez Alavudeen, Nagarajan Rajini, Felipe Vannucchi de Camargo, and Carlo Santulli. 2021. "Mechanical Properties of Phormium Tenax Reinforced Natural Rubber Composites" Fibers 9, no. 2: 11. https://doi.org/10.3390/fib9020011
APA StylePalanisamy, S., Mayandi, K., Palaniappan, M., Alavudeen, A., Rajini, N., Vannucchi de Camargo, F., & Santulli, C. (2021). Mechanical Properties of Phormium Tenax Reinforced Natural Rubber Composites. Fibers, 9(2), 11. https://doi.org/10.3390/fib9020011