A Rapid Improvement Process through “Quick-Win” Lean Tools: A Case Study


 ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Literature Review
Literature Review—Comparative Earnings
3. Methodology
3.1. Employee Survey
3.2. Survey Dimensions—“Awareness”
- Q1—I produce more conforming parts than my cell colleagues;
- Q2—My cell produces more conforming parts than other cells;
- Q3—I can identify the root causes of the NCs (non-conformities) produced;
- Q4/F1—I have adequate training to solve the NCs; (This same question was used to answer two perceptions, namely, the area of Quality (Q4) and also, the area of training (F1)).
- Q5—I implement improvement actions.
- M1—The machines and cell under my care are in good maintenance;
- M2—The number of breakdowns corresponds to the company average;
- M3—The repair intervention time is adequate;
- M4—The equipment produces many defective parts;
- M5/F2—I feel able to solve equipment problems and I have the training to do so; (This same question was used to answer two perceptions, namely, the area of maintenance and equipment (M5) and also, the area of training (F2)).
- P1—My workload is balanced;
- P2—The workload on my cell is balanced;
- P3—I could produce more parts if I had other types of tools or equipment;
- P4—My cell is clean and organized (5S);
- P5—I am totally comfortable when working in my cell (5S);
- P6—I know what I have to do during my shift;
- P7—I always have immediate access to the programs and tools used.
- G1—The Goal Management Process (GPO) has been presented in a transparent manner and the reward method is understandable;
- G2—The percentages of each GPO line are proportional to the main tasks to be performed;
- G3—The GPO helps me to guide the company’s overall goals;
- G4—I believe I will be rewarded for achieving the cell goals.
- E1—I am confident of my abilities to contribute to the success of my field;
- E2—I am confident that I can make a positive contribution in my area;
- E3—I am confident about setting performance goals in my area;
- E4—I feel the need to defend my cell when it is criticized;
- E5—I feel that we can improve steadily, in a process of continuous improvement.
- F1/Q4—I have adequate training to solve the NCs; (This same question was used to answer two perceptions, namely, the area of training (F1) and also, the area of Quality (Q4)).
- F2/M5—I feel able to solve equipment problems and I have the training to do so; (This same question was used to answer two perceptions, namely, the area of training (F2) and also, the area of maintenance and equipment (M5)).
- F3—I have been trained for my day to day work;
- F4—I need more training in other areas to improve my efficiency.
3.3. Characterization of Work Cells
4. Results
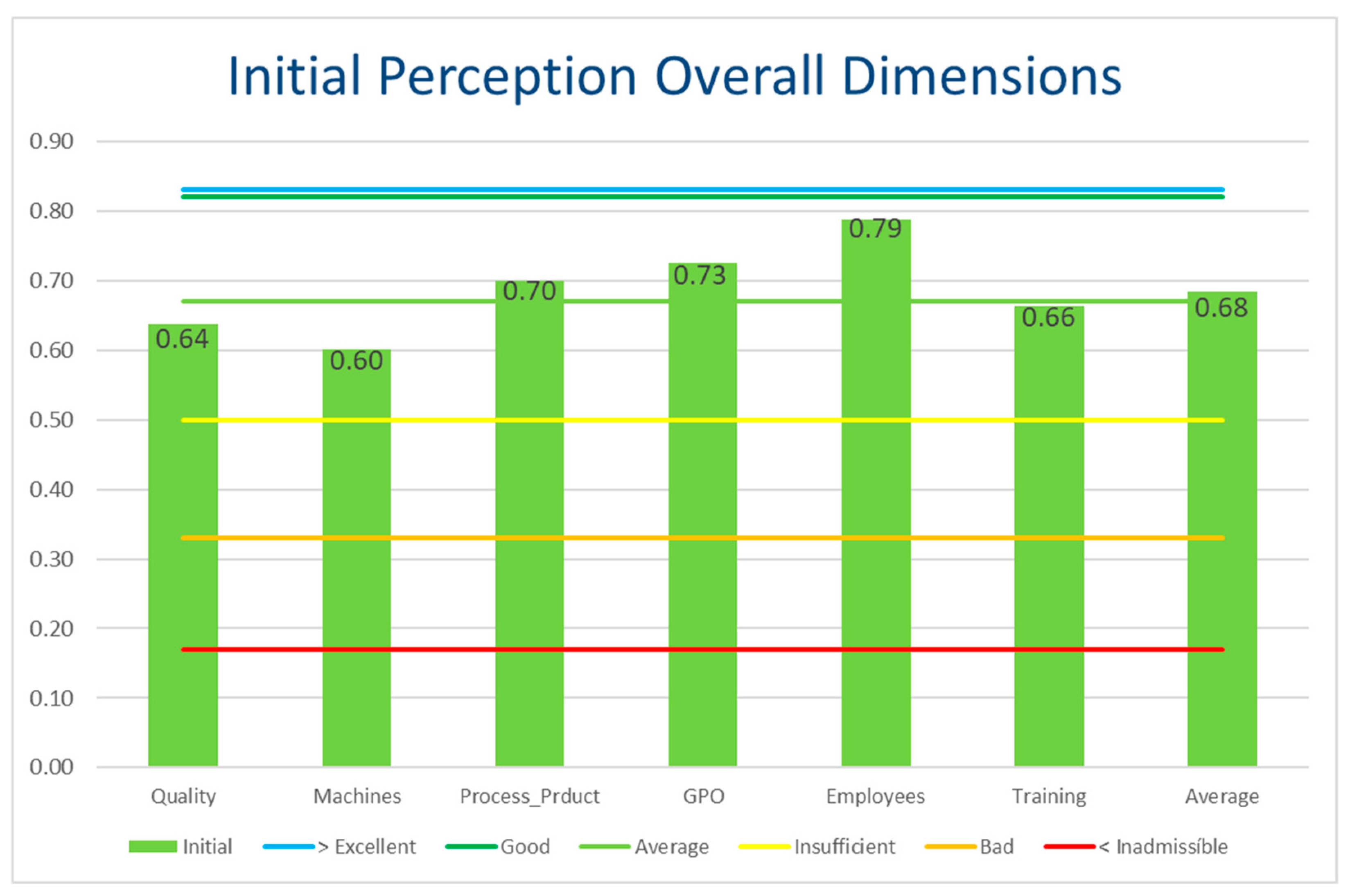
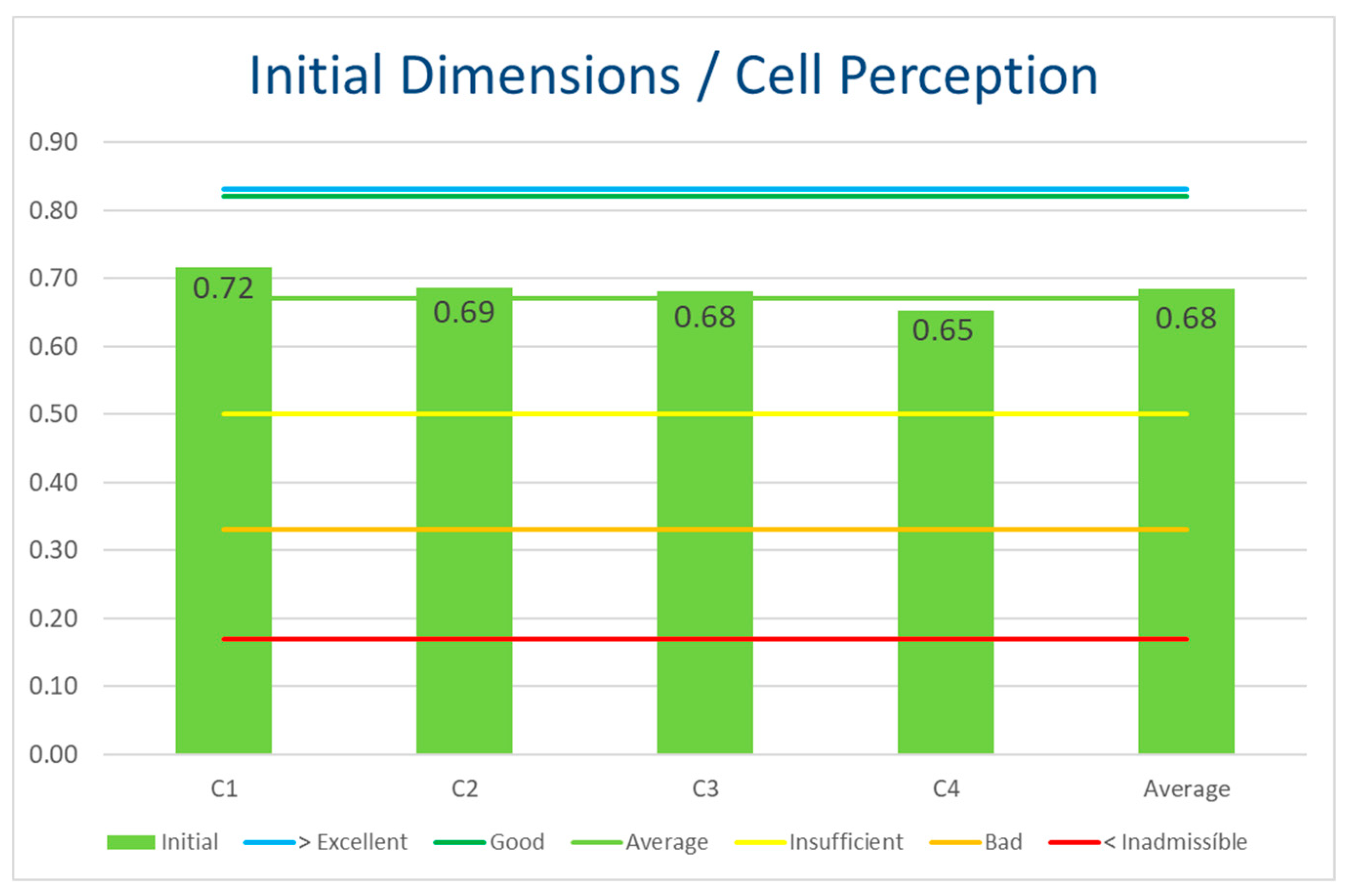
4.1. Initial Perceptions
4.2. Application of LT and LL
4.3. Management by Objectives/SMART Objectives
- (1)
- KPI (Key Performance Indicators)
- (2)
- Daily Kaizen in the machining area
- (3)
- Visual Management
- (4)
- PDCA (Plan–Do–Check–Act)
- (5)
- Gemba Walk
- (6)
- 5S
- (7)
- The 5 Whys
- (8)
- Yokoten
- (9)
- Brainstorming
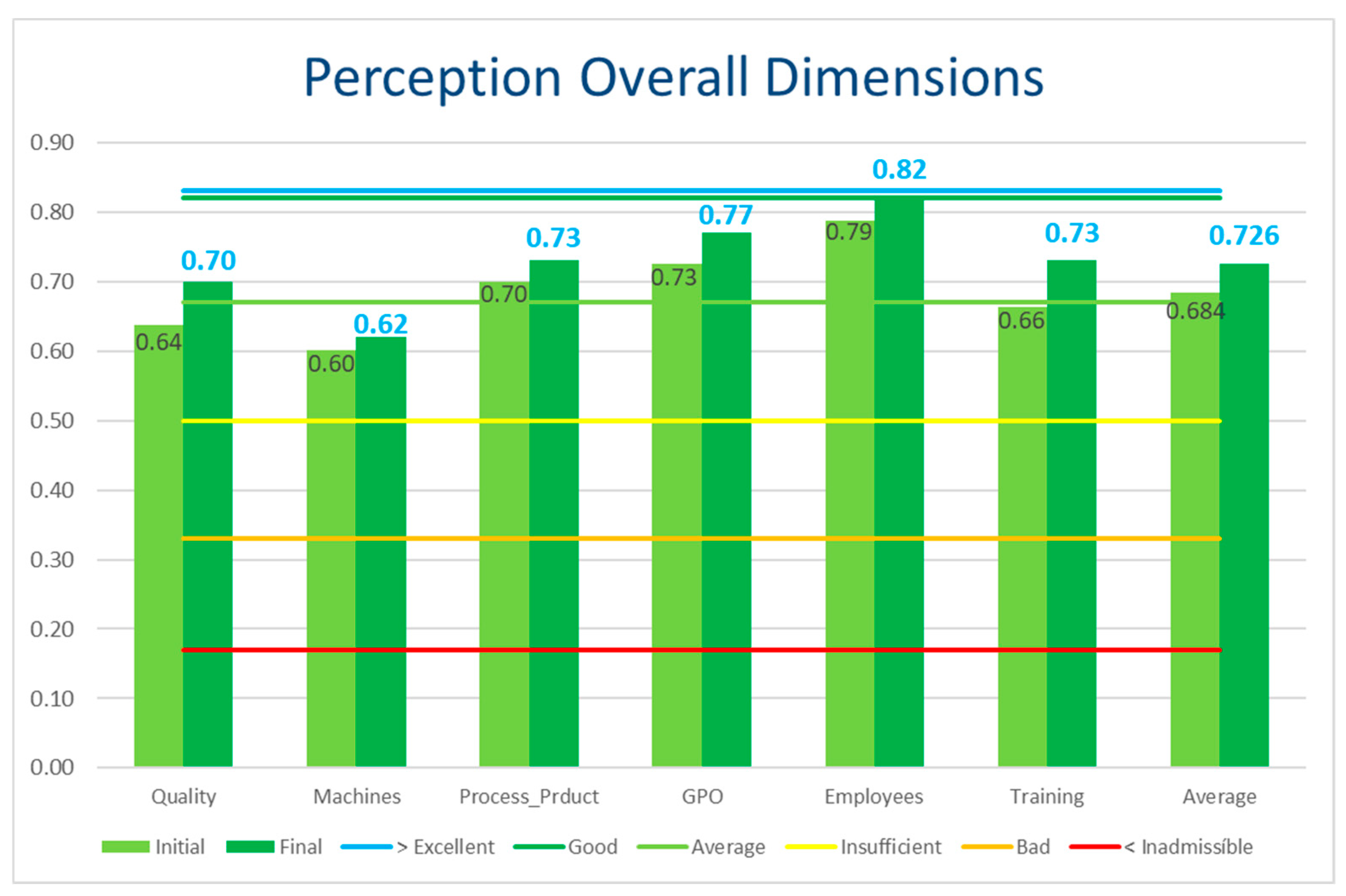
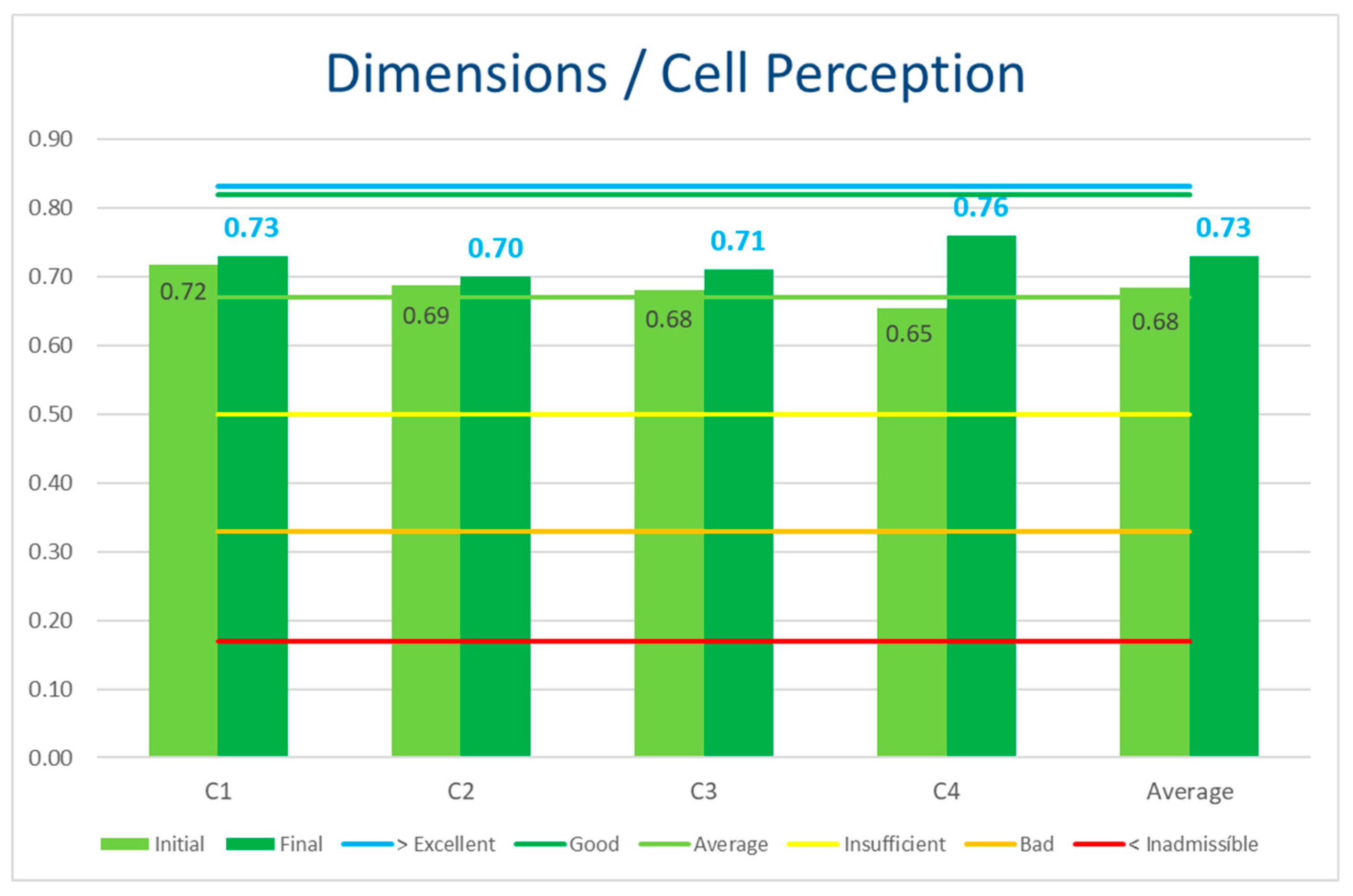
4.4. Data Analysis
4.5. Data Analysis—Cronbach’s Alpha
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rodrigues, J.; de Sá, J.C.V.; Ferreira, L.P.; Silva, F.J.G.; Santos, G. Lean management “quick-wins”: Results of implementation. A case study”. Qual. Innov. Prosper. 2019, 23, 3–21. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, P.; Sá, J.C.; Ferreira, L.P.; Silva, F.J.G.; Pereira, M.T.; Santos, G. The impact of the application of lean tools for improvement of process in a plastic company: A case study”. Procedia Manuf. 2019, 38, 765–775. [Google Scholar] [CrossRef]
- Santos, G.; Sá, J.C.; Oliveira, J.; Ramos, D.; Ferreira, C. Quality and Safety Continuous Improvement through Lean Tools. In Lean Manufacturing—Implementation, Opportunities and Challenges; Silva, F., Ferreira, L., Eds.; Nova Science Publishers: New York, NY, USA, 2019; Chapter 8; pp. 165–188. [Google Scholar]
- Azevedo, J.; Sá, J.C.; Ferreira, L.P.; Santos, G.; Cruz, F.M.; Jimenez, G.; Silva, F.J.G. Improvement of production line in the automotive industry through lean philosophy. Procedia Manuf. 2019, 41, 1023–1030. [Google Scholar] [CrossRef]
- Vieira, T.; Sá, J.C.; Lopes, M.P.; Santos, G.; Félix, M.J.; Ferreira, L.P.; Silva, F.J.G.; Pereira, M.T. Optimization of the cold profiling process through Lean Tools. Procedia Manuf. 2019, 38, 892–899. [Google Scholar] [CrossRef]
- Bäckström, I.; Ingelsson, P. Is there a relationship between Lean Leaders and healthy co-workers? Qual. Innov. Prosper. J. 2015, 19, 123–136. [Google Scholar] [CrossRef] [Green Version]
- Dombrowski, U.; Mielke, T. Lean Leadership—15 Rules for a Sustainable Lean Implementation. Procedia CIRP 2014, 17, 565–570. [Google Scholar] [CrossRef] [Green Version]
- Pierce, J.L.; Kostova, T.; Dirks, K.T. Toward a theory of psychological ownership in organizations. Acad. Manag. Rev. 2001, 26, 298–310. [Google Scholar] [CrossRef] [Green Version]
- Avey, J.B.; Avolio, B.J.; Crossley, C.D.; Luthans, F. Psychological ownership: Theoretical extensions, measurement and relation to work outcomes. J. Organ. Behav. 2009, 30, 173–191. [Google Scholar] [CrossRef]
- Pierce, J.L.; Kostova, T.; Dirks, K.T. The state of psychological ownership: Integration and extending a century of research. Rev. Gen. Psychol. 2003, 7, 84–107. [Google Scholar] [CrossRef]
- Pinto, H.; Pimentel, C.; Cunha, M. Implications of Total Productive Maintenance in Psychological Sense of Ownership. Procedia Soc. Behav. Sci. 2016, 217, 1076–1082. [Google Scholar] [CrossRef] [Green Version]
- Campbell, J. SMART Criteria; Salem Press Encyclopedia: New York, NY, USA, 2018. [Google Scholar]
- Ferreira, S.; Silva, F.J.G.; Casais, R.B.; Pereira, M.T.; Ferreira, L.P. KPI development and obsolescence management in industrial maintenance. Procedia Manuf. 2019, 38, 1427–1435. [Google Scholar] [CrossRef]
- Stricker, N.; Minguillon, F.E.; Lanza, G. Selecting key performance indicators for production with a linear programming approach. Int. J. Prod. Res. 2017, 55, 5537–5549. [Google Scholar] [CrossRef]
- Zhu, L.; Johnsson, C.; Varisco, M.; Schiraldi, M. Key performance indicators for manufacturing operations management—Gap analysis between process industrial needs and ISO 22400 standard. Procedia Manuf. 2018, 25, 82–88. [Google Scholar] [CrossRef]
- Azizi, A. Evaluation Improvement of Production Productivity Performance using Statistical Process Control, Overall Equipment Efficiency, and Autonomous Maintenance. Procedia Manuf. 2015, 2, 186–190. [Google Scholar] [CrossRef] [Green Version]
- Zarbo, R.; Varney, R.; Copeland, J.; D’Angelo, R.; Sharma, G. Daily Management System of the Henry Ford Production System. Am. J. Clin. Pathol. 2015, 144, 122–136. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Verbano, C.; Crema, M.; Nicosia, F. Visual management system to improve care planning and controlling: The case of intensive care unit. Prod. Plan. Control 2017, 28, 1212–1222. [Google Scholar] [CrossRef]
- Correia, D.; Silva, F.J.G.; Gouveia, R.M.; Pereira, T.; Ferreira, L.P. Improving manual assembly lines devoted to complex electronic devices by applying lean tools. Procedia Manuf. 2018, 17, 663–671. [Google Scholar] [CrossRef]
- Carvalho, F.; Santos, G.; Gonçalves, J. The disclosure of information on Sustainable Development on the corporate website of the certified Portuguese organizations. Int. J. Qual. Res. 2018, 12, 253–276. [Google Scholar]
- Santos, G.; Bravi, L.; Murmura, F. Fabrication laboratories: The development of new business models with new digital technologies. J. Manuf. Technol. Manag. 2018, 29, 1332–1357. [Google Scholar] [CrossRef]
- Bravi, L.; Murmura, F.; Santos, G. Attitudes and behaviours of Italian 3D prosumer in the Era of Additive Manufacturing. Procedia Manuf. 2017, 13, 980–986. [Google Scholar] [CrossRef]
- Marinho, A.; Silva, R.G.; Santos, G. Why most university-industry partnerships fail to endure and how to create value and gain competitive advantage through collaboration—A systematic review. Qual. Innov. Prosper. 2020, 24, 34–50. [Google Scholar] [CrossRef]
- Jiménez-Delgado, G.; Santos, G.; Félix, M.J.; Teixeira, P.; Sá, J.C. A combined ahp-topsis approach for evaluating the process of innovation and integration of management systems in the logistic sector. In International Conference on Human-Computer Interaction, Proceedings of the HCII 2020: HCI International 2020—Late Breaking Papers: Interaction, Knowledge and Social Media, Copenhagen, Denmark, 19–24 July 2020; Springer: Cham, Switzerland, 2020; pp. 535–559. [Google Scholar]
- Pombal, T.; Ferreira, L.P.; Sá, J.C.; Pereira, M.T.; Silva, F.J.G. Implementation of Lean Methodologies in the Management of Consumable Materials in the Maintenance Workshops of an Industrial Company. Procedia Manuf. 2019, 38, 975–982. [Google Scholar] [CrossRef]
- Bateman, N.; Philp, L.; Warrender, H. Visual management and shop floor teams – development, implementation and use. Int. J. Prod. Res. 2016, 54, 7345–7358. [Google Scholar] [CrossRef] [Green Version]
- Araújo, R.; Santos, G.; Costa, J.B.; Sá, J.C. The quality management system as a driver of organizational culture: An empirical study in the Portuguese textile industry. Qual. Innov. Prosper. 2019, 23, 1–24. [Google Scholar] [CrossRef] [Green Version]
- Félix, M.J.; Silva, S.; Santos, G.; Doiro, M.; Sá, J.C. Integrated product and processes development in design: A case study. Procedia Manuf. 2019, 41, 296–303. [Google Scholar] [CrossRef]
- Sá, J.C.; Barreto, L.; Amaral, A.; Carvalho, F.; Santos, G. Perception of the importance to implement ISO 9001 in organizations related to people linked to quality—An empirical study. Int. J. Qual. Res. 2019, 13, 1055–1070. [Google Scholar] [CrossRef]
- Jimenez, G.; Santos, G.; Félix, M.; Hernández, H.; Rondón, C. Good Practices and Trends in Reverse Logistics in the plastic products manufacturing industry. Procedia Manuf. 2019, 41, 367–374. [Google Scholar] [CrossRef]
- Rosa, C.; Silva, F.J.G.; Ferreira, L.P. Improving the quality and productivity of steel wire-rope assembly lines for the automotive industry. Procedia Manuf. 2017, 11, 1035–1042. [Google Scholar] [CrossRef]
- Schwagerman, W., III; Ulme, J.M. The A3 Lean Management and Leadership Thought Process. J. Technol. Manag. Appl. Eng. 2013, 29, 1–10. [Google Scholar]
- Gesinger, S. Experiential Learning: Using Gemba Walks to Connect with Employees. Prof. Saf. 2016, 61, 33–36. [Google Scholar]
- Southworth, T. Gemba walks. Label Narrow Web 2012, 17, 38–39. [Google Scholar]
- Ahmed, M. Daily walks train future leaders. Ind. Manag. 2014, 56, 22–27. [Google Scholar]
- Nestle, M. Gemba is Gold. Six Sigma Forum 2013, 13, 32–36. [Google Scholar]
- Santos, G.; Gomes, S.; Braga, V.; Braga, A.; Lima, V.; Teixeira, P. Value creation through quality and innovation - a case study on Portugal. TQM J. 2019, 31, 928–947. [Google Scholar] [CrossRef]
- Félix, M.J.; Gonçalves, S.; Jimenez, G.; Santos, G. The contribution of design to the development of products and manufacturing processes in the Portuguese industry. Procedia Manuf. 2019, 41, 1055–1062. [Google Scholar] [CrossRef]
- Doiro, M.; Santos, G.; Felix, M.J. Machining operations for components in kitchen furniture: A comparison between two management systems. Procedia Manuf. 2019, 41, 10–17. [Google Scholar] [CrossRef]
- De Soete, W. Towards a Multidisciplinary Approach on Creating Value: Sustainability through the Supply Chain and ERP Systems. Systems 2016, 4, 16. [Google Scholar] [CrossRef] [Green Version]
- Minter, S. What Leaders Should Do on the Gemba. Ind. Week/IW 2015, 264, 26. [Google Scholar]
- Santos, G.; Murmura, F.; Bravi, L. Developing a model of vendor rating to manage quality in the supply chain. Int. J. Qual. Serv. Sci. 2019, 11, 34–52. [Google Scholar] [CrossRef]
- Africano, N.; Rodrigues, A.S.; Santos, G. The main benefits of the implementation of the quality management system in higher education institutions in Angola. Qual. Innov. Prosper. 2019, 23, 122–136. [Google Scholar] [CrossRef] [Green Version]
- Barbosa, L.C.F.M.; de Oliveira, O.J.; Santos, G. Proposition for the alignment of the integrated management system (quality, environmental and safety) with the business strategy. Int. J. Qual. Res. 2018, 12, 925–940. [Google Scholar]
- Dana, B. The Gemba Walk—A Tool for Management and Leadership. Ovidius Univ. Ann. Ser. Econ. Sci. 2015, 15, 450–455. [Google Scholar]
- Santos, D.; Rebelo, M.; Santos, G. The Integration of certified Management Systems. Case Study—Organizations located at the district of Braga, Portugal. Procedia Manuf. 2017, 13, 964–971. [Google Scholar] [CrossRef]
- Bravi, L.; Murmura, F.; Santos, G. The ISO 9001:2015 Quality Management System Standard: Companies’ Drivers, Benefits and Barriers to Its Implementation. Qual. Innov. Prosper. J. 2019, 23, 64–82. [Google Scholar] [CrossRef] [Green Version]
- Santos, G.; Doiro, M.; Mandado, E.; Silva, R. Engineering learning objectives and computer assisted tools. Eur. J. Eng. Educ. 2019, 44, 616–628. [Google Scholar] [CrossRef]
- Santos, G.; Rebelo, M.; Ramos, S.; Silva, R.; Pereira, M.; Ramos, G.N.L. Developments regarding the integration of the occupational safety and health with quality and environment management systems. In Occupational Safety and Health; Kavouras, I.G., Chalbot, M.-C.G., Eds.; Nova Publishers: New York, NY, USA, 2014; pp. 113–146. [Google Scholar]
- Rebelo, M.F.; Santos, G.; Silva, R. Integration of Standardized Management Systems: A Dilemma? Systems 2015, 3, 45–59. [Google Scholar] [CrossRef] [Green Version]
- Peldschus, F. The Analyses of the Quality of the results obtained with the methods of multi-criteria decisions. Technol. Econ. Dev. Econ. 2009, 15, 580–592. [Google Scholar] [CrossRef]
- Silva, S.; Sá, J.C.; Silva, F.J.G.; Ferreira, L.P.; Santos, G. Lean Green—The Importance of Integrating Environment into Lean Philosophy-A Case Study. In European Lean Educator Conference, Proceedings of the ELEC 2019: 6th European Lean Educator Conference, Milan, Italy, 11–13 November 2019; Springer: Cham, Switzerland, 2020; Volume 122, pp. 211–219. [Google Scholar] [CrossRef]
- Urban, W. Service Quality Gaps and their role in service enterprises development. Technol. Econ. Dev. Econ. 2009, 15, 631–645. [Google Scholar] [CrossRef]
- Sá, J.C.; Vaz, S.; Carvalho, O.; Lima, V.; Morgado, L.; Fonseca, L.M.; Doiro, M.; Santos, G. A model of integration ISO 9001 with Lean six sigma and main benefits achieved. Total Qual. Manag. Bus. Excell. 2020, in press. [Google Scholar] [CrossRef]
- Santos, G.; Millán, A.L. Motivation and benefits of implementation and certification according ISO 9001—The Portuguese experience. Int. J. Qual. Res. 2013, 7, 71–86. [Google Scholar] [CrossRef] [Green Version]
- Rebelo, M.; Santos, G.; Silva, R. Conception of a flexible integrator and lean model for integrated management systems. Total Qual. Manag. Bus. Excell. 2014, 25, 683–701. [Google Scholar] [CrossRef]
- Ribeiro, F.; Santos, G.; Rebelo, M.F.; Silva, R. Integrated Management Systems: Trends for Portugal in the 2025 horizon. Procedia Manuf. 2018, 13, 1191–1198. [Google Scholar] [CrossRef]
- Bravi, L.; Santos, G.; Pagano, A.; Murmura, F. Environmental management system according to ISO 14001:2015 as a driver to sustainable development. Corp. Soc. Responsib. Environ. Manag. 2020, 27, 2599–2614. [Google Scholar] [CrossRef]
- Cordeiro, P.; Sá, J.C.; Pata, A.; Gonçalves, M.; Santos, G.; Silva, F.J.G. The Impact of Lean Tools on Safety—Case Study. In Occupational and Environmental Safety and Health II. Studies in Systems, Decision and Control; Springer: Cham, Switzerland, 2020; Volume 277, pp. 151–159. [Google Scholar] [CrossRef]
- Zgodavova, K.; Bober, P.; Majstorovic, V.; Monkova, K.; Santos, G.; Juhaszova, D. Innovative Methods for Small Mixed Batches Production System Improvement: The Case of a Bakery Machine Manufacturer. Sustainability 2020, 12, 6266. [Google Scholar] [CrossRef]
- Santos, G.; Mendes, F.; Barbosa, J. Certification and integration of management systems: The experience of Portuguese small and medium enterprises. J. Clean. Prod. 2011, 19, 1965–1974. [Google Scholar] [CrossRef] [Green Version]
- Talapatra, S.; Santos, G.; Uddin, K.; Carvalho, F. Main benefits of integrated management systems through literature review. Int. J. Qual. Res. 2019, 13, 1037–1054. [Google Scholar] [CrossRef]
- Carvalho, F.; Santos, G.; Gonçalves, J. Critical analysis of information about integrated management systems and environmental policy on the Portuguese firms’ website, towards sustainable development. Corp. Soc. Responsib. Environ. Manag. 2020, 27, 1069–1088. [Google Scholar] [CrossRef]
- Mohelska, H.; Sokolova, M. Management Approaches for industry 4.0—The organizational perspective. Technol. Econ. Dev. Econ. 2018, 24, 2225–2240. [Google Scholar] [CrossRef] [Green Version]
- Czifra, G. Implementation Process of 5S for a Company in Real Life-Problems, Solutions, Successes. Res. Pap. Fac. Mater. Sci. Technol. Slovak Univ. Technol. 2017, 25, 79–86. [Google Scholar] [CrossRef] [Green Version]
- Santos, G.; Afonseca, J.; Lopes, N.; Félix, M.J.; Murmura, F. Critical success factors in the management of ideas as an essential component of innovation and business excellence. Int. J. Qual. Serv. Sci. 2018, 10, 214–232. [Google Scholar] [CrossRef]
- Costa, C.; Ferreira, L.P.; Sa, J.C.; Silva, F.J.G. Implementation of 5S Methodology in a Metalworking Company, Chapter 01. In DAAAM International Scientific Book; Katalinic, B., Ed.; DAAAM International: Vienna, Austria, 2018; pp. 1–12. ISBN 978-3-902734-19-8. ISSN 1726-9687. [Google Scholar] [CrossRef]
- Veres, C.; Marian, L.; Moica, S.; Al-Akel, K. Case study concerning 5S method impact in an automotive company. Procedia Manuf. 2017, 22, 900–905. [Google Scholar] [CrossRef]
- Todorovic, M.; Cupic, M. How Does 5s Implementation Affect Company Performance? A Case Study Applied to a Subsidiary of a Rubber Goods Manufacturer from Serbia. Eng. Econ. 2017, 28, 311–322. [Google Scholar] [CrossRef]
- Bravi, L.; Murmura, F.; Santos, G. Manufacturing labs: Where new digital technologies help improve life quality. Int. J. Qual. Res. 2018, 12, 957–974. [Google Scholar]
- Jimenez, G.; Santos, G.; Sá, J.C.; Ricardo, S.; Pulido, J.; Pizarro, A.; Hernández, H. Improvement of productivity and quality in the value chain through lean manufacturing—A case study. Procedia Manuf. 2019, 41, 882–889. [Google Scholar] [CrossRef]
- Doiro, M.; Fernández, J.F.; Félix, M.; Santos, G. ERP-machining centre integratin: A modular kitchen production case study. Procedia Manuf. 2017, 13, 1159–1166. [Google Scholar] [CrossRef]
- Neves, P.; Silva, F.J.G.; Ferreira, L.P.; Pereira, T.; Gouveia, R.; Pimentel, C. Implementing Lean tools in the manufacturing process of trimmings products. Procedia Manuf. 2018, 17, 696–704. [Google Scholar] [CrossRef]
- Braglia, M.; Frosolini, M.; Gallo, M. SMED enhanced with 5-Whys Analysis to improve set-upreduction programs: The SWAN approach. Int. J. Adv. Manuf. Technol. 2016, 90, 1845–1855. [Google Scholar] [CrossRef]
- Marques, C.; Lopes, N.; Santos, G.; Delgado, I.; Delgado, P. Improving operator evaluation skills for defect classification using training strategy supported by attribute agreement analysis. Measurement 2018, 119, 129–141. [Google Scholar] [CrossRef]
- Costa, A.R.; Barbosa, C.; Santos, G.; Alves, M.R. Six Sigma: Main Metrics and R Based Software for Training Purposes and Practical Industrial Quality Control. Qual. Innov. Prosper. J. 2019, 23, 83–99. [Google Scholar] [CrossRef]
- Rebelo, M.; Silva, R.; Santos, G.; Mendes, P. Model Based Integration of Management Systems (MSs)-Case Study. TQM J. 2016, 28, 907–932. [Google Scholar] [CrossRef]
- Wells, S.; McLean, J. One Way Forward to Beat the Newtonian Habit with a Complexity Perspective on Organisational Change. Systems 2013, 1, 66–84. [Google Scholar] [CrossRef] [Green Version]
- Silva, A.; Sá, J.; Santos, G.; Silva, F.; Ferreira, L.; Pereira, M. Implementation of SMED in a cutting line. Procedia Manuf. 2020, 51, 1355–1362. [Google Scholar] [CrossRef]
- Santos, G.; Barbosa, J. Qualifound—A modular tool developed for quality improvement in foundries. J. Manuf. Technol. Manag. 2006, 17, 351–362. [Google Scholar] [CrossRef] [Green Version]
- Rebelo, M.F.; Santos, G.; Silva, R. A generic model for integration of quality, environment and safety management systems. TQM J. 2014, 26, 143–159. [Google Scholar] [CrossRef]
- Dias, P.; Silva, F.J.; Campilho, R.D.; Ferreira, L.P.; Santos, T. Analysis and Improvement of an Assembly Line in the Automotive Industry. Procedia Manuf. 2019, 38, 1444–1452. [Google Scholar] [CrossRef]
- Yoji, A. Quality Function Deployment: Integrating Customer Requirements into Product Design; Productivity Press: New York, NY, USA, 1990. [Google Scholar]
- Ferreira, C.; Sá, J.C.; Ferreira, L.P.; Lopes, M.P.; Pereira, T.; Silva, F.J.G. iLeanDMAIC: A methodology for implementing the lean tools. Procedia Manuf. 2019, 41, 1095–1102. [Google Scholar] [CrossRef]
- Deming, W.E. Out of the Crisis. [S.l.]; MIT Center for Advanced Engineering Study: Cambridge, MA, USA, 1986; ISBN 0-911379-01-0. [Google Scholar]
- Castro, C.; Pereira, T.; Sá, J.C.; Santos, G. Logistics reorganization and management of the ambulatory pharmacy of a local health unit in Portugal. Eval. Program Plan. 2020, 80, 101801. [Google Scholar] [CrossRef]
- Hoerl, R.W. Six Sigma and the future of the quality profession. Qual. Prog. 1998, 31, 35–42. [Google Scholar]
- Ohno, T. Toyota Production System: Beyond Large-Scale Production, English Translation ed.; Productivity Press: New York, NY, USA, 1988; ISBN 0-915299-14-3. [Google Scholar]
- Jones, D.T. Corporate renewal through lean design. World Class Des. Manuf. 1995, 2, 6–9. [Google Scholar] [CrossRef]
- Peterson, J.; Smith, R. O Guia de Bolso do 5S; Productivity Press: New York, NY, USA, 1998; ISBN 0-527-76338-1. [Google Scholar]
- Werkema, M. Criando a Cultura Seis Sigma, 1st ed.; Qualitymark: Rio de Janeiro, Brazil, 2002. [Google Scholar]
- Monden, Y. Toyota Production System, 3rd ed.; Chapman & Hall: New York, NY, USA, 1995; ISBN13:9780412839306. [Google Scholar]
- Fonseca, L. In search of Six Sigma in Portuguese SMEs. Int. J. Ind. Eng. Manag. 2017, 8, 31–38. [Google Scholar]
- Imai, M. Kaizen, the key to Japan’s competitive success. In Total Quality Handbook; McGraw-Hill: New York, NY, USA, 1990; p. 32. [Google Scholar]
- Oliveira, J.; Sá, C.S.; Fernandes, A. Continuous improvement through “Lean Tools”: An application in a mechanical company. Procedia Manuf. 2017, 13, 1082–1089. [Google Scholar] [CrossRef]
- Rosa, C.; Silva, F.J.G.; Ferreira, L.P.; Sá, J.C. Lean manufacturing applied to the production and assembly lines of complex automotive. In Lean Manufacturing: Implementation, Opportunities and Challenges; Silva, F.J.G., Ferreira, L.P., Eds.; Nova Science Publishers: New York, NY, USA, 2019; pp. 189–224. [Google Scholar]
- Alefari, M.; Salonitis, K.; Xu, Y. The role of leadership in implementing lean Manufacturing. Procedia CIRP 2017, 63, 756–761. [Google Scholar] [CrossRef]
- Blöchla, S.J.; Michalickib, M.; Schneider, M. Simulation Game for Lean Leadership—Shopfloor Management combined with Accounting for Lean. Procedia Manuf. 2017, 9, 97–103. [Google Scholar] [CrossRef]
- Sadiq, S.; Amjad, M.S.; Rafique, M.Z.; Hussain, S.; Yasmeen, U.; Khan, M.A. An integrated framework for lean manufacturing in relation with blue ocean manufacturing—A case study. J. Clean. Prod. 2019, 279, 123790. [Google Scholar] [CrossRef]
- Solaimani, S.; Talab, A.H.; Rhee, B. An integrative view on Lean innovation management. J. Bus. Res. 2019, 105, 109–120. [Google Scholar] [CrossRef]
- Likert, R. A technique for the measurement of attitudes. Arch. Psychol. 1932, 22, 5–55. [Google Scholar]
- Tavakol, M.; Dennick, R. Making sense of Cronbach’s alpha. Int. J. Med Educ. 2011, 2, 53–55. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CNC (Computer Numeric Control) | Quantity of Machines | Max Diameter of Machining | |
|---|---|---|---|
| Cell 1 | Lathes | 6 | 400 mm |
| Cell 2 | Lathes | 4 | 400 mm |
| Cell 3 | Lathes | 5 | 800 mm |
| Cell 4 | Milling Centers | 4 | 800 mm |
| Total | 16 | max. diameter = 800 mm |
| Frequency | Hierarchy | Goal |
|---|---|---|
| Daily | Session head | KPI, verification, action plan, problem-solving |
| Weekly | Production/Quality Director | KPI, verification, improvement proposals |
| Monthly | CEO | Monitoring Projects, KPI, verification of evolution, feedback from employees and managers |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodrigues, J.; Sá, J.C.; Silva, F.J.G.; Ferreira, L.P.; Jimenez, G.; Santos, G. A Rapid Improvement Process through “Quick-Win” Lean Tools: A Case Study. Systems 2020, 8, 55. https://doi.org/10.3390/systems8040055
Rodrigues J, Sá JC, Silva FJG, Ferreira LP, Jimenez G, Santos G. A Rapid Improvement Process through “Quick-Win” Lean Tools: A Case Study. Systems. 2020; 8(4):55. https://doi.org/10.3390/systems8040055
Chicago/Turabian StyleRodrigues, Jorge, José Carlos Sá, Francisco J. G. Silva, Luís Pinto Ferreira, Genett Jimenez, and Gilberto Santos. 2020. "A Rapid Improvement Process through “Quick-Win” Lean Tools: A Case Study" Systems 8, no. 4: 55. https://doi.org/10.3390/systems8040055
APA StyleRodrigues, J., Sá, J. C., Silva, F. J. G., Ferreira, L. P., Jimenez, G., & Santos, G. (2020). A Rapid Improvement Process through “Quick-Win” Lean Tools: A Case Study. Systems, 8(4), 55. https://doi.org/10.3390/systems8040055