3.1. Standard All-Gas-Phase Deposition
In our first experiments, we made an attempt to synthesize Er–Yb–FPS glass by the deposition technique initially proposed in [
8] which was used for the fabrication of active aluminosilicate fiber preforms utilizing REE(thd)
3 precursors (chelate compounds). For this purpose, the vapors of SiCl
4, POCl
3, SiF
4, Er(thd)
3, Yb(thd)
3 were mixed together with oxygen and delivered into the hot zone. However, during the sintering of the deposited “soot” of the F/Er
2O
3/Yb
2O
3/P
2O
5/SiO
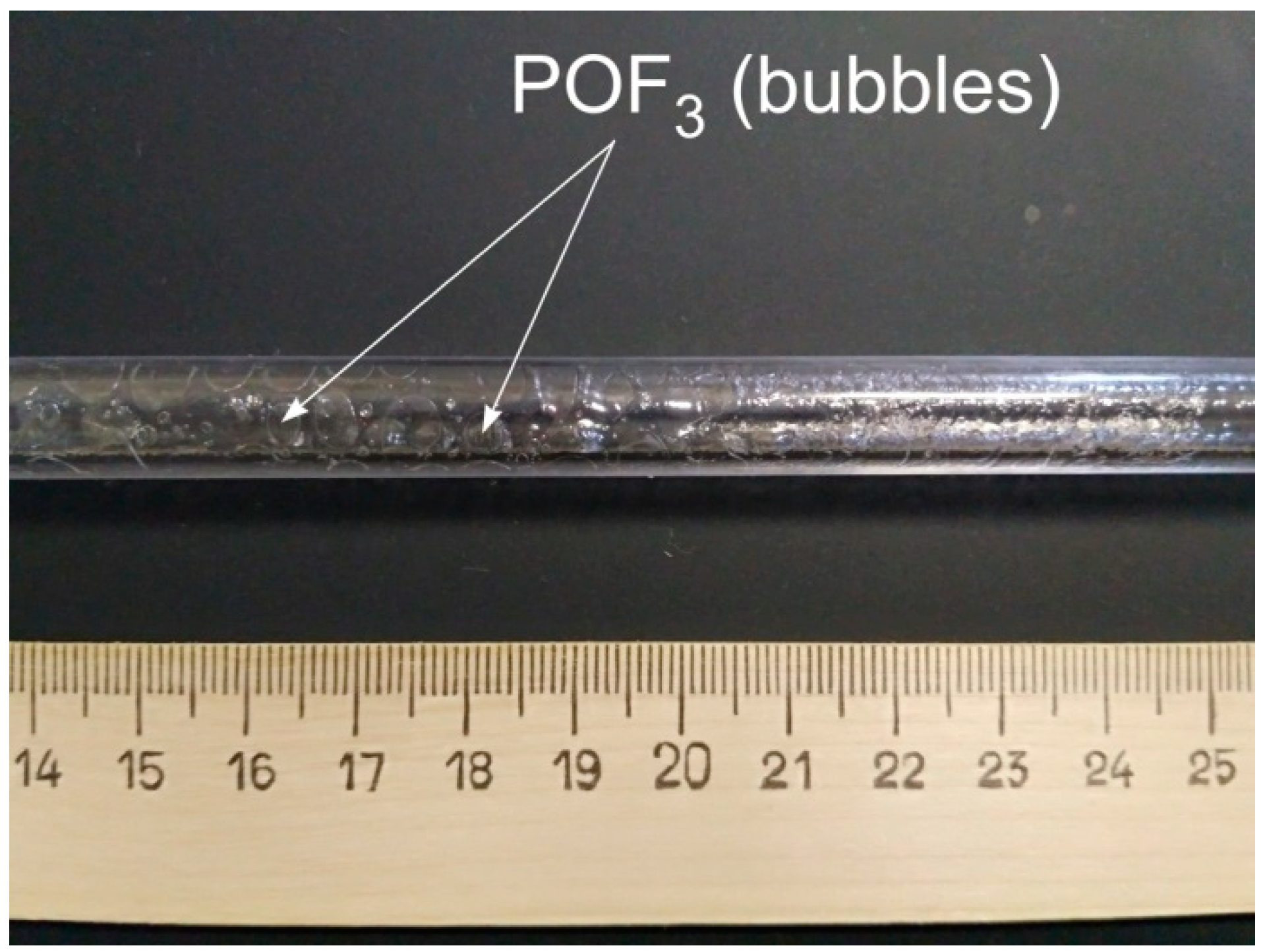
2 glass composition it was revealed that intense bubble formation (as depicted in
Figure 1), though the F–Yb
2O
3–Al
2O
3–SiO
2 glasses synthesized by the same approach and using SiF
4 precursor were manufactured without any defects [
9].
The bubbles appearance can be explained by the formation of highly volatile products due to the interaction between Er–Yb–FPS glass components at the stage of soot melting in the MCVD deposition process. The incorporation of F into silica glass proceeds through the formation of SiO
1.5F particles (as per reaction 2, see above). In fact, F is strongly bonded to Si and the melting of the SiO
2/SiO
1.5F layer proceeds without the formation of SiF
4 in the deposited glass. The introduction of additional dopants into the glass structure reduces the strength of the silica glass network, facilitating a chemical interaction among the individual components. For example, in melted Yb
2O
3–F–Al
2O
3–SiO
2 glass, the formation of AlF
3 and YbF
3 is obviously possible. However, these fluorides have low volatility [
10], in contrast to POF
3 (it is a gas under normal conditions), the formation of which, to the best of our knowledge, is the clear reason for the “boiling up” effect during the MCVD deposition of the Er–Yb–FPS glass.
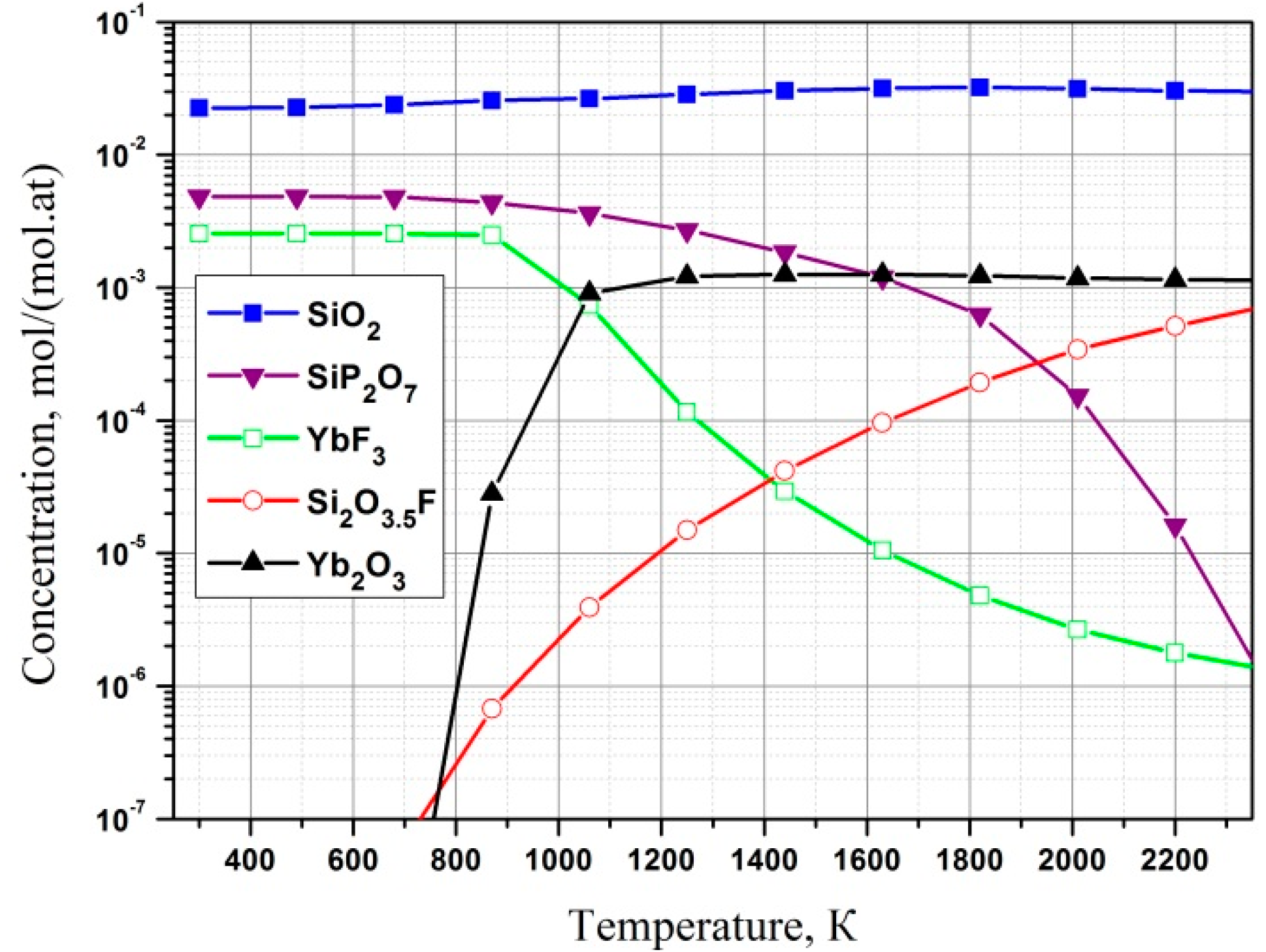
For the detailed investigation of the technical process conditions, a thermodynamic modeling of the process of transformation of a vapor–gas mixture into glass particles was carried out using the Chemical Thermodynamics Calculator software complex by a standard technique described in [
11]. According to the performed calculation, in addition to SiO
1.5F (SiO
2 + SiO
1.5F≡Si
2O
3.5F) adducts, the condensed glass layer contains an additional F-containing phase, namely YbF
3 (
Figure 2).
Despite a lower concentration of YbF3 relative to SiO1.5F content in the temperature range of glass synthesis typical for MCVD (1500–1800 K), each YbF3 particle contains three times more F. The sintering of this highly fluorinated layer proceeds with the formation of a POF3 compound, which freezes in the form of bubbles in the deposited glass while the viscosity of the glass layer rises. Another disadvantage of the standard all-gas-phase deposition technique is that the introduction of a high concentration of REE into glass is difficult due to the low volatility of Er(thd)3 and Yb(thd)3 precursors (vapor pressure is less than 1 mm Hg even at a temperature of 160 °C).
3.2. Improved All-Gas-Phase Deposition Technique
In order to exclude bubble formation and secure a high concentration of REE in Er–Yb–FPS glass, we used the same technological approach already demonstrated earlier in [
12] for the manufacture of active aluminophosphosilicate fibers. This technical process utilizes a two-step fabrication process where the separate deposition of a core glass layer followed by so-called gas-phase impregnation with REE oxides by several main burner passes.
In our experiments, the FPS glass core of different compositions was deposited by using a standard all-gas-phase deposition technique. For this purpose, fixed flows of SiCl
4 and POCl
3 were used, but different fractions of SiF
4 were added into the initial gas mixture. If vapors of Er(thd)
3 and Yb(thd)
3 were not added, sintering the deposited F/P
2O
5/SiO
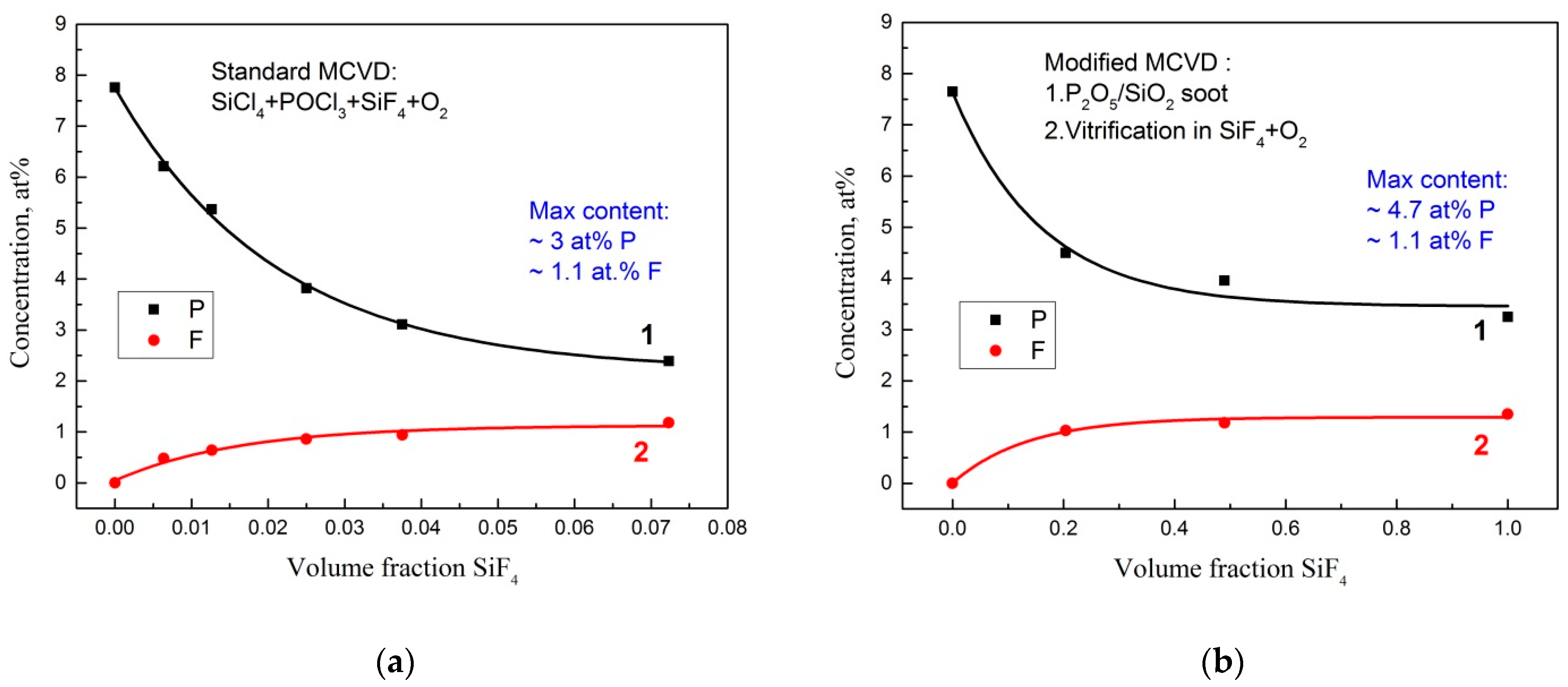
2 soot into a transparent glass layer proceeded without bubble formation. As depicted in
Figure 3a, with an increase in SiF
4 flow, the F concentration in glass increased, but the P content sharply decreased. The maximum F concentration of ~ 1.1 at% is achieved at a volume fraction of SiF
4 ~ 0.03 and a further increase in SiF
4 flow only leads to a decrease in P concentration, while the F content nearly does not change in the glass. The obtained dependence can obviously be explained by the formation of a volatile POF
3 adduct and the complexity of its retention in the deposited glass.
Utilizing the MCVD method in [
4], silica glasses with the maximal F content were obtained. The glasses were manufactured by means of amorphous SiO
2 layer (aerosil) sintering in 100% (pure) SiF
4 atmosphere. That is why, to investigate the possible level of fluorination of phosphosilicate glasses by this approach, the following experiment was carried out. At first, a P
2O
5/SiO
2 soot layer was deposited by a reverse pass (the main burner was moving in the opposite direction to the gas mixture flow). The layer composition and thickness were chosen at the same as it was used in the described above standard all-gas-phase deposition method (with a high content of P, more than 7.38 at%). Then, the layer was treated at the same temperature, but with different fractions of SiF
4 in the gas mixture. As depicted in
Figure 3b, the dependence we achieved is similar to the standard technique, with the only difference that at a F concentration of ~1.1 at% in the glass, significantly more P (near~4.7 at%) remains in the glass core. In this case, obviously that POF
3 is formed only during the soot sintering, in contrast to the standard procedure, where POF
3 is additionally formed due to the interaction of SiF
4 and POCl
3 precursors in the initial gas mixture, and accordingly this leads to a greater loss of P
2O
5. An increase in the thickness of the deposited layer and a simultaneous increase in the SiF
4 and POCl
3 flows in the vapor–gas mixture did not contribute to an increase in the concentration of F and P in the deposited glass. Thus, we can conclude that the achieved level of simultaneously doping of ~1.1 at% F and ~4.7 at% P is the limiting one for the MCVD method. Eventually, exactly this composition of the FPS glass matrix was used in our work to fabricate active Er–Yb co-doped fibers.
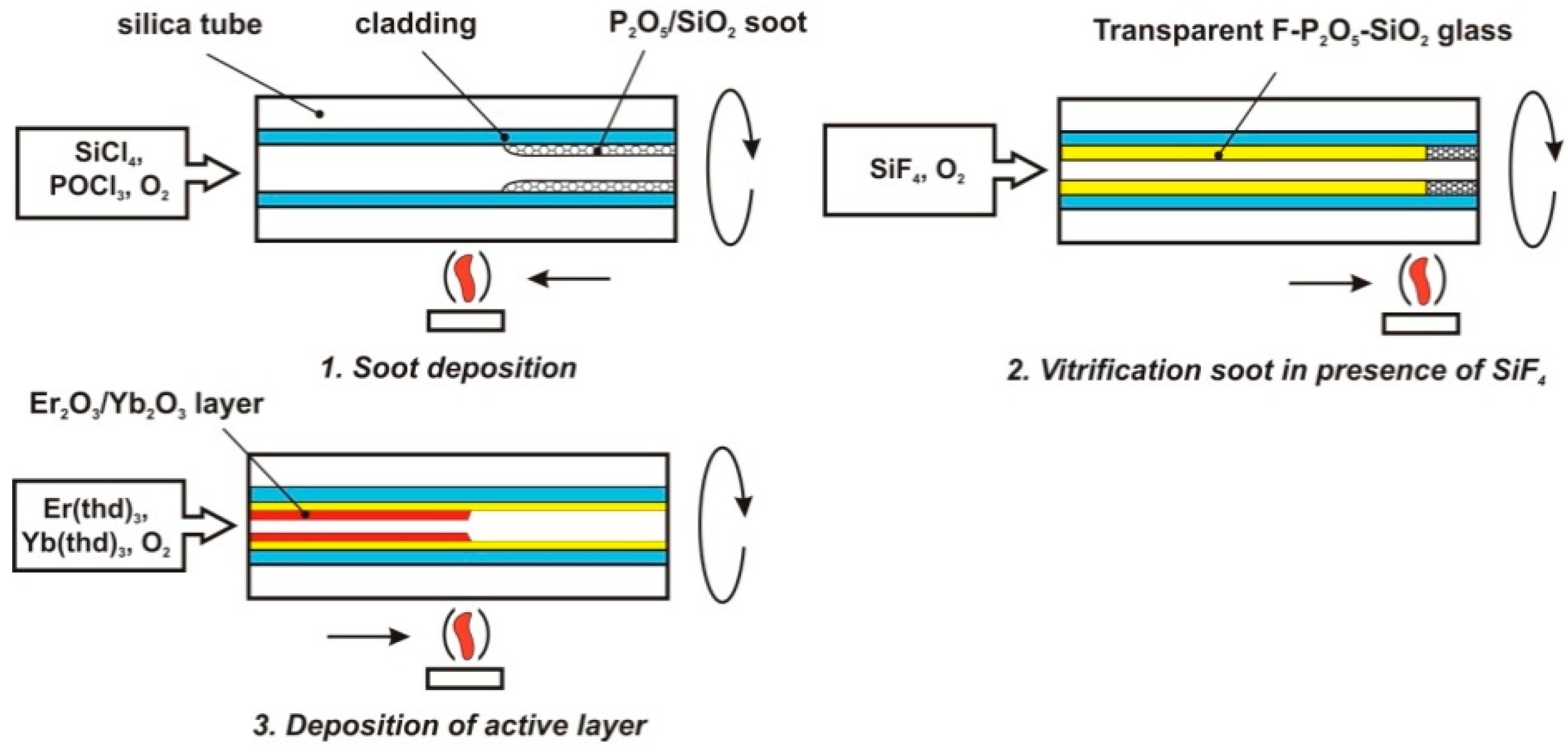
The active fiber preforms were fabricated by using an improved technical process (a schematically drawing of the technical process is depicted in
Figure 4) as follows.
Once the P
2O
5/SiO
2 soot was deposited and sintered in the SiF
4 gas flow, Er
2O
3 and Yb
2O
3 particles were deposited on the surface of the FPS glass layer by multiple (3–4) burner passes using Er(thd)
3 and Yb(thd)
3 precursors. To remove the hydrogen-containing impurities, CCl
4 gas was added into the vapor’s mixture. The stage of the high-temperature fusion of these two layers (deposited FPS glass layer and Er
2O
3/Yb
2O
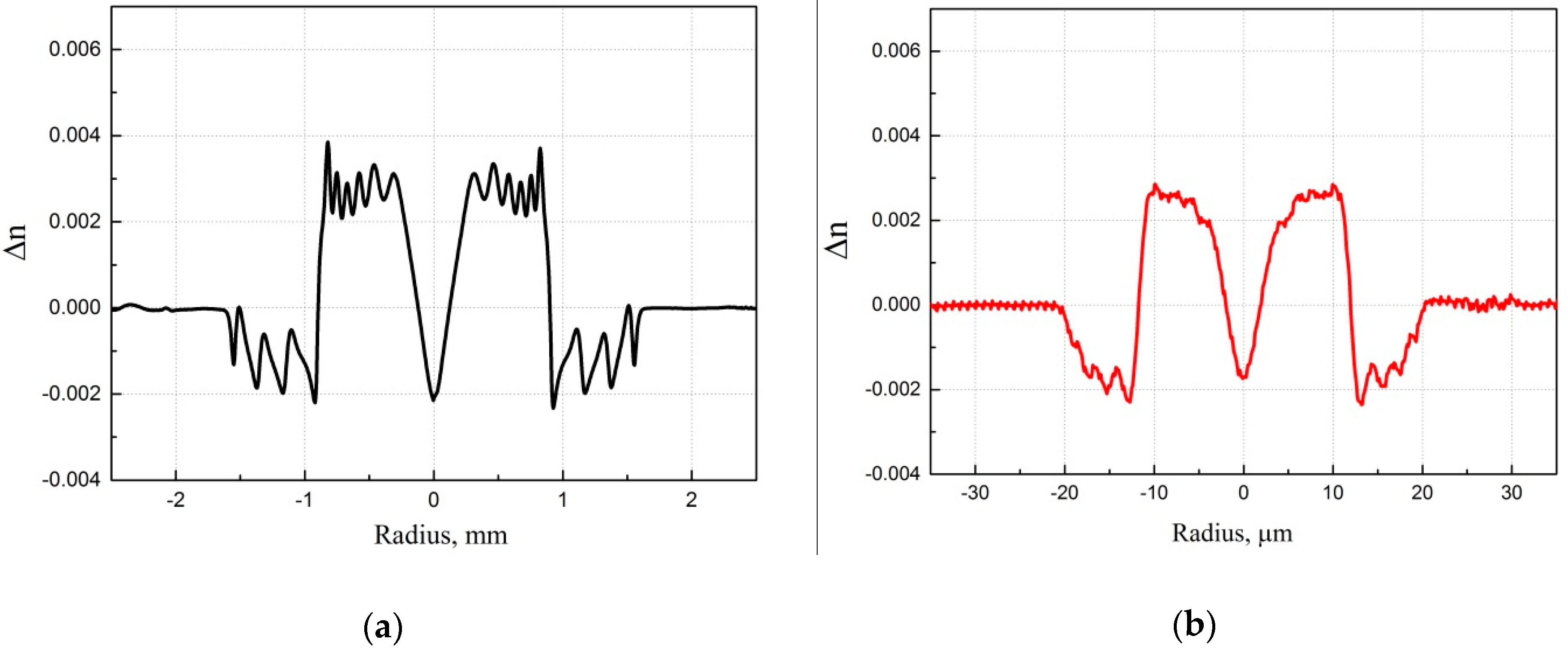
3 co-doped layer) was excluded to prevent extra evaporation of P and F. A core with a diameter of 2 mm was fabricated by applying a 10–12 thin double layers deposition procedure as described above. The alignment of the glass composition over the core cross section occurred due to diffusion processes of the core components at the stage of preform collapse as well as during fiber drawing. As depicted in
Figure 5, the layered shape of the refractive index profile noticed in the preform was completely smoothed in the corresponding fiber.
A central dip in the RIP is due to the evaporation of P
2O
5 during the preform collapse process. There are approaches to its elimination [
13], but in this work, they were not used, and rare-earth oxides were not introduced into the central part of the core since this topic is our target for future research.
3.3. Fibers Characterization
Erbium dopant concentration in Er–Yb co-doped fibers is typically limited to ~ 0.05 at% (due to concentration quenching) and has no effect on the refractive index of a core glass or on the level of background losses. In the opposite case, a Yb dopant concentration is required as high as possible for achieving the efficient pump absorption and suppression of Er
3+ ions clustering. However, the maximal Yb concentration is limited by the appearance of a separate Yb-rich phase in glass (phase separation) and eventually this introduces higher optical losses in fibers [
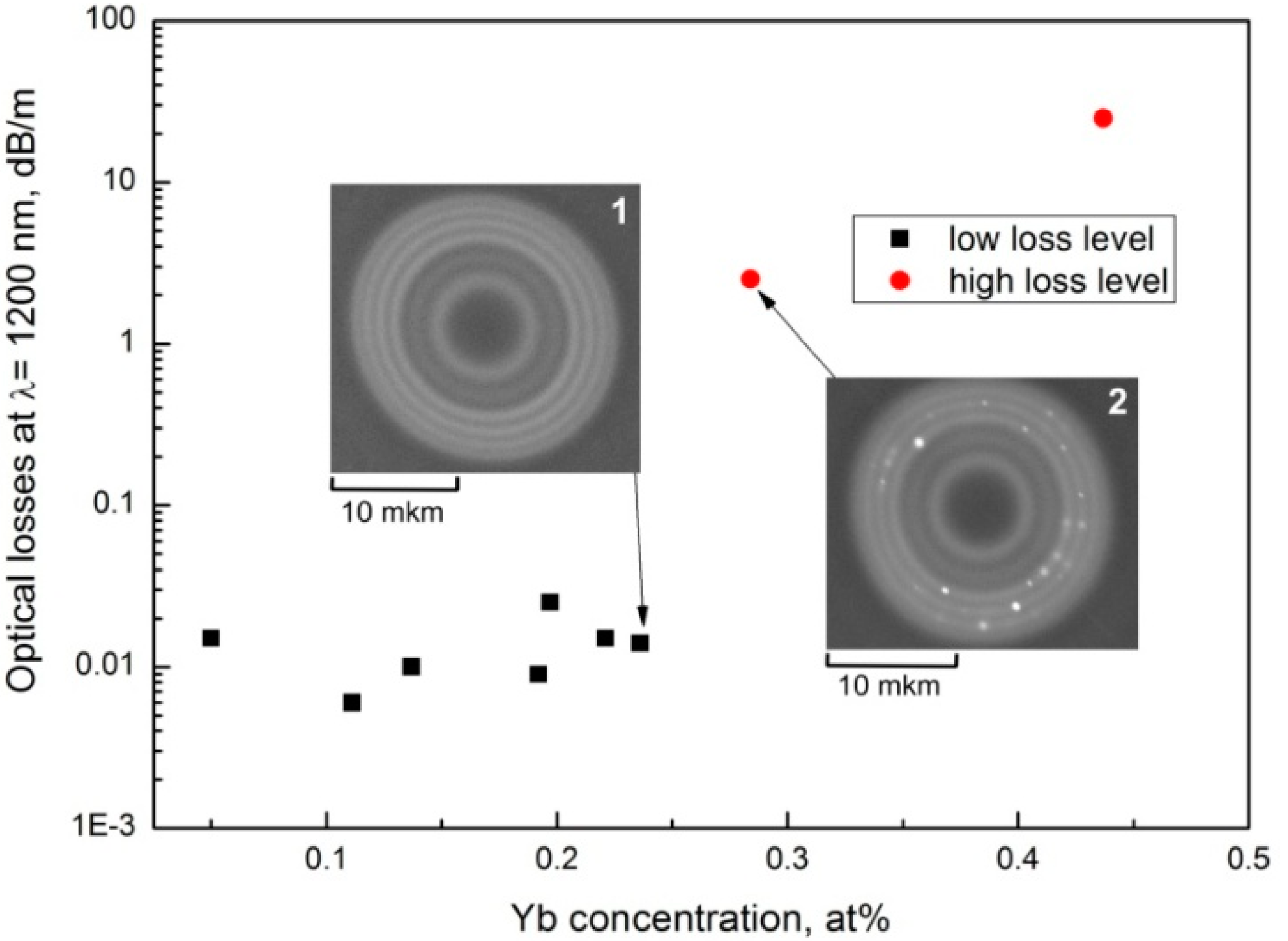
14]. The limiting concentration of Yb in the developed FPS glass matrix was investigated based on optical loss measurements in a series of fibers doped with 0.02–0.44 at% Yb, 0.96–1.1 at% F, and 4.36–4.7 at% P. As depicted in
Figure 6, if the Yb concentration is more than 0.25 at%, a sharp increase in optical losses is observed (up to the level of 2–3 dB/m). Note that optical losses were measured at a wavelength of 1200 nm, where absorption of Yb and Er ions is negligible.
As depicted in the same
Figure 6, an image of the core containing 0.29 at% of Yb clearly shows the regions of a separate Yb-rich phase (a source of high scattering losses). It should be noted that the presence of up to 0.05 at% of Er in the glass matrix does not affect the Yb-dopant phase separation tendency. In particular, the optical losses in a fiber doped with 0.24 at% Yb and 0.05 at% Er measured 14 dB/km, while in a fiber containing 0.29 at% Yb and 0.004 at% Er, the optical losses were ~2.5 dB/m. Eventually, from the performed measurements, it can be concluded that the concentration limit of Yb in the developed FPS glass matrix (4.7 at% P and 1.1 at% F) is only~0.25 at%.
To determine the optimal ratio of the Er and Yb concentrations, a series of preforms with different concentration ratios of the rare-earth oxides was fabricated. The preforms were polished to a square cross-section (for better pump absorption) from which single-mode double-clad fibers with a 20 μm core and an average cladding diameter of 125 μm were then drawn. The amplification properties of the fibers based on FPS glass matrix were investigated in comparison with the commercially available Nufern fiber (LMA-EYDF-25P/300-HE) [
15,
16]. Below, we discuss the most significant details of this study, which explain benefits of the developed FPS glass matrix.
The most important parameter of Er–Yb fibers is ETE efficiency, which determines a fraction of Yb
3+ ions located in the close vicinity of Er
3+ ions and capable of transferring pump energy to them. Yb
3+ ions, which do not participate in energy transfer to Er
3+ ions, reduce the amplification efficiency of Er–Yb fibers, generating (or amplifying) spontaneous emission in the 1 μm spectral region. The ETE parameter was determined by a method similar to that published in [
17]. A maximum ETE of 38% was achieved in our ASL-116 fiber with an Er concentration of about 0.04 at% and a Yb concentration of 0.11 at%. PCE measured in the developed fiber in a co-propagating pump (976 nm) and signal (1555 nm) amplifier scheme (input signal power 0.6 W) was found to be ~ 19% (the same efficiency is measured for fibers with twice as high Yb content and twice as low Er content). The Nufern fiber (0.05 at% Er and 0.88 at.% Yb) demonstrated only a slightly higher amplification efficiency of 26.2% in the same amplifier scheme. It is quite interesting that the share of amplifying the spontaneous emission (ASE) near 1030 nm in the ASL-116 fiber was about 0.5%, which is quite low. We attribute this negligible ASE level to the fiber geometry—where a large core diameter of 20 μm and standard cladding diameter of 125 μm provide high pump absorption even for a low Yb concentration of 0.11 at.%. The utilization of 976 nm pump results in a comparatively short optimal fiber length of 4.5 m. Eventually, a relatively low Yb content and a short fiber length reduce gain near 1030 nm, which becomes insufficient to generate ASE even for an ETE of 38%. It is worth noting that Nufern fiber demonstrates an even lower ASE level near 1030 nm—00.05%—which could be explained by a much higher ETE (~ 90%).
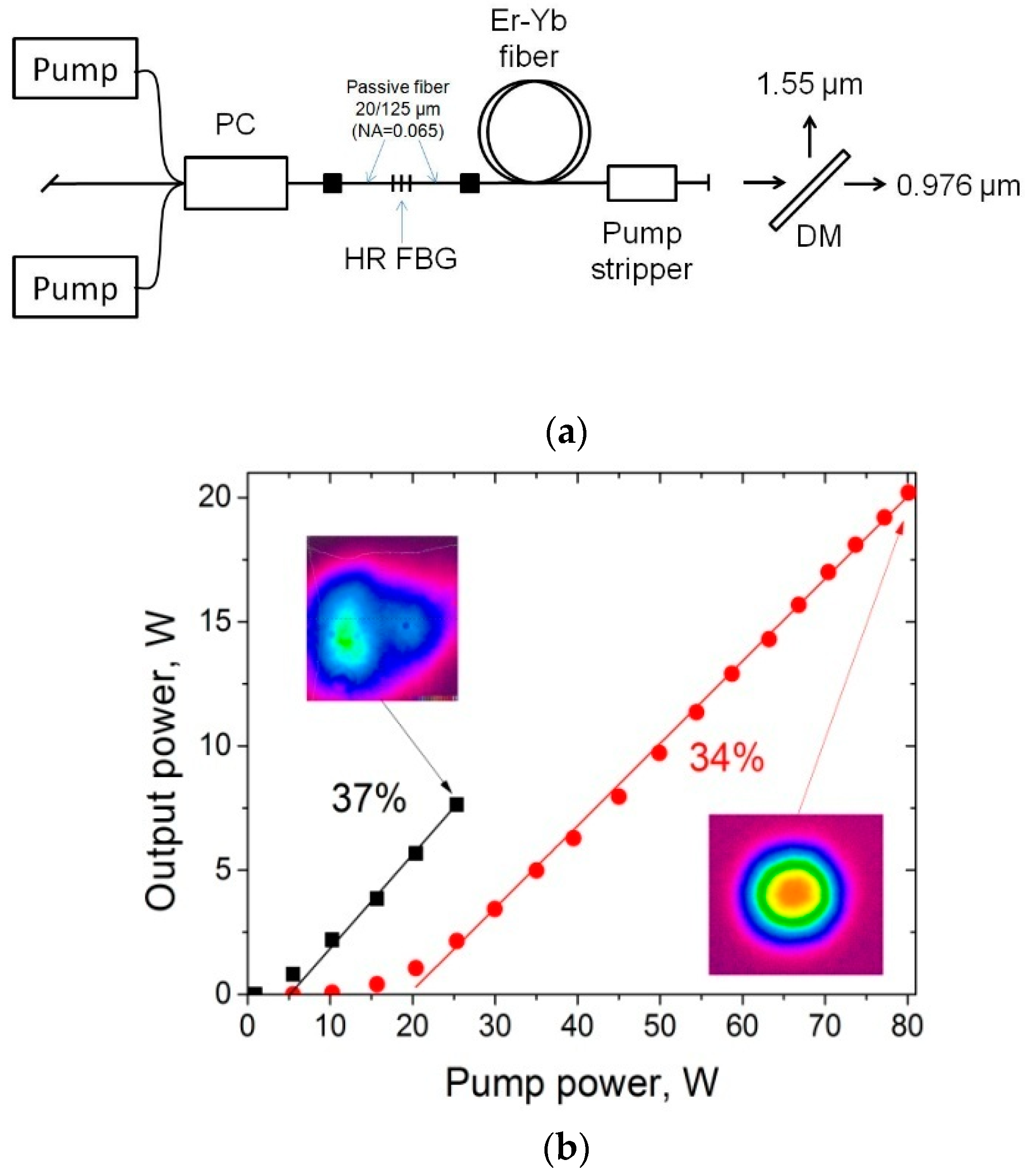
The maximum PCE could be typically achieved in a laser configuration. In our study, we chose a laser resonator formed by high reflection (~99%) fiber Bragg grating (HR FBG) at 1555 nm written in a 20/125 μm passive fiber with a 0.065 core NA (to minimize splice loss with the fibers under test) and normally cleaved active fiber ends, that provided 4% Fresnel reflection. The laser scheme we used in our experiments is depicted in
Figure 7a. The pump at 976 nm was coupled into the investigated fiber through the high reflection fiber Bragg grating using a Pump combiner unit (PC). The unabsorbed pump was filtered out at the output of the fiber end using a Pump stripper made directly on an Er–Yb fiber under test a few cm away from its end. Additionally, a dichroic 1550/976 nm mirror (DM) was used to filter out the unabsorbed pump unfiltered by the pump stripper (importantly, in the case of Nufern fiber, where part of the pump is propagated inside the pedestal). The optimal fiber length which provided maximal PCE was found to be 4.5 m for ASL-116 fiber and 1.5 m for Nufern fiber. Slope PCE, measured using optimal fiber length, was found to be 34 and 37% for ASL-116 and Nufern fibers, respectively (
Figure 7b).
In our laser experiments, we did not pay much attention to efficient fibers cooling. However, both fibers were cooled in the same way. A shorter length of the Nufern fiber did not allow obtaining an increase in the pump power over 25 W due to insufficient heat dissipation (ignition of the fiber polymer coating). In opposition to this, in the ASL-116 fiber sample, the similar issue was not observed up to 80 W of pump power. It must be noted that the proper cooling and utilization of a longer Nufern fiber by changing the pump wavelength to 915–940 nm (where Er–Yb fibers have smaller absorption) could allow one to achieve a much higher average power of 44 W [
18] and even 303 W if water cooling is applied [
19]. We believe that the ASL-116 fiber sample that we fabricated by the improved fabrication method described above would also be capable of generating comparable output power if similar fiber cooling methods and sufficiently high pump power were employed.
The most important result of this study was a perfect beam quality at the output end of the ASL-116 fiber we achieved. The M
2 parameter of the ASL-116 fiber did not exceed 1.1 (M
2 = 1 is an “ideal” single-mode regime) within the 20 W output power range, while for the Nufern fiber, the beam quality deteriorated very quickly (M
2 > 2.2 at a pump power of only 7 W for a bend diameter of 20 cm and the M
2 parameter was ~1.5 for a bend diameter of 8 cm), which is a clear indicator of the non-single mode propagation regime. An improvement in the beam quality in the Nufern fiber can be achieved by tight fundamental mode excitation using bulk optical components, but even in this case, the beam quality M
2 varied in the range from 1.07 to 1.4 depending on the pump power [
19].
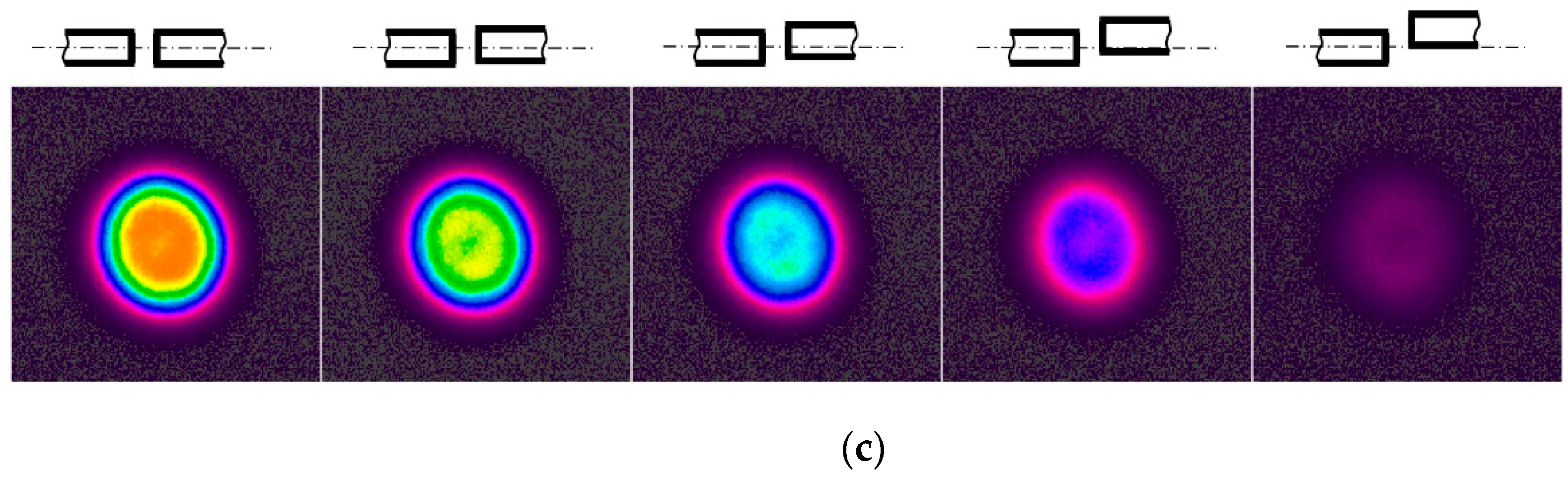
These benefits of the FPS Er–Yb fiber are accompanied by an ultimately low core NA, which was achieved in the developed fiber (0.065), and together with a depressed ring outside the core region provided a perfect single mode propagation regime (calculated cut-off wavelength was ~1.4 μm for the ASL-116 fiber sample). Eventually, the mode shape of the fabricated fiber sample does not relate to the excitation conditions, which can be clearly seen from
Figure 7c, where the off-center excitation of the propagation mode only results in the reduction in output mode intensity and does not influence its shape (as compared to coaxial end-to-end excitation using the SMF28 fiber—the far-left image in
Figure 7c).


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







